Für 100 Prozent Sicherheit - Fertigung von Bremssystemen mit automatisierter Inline-Messung - Werth Messtechnik
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Sonderdruck aus der Fachzeitschrift QZ Qualität und Zuverlässigkeit 04/2020
Sonderdruck
Für 100 Prozent Sicherheit
Fertigung von Bremssystemen mit automatisierter
Inline-Messung
Impressum
Verlag: Carl Hanser Verlag GmbH & Co. KG, Kolbergerstr. 22, 81679 München; Druck: alpha-teamDRUCK GmbH,
Haager Str. 9, 81671 München. © Carl Hanser Verlag, München. Alle Rechte, auch die des Nachdrucks, der photomechanischen und der elektronischen
Wiedergabe sowie der Übersetzung dieses Sonderdrucks behält sich der Verlag vor.
© Carl Hanser Verlag, München. Vervielfältigungen, auch auszugsweise, sind ohne Lizenzierung durch den Verlag nicht gestattet
2 MESSEN UND PRÜFEN Koordinatenmesstechnik
Für 100 Prozent Sicherheit
Fertigung von Bremssystemen mit automatisierter Inline-Messung
Im Continental-Werk in Gifhorn werden Komponenten für moderne Bremssysteme wie die elektrohydraulische MK C1
produziert. Deren Ventilblock mit ihrer komplexen Bohrungsstruktur erfordert eine 100-Prozent-Kontrolle. Eine in den
Fertigungsprozess integrierte, voll automatisierte Messzelle kombiniert Koordinatenmesssysteme mit Computerto-
mografie (CT) mit optischen Geräten und sorgt so für eine flexible Messung im Fertigungstakt von unter einer Minute.
Bild 1. Die sicherheitsrelevante Ventilaufnahme des Bremssystems MK C1 er- Bild 2. Die automatisierte, in den Fertigungsprozess integrierte Messzelle ent-
fordert eine 100-Prozent-Kontrolle. Mittels Computertomografie lässt sich die hält zwei Koordinatenmessgeräte – eines mit Röntgentomografie (links im
komplexe Bohrungsstruktur in kürzester Zeit prüfen. Bild) sowie eines mit leistungsstarker Bildverarbeitung (rechts). (© Wert Mess-
(© Werth Messtechnik) technik)
C
ontinental ist mit mehr als 244 000 griert, ist das zentrale Element – die Venti- zum Beispiel beim Auffinden von poten-
Mitarbeitern und 44,4 Milliarden laufnahme – sehr komplex (Bild 1). „Der tiellen Fehlerbildern.“
Euro Umsatz (2018) einer der größ- Aluminiumblock ist fast dreifach so groß
ten Automobilzulieferer der Welt. Zum wie beim MK 100 und enthält bis zu einigen Hohe Anforderungen
Konzern gehört die Continental Teves AG & Meter kumulierte Länge von Bohrungen“, als Herausforderung begreifen
Co. oHG mit ihrem Werk in Gifhorn, wo vor erklärt Oliver Enzmann. „An diesem sicher- Auf der Suche nach einem geeigneten Part-
allem Komponenten für Bremssysteme heitsrelevanten Teil muss außerdem ge- ner kamen die Qualitätsverantwortlichen
produziert werden. Oliver Enzmann, zu- prüft werden, ob alle Anschlüsse, Bohrun- auf Werth Messtechnik, Gießen, zu, einem
ständig für die Qualitäts-Projektplanung, gen und Verschneidungen passen und grat- Unternehmen, dem der Continental-Kon-
erklärt: „Neben unserem weitverbreiteten bzw. spanfrei sind.“ zern schon seit 1997 verbunden ist. Damals
Zwei-Kanal_ABS-System MK 100 wird im Eine Aufgabe, für die die bisherige tak- lieferte Werth das erste Multisensor-Koordi-
Werk Gifhorn das neue elektrohydraulische tile Koordinatenmesstechnik und die visu- natenmessgerät mit Werth-Fasertaster zum
Bremssystem MK C1 zerspant. Die endgülti- elle Prüfung durch qualifizierte Mitarbei- Messen von Kraftfahrzeug-Einspritzdüsen
ge Montage der Baugruppen erfolgt welt- ter nur eingeschränkt geeignet sind. Malte ins Werk Limbach-Oberfrohna. Eine Anwen-
weit in den Montagewerken der Continen- Holz, Qualitätsleiter des Werks Gifhorn, dung, für die im Jahr 2012 durch Werth erst-
tal. Die MK C1 ist unser Produkt für die Zu- suchte nach einer zukunftsrelevanten Lö- mals ein Koordinatenmesssystem mit Rönt-
kunft. Es eignet sich für jede Art von Auto- sung: „Wir brauchen eine automatisierte, gentomografie entwickelt und geliefert wur-
mobil, ob mit Verbrennungsmotor, Elektro- in die Fertigung integrierte Messzelle, de- de. Weitere Werth-CTs folgten für verschie-
oder Hybridantrieb.“ ren Kernbestandteil ein Koordinaten- dene Standorte im In- und Ausland.
Da es Tandem-Hauptzylinder, Brems- messgerät auf Basis der Computertomo- Thorben Weng, der zuständige Vertriebs-
kraftverstärker und ABS/ESC-Regelsystem grafie ist. Diese Technik ermöglicht eine ingenieur bei Werth Messtechnik, erinnert
in einer einzigen kompakten Lösung inte- weitere Qualitätsoptimierung und hilft sich an die Gifhorner Anfrage: „Es sollte die
© Carl Hanser Verlag, München QZQualität und Zuverlässigkeit Jahrgang 65 (2020) 4
© Carl Hanser Verlag, München. Vervielfältigungen, auch auszugsweise, sind ohne Lizenzierung durch den Verlag nicht gestattet
Koordinatenmesstechnik MESSEN UND PRÜFEN 3
neue Ventilaufnahme mittels CT in weniger MK C1 zwischen Eloxierung und Verpackung Durch besondere Features
als einer Minute gemessen werden.“ Obwohl integriert – seit Juli 2019 voll automatisiert zur High-Speed-CT
das zunächst unmöglich erschien, stellte (Bilder 2 und 3),. Auf einem Transportband Der komplette Scan der Ventilaufnahme mit
sich Werth der Herausforderung. werden die Ventilaufnahmen in die Mess- Computertomografie, bei dem zahlreiche
„Werth Messtechnik konnte als einziger zelle geschleust. Jedes Werkstück ist über ei- Röntgen-Durchstrahlungsbilder des Werk-
Hersteller alle Anforderungen erfüllen und nen seitlich angebrachten DMC-Code ein- stücks in verschiedenen Drehstellungen auf-
unter anderem rückführbare Messergeb- deutig identifizierbar, damit der Mess- und genommen werden, dauert nur 30 Sekun-
nisse durch eine normkonforme Kalibrie- Auswerteprozess zugeordnet werden kann. den. Um eine derart kurze Zeit zu realisieren,
rung seiner CT-Geräte mit DAkkS-Zertifikat Zunächst legt ein Roboter das Bauteil weist das TomoScope FQ (Fast Qualifier) be-
garantieren“, betont Projektleiter Enz- zum Bewerten der Kundenanschlüsse in sondere Ausstattungsmerkmale auf. Für die
mann. „Für uns als Automobilzulieferer ei- das Multisensor-Koordinatenmessgerät extrem hohe Messgeschwindigkeit nutzt
ne ganz wichtige Voraussetzung, um das ScopeCheck S ein. Dieses zeichnet sich Werth eine wartungsfreie Hochleistungs-
CT-Gerät als Messmittel einsetzen zu dür- durch eine robuste, präzise Mechanik für Röntgenröhre mit einer Leistung von über
fen.“ Auch die projektbezogene Anpassung den fertigungsnahen Betrieb und durch die 1,5 kW. Zudem ist die Röhre gekapselt und
der Messgeräte war für Mitbewerber ein leistungsstarke Werth-Bildverarbeitungs- mit einem schnellen Shutter ausgestattet,
K.O.-Kriterium. sensorik aus. Um die Dichtflächen hochge- der die Röntgenstrahlung nur zum Scanvor-
René Simon, Leiter der Sonderprojekt- nau zu messen, kommt das patentierte Ver- gang austreten lässt. Dadurch kann die Röh-
abteilung bei Werth, ging mit Oliver Enz- fahren Rasterscanning HD zum Einsatz. Mit re permanent im optimalen Betriebszu-
mann in die Detailplanung. Sie räumten hoher Kamerafrequenz werden Bilder auf- stand verbleiben, was Ein-, Ausschalt- und
weitere Schwierigkeiten aus dem Weg: Die genommen, zu einem Gesamtbild mit einer Warmlaufzeiten vermeidet. Zeit wird zudem
Anschlüsse für die Bremsschläuche, die aus Auflösung von 700 Megapixel zusammen- durch Einsatz der On-the-Fly-Technik ge-
einem Gewinde, einer Dichtfläche und ei- gesetzt und anschließend ausgewertet. spart, die eine Bildaufnahme während der
nem Dichtkegel bestehen, dürfen keinerlei Nach 20 Sekunden ist die optische Prü- Drehung des Objektes ermöglicht.
fehlerhafte Kontur oder Kratzer aufweisen. fung beendet. Der Roboter entnimmt das Einen weiteren Geschwindigkeitsvor-
Dies nachzuweisen, ist für ein CT-Gerät im Teil und legt es auf ein umlaufendes Puffer- teil bietet die Datenverarbeitung: So findet
Hochgeschwindigkeitsmodus nicht mög- band. Ein Portal mit einem Doppelgreifer beim Werth TomoScope bereits während
lich. Die in der vorgegebenen Taktzeit er- sorgt dafür, dass es von dort ins neu entwi- der Bildaufnahme die Echtzeitrekonstruk-
reichbare Auflösung reicht dafür nicht aus. ckelte Werth TomoScope FQ eingebracht tion der Volumendaten statt. Für den an-
Die Lösung: Diese Merkmale werden mit ei- und anschließend wieder zurückgelegt schließenden Soll-Ist-Vergleich und die
nem zusätzlichen optischen Koordinaten- wird. Dazu nutzt das Handlinggerät die maßliche Auswertung der ScopeCheck-Da-
messgerät geprüft und in ein gemeinsames oben am CT-Gerät angeordnete Ladeluke, ten installierte Werth vier parallel arbeiten-
Protokoll mit den Ergebnissen des Compu- die sich in weniger als einer Sekunde öffnet de Rechner, die das Gesamtergebnis in kür-
tertomografen zusammengeführt. bzw. schließt. Im TomoScope FQ findet die zester Zeit bereitstellen. Erkannte Fehler
Prüfung des kompletten Werkstücks ein- werden im Protokoll eindeutig gekenn-
Vollautomatische Inline-Messzelle schließlich der innenliegenden Bereiche zeichnet. An der Analysestation sortiert der
mit CT auf verschiedene Merkmale wie Bohrungs- Roboter via DMC-Scanner die betroffenen
Seit Ende 2018 ist die Messzelle in den Pro- verlauf, Verschneidungen sowie Span- und Teile aus. Die Gut-Teile legt er aufs Förder-
duktionsprozess des Ventilblocks für die Gratfreiheit statt. band ab, das zur Verpackungsstation ›››
Bild 3. Schema Mess-
zelle − Verknüpfung
von Koordinatenmess-
geräten für Inline-
Messungen mit Multi-
sensorik und Compu-
tertomografie im
30-Sekunden-Takt.
(© Werth Messtechnik)
QZQualität und Zuverlässigkeit Jahrgang 65 (2020) 4 www.qz-online.de
© Carl Hanser Verlag, München. Vervielfältigungen, auch auszugsweise, sind ohne Lizenzierung durch den Verlag nicht gestattet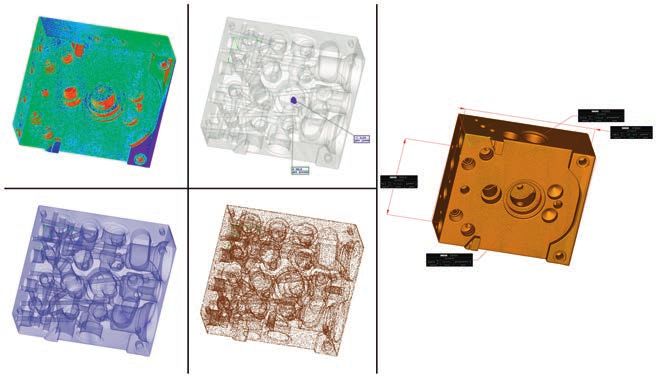
4 MESSEN UND PRÜFEN Koordinatenmesstechnik
Weitere Zusammenarbeit
geplant
Ab 2020 wird das TomoScope FQ nicht nur
für die beschriebene vergleichende Mes-
sung genutzt, sondern auch für die in grö-
ßeren Abständen erforderliche Stichpro-
benprüfung aller Maße. Das heißt, in fest-
gelegten Perioden wird eine Ventilaufnah-
me hochauflösend digitalisiert, wofür etwa
20 Minuten erforderlich sind. Am Ende
steht ein digitales Modell zur Verfügung, an
dem sich Durchmesser und Tiefen der Boh-
rungen mit µm-Genauigkeit messen las-
sen.
Inzwischen wurden viele Tausend Ven-
Bild 4. Volumen, Messpunktewolke, farbcodierte Abweichungsdarstellung der Messpunktewolke im Ver- tilaufnahmen automatisch geprüft. Quali-
gleich zum CAD-Modell, farbcodierte Darstellung der Lunker nach Volumengröße und Maße. tätsleiter Malte Holz ist mit der Umsetzung
(© Werth Messetchnik) seiner Wünsche hochzufrieden: „Dank des
großen Einsatzes aller Beteiligten haben
führt. treuung der Messzelle zuständig ist: „Mit ei- wir hier in Gifhorn die weltweit erste vollau-
nem Offline-Arbeitsplatz bereite ich die tomatische, fertigungsintegrierte CT-Mess-
Messgeräte mit Schnittstellen Messprogramme sowohl fürs TomoScope zelle des Continental-Konzerns, und es wird
nach Industrie-Standard als auch ScopeCheck vor. Nach der Messung voraussichtlich nicht die letzte sein. Unsere
Die Automatisierung der Messzelle trägt zu verarbeitet sie die erfassten Daten und doku- Schwesterwerke in Culpeper (USA) und in
einem zuverlässigen Ablauf und einer Zy- mentiert sie für jedes Werkstück in einem China, wo ebenfalls Ventilaufnahmen her-
kluszeit von unter einer Minute bei. Hierfür leicht verständlichen Protokoll, das grafi- gestellt werden, haben bereits Interesse an-
engagierte Continental den Automatisie- sche Elemente aus der Computertomografie gemeldet.“ W
rungsdienstleister Albert & Hummel aus und die Wertetabellen von der optischen
Bamberg. Werth-Projektleiter René Simon Messung enthält“ (Bild 4). Dies trägt zu einer
lobt die konstruktive Zusammenarbeit: einfachen Nachverfolgbarkeit der Ventilauf-
„Wir haben miteinander Schnittstellen nach nahmen bei und bietet die Grundlage für die INFORMATION&SERVICE
dem Industrie-Standard definiert und ent- Anbindung ans MES-System.
wickelt, sodass unsere Messgeräte mit der Christoph Möhle weist auf den zusätzli- KONTAKT
Anlagen-SPS kommunizieren können. Das chen Nutzen hin, den der kostenfreie Win- Continental Teves AG & Co. oHG
funktioniert perfekt. Stand heute lassen sich Werth-Viewer und die WinWerth Scout- Geschäftsfeld Autonomous Mobility
alle Werth-Koordinatenmessgeräte in eine Oberfläche bieten: „Damit können sich alle and Safety
T 069 7603 8492
automatisierte Anlage einbinden.“ in den Herstellungsprozess der Ventilauf- soeren.pinkow@continental.com
Zur einfachen Bedienung der eingesetz- nahme eingebundenen Mitarbeiter die www.continental.com
ten Koordinatenmessgeräte trägt die von Bauteile und ihre Messergebnisse auch oh-
Werth Messtechnik GmbH
Werth bereitgestellte WinWerth-Software ne WinWerth-Installation ansehen.“
T 0641 / 7938–0
bei, wie Christoph Möhle berichtet, der im mail@werth.de
Conti-Werk Gifhorn für die technische Be- www.werth.de
Werth Messtechnik GmbH
Siemensstraße 19
35394 Gießen
Telefon: +49 641 7938-0
Fax: +49 641 7938-719
Internet: www.werth.de
E-Mail: mail@werth.de
© Carl Hanser Verlag, München. Vervielfältigungen, auch auszugsweise, sind ohne Lizenzierung durch den Verlag nicht gestattet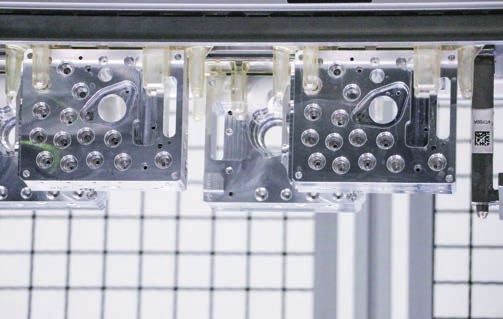
Sie können auch lesen