Erfahrungen beim Mikroumformen von Kupfer und Kupferlegierungen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Metall-Special
Erfahrungen beim Mikroumformen von Kupfer
und Kupferlegierungen
Hirt, G.; Justinger, H.; Thome, M.; van Putten, K. (1)
In fast allen Bereichen der Technik kann eine
Die Mikroumform- führt zu einem verstärkten Ein-
zunehmende Miniaturisierung von Produkten technik erfordert fluss einzelner Körner beim
und Bauteilen beobachtet werden. In diesem neue Lösungsansätze, Umformen, wodurch die Repro-
Zusammenhang ist Kupfer wegen seiner guten da eine rein geome- duzierbarkeit und die Fließ-
Leitfähigkeit insbesondere für Anwendungen in trische Skalierung spannung beeinflusst werden.
der Elektronik interessant, während Kupferlegie- der bekannten Ver-
rungen aufgrund ihrer mechanischen Eigenschaf- fahren an physikali- Skalierungseffekte bei der
ten in höher beanspruchten Bauteilen zum Ein- sche Grenzen stößt. Miniaturisierung des
satz kommen. Die in der Mikrofertigung einge- Mit zunehmender Walzprozesses
setzten spanenden und abtragenden Verfahren Miniaturisierung
wird die Reproduzier- Zur Untersuchung von Skalierungsef-
(wie Fräsen) oder generierende Verfahren (wie
barkeit und die fekten beim Walzen von dünnen
LIGA) sind zum Teil sehr aufwändig, hinsichtlich
Beherrschung der Bändern aus Kupferdraht wurden
der geometrischen Gestaltungsmöglichkeiten
Prozesse erschwert Versuche auf einem Präzisionswalz-
stark eingeschränkt oder nur für kleine oder sehr [2], so dass sich die werk bei der Firma Prymetall in Stol-
große Stückzahlen geeignet [1]. Die Mikroum- Prozessauslegung zur berg durchgeführt. Weichgeglühte
formtechnik schließt die Lücken für die Produkti- Zeit vielfach auf Er- Drähte von 4,0 mm, 2,0 mm, 1,0 mm
on mittlerer bis größerer Stückzahlen mit hoher fahrungswerte stützt. und 0,5 mm aus Elektrolytkupfer
Reproduzierbarkeit [2] und kostengünstiger Um zukünftig eine (E-Cu, Werkstoffnummer 2.0065)
Fertigung. wissensbasierte und wurden von rund auf flach gewalzt.
verlässliche Prozes- Während der Versuchsdurchführung
sauslegung zu er- an den Drahtabschnitten wurde die
möglichen, sind unter anderem die Kraft und nach dem Walzen die
I
m Rahmen der Mikroumformtech-
nik beschäftigt sich das IBF mit Auswirkungen folgender spezifischer Bandgeometrie (Dicke und Breite)
der Untersuchung und Umsetzung Aspekte bei der Miniaturisierung von gemessen. Mit Hilfe der gemessenen
einer von Draht oder Band ausgehen- Umformprozessen zu untersuchen: Bandgeometrie kann die gedrückte
den Prozesskette zur Herstellung von Das Verhältnis von Oberfläche Fläche exakt berechnet werden. Die
Formteilen (Bild 1). Diese besteht aus zu Volumen nimmt zu und führt Dickenabnahme wurde in Stufen von
der Halbzeugfertigung von Folien zu Änderungen im Temperatur- 25, 50 und 75% variiert, wobei aus
und Bändern mittels Mikrowalzen haushalt und im Bezug auf die fünf Versuchen pro Versuchsreihe je
und deren Weiterverarbeitung durch Bedeutung der Reibung. ein Mittelwert für die Walzkraft, die
Mikrotiefziehen und Mikroprägen zu Hohe Werkzeuggeschwindigkei- Bandbreite und die Banddicke
funktionalen Strukturen und Bautei- ten führen zu einem Anstieg der bestimmt wurde. Als Vergleichspara-
len, wobei die Ermittlung von cha- Dehn- bzw. Umformgeschwin- meter für die Versuche wurde der
rakteristischen Prozesskenntnissen, digkeit. Umformwiderstand kw gewählt [3].
Materialdaten, Gefügestrukturen und Das zunehmende Verhältnis von Es wird darauf hingewiesen, dass bei
darstellbaren Geometrien von vor- Korngrößen zu charakteristi- den durchgeführten Versuchen die
rangigem Interesse ist. schen Bauteilabmessungen Ähnlichkeit [4] nicht eingehalten
werden konnte, da nur die Drähte und
die realisierten Abnahmen maßstäb-
lich skaliert wurden. Der Walzrollen-
durchmesser musste auf Grund der
Maschinenkonstruktion konstant
gehalten werden.
Um dennoch eine Aussage machen zu
können, wurden alle Walzfälle mittels
FEM simuliert und auch in der Simu-
lation der (rechnerische) Umformwi-
Bild 1: Prozesskette Mikroumformtechnik mit exemplarischen Maßen derstand ermittelt. Der Vergleich in
706 · 59. Jahrgang · 11/2005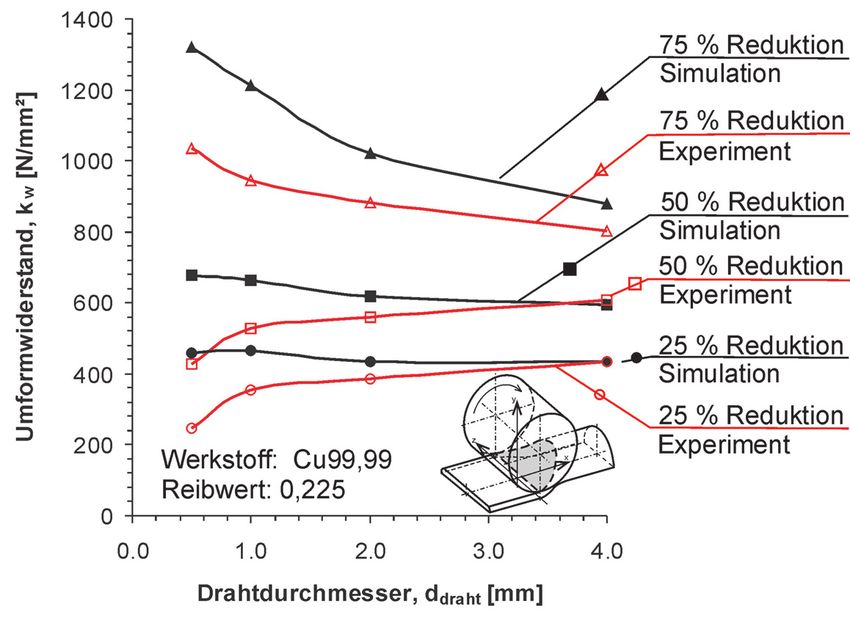
Kupfer-Symposium
Tiefziehen, bei dem ein ebener Blech-
bzw. Folienzuschnitt in einen dreidi-
mensionalen Hohlkörper umgeformt
wird. Zu den tiefgezogenen Klein-
(< 10 mm) und Kleinstteilen (< 1 mm)
gehören sowohl Strukturbauteile (z.B.
Sockel, Hülsen, Gehäuse) als auch
Bauteilkomponenten für die Elektro-
nikindustrie, die durch besondere
Anforderungen an Verschleißfestig-
keit, Korrosionsbeständigkeit oder
Leitfähigkeit gekennzeichnet sind.
Zur Untersuchung der oben genann-
ten spezifischen Aspekte bei der
Miniaturisierung von Fertigungspro-
zessen wurde ein Tiefziehwerkzeug
konzipiert und gebaut, mit dem durch
Wechsel der skalierten Formteile
(Schneidstempel, Stempel und Matri-
Bild 2: Umformwiderstand kw für verschiedene Dickenreduktionen ze) ein reproduzierbares Tiefziehen
beim Flachwalzen von Drähten aus Elektrolytkupfer (E-Cu) von Näpfen mit einem Durchmesser
von 8 mm aus 300 µm-CuZn37-Foli-
en bis hin zu 1 mm messenden Näp-
Bild 2 zeigt im makroskopischen gewinnt die Reibung an Bedeutung, fen aus 40 µm-Folie möglich ist. Das
Bereich, d.h. bei 4 mm Drahtdurch- da das Verhältnis von Kontaktfläche zu Grunde gelegte Ziehverhältnis
messer, eine gute Übereinstimmung zu Volumen in der Umformzone nun beträgt jeweils 2 (Bild 3) [12].
zwischen Simulation und Experi- wesentlich größer ist und außerdem In allen vier möglichen Größen wur-
ment. Bei abnehmendem Drahtdurch- mit abnehmendem Drahtdurchmesser den Versuche mit Stempelgeschwin-
messer weichen die Simulationser- weiter zunimmt. Hinzu kommt, dass digkeiten von 0,01 mm/s bis 100
gebnisse zunehmend in Richtung bei abnehmender Probengröße mit mm/s mit Folien im geglühten wie
höherer Umformwiderstände ab. Dies einer Zunahme des Reibwertes zu auch im Anlieferungszustand durch-
geht bei 25% und 50% Reduktion rechnen ist [8]. Eine abschließende geführt.
sogar soweit, dass der Trend falsch Bestätigung dieser Erklärungshypo- In einer ersten Untersuchung wurde
wiedergegeben wird, d.h. die Simula- thesen bedarf allerdings weiterer bei den Näpfen an diskreten mitska-
tion liefert eine Zunahme des sorgfältiger Untersuchungen. lierten Messstellen die Wandstärke
Umformwiderstandes, wohingegen vermessen und die relative Wandstär-
das Experiment eine Abnahme zeigt; Untersuchungen zum keänderung ∆trel wie folgt berechnet,
sie sind damit nur noch bedingt zur miniaturisierten Tiefziehen um die Geometrie der verschieden
Prozessauslegung geeignet. mit CuZn37 großen Näpfe vergleichen zu können.
Dieses unterschiedliche Verhalten
könnte qualitativ mit folgenden aus Zu den bereits eingesetzten Verfahren
der Literatur bekannten Skalierungs- der Mikroumformtechnik zählt das [%]
effekten erklärt werden:
Mit abnehmender Produktgröße
nimmt bei konstanter Korngröße
die Fließspannung infolge des
erhöhten Anteils von Randkör-
nern ab [5-11].
Mit abnehmender Produktgröße
nimmt die Wirkflächenreibung
zu [8, 11]. Anzeige Padelttherm
Bei 25% und 50% Reduktion domi-
niert die infolge des Skalierungsef-
fektes abnehmende Fließspannung.
Die Reibungseinflüsse sind bei den in
diesen Fällen vergleichsweise kleinen
Kontaktflächen von untergeordneter
Bedeutung. Bei 75% Reduktion
· 59. Jahrgang · 11/2005 707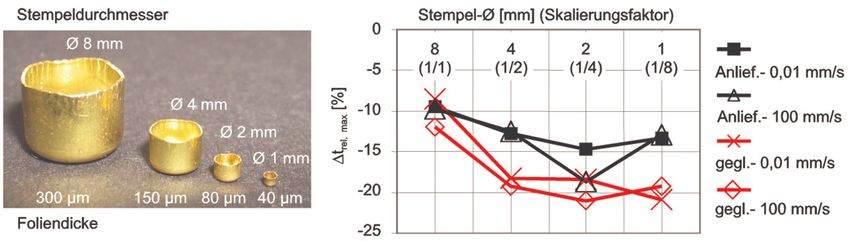
Metall-Special
mit s = gemessene Wandstärke und
s0 = ursprüngliche Blechdicke.
Es konnte festgestellt werden, dass
der Einfluss der Stempelgeschwindig-
keit auf die maximale Ausdünnung
im betrachteten Geschwindigkeitsbe-
reich vernachlässigt werden kann.
Hingegen nimmt die maximale Aus-
dünnung mit abnehmender Napf-
größe zu. Dieser Effekt ist beim Bild 3: Reihe skalierter Näpfe aus CuZn37 und maximale relative
geglühten, d.h. grobkörnigen Materi- Wandstärkeänderung in Abhängigkeit vom Skalierungsfaktor
al (Korngröße ~ 20 – 40 µm) deutli-
cher ausgeprägt als bei dem im Anlie- und Kanäle erfordert hohe Umform- werden, die im direkten Anschluss an
ferungszustand belassenen, d.h. fein- spannungen und Formänderungen die feinen Lamellen im mittleren
körnigen Werkstoff (Korngröße ~ 5 [14]. Der elastischen Deformation der Bereich deutlich größerflächige
µm). Eine Erklärung hierfür kann das Werkzeuge, die sowohl experimentell Sammler- bzw. Verteilerstrukturen
Verhältnis von Korngröße zu Blech- als auch in numerischen Simulatio- aufweisen. Diese Bauteile stellen eine
dicke sein. Bei dem 8 mm-Napf liegen nen untersucht wird, kommt daher Übertragung der Grundlagenuntersu-
in beiden Zuständen noch ausrei- erhebliche Bedeutung zu. chungen im Bereich des Mikroprä-
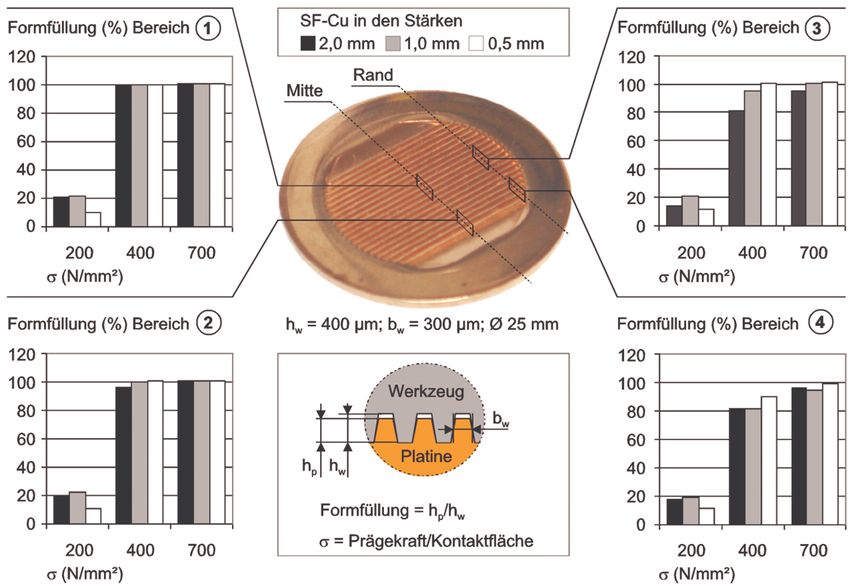
chend viele Körner über die Blech- Bild 4 zeigt experimentelle Ergebnis- gens auf prototypische Geometrien
dicke vor, so dass das Gefüge einen se beim Prägen von SF-Cu-Platinen für mikrofluidische Anwendungen
deutlich geringeren Einfluss auf die (Werkstoffnummer 2.0090) mit unter- dar.
Reduktion der Wandstärke nimmt. schiedlichen Ausgangsblechdicken.
Mit zunehmendem Verhältnis von Es ist deutlich zu erkennen, dass die Zusammenfassung
Korngröße zu Foliendicke führt die mittleren Bereiche (1) und (2) allge-
abnehmende Anzahl der Körner über mein eine bessere Formfüllung auf- Die separaten Untersuchungen zu den
der Blechdicke zu einer stärkeren weisen als die Randbereiche (3) und einzelnen Umformverfahren der Pro-
Lokalisierung der Dehnung, so dass (4). zesskette „Mikrowalzen – Mikrotief-
insbesondere bei den kleinen Näpfen Die bislang mit konventionell herge- ziehen – Mikroprägen“ konnten deren
aus geglühtem Material die Ausdün- stellten Prägewerkzeugen erreichten prinzipielle Eignung zur Herstellung
nung stärker ist. minimalen Rippen- und Kanalbreiten von Halbzeugen sowie von funktio-
Zur Verifikation dieser Ergebnisse liegen bei Kupferbauteilen in der nellen Mikrostrukturbauteilen unter
werden zur Zeit weitere Versuche Größenordnung von 200 µm bei Beweis stellen. Außerdem wurden
ausgewertet und unterschiedliche maximalen Aspektverhältnissen (Ver- Skalierungseffekte beobachtet, die im
Korngrößen bzw. weitere Werkstoffe hältnis von Rippenhöhe zu Rippen- Hinblick auf Auslegungsmethoden
(Fe-3%Si, Cu99,99) betrachtet. breite) von 1,3. Darüber hinaus konn- für eine geschlossene Prozesskette
ten komplexere Bauteile hergestellt genauer untersucht werden sollen.
Prägen flächiger
Kupferbauteile mit
Mikrokanalstrukturen
Als funktionelle Bauelemente mikro-
fluidischer Systeme werden heute
vielfach flächige Bauteile mit Mikro-
kanalstrukturen verwendet, wobei
diese Baugruppen im Bereich von
Mikrowärmetauschern aufgrund der
günstigen Wärmeleitfähigkeit vor-
zugsweise aus Kupfer gefertigt wer-
den. Die benötigten Strukturen kön-
nen durch Mikroprägen hergestellt
werden.
In einem von der DFG geförderten
Projekt untersucht das Institut für
Bildsame Formgebung die beim
Mikroprägen auftretenden Verfah-
rensgrenzen [13]. Die Realisierung
großer Aspektverhältnisse für Rippen Bild 4: Lokale Abhängigkeit der Prägeergebnisse
708 · 59. Jahrgang · 11/2005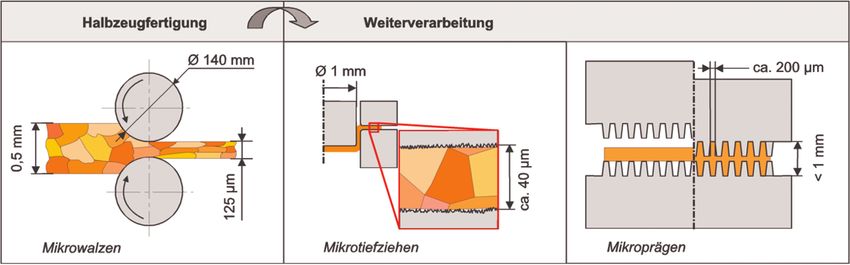
Kupfer-Symposium
Innovationen – Perspektiven: Tagung- finite element simulation for forming mi-
Danksagung band 7. Umformtechnisches Kolloquium niature metal parts, Finite Elements in
Darmstadt, 2000, S. 107-116 Analysis and Design, Vol. 6 (1990) 251-
Die Autoren danken der DFG für die [2] M. Geiger,; M. Kleiner, N. Tiesler; U. En- 256
finanzielle Unterstützung in den Pro- gel: Microforming; Annals of the CIRP [10] A.B. Richelsen, E. van der Giessen, Si-
Vol.50/2/2001, 2001, S. 445-462 ze Effects in Sheet Drawing, 9th Inter-
jekten „Bedeutung von Größeneffek- [3] R. Kopp, H. Wiegels, Einführung in die national Conference on Sheet Metal,
ten für die Mikroblechumformung“ Umformtechnik, Verlag der Augustinus Leuven (2001), pp 263-270
Buchhandlung (1998), 1. Auflage, ISBN [11] N. Tiesler, Grundlegende Untersuchun-
und „Auslegung und Herstellung von 3-86073-665-5 gen zum Fließpressen metallischer
schmalen Mikrobändern - Miniaturi- [4] E. Buckingham, On physically similar Kleinstteile, Meisenbach Verlag Bam-
sierung des Walzprozesses bezüglich systems; illustrations of the use of di- berg (2001), ISBN 3-87525-175-X
mensional equations, Phys. Rev. Vol. 4 [12] G. Hirt, H. Justinger, N. Witulski: Expe-
Dicke und Breite“ (beide im DFG-SPP No. 4 (1914) 345-376 rimental and Numerical Investigation of
1138) sowie im Projekt „Ermittlung [5] S. Miyazaki, H. Fujita, K. Hiraoka, Effect Miniaturization in Deep Drawing; Steel
of specimen size on the flowstress of po- Grips 2 (2004) Suppl. Metal Forming
von Verfahrensgrenzen für das Prä- lycrystalline Cu-Al alloy, Scripta Metall- 2004 (ISSN 1611-4442), 2004, S. 693-
gen dünner metallischer Platinen mit urgica, Vol. 13 (1979) 447-449 698
Mikrostrukturen“. Darüber hinaus sei [6] L.V. Raulea, A.M. Goijaerts, L.E. Gova- [13] M. Thome, G. Hirt, B. Rattay: Metal
ert, F.P.T. Baaijens, Size effects in the pro- Flow and Die Filling in Coining of
der Firma Prymetall in Stolberg cessing of thin metal sheets, Proc. She- Microstructures with and without Flash;
gedankt, die ihr Präzisionswalzwerk Met (1999), 521-528 Advanced Materials Research Vols. 6-8
[7] R.T.A. Kals, Fundamentals on the minia- (2005), 2005, S. 631-638
zur Durchführung der Walzversuche turisation of sheet metal working proces- [14] A. Schubert, J. Böhm, T. Burkhardt:
zur Verfügung stellte. ses, Meisenbach Verlag Bamberg (1999), Mikroprägen; Werkstattstechnik online
ISBN 3-87525-115-6 Jahrgang 90 (2000) Heft 11/12, 2000, S.
[8] A. Messner, Kaltmassivumformung me- 479-483
Literatur tallischer Kleinstteile – Werk-stoff-ver-
halten, Wirkflächenreibung, Prozessaus- (1) G. Hirt; H. Justinger; M. Thome;
[1] A. Gillner,; D. Hellrung, A. Bayer, F. legung, Meisenbach Verlag Bamberg
(1997), ISBN 3-87525-100-8 K. van Putten, Institut für Bildsa-
Schepp: Miniaturisierung von Bauteilen
und Komponenten; In: Anforderungen – [9] A. Tseng, Material characterisation and me Formgebung,RWTH Aachen
Neue Fachbücher
Formgedächtnislegierungen The Crystal Lattice the theory of quantum crystals, dislo-
cation dynamics, the melting of 2D
Formgedächtnislegierungen sind In modern electronics, the use of new crystals, second Sound in crystals, lat-
auch im Kupferbereich ein Thema, crystalline materials makes it indi- tices of magnetic bubbles, and others.
wie das letzte Hochschulkupfersym- spensable not only to know the struc- The focus of this second revised and
posium zeigte. Zu begrüßen ist ture of a device but also to understand updated edition is on low-dimensional
daher, dass dieses Buch eine umfas- the dynamics of physical processes models of crystals and on superlatti-
sende Darstellung zu den metall- occurring within it. This new book ces. Both ideal and nonideal crystal
kundlichen Grundlagen und Einsatz- provides the fundamentals of crystal lattices are considered, as well as the
möglichkeiten dieser interessanten dynamics. Classical and quantum dynamics of anisotropic and low-
Werkstoffgruppe gibt. Definitions- mechanical models are introduced and dimensional crystals.
gemäß handelt es sich hier um both ideal and nonideal crystal lattices
„Legierungen, die nach geeigneter are considered. The topics discussed in from A. M. Kosevich, Wiley-VCH,
Behandlung aufgrund einer marten- this book comprise the spectrum of Berlin, 2. Ed. 2005, 345 p, Hardcover,
sitischen Umwandlung ihre Gestalt vibrations, the theory of phonon gas, 149.- Euro, ISBN 3-527-40508-9
in Abhängigkeit von der Temperatur
ändern“. Um die Eigenschaften dieser
Werkstoffe optimal nutzen zu kön-
nen, ist es wichtig, den Einfluss des
Herstellungs- und Verarbeitungspro-
zesses auf ihre Anwendung zu ken-
nen. Das Buch behandelt die metall-
kundlichen Hintergründe und die
Verwendungsmöglichkeiten der Anzeige Zwick
Formgedächtnislegierungen in ver-
ständlicher, auf den Anwender zuge-
schnittener Weise.
Von P. Gümpel und 5 Mitautoren,
Expert-Verlag 2004, 146 S., br.
39,00 EURO, ISBN 3-8169-2293-7
· 59. Jahrgang · 11/2005 709Sie können auch lesen

















































