Druckergebnis im High Speed Inkjet-Druck
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

DRUCK & PAPIER
Bilder: KBA
Digitale Druckverfahren nehmen an Bedeutung zu und stellen hohe Anforderungen an die zum Einsatz kommenden Druckpapiere.
Druckergebnis im High Speed Inkjet-Druck
Die digitalen Druckverfahren gewinnen durch die Die Papierindustrie charakterisiert ihre Druckpapiere heute mit mehre-
zunehmende Individualisierung von Druckprodukten, ren elementaren Eigenschaften, deren Druckrelevanz unterschiedlich
breit gefächerte Auflagengrößen und erhöhte Anforde- hoch ist. Fakt ist, dass diese Eigenschaften, auch in ihrer Summe, keine
eindeutige Abschätzung der Ver- und Bedruckbarkeit im Vorfeld des
rungen an die Flexibilität eine wachsende Bedeutung.
Druckens gestatten. D. h. Aussagen zum Laufverhalten des Papiers in
Die Anforderungen an grafische Druckprodukte, die
der Druckmaschine und zum Druckergebnis liegen erst beim Druck
bei hoher Geschwindigkeit im Inkjet-Verfahren (High oder nach erfolgtem Druck vor, was bei Problemen in der Regel mit
Speed Inkjet-Druck (HSI-Druck)) hergestellt werden, hohen Kosten verbunden ist.
sind dabei sehr hoch und komplex. In enger Zusam- Deshalb wird auch heute noch sehr oft der Weg beschritten, den
menarbeit mit der Industrie wurde an der PTS ein Praxisdruck labortechnisch zu simulieren (Probedruckgeräte), um das
labortechnischer HSI-Druckversuchsstand aufgebaut, Druckergebnis kostengünstig zu prognostizieren. Die visuelle und/
der die realen, industriellen Druckbedingungen ab- oder messtechnische Bewertung des Druckproduktes ist dabei jedoch
immer zwingend erforderlich.
bildet. Für die Bewertung der Ver- und Bedruckbarkeit
Auch für den Inkjet-Druck im Pharmabereich wird mit dem labortech-
der Papiere wurden entsprechende Druckformen sowie
nischen Data Matrix Code Druck dieser Weg erfolgreich beschritten. 2, 3
dazugehörige Bewertungsmethoden entwickelt, über Die Anforderungen an grafische Druckprodukte, die bei hoher
die im folgenden Beitrag ein Überblick gegeben wird. Geschwindigkeit im Inkjet-Verfahren (High Speed Inkjet-Druck
(HSI-Druck)) hergestellt werden, sind jedoch wesentlich höher und
komplexer als bei der Verpackungscodierung, weshalb mit dieser
Methode nur eine kleine Teilmenge der Anforderungen an die
grafischen Papiere abgedeckt werden kann.
1 Einleitung Um die Lücke zu schließen wurde in enger Zusammenarbeit mit der
Der bedeutendste Anteil der erzeugten Papiere in Europa sind mit ca. Industrie an der PTS ein labortechnischer HSI-Druckversuchsstand, der
38 Mio. t in 2013 grafische Papiere 1, die unter Nutzung verschiedener die realen, industriellen Druckbedingungen abbildet, aufgebaut. Für
Druckverfahren – vorwiegend Rollen- und Bogenoffsetdruck, Tief- die Bewertung der Ver- und Bedruckbarkeit der Papiere wurden ent-
druck – bedruckt werden. Oft werden die Papiere für das zum Einsatz sprechende Druckformen sowie dazugehörige Bewertungsmethoden
kommende Druckverfahren optimiert, wobei jedoch der Trend zu entwickelt, über die hier ein Überblick gegeben wird.
Druckverfahren unabhängig ausgerüsteten Papieren geht. Auf Grund
der zunehmenden Individualisierung von Druckprodukten, der breiten 2 Mögliche Druckfehler im HSI-Druck
Fächerung der Auflagengröße und der erhöhten Flexibilitätsanforde- Bei der Entwicklung von Papieren für den HSI-Druck gilt es verschiedene,
rungen gewinnen die digitalen Druckverfahren immer mehr an Bedeu- teils entgegengesetzt wirkende Effekte so zu optimieren, dass eine opti-
tung. Bei diesen konkurrieren vorwiegend der Inkjet-Druck und die male Ver- und Bedruckbarkeit sowie Weiterverarbeitbarkeit erreicht
Elektrofotografie (Tonerdruck). wird. Voraussetzung für diese Aufgabe sind genaue Kenntnisse über die
beim HSI-Druck denkbaren Druckfehler inklusive ihrer Ursachen.
Wesentliche Druckprobleme sind in Abb. 1 benannt und visualisiert. Die
Dr.-Ing. Rainer Klein; PTS Heidenau, Germany; rainer.klein@ptspaper.de, Mehrzahl der möglichen Probleme resultiert aus dem Zusammenspiel
Dr. Daniel Weinzierl; PTS Heidenau, Germany; daniel.weinzierl@ptspaper.de von Papier, Tinte und drucktechnischen Parametern (Nr. 1–13, Abb. 1).
472 Wochenblatt für Papierfabrikation 7/2015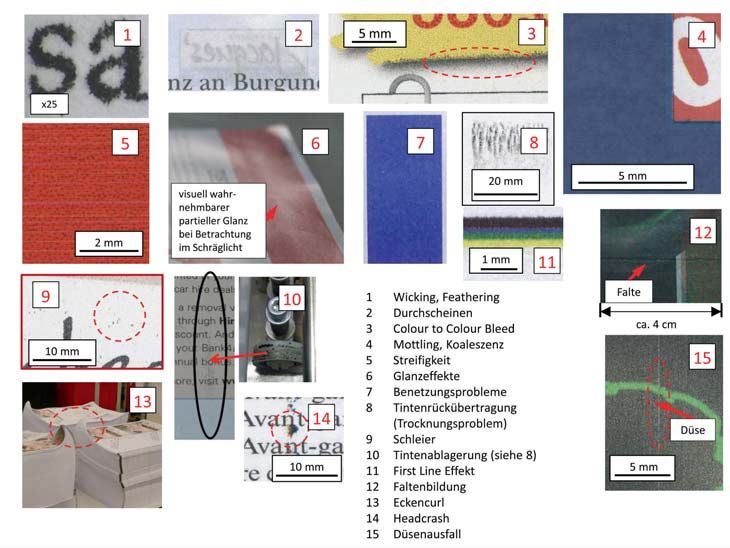
DRUCK & PAPIER
Bei den Nummern 14 und 15 handelt es sich
ausschließlich um Druckerprobleme, die sich in
der Druckqualität niederschlagen.
Im HSI-Druck spielen die Tintentrocknung, -fixie-
rung eine wesentliche Rolle und sind neben der
Produktivität (Druckgeschwindigkeit) für meh-
rere Qualitätsprobleme verantwortlich. Bei nicht
ausreichender Tintenaufnahme durch das Papier
kann es zu Ablagerungen auf Umlenkrollen in der
Druckmaschine und zur Farbrückübertragung
auf das Papier bzw. im Extremfall zum Verwi-
schen des Druckbildes kommen (Nr. 8, 10).
Eine wesentliche Herausforderung beim HSI-
Druck besteht somit darin eine schnelle Tinten-
penetration bzw. Tintentrocknung bei Garantie
eines hohen Kontrasts und einer brillanten Farb-
wiedergabe (Tinte verschwindet nicht im Papier,
sondern wird an der Oberfläche fixiert) zu ge- Abb. 1: Mögliche Druckfehler im HSI-Druck (keine Vollständigkeit)
währleisten. Dies stellt eine sehr anspruchsvolle
Aufgabe dar, die nur mit verlässlicher Messtechnik und dem Verständ-
nis der zugrunde liegenden Zusammenhänge gelöst werden kann.
3 HSI-Labordrucker
Abb. 2 enthält eine Überblicks-/Detailansicht des an der PTS in Koope-
ration mit der Industrie entwickelten HSI-Druckers sowie seine wichtigsten
technischen Daten. Bei den Druckköpfen handelt es sich um Original-
druckköpfe, wie sie auch in großtechnischen HSI-Druckern Verwendung
finden. Die Untersuchungen für diesen Artikel wurden mit den originalen,
pigmentierten Tinten von Océ in den Farben Schwarz (K) und Cyan (C)
durchgeführt. Die Erweiterung zum vollständigen Vierfarbdrucker (K, C,
M, Y) wurde im ersten Quartal 2015 abgeschlossen. Das Papier (DIN A4)
wird auf einem Probenschlitten befestigt und kann mit bis zu 100 m/min Abb. 2: Labor HSI-Drucker mit 11 cm breiten Piezo-Druckköpfen
unter den Druckköpfen hindurch bewegt werden. Nach dem Bedrucken
kann das Druckbild in einer Wischeinheit einem definierten Wischtest
unterzogen werden. Die Verwendung industrieller Druckköpfe und Tin-
ten garantiert, dass der Druck mit identischer Druckauflösung in Quer-
richtung und identischer(n) Tropfengröße(n) wie in der Praxis erfolgt.
Mit den seitenbreiten Druckköpfen und der Linearachse mit praxis-
üblicher Druckgeschwindigkeit werden auch bei kompakter Bauweise
die praxisrelevanten Zeitabstände zwischen den Druckköpfen beim
Mehrfarbendruck und somit reale Trocknungszeiten erreicht. Diese
Punkte sind für die Bewertung der Tintentrocknung und die Beur-
teilung von Druckfarbenwechselwirkungen von großer Bedeutung.
Mit den beiden Druckköpfen ist eine maximale Tintenbelegung von
200 % möglich. Durch die Erweiterung um zwei Druckköpfe können
Abb. 3: Druckformen
höhere Belegungen gefahren werden, wobei in der Praxis Tintenmen-
gen bis zu 240 % üblich sind. der Mottlingneigung (Koaleszenz) sowie der Druckdichte und des
Farborts entwickelt worden.
4 Druckformen
Grundlage der Untersuchung der Eignung von Papieren für den HSI- 5 Drucktechnische Bewertung
Druck sind speziell entwickelte Druckelemente, die in vier Druck- 5.1 Allgemeine Aspekte
formen zusammengefasst wurden. (Abb. 3) An der PTS wurden verschiedene Methoden zur Bewertung der
Druckform 1 und 4 dienen der Ermittlung der Tintenpenetration, Eignung von grafischen Papieren für den HSI-Druck entwickelt, wobei
-trocknung, wobei verschiedene Druckelemente und Tintenmengen in einem iterativen Prozess die in Abb. 3 gezeigten vier Druckformen
gedruckt werden. Die Druckform 2 wurde zur Bestimmung von Aus- entstanden sind. Tab. 1 enthält eine Zusammenstellung der entwickel-
franseffekten sowie dem Ausbluten beim mehrfarbigen Nass-in-Nass- ten Methoden, die Zuordnung zur Druckform sowie die Zielrichtung
Druck erstellt. Die Elemente der Druckform 3 sind für die Beurteilung der Bewertungsmethode.
7/2015 Wochenblatt für Papierfabrikation 473
DRUCK & PAPIER
5.2.2 Datamatrix-Wischtest
Eine einfache Bewertung des Verwischens stellt der sogenannte Data-
matrix-Test dar. Bei diesem Test werden Datamatrix-Codes (DMC) ge-
druckt und anschließend verwischt. Die Druckqualität der Codes kann
anhand der Norm ISO/IEC 15415 mit einem Verifyer objektiv beurteilt
werden. Die Norm definiert 8 Parameter, mit denen die Lesbarkeit
eines DMC ausgedrückt werden kann.
Tab. 1: Entwickelte Bewertungsmethoden
Jede Einzelbewertung kann einen Wert zwischen 0 und 4 annehmen,
wobei 4 der beste Wert ist. Sieben dieser Parameter sind Einzelbewer-
tungen (Kontrast, Modulation, Defekte feste Muster, Axiale Verzer-
rung, Allgemeine Verzerrung, Fehlerkorrektur, Wachstum). Der achte
Parameter ist die Zusammenfassung der einzelnen Auswertungen und
stellt als Minimum der Einzelbewertungen sozusagen das Gesamt-
ergebnis der Lesbarkeit dar. Zur Bewertung des Verwischens / der
Tintentrocknung wird die Gesamtbewertung des DMC herangezogen.
Die verwendete Druckform (Abb. 3) besteht aus sechs Datamatrix-
Codes, von denen jeweils drei gewischt werden. Die Codes werden mit
unterschiedlichen Tintenbelegungen (100 % K, 150 % (75 % K + 75 % C)
und 200 % (100 % K + 100 % C)) gedruckt. Die Beurteilung der DMC-
Lesbarkeit der gewischten und ungewischten Codes dient anschlie-
ßend zur Beurteilung der Tintentrocknung. Die Druckform enthält zu-
dem ein Druckelement zur Messung der Farbdichte der Ausdrucke.
Abb. 4: Ergebnisse des DMC-Wischtests und des erweiterten Wischtests für drei sehr
ähnliche, inkjet-optimierte Papiere Durch die standardisierte Auswertung der DMC-Lesbarkeit mittels
eines Verifyers werden schnell und zuverlässig grundsätzliche
Aussagen über die Tintentrocknung erhalten. Daher eignet sich der
Datamatrix-Wischtest im HSI-Druck vor allem zur Papierbewertung
während der Papierentwicklung, um erkennen zu können, ob Ver-
änderungen in der Rezeptur die gewünschte Verbesserung bringen.
Für Papiere mit sehr ähnlichem Trocknungsverhalten stößt die
Methode allerdings an die Grenzen der Differenzierbarkeit.
5.2.3 Erweiterter Wischtest
Für eine detailliertere Bewertung der Tintentrocknung wurde in
Erweiterung zum DMC-Wischtest Druckform 3 entworfen. Für diesen
Test werden Balken der Größe 2 cm x 10 cm mit unterschiedlicher
Tintenmenge und -zusammensetzung gedruckt. (Abb. 3)
Nach dem definierten Verwischen der Balken werden die Länge der
Wischspur, sowie der mittlere Grauwert in der Tintenspur bestimmt.
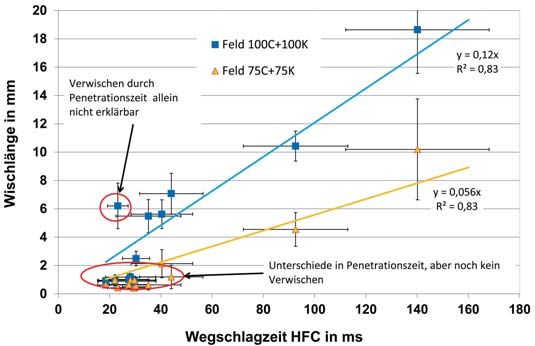
Abb. 5: Korrelation der Wegschlagzeit einer Modellinkjettinte (Tropfenvolumen ca. 150 pL, In Abb. 4 sind die Ergebnisse der beiden Wischtests von drei sehr
bestimmt mit HFC) und Wischlänge aus dem erweiterten Wischtest
ähnlichen, inkjet-optimierten Papieren gegenübergestellt. Mit dem
Datamatrixtest sind diese Papiere aufgrund der begrenzten Differen-
In der Regel werden 8 bis 10 Blatt je Druckform und Seite für eine zierung und der Streuung der Messwerte nur schlecht zu unter-
komplette Papieranalyse gedruckt. Die Anzahl ist erforderlich, da die scheiden. Beim erweiterten Wischtest ist die Streubreite der Mess-
Druckqualität, wie jede andere Messgröße auch, entsprechenden werte aufgrund der größeren bewerteten Fläche deutlich geringer.
Schwankungen unterworfen ist. Für die Methodenentwicklung wur- Hier ist nun eine sichere Abgrenzung des Papiers 3 von den Papieren 1
den 7 (9) Papiere herangezogen. und 2 möglich, eine zweifelsfreie Unterscheidung zwischen Papier 1
und 2 gelingt jedoch auch hier nicht in ausreichendem Maße.
5.2 Bewertung der Penetration/Tintentrocknung
5.2.1 Allgemeine Aspekte 5.3 Penetrationsbewertung mit High Speed Kamera (HFC)
Zur Bewertung der Tintentrocknung, -penetration ist das Labor-HSI- Wie im vorhergehenden Beispiel gezeigt, kommen die Wischverfahren
Drucksystem mit einer Wischeinheit ausgestattet. Eine definierte, bei sehr ähnlichen Papieren – hinsichtlich des Penetrationsverhaltens –
variable Zeit nach dem Druck (> _ 0,5 s, je nach Druckgeschwindig- an ihre Auflösungsgrenze. In solchen Fällen ist eine zusätzliche Unter-
keit) wird eine Wischeinheit mit Wischmedium (Papier oder Folie) suchung der Papiere mit dem direkten Highspeedkamera-Messver-
mit definierter Kraft auf das bedruckte Papier gedrückt. Die Tinten- fahren zur Untersuchung der Penetration von einzelnen Tintentropfen
trocknung kann anschließend anhand des Verwischens des Druck- sinnvoll (Messprinzip und weitere Informationen 4, 5, 6 ).
bildes mit den entwickelten Bewertungsmethoden beurteilt wer- In Abb. 5 sind die Wegschlagzeit (HFC Messung) und die Bewertung
den. der Papiere mit dem erweiterten Wischtest miteinander korreliert.
474 Wochenblatt für Papierfabrikation 7/2015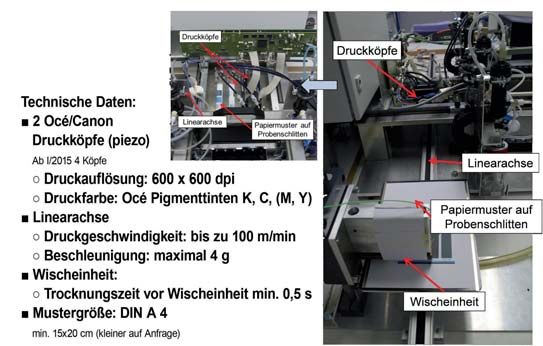
DRUCK & PAPIER
5.2.2 Datamatrix-Wischtest
Eine einfache Bewertung des Verwischens stellt der sogenannte Data-
matrix-Test dar. Bei diesem Test werden Datamatrix-Codes (DMC) ge-
druckt und anschließend verwischt. Die Druckqualität der Codes kann
anhand der Norm ISO/IEC 15415 mit einem Verifyer objektiv beurteilt
werden. Die Norm definiert 8 Parameter, mit denen die Lesbarkeit
eines DMC ausgedrückt werden kann.
Tab. 1: Entwickelte Bewertungsmethoden
Jede Einzelbewertung kann einen Wert zwischen 0 und 4 annehmen,
wobei 4 der beste Wert ist. Sieben dieser Parameter sind Einzelbewer-
tungen (Kontrast, Modulation, Defekte feste Muster, Axiale Verzer-
rung, Allgemeine Verzerrung, Fehlerkorrektur, Wachstum). Der achte
Parameter ist die Zusammenfassung der einzelnen Auswertungen und
stellt als Minimum der Einzelbewertungen sozusagen das Gesamt-
ergebnis der Lesbarkeit dar. Zur Bewertung des Verwischens / der
Tintentrocknung wird die Gesamtbewertung des DMC herangezogen.
Die verwendete Druckform (Abb. 3) besteht aus sechs Datamatrix-
Codes, von denen jeweils drei gewischt werden. Die Codes werden mit
unterschiedlichen Tintenbelegungen (100 % K, 150 % (75 % K + 75 % C)
und 200 % (100 % K + 100 % C)) gedruckt. Die Beurteilung der DMC-
Lesbarkeit der gewischten und ungewischten Codes dient anschlie-
ßend zur Beurteilung der Tintentrocknung. Die Druckform enthält zu-
dem ein Druckelement zur Messung der Farbdichte der Ausdrucke.
Abb. 4: Ergebnisse des DMC-Wischtests und des erweiterten Wischtests für drei sehr
ähnliche, inkjet-optimierte Papiere Durch die standardisierte Auswertung der DMC-Lesbarkeit mittels
eines Verifyers werden schnell und zuverlässig grundsätzliche
Aussagen über die Tintentrocknung erhalten. Daher eignet sich der
Datamatrix-Wischtest im HSI-Druck vor allem zur Papierbewertung
während der Papierentwicklung, um erkennen zu können, ob Ver-
änderungen in der Rezeptur die gewünschte Verbesserung bringen.
Für Papiere mit sehr ähnlichem Trocknungsverhalten stößt die
Methode allerdings an die Grenzen der Differenzierbarkeit.
5.2.3 Erweiterter Wischtest
Für eine detailliertere Bewertung der Tintentrocknung wurde in
Erweiterung zum DMC-Wischtest Druckform 3 entworfen. Für diesen
Test werden Balken der Größe 2 cm x 10 cm mit unterschiedlicher
Tintenmenge und -zusammensetzung gedruckt. (Abb. 3)
Nach dem definierten Verwischen der Balken werden die Länge der
Wischspur, sowie der mittlere Grauwert in der Tintenspur bestimmt.
Abb. 5: Korrelation der Wegschlagzeit einer Modellinkjettinte (Tropfenvolumen ca. 150 pL, In Abb. 4 sind die Ergebnisse der beiden Wischtests von drei sehr
bestimmt mit HFC) und Wischlänge aus dem erweiterten Wischtest
ähnlichen, inkjet-optimierten Papieren gegenübergestellt. Mit dem
Datamatrixtest sind diese Papiere aufgrund der begrenzten Differen-
In der Regel werden 8 bis 10 Blatt je Druckform und Seite für eine zierung und der Streuung der Messwerte nur schlecht zu unter-
komplette Papieranalyse gedruckt. Die Anzahl ist erforderlich, da die scheiden. Beim erweiterten Wischtest ist die Streubreite der Mess-
Druckqualität, wie jede andere Messgröße auch, entsprechenden werte aufgrund der größeren bewerteten Fläche deutlich geringer.
Schwankungen unterworfen ist. Für die Methodenentwicklung wur- Hier ist nun eine sichere Abgrenzung des Papiers 3 von den Papieren 1
den 7 (9) Papiere herangezogen. und 2 möglich, eine zweifelsfreie Unterscheidung zwischen Papier 1
und 2 gelingt jedoch auch hier nicht in ausreichendem Maße.
5.2 Bewertung der Penetration/Tintentrocknung
5.2.1 Allgemeine Aspekte 5.3 Penetrationsbewertung mit High Speed Kamera (HFC)
Zur Bewertung der Tintentrocknung, -penetration ist das Labor-HSI- Wie im vorhergehenden Beispiel gezeigt, kommen die Wischverfahren
Drucksystem mit einer Wischeinheit ausgestattet. Eine definierte, bei sehr ähnlichen Papieren – hinsichtlich des Penetrationsverhaltens –
variable Zeit nach dem Druck (> _ 0,5 s, je nach Druckgeschwindig- an ihre Auflösungsgrenze. In solchen Fällen ist eine zusätzliche Unter-
keit) wird eine Wischeinheit mit Wischmedium (Papier oder Folie) suchung der Papiere mit dem direkten Highspeedkamera-Messver-
mit definierter Kraft auf das bedruckte Papier gedrückt. Die Tinten- fahren zur Untersuchung der Penetration von einzelnen Tintentropfen
trocknung kann anschließend anhand des Verwischens des Druck- sinnvoll (Messprinzip und weitere Informationen 4, 5, 6 ).
bildes mit den entwickelten Bewertungsmethoden beurteilt wer- In Abb. 5 sind die Wegschlagzeit (HFC Messung) und die Bewertung
den. der Papiere mit dem erweiterten Wischtest miteinander korreliert.
474 Wochenblatt für Papierfabrikation 7/2015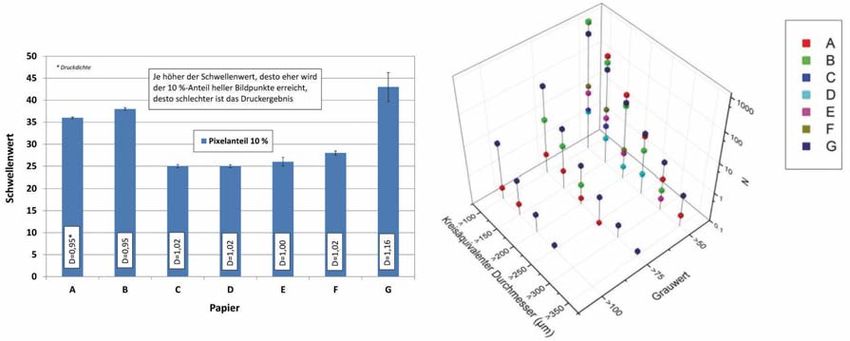
DRUCK & PAPIER
Man erkennt sehr gut, dass im Bereich von Wegschlagzeiten kleiner ca.
30 ms für das 150 % Feld bzw. kleiner ca. 40 ms für das 200 % Feld kein
Verwischen auftritt, die Papiere mit dem HFC aber noch differenziert
werden können. Mit steigender Wegschlagzeit kommt es zum Ver-
wischen, wobei Wischlänge und Wegschlagzeit mit Ausnahme eines
Papieres sehr gut korrelieren. Bei diesem Papier ist die Wischlänge
alleine durch die Penetrationszeit nicht erklärbar. Die Ursache dafür soll
durch detaillierte HFC-Untersuchungen (mehrere Tintentropfen auf
dieselbe Stelle) gefunden werden.
Insgesamt lässt sich feststellen, dass die Empfindlichkeit der Methoden
von Datamatrixtest über den erweiterten Wischtest zum HFC hin zu-
Abb. 6: Druckungleichmäßigkeit
nimmt. Der DMC-Wischtest und der erweiterte Wischtest im HSI-Druck
dienen der schnellen Trocknungsbewertung während der Papierent-
wicklung. Die Messwerte erleichtern es, richtige Entwicklungsrichtun-
gen zu erkennen. Bei Papieren mit sehr ähnlichem Trocknungsverhalten
stoßen die Methoden allerdings an die Grenzen der Differenzierbarkeit.
Dann bietet sich das HFC als Entwicklungstool an, z. B. auch, um Ein-
sparpotenziale bei zu schnellem Wegschlagen zu erkennen.
Der erweiterte Wischtest und das HFC gestatten es, die jeweilige Mess-
wertskala mit dem Trocknungsverhalten in der realen Druckmaschine
zu kalibrieren. Damit ist gemeint, dass durch ein geeignetes Referenz-
papier, das in der großtechnischen Druckmaschine gerade noch
schnell genug trocknet, um problemlos bedruckbar zu sein, ein Grenz-
wert der Penetrationszeit bzw. der Wischlänge definiert werden kann.
Anhand dieser Grenze kann dann sehr gut abgeschätzt werden, wie
sich ein Papier im realen Druckprozess verhalten wird. Da die Benotung
des ungewischten DMC nicht bei allen Papieren identisch ist oder Abb. 7: Bewertung der Streifigkeit
zwingend der Bestnote entspricht, ist ein solches Vorgehen für Noten-
differenzen im DMC-Wischtest nicht möglich. Papiere mit ausreichender Spreitung des Tropfens werden diese
Winkelabweichungen ausgleichen. Ist die Spreitung jedoch zu klein,
5.4 Bewertung der Druckungleichmäßigkeit (Mottling, Koaleszenz) ist die erforderliche Überlappung benachbarter Tropfen nicht mehr
Wie bereits erwähnt, ist die Ungleichmäßigkeit, insbesondere in Voll- gegeben und es kommt zur Streifenbildung.
tonflächen, ein wesentliches Qualitätskriterium für Druckprodukte, Eine Vorhersage der Neigung eines Papiers zu streifigem Ausdruck
wobei diese Ungleichmäßigkeit in allen Druckverfahren auftreten kann. kann durch die Bestimmung der Tropfenspreitung erfolgen. Dazu wur-
In Abb. 6 ist der PSA-Index (PowerSpektrumsAnalyse), ermittelt mit de eine Testfläche mit kleinen Druckpunkten (2 x 2 Pixel) in definiertem
dem Bildverarbeitungssystem DOMAS, für 100K und 100C für sieben Abstand entworfen. Nach dem Druck wird die Fläche in hoher Auf-
Papiere aufgetragen. lösung gescannt und die Druckpunktgröße mit dem erwarteten Wert
Die sieben Papiere konnten mit dem PSA-Index ausreichend differen- verglichen. Daraus lässt sich der Spreitungsfaktor berechnen.
ziert werden, wobei zu erkennen ist, dass aus der Bewertung in K nicht
zwingend auf die anderen Tinten, hier C, geschlossen werden kann, 5.5.2 Bewertung der Streifigkeit
wie Muster G zum Ausdruck bringt. Ein absoluter Vergleich der PSA- Die Bewertung der Streifigkeit erfolgt bildanalytisch am Volltonbild,
Indices von K und C ist nicht möglich, da in die Analyse der Grauwert indem die Grauwerte in Druckrichtung spaltenweise gemittelt werden.
des gescannten Volltonfeldes, der für die Tinten unterschiedlich ist, Infolge der Winkelabweichungen der Düsen zueinander gibt es nicht
eingeht. Weiterhin muss vermerkt werden, dass die Inkjet-Drucke im einen einzelnen Streifen sondern eine Streifenschar. Für den Winkel
Gegensatz zum Tief- und Offsetdruck verfahrensbedingt eine gewisse 90,0 ° sind in Abb. 7 das Perioden- und Amplitudenhistogramm sowie
Streifigkeit aufweisen. Diese Streifigkeit beeinflusst den Druck- das un- und geglättete Grauwerteprofil dargestellt. Die Profile visuali-
ungleichmäßigkeitsmesswert und kann in seinem Einfluss durch ent- sieren und quantifizieren die Streifigkeit mittels absoluter Grauwerte.
sprechende bildanalytische Filteroperationen minimiert aber nicht Die Glättung bewirkt, dass der Einfluss kleinster Abweichungen elimi-
vollständig eliminiert werden. niert wird. Es zeigt sich, dass der Druckkopf (K) im linken Bereich eine
erhöhte Streifigkeit aufweist – kein Papiereinfluss. Des Weiteren ist in
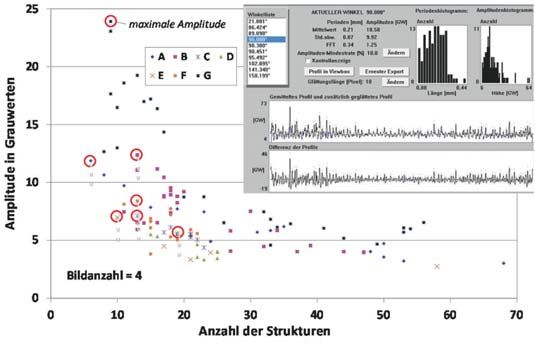
5.5 Streifigkeit Abb. 7 für die Streifenschar die Differenz der Grauwerte (Amplitude)
5.5.1 Allgemeine Aspekte zum mittleren Grauwert des Volltonfeldes (Abb. 6) über der Streifen
Die Streifigkeit von Inkjet-Drucken ist ein Effekt, der im Zusammenspiel (Struktur)anzahl in der Messfläche für sieben Papiere aufgetragen.
von Druckkopf und Papier entsteht. Obwohl Inkjet-Druckköpfe mit Die rot umrandeten Messwerte repräsentieren das Streifenmuster mit
sehr hoher Präzision gefertigt werden, können die einzelnen Düsen der maximalen Grauwertabweichung für die betrachteten Papiere.
kleinste Winkelabweichungen zur Normalen aufweisen, die durch Diese maximale Streifenausprägung kann auch als eindimensionale
Ablagerungen am Druckkopf noch verstärkt werden können. Kenngröße zur Papiercharakterisierung herangezogen werden.
7/2015 Wochenblatt für Papierfabrikation 475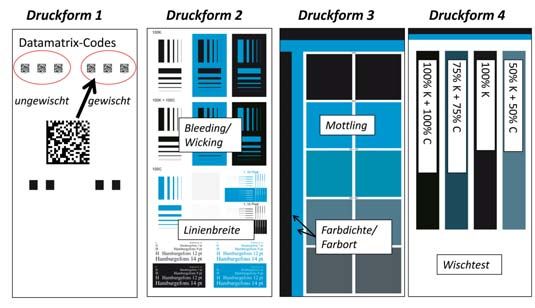
DRUCK & PAPIER
den Cyandruck auf
Schwarz in Abb. 9 auf-
gezeigt.
Es wird deutlich, dass
die Papiere ein diffe-
renziertes Wickingver-
halten aufweisen.
Wesentlich größer sind
die Unterschiede in der
Spreadrelation (Quo-
tient aus Differenz von
Abb. 8: Fehlende bzw. helle Druckpunkte in der Volltonfläche 100K; links: integrale Betrachtung; rechts: klassierende Betrachtung
geglätteter und Refe-
renzfläche zur Refe-
renzfläche). Diese Unterschiede werden vom Anwender bei Betrachtung
von K auf weißem Papier nicht wahrgenommen, da der Mensch keine
Bezugsgröße als Vergleichsbasis hat. Anders sieht es aus, wenn Cyan-
Elemente auf einer schwarzen Vollfläche gedruckt werden. Nun kommt
die Bedeutung der Spreadrelation zum Tragen, denn es wird quan-
tifiziert, wie die Cyan-Elemente vom schwarzen Umfeld in ihrer Fläche
reduziert werden. Während die Mehrzahl der betrachteten Papiere ein
ähnliches negatives Spreadverhalten aufweist, weicht Papier 7 stark ab.
6 Zusammenfassung und Schlussfolgerungen
Die beiden Wischtests, die der Papierbewertung hinsichtlich des Weg-
schlag- und des Trocknungsverhaltens der Tinten dienen, stoßen bei
Papieren mit sehr ähnlichem Trocknungsverhalten an ihre Grenzen.
Abb. 9: Relationen Eine bessere Differenzierung ermöglicht hier die HFC-Messung. Neben
diesen beiden Kriterien sind weitere Qualitätsparameter, die Effekte wie
Dabei muss jedoch gewährleistet sein, dass es sich nicht um einen Bleeding, Wicking, Mottling / Koaleszenz aber auch Streifigkeit und
einzelnen Streifen, verursacht durch einen Düsenausfall, handelt. Dies Spreitungsverhalten quantifizieren, von großem Interesse. Hierfür wurden
kann anhand der Streifenanzahl abgelesen werden. Die untersuchten entsprechende Druckformen und Bewertungsmethoden entwickelt.
Papiere wiesen ein breites Spektrum an Streifigkeit auf. Während Die summarische Anwendung dieser Methoden ermöglicht eine kom-
Papier G mit einer Grauwertdifferenz von 24 extrem streifig war, besaß plexe, quantitative Stufung der Papiere hinsichtlich ihrer Eignung für den
Papier E mit einer Grauwertdifferenz um 5 eine geringe Streifigkeit. HSI-Druck.
5.6 Bewertung von fehlenden / hellen Druckpunkten Die Ergebnisse wurden im Rahmen der Forschungsvorhaben IK-MF
Ein weiteres Kriterium für die Qualität beim Inkjet-Druck sind Fehl- 130044 und 130147 gewonnen, die im Programm zur „Förderung von
stellen bzw. hellere Stellen in Volltonfeldern. Zur Quantifizierung Forschung und Entwicklung bei Wachstumsträgern in benachteiligten
dieses Problems wurden zwei Methoden erarbeitet. Regionen“ mit finanziellen Mitteln des Bundesministeriums für
Die integrale Bewertung basiert auf der Ermittlung des Grauwertes bei Wirtschaft und Energie (BMWi) über den Projektträger EuroNorm
dem diese Bildpunkte 10 % des Flächenanteils des Volltonfeldes aus- Gesellschaft für Qualitätssicherung und Technologie mbH aufgrund
machen (Abb. 8 links), d. h. je höher der Schwellenwert ist, desto eher eines Beschlusses des Deutschen Bundestages gefördert werden.
wird dieser Schwellenwert erreicht, was mit einem schlechteren Dafür sei an dieser Stelle herzlich gedankt. Unser Dank gilt auch den
Druckergebnis einhergeht. Diese Betrachtungsweise ignoriert jedoch Betrieben und Institutionen, die diese Arbeiten unterstützt haben.
den Einfluss von Helligkeit und Flächengröße auf die Qualität.
Methode 2 nimmt deshalb eine Klassierung dieser Parameter vor. In Literaturhinweise
Abb. 8 (rechts) ist der Anteil der helleren Flächen in Abhängigkeit vom 1 CEPI Key Statistics 2013
kreisäquivalenten Durchmesser und Grauwert (Helligkeit) dargestellt. 2 PTS Methode PTS-DF 103/2011, Bewertung der Codierbarkeit von Faltschachtelkarton mit
DOD-Inkjet-Druckern
Je größer und heller die Flächen sind, desto schlechter ist die Druck-
3 Richtlinie 2011/62/EU des Europäischen Parlaments und des Rates vom 8. Juni 2011: Pharma-
qualität. Auch extrem helle, kleine Flächen können sehr störend sein. verpackungen müssen zur Fälschungssicherung von Pharmaprodukten mit einem Data-
Matrix-Code versehen werden
5.7 Bleeding und Wicking 4 Keller, G. Weinzierl, D., Penetration von Fluiden in Papieroberflächen (Teil 1), Wochenblatt für
Diese Druckprobleme (Abb. 1 Nr. 1 und Nr. 3) können mittels bild- Papierfabrikation, 8/2014, S.490–499.
5 Weinzierl, D., Charakterisierung und Modellierung des Wegschlagverhaltens von Tinten auf
analytischer Bewertung der Druckelemente des Musters 2 quantifiziert
gestrichenen Inkjet-Papieren, Abschlussbericht zu Projekt IK-VF 100010, PTS Heidenau 2013
werden. Die Wickingrelation (Differenz aus realer und geglätteter 6 Weinzierl, D., Entwicklung einer Methode zur Bewertung der Bedruckbarkeit von Papieren im
(erodierter) Druckelementfläche bezogen auf die theoretische (software- wasserbasierten Inkjetdruckverfahren, Forschungsprojekt IK-MF 130044, Laufzeit:
seitige) Elementfläche) ist für den Schwarzdruck auf Papierweiß sowie 01.09.2013–31.08.2015
476 Wochenblatt für Papierfabrikation 7/2015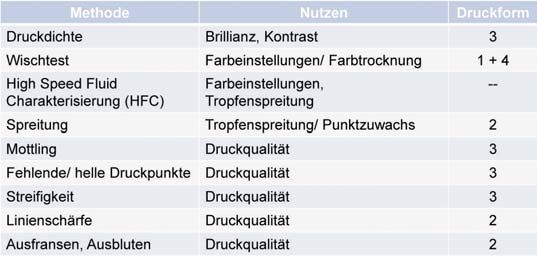

Sie können auch lesen