OBERFLÄCHEN VON HEUTE FÜR PRODUKTE VON MORGEN - TODAY'S SURFACES FOR TOMORROW'S PRODUCTS.
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Oberflächen von heute für Produkte von morgen. Today’s surfaces for tomorrow’s products.

3
Produktionsstandort Portugal 2015 Wir sind innovativ – aus Tradition.
Production site opened in Portugal
We are innovative – As a matter of tradition.
Hochauflösende Scanner Station 2014
High-resolution scanner technology
Traditionell wurden ornamentale Dekore von Damaszierern Traditionally, ornaments were etched in workpieces by dam-
in Werkstücke geätzt. Durch diesen typischen Solinger ascening. This trade, typical for the town of Solingen, gave
Zweite Lasermaschine für Großwerkzeuge 2013
Handwerksberuf entstanden Scheren, Rasiermesser und rise to scissors and shears, razor blades and letter openers.
Second laser for major molds
Brieföffner. Mit der Gründung von KRÜTH wurden diese When KRÜTH was founded, these techniques were used to
Techniken genutzt, um Werkstücke für unterschiedlichste lend structure to the surface of workpieces that were intend-
Erste Lasermaschine für Großwerkzeuge über 3,5t 2011
Einsatzbereiche zu strukturieren. ed for a wide variety of purposes.
First laser machine for molds over 3.5 t
Heute verfügt KRÜTH über zwei Standorte in Solingen, in
welchen die neueste 3D-LaserGravur, die Laser-ÄtzGravur Today KRÜTH has two locations in Solingen, where the
Abteilung Laser-ÄtzGravur und 3D-LaserGravur 2007
sowie die traditionelle ÄtzGravur umgesetzt werden. Mit newest 3D-LaserEngraving, Laser-EtchingEngraving and
Laser-EtchingEngraving and 3D-LaserEngraving Department
modernster Technologie werden innovative Gravuren, Struk- traditional EtchingEngraving are carried out. The latest tech-
turen, Symbole und Beschriftungen in die Oberflächen von nology is used to apply innovative engravings, structures,
Auszeichnung „Lebendige Unternehmenskultur“ 2005
Werkzeugen eingebracht. symbols, and markings and lettering to the surfaces of molds.
“Living Corporate Structure” award
Eigentümer der SET Form-Ätz-Technik 2005
Owner of the SET Form Etching Technique
ÄtzGravur mit 2-Glanz 2000
BASF BAYER BIA ZWILLING ERCO BRAUN GIRA HELLA
EtchingEngraving with Double-Gloss HEYCO EMSA ADIDAS VORWERK WILKHAHN KOSTAL
Abteilung NiOn100 und NiOn200
NiOn100 and NiOn200 Department
2000
WILKINSON TRW AUTOLIV TAKATA FIAT AUDI BMW
Eröffnung KRÜTH do Brasil, São Bernardo bei São Paulo 1998
PORSCHE VW SKODA SEAT VOLVO SCANIA MERCEDES PSA
Launch of KRÜTH do Brasil in São Bernardo, near São Paulo RENAULT OPEL tupperware miele jaguar FORD …
Porcerax II ® ausgezeichnet v. jap. Industriebehörde (MITI) 1994
Porcerax II decorated by the Japanese Ministry of international Trade and Industry (MITI)
®
Übernahme der „Vereinigten Werkstätten“ 1994
Takeover of the “Vereinigten Werkstätten”
KRÜTH und Int. Mold Steel gründen KRÜTH IMS 1994
KRÜTH IMS founded by KRÜTH and Int. Mold Steel
Mono- und 2-Glanz Veredelung von Nickelschalen 1992
Mono- and Double-Gloss finishing of nickel shells
ÄtzGravur mit Multilayer-Filmen 1990
EtchingEngraving with multilayer film
Gründung der Firma KRÜTH 1969
Oberflächendesign Das perfekte Abbild 3D-LaserGravur Laser-ÄtzGarvur ÄtzGravur
Founding of the KRÜTH company
Surface Development The perfect image 3D-LaserEngraving Laser-EtchingEngraving EtchingEngraving
ÄtzGravur, erste Stahl-Werkzeuge 1960 … made in Solingen Seite Page 4 | 5 6|7 8|9 10 | 11 12 | 13
EtchingEngraving; first steel molds
4 5
Oberflächendesign – Perfektion für alle Sinne.
Surface design – Perfection for all the senses.
Jede Oberflächenstruktur ist einzig in ihrer Art und erfordert Every surface structure is unique in nature and requires indi-
eine individuelle Aufmerksamkeit. Allgemein erzeugen Optik vidual attention. In general, the optical and tactile features,
und Haptik gepaart mit Tiefe und Glanz einen Oberflächen- paired with depth and gloss, determine the impression made
eindruck. In intensiven Gesprächen mit unseren Kunden by the surface. Through in-depth discussions with our cus-
erfahren wir wichtige Produktdetails und die beabsichtigte tomers we learn important facts about the products and Funktion
Positionierung im Markt. Diese Information lassen wir in un- the intended market position. We integrate this information
sere konzeptionellen Ausarbeitungen zur Designentwicklung into our concepts for the development of the design. The Function
einfließen. Definitionen vom Kunden zu Optik, Haptik, Akus- customer’s definitions of the visual, tactile and acoustic
tik, Funktion und Spezifikationen der Gravur werden dabei effects, function, and specifications for the engraving are
herausgearbeitet. worked out here.
Die Grifffläche eines Rasierers kann beispielsweise eine
rutschfeste Oberfläche bekommen, spezielle Feinstrukturen
The area where a razor is held may be given a slip-proof
surface, special miniature structures can prevent creaking
haptik Optik
verhindern Knarz-Geräusche und wieder andere Oberflä- noises, while other surfaces absorb light so as to be non-
chen absorbieren Licht um reflexionsfrei zu sein. reflective.
Touch Optics
Neben den bestehenden Strukturen aus unserem Portfolio In addition to the structures already developed and found in
können individuelle Konzepte vom KRÜTH Design-Team our portfolio, individual concepts can be worked out by the
ausgearbeitet werden. Interpretationen von Leder- und Textil- KRÜTH design team. Interpretations of leather grains and
strukturen, organische, technische und geometrische Ober- textiles, organic, technical and geometric surfaces can be
flächen können nachgestellt oder frei entwickelt werden.
Die Darstellung von Symbolen, Grafiken und Beschriftungen
reproduced or developed without restrictions. The depiction
of symbols, graphics and all kinds of lettering can be inte- Gravur
jeder Art lassen sich problemlos in diese Oberflächen einar- grated into these surfaces without any trouble.
beiten. Engraving
Glanz Tiefe
Gloss Depth
Akustik
Inspiration Detail
Acoustics
Die entwickelte Gravur interpretiert die
Gitterstruktur der Physalis in 2 Schichtleveln.
Im Bauteil liegt die Struktur erhöht und
schützt somit den Hochglanz im Grund.
The engraving developed here interprets the
lattice-type structure of the Physalis in two levels.
The structure is raised in the component itself, which
protects the high-gloss effect in the recessed areas.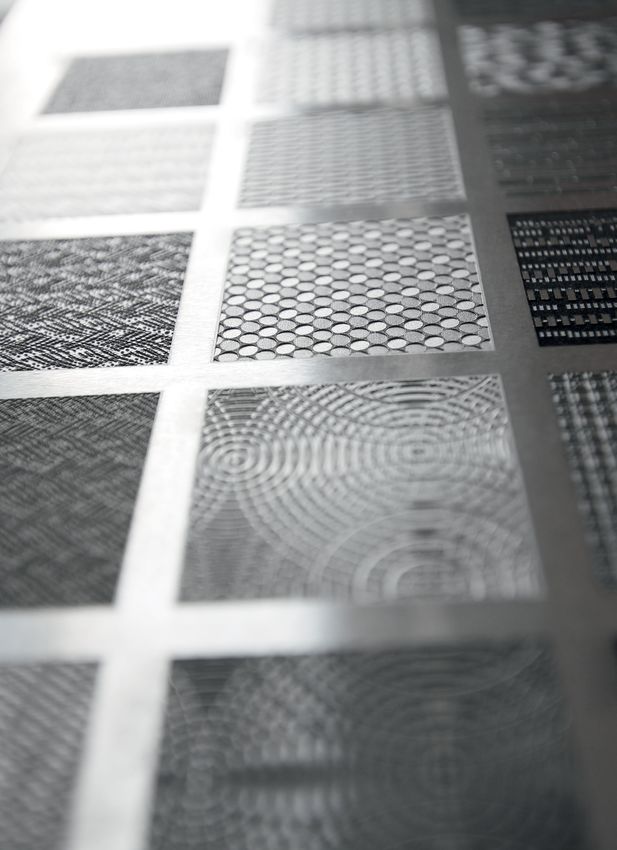
6 7
Genauer geht es nicht – das perfekte Abbild.
It can’t be any more accurate – The perfect image.
Häufig sind es die zunächst unsichtbaren Details einer It is often the invisible details of a surface that are nonethe- 1 Digitale Messuhren werden am Werkzeug eingesetzt, Digital dial indicators are used at the mold whenever the
Oberfläche, welche dennoch entscheidend für den Ge- less decisive for the overall impression. Precise monitoring wenn die Strukturtiefe schnell und direkt bestimmt depth of the structure is to be determined directly and
samteindruck sind. Mit der präzisen Kontrolle und dem and ongoing comparison with the engraved surfaces ensure werden soll. quickly.
fortlaufenden Abgleich der gravierten Oberflächen wird that all the parameters in regard to structure, roughness, depth
sichergestellt, dass alle Parameter hinsichtlich Struktur, of the grain, and gloss are maintained throughout the entire 2 Zusätzlich ermöglicht ein Lichtmikroskop die Oberflächen In addition, an optical microscope is used to document the
Rauheit, Narbtiefe und Glanz über den gesamten Ferti- manufacturing process. mit bis zu 400-facher Vergrößerung zu dokumentieren. surface quality, at up to 400-fold magnification.
gungsprozess eingehalten werden.
To ensure that the mold achieves quality assurance expect- 3 Gravurdetails können anhand des FRT-Systems durch The details of the engraving can be evaluated confidently
Um die Qualitätssicherung im Werkzeug zu bestehen, werden ations, three different testing options are basically used. >> Kombination von interferometrischem Messkopf und using the FRT systems, with the combination of an interfero-
drei grundlegende Prüfmöglichkeiten verwendet. >> chromatischem Abstandssensor sicher beurteilt werden. metric measurement head and a chromatic distance sensor.
Für zwei- und dreidimensionale Messungen ausgelegt, Designed for two- and three-dimensional measurements,
basiert das Verfahren auf dem Prinzip der chromatischen the process is based on the principle of chromatic aberration.
Aberration. Aus der spektralen Verteilung werden die On the basis of the spectral distribution, the heights in the
Höhen im Messbereich exakt bestimmt. Die berührungs- area measured are determined precisely. This non-contact-
lose Methode erfasst transparente, spiegelnde und matte ing method can analyze transparent, reflective and mat sur-
Oberflächen gleichermaßen. faces in just the same way.
Für jede Gravur kann, in Absprache mit dem Kunden, After agreement with the customer, an “engraving passport”
Der sichtbare Eindruck einer Oberfläche wird im ein Gravur-Passport zusammengestellt werden. can be issued for each engraving pattern.
Bereich von wenigen Mikromillimetern entschieden.
Links: Graustufenbild / Rechts: Höhenverteilung in %
The visual impression made by a surface
is decided within a range of a few microns
Left: Gray scale image / Right: Height distribution in %
Height, Z
(µm)
150
100
50
0
Distance (mm) 0.2 0.4 0.6 0.8 10.0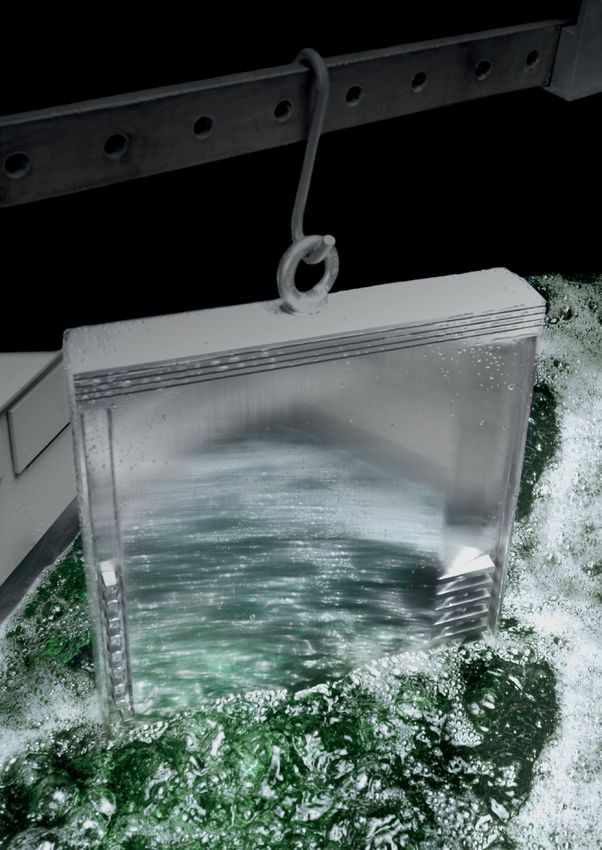
8 9
3D-LaserGravur – volldigital und nahezu grenzenlos.
3D-LaserEngraving – Completely digital and virtually unlimited.
Die volldigitale 3D-LaserGravur wird durch modernste und 3D-LaserEngraving is effected by the most modern, fully
leistungsstärkste Technologie realisiert. Diese ermöglicht na- digital technology for maximum performance. This makes
hezu unbegrenzte Gestaltungsmöglichkeiten für innovative possible virtually limitless design options for innovative and
und individuelle Texturen – praktisch einem „Fingerabdruck“ individual textures – virtually a “fingerprint”.
gleich.
In this process, the engraving is applied directly to the steel
Die Gravur wird in diesem Verfahren durch einen 5-Achsen surface of the mold with a five-axis fiber laser, working in
Faserlaser in allen Dimensionen direkt in die Stahloberfläche every dimension. The successive creation of the topography
der Werkzeugform eingebracht. Der sukzessive Aufbau der
Gravur-Topografie erfolgt in bis zu 70 Abtragschritten mit
Schichtstärken von 3µm bis 6µm. Die Anzahl dieser Schich-
for the engraving takes place in up to 70 ablation steps,
removing layers of from 3 to 6 µm. The number of layers
determines the depth and the three-dimensionality of the
1 Mold and film
preparation Cleaning
ten entscheidet über die Tiefe und die Dreidimensionalität engraving.
der Gravur. Accessibility analyses on the “frozen” CAD data make it pos-
Erreichbarkeits-Analysen an den „eingefrorenen“ CAD-Daten sible, in advance of actual production, to examine precisely
Digital
erlauben bereits im Vorfeld der Produktion, die Zugänglichkeit access to all areas of the molds and to estimate feasibility.
film
der Werkzeuge präzise zu prüfen und die Machbarkeiten
einzuschätzen. In a Texture-Mapping process upline of production itself,
In einem der Produktion vorgelagerten Textur-Mapping-Pro- the engraving is projected virtually on the mold surface. In
zess wird die Gravur virtuell auf die Werkzeugoberfläche this way the Texture-Mappings can be adapted perfectly to
projiziert. So können die Textur-Mappings perfekt auf die the mold’s shape and the adjacent areas. Both 3D simulation
Werkzeug-Geometrie und deren Umfeld angepasst werden. and using a test checkerboard in the mold (lasered into the
2
Sowohl in der 3D-Simulation als auch mit dem Testchecker paint) make it possible to positively monitor and evaluate Digital
im Werkzeug (in Lack gelasert) kann die Gravur sicher kont- the engraving. mapping CAD data
rolliert und beurteilt werden.
CAD mesh
Texture-
Mapping
3 Lasering
process
Laser
process Loading
Process
mold
Cleaning
Test
checker
Gloss
Oberflächendesign für einen professionellen and
Fußballschuh, bei dem die Sohle in einer finish
gelaserten HighTech-Oberfläche reflektiert.
Surface design for a professional
soccer shoe, where the sole reflects light
from a laser-textured, high-tech surface.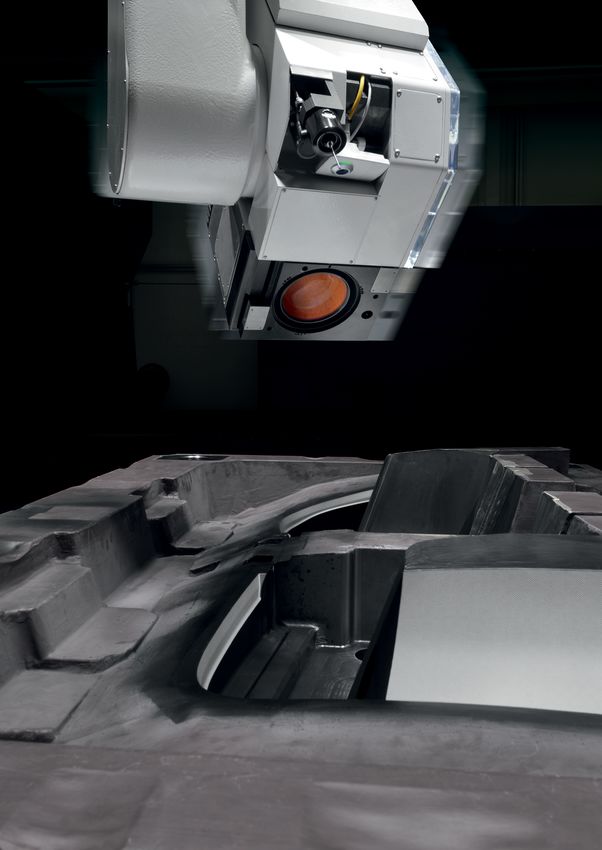
10 11
Laser-ÄtzGravur – Tradition trifft High Tech.
Laser-EtchingEngraving – Tradition meets high-tech.
Protecting Mit dem digital-analogen Verfahren der Laser-ÄtzGravur Making use of the combined digital and analog processes
Cleaning
verbindet KRÜTH klassische und modernste Technologie. in Laser-EtchingEngraving, KRÜTH joins both traditional
Die digitale Steuerung der zeitgemäßen Fertigung und techniques and the most modern of technology. A wealth
1
Masking Mold and film gleichzeitig traditionellen Bearbeitungweise beruhen auf of experience is the basis for the digital controls in today’s
preparation einem großen Erfahrungsschatz. manufacture and, at the same time, the traditional machining
techniques.
Wie bei der 3D-LaserGravur bietet die digitale Vorstufe
auch in diesem Verfahren viele Kontroll- und Korrekturmög- Just as in 3D-LaserEngraving, the previous digital phase in
Painting lichkeiten. Das Textur-Mapping ermöglicht es, die Optik und this procedure also offers many options for monitoring and
die Qualität der Gravur anhand der CAD-Visualisierung correction. Texture-Mapping makes it possible to evaluate
vorab in allen Details und realitätsnah zu beurteilen. the appearance and the quality of the engraving in advance,
Nach Freigabe des Textur-Mappings erfolgt die Übertra- based on the CAD visualization.
gung auf das mit einem Schutzlack beschichtete Werkzeug. Once the Texture-Mapping has been approved, transfer to a
Digital Hierbei legt der Laser das Gravurbild im Lack für den nach- mold coated with a protective varnish follows. Here the laser
film folgenden Ätzprozess frei. Im Säurebad entsteht die finale lays the engraving image in the varnish for the following etch-
Gravur, indem an den freigelaserten Bereichen die Material- ing process. The final engraving is created in an acid bath
oberfläche abgetragen wird. Nach dem Klarspülen der where the areas on the material’s surface, which have been
Oberfläche und einer Glanzeinstellung ist der Prozess abge- cleared by the laser, are ablated. Rinsing the surface and
schlossen. adjusting the gloss conclude the process.
CAD data
2 Digital
mapping
Je nach gewünschtem Gravurbild werden diese Verfahrens-
schritte mehrfach wiederholt. Neben Single-Layer-Gravuren
Depending on the engraving image desired, the process
steps may be repeated a number of times. In addition to
fertigt KRÜTH genauso Multi-Layer-Gravuren. the so-called single-layer engravings, KRÜTH also makes
up multi-layer engravings.
CAD mesh
Texture-
Mapping
3 Lasering and
erosion by acid
Process
Loading
mold Laser
process
Test
checker Gloss
Etching
and
finish Für ein Elektroauto wurde eine Gravur
Cleaning entwickelt, welche in den unterschiedlichsten
Bauteilen im innovativen Interieur Anwendung findet.
An engraving was developed for an electric car.
The design is suitable for use on a number of
components and matches the innovative interior.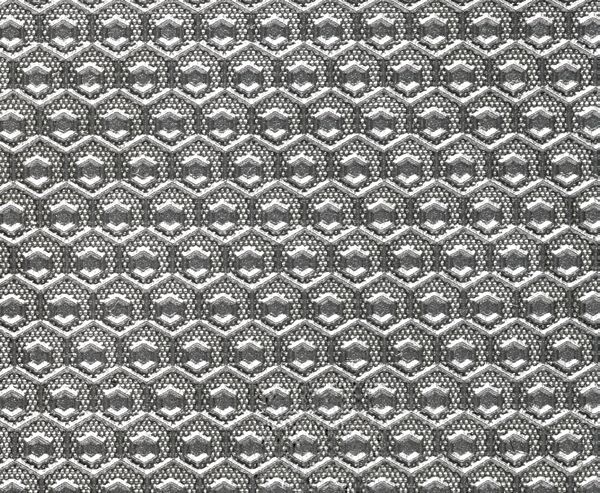
12 13
ÄtzGravur – Klassisches Handwerk in Perfektion.
EtchingEngraving – A classic trade brought to perfection.
Bei der ÄtzGravur kommen, je nach technischem Anforde- Depending on the technical requirements and the details of
rungsprofil und gestalterischer Ausarbeitung, verschiedene the design, a variety of transfer media and acids may be
1
Transfermedien und Säuren zur Anwendung. Die Übertra- used in EtchingEngraving. The design is transferred by rub-
Mold and film Cleaning
gung des Designs erfolgt durch das Aufreiben klassischer bing the classic wax print films or modern multi-layer films.
preparation
Wachsprint- oder moderner Multilayer-Filme. Letztere sind The latter are transparent and can easily be stretched. They
transparent und leicht dehnbar und ermöglichen dem geüb- make it possible for the skilled engraver to make the best Protecting
ten Graveur eine bestmögliche Anpassung an die Formge- possible match to the shape of the mold. The desired engrav-
bung des Werkzeugs. Im Säurebad entsteht die ausgewählte ing is then etched away in an acid bath. The surface of the
Gravur. An den ungeschützten Bereichen wird die Material- material is ablated at the unprotected areas and the final
oberfläche abgetragen und das finale Gravurbild entsteht. engraved image is created. Rinsing the surface and adjust- Masking
Nach dem Klarspülen der Oberfläche und der Glanzein- ing the gloss conclude the process.
stellung ist der Prozess abgeschlossen. In the conferences that precede this work, all the formal and
2
In vorangehenden Besprechungen werden alle formalen und technical details are discussed using parts that have not been
Manual Border
technischen Details an unstrukturierten Bauteilen besprochen yet been structured. The parts are marked up. and Film
und markiert. Dabei werden Gravurübergänge und -abflach- Transitions in the engraving and sections with lower relief are
mapping cut decisions
for grain production
Process
ungen unter Berücksichtigung von Entformschrägen festgelegt. specified while taking account of draft angles. It is important
Wichtig ist es, die Ansprüche an Optik, Haptik und Akustik to satisfy the visual, tactile and acoustic requirements, along
sowie die Anforderungen der Funktionsspezifikationen zu with the needs listed in the specifications for the function.
erfüllen. Manual
Another objective is achieving a uniform degree of gloss film
Ziel ist außerdem ein einheitlicher Glanzgrad von Bauteil zu from one item to the next; the engraving can, for example,
Bauteil bei dem die Gravur zum Beispiel eine micromatte receive a micro-mat finish.
Veredelung erhalten kann.
Retouching
3 Erosion
by acid
Etching
Fine-
grain
Cleaning
Gloss
Oberflächendesign für einen and
hochwertigen Designstuhl, der in finish
verschiedensten Varianten gefertigt wird.
Surface design for a high-quality
designer chair is made
in a number of different variations.
14 15
Porcerax II® – die Lösung im Werkzeugbau.
Porcerax II® – The solution for molding.
Hardness
Komplexen Anforderungen begegnen wir gerne mit einfa- We like to solve complex requirements with simple solutions. Tensile (as shipped from
the factory)
chen Lösungen. Bei der Wahl des perfekten Entlüftungssys- When selecting the perfect bleeding system, Porcerax II® of- strength approx.
tems ist es Porcerax II®, ein luftdurchlässiger Stahl, dessen fers an air-permeable steel. Its uniform microporosity lets air 750 N/mm2 Can be
38 HRC
gleichmäßige Mikroporosität das Ableiten von Luft und Gas and gas escape through the mold itself. This microstructure hardened to
durch das Werkzeug ermöglicht. Eine mikrostrukturelle Ei- makes it the ideal material for many applications in the injec- approx.
genschaft, die ihn zum idealen Material für viele Anwendun- tion molding process. 58 HRC
gen im Spritzgussprozess macht. Venting problems, flow lines, gas fires, and insufficient filling
Entlüftungsprobleme, Fließlinien, Gasbrand und unzurei- with the associated of flash lines can be minimized by using
chende Spritzfüllung und damit zusammenhängende Grat- Porcerax II® and even eliminated completely. The material
bildung können durch den Einsatz von Porcerax II® optimiert itself is noted for its great strength and hardness and good Density
und sogar gänzlich verhindert werden. Das Material selbst load-bearing capacities. 6.3 kg/dm3
zeichnet sich durch hohe Festigkeit, große Härte und gute
Belastbarkeit aus. As a long-standing partner in mold construction, KRÜTH
Als langjähriger Partner im Formenbau bietet KRÜTH Porce- offers Porcerax II® as the ideal component for optimizing
Features
rax II® als optimalen Baustein zur Verfahrensoptimierung procedures. We will be happy to provide consulting on
an. Wir beraten Sie wie das Material langlebig eingesetzt how the material can be utilized for a long service life.
werden kann. Dimensions
max. delivery sizes
600 x 300 x 210
mm
Pore sizes
7 µm + 20 µm
Porosity
approx.
25%
Nickeloberflächen – matt veredelt.
Nickel surfaces – Mat finish.
Um der Oberfläche von Nickelschalen und dem daraus gene- In order to lend a very natural character both to the surface
rierten Produkt einen naturgetreueren Charakter zu verleihen of the nickel shells and to the ultimate product, the KRÜTH
bietet die Firma KRÜTH einen abschließenden Veredelungs- company offers a subsequent finishing step. The structure in
schritt an. Die Struktur in den Nickelschalen kann mit unter- the nickel shells can be worked out with differing gloss values
schiedlichen Glanzwerten in Kuppe und Vene ausgearbeitet in the crests and the valleys to make the imitation in the prod-
werden, um die Imitation im Produkt noch authentischer zu uct even more authentic and to increase the reliability of the
machen und die Prozesssicherheit zu erhöhen. Die Gravurver- process. Over and above this, the finish for the engraving,
edelung, ausgeführt als Mono- oder 2-Glanz, bietet darüber either in Mono- or Double-Gloss, offers a more homogenous
hinaus einen homogeneren, optisch hochwertigeren Eindruck impression, with a better visual appearance in mass-pro-
in den Serienprodukten. duced items.
16 17
NiOn – die Lebensversicherung für Werkzeuge.
NiOn plating – Life insurance for molds.
NiOn100 NiOn100 Auch perfekte Gravuren lassen sich verbessern – im Bereich Even perfect engravings can be improved in regard to their
Bei dieser Beschichtung steht ein verbesserter Reibungs- This coating features improved protection against and reduc- ihrer physikalischen und damit produktionstechnischen Eigen- physical properties and in how they respond in production
schutz, die Friktion-Reduktion, und damit eine optimale tion of friction. Thus optimum ejection properties for the mold schaften. Das Ziel ist es, die Qualität der Werkzeugober- operations. The goal is to keep the quality of the mold’s sur-
Entformungsfreundlichkeit des Werkzeugs im Vordergrund. are put in the foreground. This anti-stick finish is a nickel fläche über den ganzen Produktionszyklus gleich zu halten. face uniform across the entire production cycle. KRÜTH offers
Träger dieser Antihaftausrüstung ist eine Nickel-Dispersi- dispersion layer with uniformly distributed, non-metallic PTFE KRÜTH bietet zu diesem Zweck zwei verschiedene NiOn-Be- two different NiOn coatings for this purpose.
onsschicht, in deren Matrix kleinste, nichtmetallische PTFE- particles embedded in its matrix. schichtungen an. Die Nickel-Schutzschicht wird chemisch auf The protective nickel layer is applied chemically to the com-
Partikel gleichmäßig verteilt eingelagert sind. das Bauteil in einer homogenen Schichtdicke aufgebracht. ponent, at uniform thickness. When NiOn100 is applied,
Bei NiOn100 wird die Gleiteigenschaft von z.B. Schiebern the slip properties of gate valves, for instance, are improved
NiOn200 NiOn200 so erhöht, dass auf den Einsatz von Fetten im Prozess ver- enough that it may be possible to do without greases in the
Außergewöhnlich hohe Qualitätsanforderungen an den NiOn200 is used whenever there are exceptionally high zichtet werden kann. Beide Beschichtungen erhöhen die process. Both types of coating enhance production reliability
Verschleißschutz sind das Anwendungsfeld der NiOn200 demands in terms of wear protection. Thanks to the nickel- Produktionssicherheit und den Verschleißschutz der Werk- and the wear protection of the mold surfaces. This supports
Ausrüstung. Durch die aufgebrachte Nickel-Phosphor-Schicht phosphorous layer (NiP) applied here, the mold’s surface zeugoberflächen; was eine gleichbleibende Serien-Qualität uniform quality across the entire batch.
(NiP) entsteht eine extrem widerstandsfähige, abrieb- und is extremely tough and withstands both wear and corrosion. unterstützt.
hochkorrosionsbeständige Werkzeugoberfläche, mit der die This can considerably lengthen service life during production. Both processes are reversible. Should it be necessary to
Standzeit in der Produktion erheblich erhöht werden kann. Beide Prozesse sind reversibel. Sollte es notwendig sein, remove the coating completely from the mold, then this can
ein Werkzeug vollständig zu entschichten, so kann dies bei be done at KRÜTH.
KRÜTH durchgeführt werden.
Service – alles andere als Oberflächlich.
Service – Anything else is no better than superficial.
Oberflächen sind unsere Leidenschaft – und das über die Surfaces are our passion – and this all along the process
gesamte Prozesskette. Von der ersten Designidee bis zum chain. From the initial design idea to the finished product,
fertigen Produkt sind wir mit profundem Wissen und erfahre- we are at your side with profound knowledge and experi-
nen Mitarbeitern an Ihrer Seite. Zufrieden sind wir erst, wenn enced staff. We are satisfied only after the product has
das Produkt makellos in Ihren Händen liegt. reached your hands in flawless condition.
Um das auf Dauer zu gewährleisten, bietet KRÜTH Service-
leistungen zur Optimierung oder Reparatur von Gravuren. To guarantee this over the long run, KRÜTH offers services
Darunter fallen Oberflächenbearbeitungen, wie Polieren als to either optimize or repair engravings. Included here are
auch Schweißarbeiten im Laser- und WIG-Verfahren – mit surface treatments such as polishing and laser-based and
spezialisierten Partnern. Wenn eine Reparatur vor Ort not- TIG processes – working with highly specialized partner
wendig ist, arbeiten unsere Techniker auch direkt am Produk- firms. If an on-site repair should ever become necessary, then
tionsstandort. our technicians are deployed right to the production site.
Service Checking
18
KRÜTH – Perfektion hat einen Namen. Weltweit.
KRÜTH – Perfection has a name. Worldwide.
Seit 1969 weisen bei KRÜTH innovative Technik und hand- Since 1969, innovative technologies and the tradesman’s KRÜTH ist international über das weltweite Netzwerk SEC (Surface Etching Cooperation)
werkliches Können den Weg in die moderne Oberflächener- skills have pointed the way to modern surface design. an den Standorten tätig, an denen Hightech-Oberflächen entstehen.
stellung. Die Technologien der ÄtzGravur, Laser-ÄtzGravur The EtchingEngraving, Laser-EtchingEngraving, and 3D-Laser-
und der 3D-LaserGravur stehen für den Innovationsdrang Engraving technologies represent the innovative drive and KRÜTH operates internationally through its worldwide SEC (Surface Etching Cooperation)
und den Erfolg eines heute weltweit tätigen Familienunter- the success of our family-owned company, active all around network to the locations where high-tech surfaces are created.
nehmens. the world.
Als Partner verschiedenster Branchen beraten und betreuen As a partner to a number of industries, we consult and
wir unsere Kunden entlang der gesamten Prozesskette, weit accompany our customers along the entire process chain,
über das Kerngeschäft hinaus. Ganz gleich in welchem Be- far beyond the core business. Regardless of the sector in
reich Sie auf unser fundiertes Know-how in Design, Technik which you wish to draw on our solid expertise in design,
und Fertigung zurückgreifen möchten, wir freuen uns über technology and manufacturing, we are looking forward to
Ihre Anfrage. hearing from you.
J. & F. KRÜTH GmbH J. & F. KRUETH GmbH
Stübbener Straße 96 – 100 Stuebbener Strasse 96 – 100
42719 Solingen 42719 Solingen
Deutschland Germany
Stammsitz Headquarters
Telefon 0212 383870 Telefax +49 / 212 / 383870
Telefax 0212 313741 Telefax +49 / 212 / 313741
Werk II Factory II
Kyllmannweg 17 Kyllmannweg 17
42699 Solingen 42699 Solingen
info@krueth.de
www.krueth.de
Europa Europe
Deutschland HQ, Portugal, Österreich
Germany HQ, Portugal, Austria
Amerika The Americas
U.S.A., Brasilien, Mexiko (KRÜTH Service Point)
United States, Brazil, Mexico (KRÜTH Service point)
Asien Asia
KRÜTH ist in Solingen beheimatet, einer Indien, Thailand, Malaysia, Singapur, Indonesien, Vietnam, Taiwan, China, Korea, Japan
Stadt mit langer handwerklicher Tradition India, Thailand, Malaysia, Singapore, Indonesia, Vietnam, Taiwan, China, Korea, Japan
und innovativem Entwicklerdrang.
KRÜTH is located in Solingen, a city
with a long tradition of craftsmanship
and innovative drive.
Konzeption und Produktion: www.b-a-p.de | 05-2015Sie können auch lesen

















































