PRODUKTION VON BRENNSTOFFZELLEN-KOMPONENTEN
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

PRODUKTION VON BRENNSTOFFZELLEN- KOMPONENTEN

Das PEM der RWTH Aachen beschäftigt Der Verband Deutscher Maschinen- und
sich mit der Produktionstechnik der Anlagebau (VDMA) vertritt über 3200
Brennstoffzelle. Das Tätigkeitsfeld erstreckt Unternehmen des mittelständisch ge-
sich innerhalb des Maschinenbausektors prägten Maschinen- und Anlagenbaus.
von der kosteneffizienten Produktion der Die Arbeitsgemeinschaft Brennstoffzellen
Komponenten des wasserstoffbetriebenen unterstützt über 50 führende Hersteller
Antriebsstranges über innovative Mo- und Zulieferer von Brennstoffzellen beim
bilitätslösungen bis hin zur gesamthaften Ausbau des Industrienetzwerks sowie bei
Emissionsreduktion. Durch nationale und der politischen Interessenvertretung.
internationale Projekte mit Unternehmen Hierzu werden in Projektgruppen
verschiedener Wertschöpfungsstufen technische Lösungen zur Optimierung
sowie Beteiligungen in unterschiedlichen und Kostenreduktion von Brennstoffzell-
Forschungsprojekten bietet das PEM systemen und -komponenten sowie zum
weitreichende Expertise. Aufbau der Serienfertigung erarbeitet.
PEM VDMA
Chair of Production Engineering of E- VDMA Brennstoffzellen
Mobility Components Friedrichstraße 95
Bohr 12 10117 Berlin
52072 Aachen
www.pem.rwth-aachen.de bz.vdma.org
Autoren
PEM der RWTH Aachen VDMA
Gerd Krieger
Prof. Dr.-Ing. Achim Kampker Geschäftsführer der Arbeitsgemeinschaft
Brennstoffzellen
Institutsleiter
Gerd.Krieger@vdma.org
A.Kampker@pem.rwth-aachen.de
VDMA Arbeitsgemeinschaft
Peter Ayvaz, M. Sc. M. Sc. Brennstoffzellen
Oberingenieur
P.Ayvaz@pem.rwth-aachen.de
Haben Sie Fragen?
Christoph Schön, M. Sc.
Gruppenleiter Fuel Cell
C.Schoen@pem.rwth-aachen.de Sprechen Sie uns an!
Philipp Reims, M. Sc.
Fuel Cell Aachen, Juli 2020
P.Reims@pem.rwth-aachen.de PEM der RWTH Aachen und VDMA Eigendruck,
1. Auflage
ISBN: 978-3-947920-15-0
Übersicht
einer PEM-Brennstoffzelle
Brennstoffzellenkomponenten Brennstoffzellenstack
Brennstoffzellensystem
Komponentenfertigung Stackfertigung Systemfertigung
In dieser Broschüre wird die Herstellung von Brennstoffzellenkomponenten als
Teil des Produktionsprozesses von Polymerelektrolytmembran-Brennstoffzellen
(PEM-Brennstoffzellen) schematisch dargestellt.
Die Brennstoffzellenkomponenten Bipolarplatte, Gasdiffusionsschicht und
katalysatorbeschichtete Membran werden unter Verwendung unterschiedlicher
Materialien über verschiedene Produktionsprozesse hergestellt. Basierend auf
dem aktuellen Stand der Technik zeigt diese Broschüre eine mögliche
Fertigungsfolge der Komponentenfertigung. Es sei darauf hingewiesen, dass die
vorliegende Auswahl als Diskussionsgrundlage für die Branche dient und
weitere Prozessschrittkonfigurationen denkbar – ja sogar gewünscht – sind.
Auf alternative Fertigungsverfahren zur Herstellung von Brennstoffzellen-
komponenten wird deshalb in Auszügen hingewiesen. In gemeinsamer
Diskussion mit dem Lehrstuhl PEM oder dem VDMA können alternative
Prozessvarianten näher spezifiziert werden.
Technologieentwicklung
der PEM-Brennstoffzelle
Zur flächendeckenden Einführung der Brennstoffzellentechnologie bedarf es
Produkt- und Prozessinnovationen, die auf eine Reduktion der Produktions-
kosten abzielen. Dabei ist eine Skalierung der Produktionszahlen bei
gleichzeitiger Erfüllung konstanter Qualitätsanforderungen notwendig. Der
Lehrstuhl PEM der RWTH Aachen hat sich dies zum Ziel gesetzt und konnte
unter anderem folgende Forschungsthemen identifizieren:
Prozessinnovation (Beispiel) Produktinnovation (Beispiel)
Komponentenfertigung Komponentenfertigung
● Substitution des Decal-Verfahrens ● Entwicklung klebbarer Bipolarplatten
● Erhöhung des Anteils der „Rolle-zu- ● Konstruktion von „Zwischenplatten“ zur
Rolle“-Verfahren in der Produktion Steigerung der Produktmodularität
Stackfertigung Stackfertigung
● Hochgeschwindigkeitsstacking ● Vereinigung von Membran-Elektroden-
● Verkürzung der Stack-Aktivierungszeit Einheit (MEA) und Bipolarhalbplatte
(BPHP) zu einem Bauteil
Funktionsprinzip
einer PEM-Brennstoffzelle
Struktureller Aufbau
Elektrische
e-
Last
e-
H2-Einlass H2 O2 O2-Einlass
H2
H2 e- O2
H+ O2
e- H+
e-
e- H 2O O2
O2- & H2O-
H2-Auslass H2 H2O Auslass
Kataly- Kataly-
Bipolarhalbplatte Gasdiffusionsschicht Membran Gasdiffusionsschicht Bipolarhalbplatte
sator sator
Anoden-Oxidation Gesamtreaktion Kathoden-Reduktion
2 H2 4 H+ + 4 e- 2 H2 + O2 2 H2O O2 + 4 H+ + 4 e- 2 H2O
Der Energieumwandlung von chemischer in elektrische Energie durch die PEM-
Brennstoffzelle liegt folgendes Funktionsprinzip zugrunde:
● Über die Strömungskanäle der Bipolarhalbplatten (engl. Bipolar Half Plate,
BPHP) wird anodenseitig die Wasserstoffzufuhr, kathodenseitig die
Sauerstoffzufuhr realisiert.
● Über die Gasdiffusionsschicht (engl. Gas Diffusion Layer, GDL) diffundiert
der Wasserstoff zur Anodenseite der katalysatorbeschichteten Membran
(engl. Catayst Coated Membrane, CCM).
● Der Wasserstoff wird katalytisch oxidiert und unter Abgabe von Elektronen
bilden sich H+-Ionen, die über die feuchte Membran zur Kathodenseite
gelangen. Die Elektronen werden über einen äußeren Stromkreis zur
Kathodenseite geleitet.
● Der Sauerstoff auf Kathodenseite wird durch die Elektronen reduziert und
reagiert mit den H+-Ionen aus der Membran zu H2O (Wasser), welches
abgeführt wird.
Brennstoffzellentypen
im Vergleich
Die Darstellung zeigt eine Übersicht zu den aktuell in Industrie und Forschung
verfügbaren Brennstoffzellentypen, ihre Reaktionsmedien sowie die übliche
Betriebstemperatur.
Brennstoffzellentyp Anode ein / aus Ionentransport Kathode aus / ein Temp. [°C]
Erdgas CO2
H2
160 220 650 900
SOFC Solid Oxide Fuel Cell O2- O2 Luft
CO H 2O
H2
Erdgas CO2 O2 Luft
MCFC Molten Carbonate Fuel Cell H 2O CO32-
CO CO2
PAFC Phosphoric Acid Fuel Cell H+ H 2O gasförmig O2 Luft
H2
High Temperature Polymer H 2O
HT-PEMFC H2 H+ gasförmig O2 Luft
Electrolyte Membrane FC
90
DMFC Direct Methanol Fuel Cell CO2 H+ H 2O flüssig O2 Luft
CH3OH
Low Temperature Polymer H 2O
LT-PEMFC H2 H+ flüssig O2 Luft
Electrolyte Membrane FC
80
Reinstoff
AFC Alkaline Fuel Cell H 2O OH- O2
H2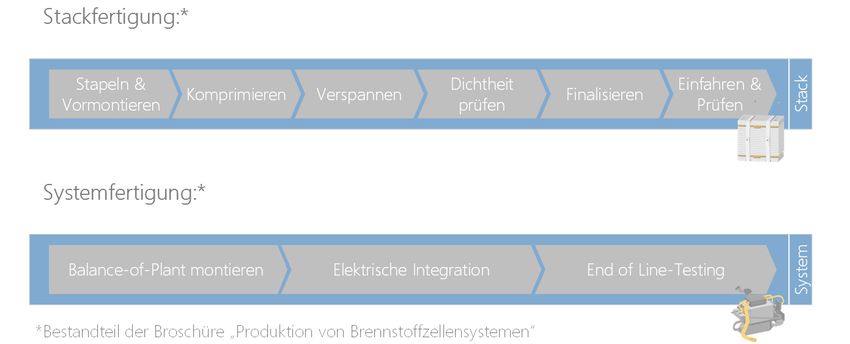
Produktionsprozess
von PEM-Brennstoffzellenkomponenten
● Aufgrund des Manufaktur-Charakters in der Brennstoffzellenfertigung existiert
aktuell keine allgemeingültige Prozesskette für die Serienfertigung von PEM-
Brennstoffzellenkomponenten.
● Die Fertigung eines PEM-Brennstoffzellensystems kann in die drei überge-
ordneten Schritte Komponentenfertigung, Stackfertigung und Systemfertigung
gegliedert werden.
● Im Rahmen dieser Broschüre werden die Prozessschritte vorgestellt, die den
aktuellen Stand der Technik in der Fertigung von PEM-Brennstoffzellen-
komponenten ausmachen.
● Die Fertigung des Brennstoffzellenstacks sowie des -systems wird im Rahmen
einer separaten Broschüre („Produktion von Brennstoffzellensystemen“) näher
erläutert.
Komponentenfertigung:
CCM
Decal beschichten Heißpressen & Subgasket
Mischen
& Trocknen Decal entfernen anbringen
MEA
Verbinden &
Vereinzeln
Karbonfaser Karbonpapier Impräg- Hydro- MPL aufbringen GDL
Graphitieren
zerkleinern herstellen nieren phobieren & Sintern
Vereinzeln & Dichtheit Dichtung
BPP
Beschichten Formen Fügen
Beschneiden prüfen aufbringen
Stackfertigung:*
Stack
Stapeln & Dichtheit Einfahren &
Komprimieren Verspannen Finalisieren
Vormontieren prüfen Prüfen
Systemfertigung:*
System
Balance-of-Plant montieren Elektrische Integration End of Line-Testing
*Bestandteil der Broschüre „Produktion von Brennstoffzellensystemen“
Prozessschritt Zwischenprodukt Endprodukt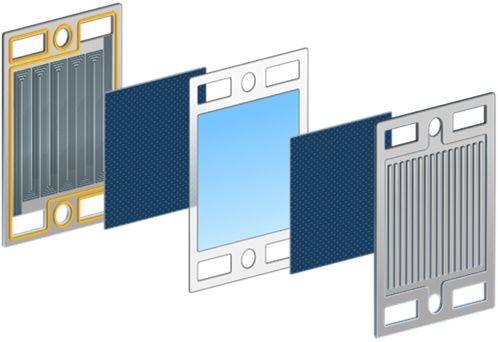
Übersicht
der PEM-Brennstoffzellenkomponenten
Katalysatorbeschichtete Membran
● Die mit Platinkatalysator be-
schichtete Polymermembran wird als
Membran
katalysatorbeschichtete Membran
(engl. Catalyst Coated Membrane,
CCM) bezeichnet.
Sub- ● Es befindet sich jeweils eine
gasket Katalysatorschicht auf der Anoden-
und der Kathodenseite. Die Schichten
unterscheiden sich in ihrer chem.
Zusammensetzung und Dicke.
● Über die CCM findet der Wasser-
stoffionentransport statt, die Kataly-
Katalysator-
satorschichten ermöglichen die
beschichtung
Oxidation bzw. Reduktion.
Gasdiffusionsschicht
Karbonpapier oder ● Die Gasdiffusionsschicht (engl. Gas
-gewebe Diffusion Layer, GDL) besteht aus
Karbonpapier oder -gewebe und hat
einen maßgeblichen Einfluss auf den
Wirkungsgrad der Brennstoffzelle.
● Die GDL ermöglicht die gleichmäßige
Verteilung der Reaktionsmedien auf
die Katalysatorschichten der Anoden-
sowie Kathodenseite.
● Die mikroporöse Schicht (engl.
Microporous Layer, MPL) verbessert
Mikroporöse die Regulierung des Wasserhaus-
Schicht haltes an den Elektroden.
Bipolarplatte
Kühlmittelzufuhr
● Die Bipolarplatte (engl. Bipolar Plate,
H2-Zufuhr BPP) besteht in der Regel aus zwei
O2-Zufuhr
Bipolarhalbplatten, welche je nach
Material (metallisch* oder graphitisch)
Strömungs- geformt, beschichtet und gefügt
feld (H2) werden.
Strömungs- ● Über die BPP werden die Reaktions-
feld medien befördert und die Reaktions-
wärme aus der Brennstoffzelle ab-
(Kühlmittel) geführt.
● Die BPP ist elektrisch leitend und
speist somit die Elektronen in den
Dichtung O2-, H2O- Verbraucherstromkreis.
H2-Abfuhr Abfuhr *Im Fokus dieser Broschüre
Mischen
CCM-Fertigung Intensivmischer
mit
Anodenrezeptur (Beispiel) Mischwerkzeug
Katalysatorpulver:
Platinbeschichtetes Kohlenstoff-
z.B. Wasser,
substrat (ca. 15 Gew.-%) Trockenes Ionomer,
Lösungsmittel: Katalysatorpulver Isopropanol
Entionisiertes Wasser (ca. 40 Gew.-%) (z.B. Platin,
und z.B. Methanol (ca. 40 Gew.-%) Kohlenstoffsubstrat)
Binder:
Ionomerlösung (ca. 5 Gew.-%)
ω2
Kathodenrezeptur (Beispiel)
Katalysatorpulver:
Platinbeschichtetes Kohlenstoff-
substrat (ca. 20 Gew.-%)
Lösungsmittel: ω1
Entionisiertes Wasser (35 Gew.-%) und
z.B. Methanol (35 Gew.-%)
Binder:
Ionomerlösung (ca. 10 Gew.-%) Wärmequelle
Komponentenfertigung Stackfertigung Systemfertigung
● Durch Energieeintrag werden mehrere voneinander getrennte Ausgangs-
materialien über ein rotierendes Werkzeug zu einer Katalysatortinte
verbunden.
● Die Katalysatortinte besteht maßgeblich aus Kohlenstoffsubstrat (z.B.
Carbon black) und Katalysatormaterial (z.B. Platin, Platin-Ruthenium, Platin-
Kobalt). Zur Herstellung der Katalysatortinte wird außerdem Ionomer und
Lösungsmittel (z.B. Wasser, Isopropanol) benötigt.
● Das Anrühren der Katalysatortinte für die Anodenschicht und die
Kathodenschicht der CCM erfolgt aufgrund der unterschiedlichen
Zusammensetzungen getrennt voneinander.
Prozessparameter & -anforderungen Technologiealternativen
• Platingehalt Kathodenseite: ca. 0,4 mg/cm² • Schaufelmischer
• Platingehalt Anodenseite: ca. 0,1 mg/cm² • Rotationskugelmischer
• Atmosphäre: Kontaminationsfrei • Ultraschallmischer
• Mischdauer: > 1 h
• Mischtemperatur: 2 °C
• Mischgeschwindigkeit: 600 – 4000 U/min
Qualitätseinflüsse Qualitätsmerkmale
• Mischdauer • Porosität
• Mischtemperatur • Gleichmäßige Platinbeladung
• Mischwerkzeug • Viskosität
• Umgebungsbedingunen
Decal beschichten & Trocknen
CCM-Fertigung
Schlitzdüse Katalysator-
schicht
XRF IR/DC
Pumpe
Decal Temperierte
Konvektionsofen Walzen
Katalysatortinte
Komponentenfertigung Stackfertigung Systemfertigung
● Bei Anwendung des Decal-Verfahrens handelt es sich um eine indirekte
Beschichtung der Polymermembran mittels Decal-Transfer-Trägerfolie, im
Folgenden „Decal“ genannt. Das Verfahren ermöglicht eine trockene
Beschichtung der feuchtigkeitsempfindlichen Polymermembran.
● Die im vorigen Schritt hergestellte Katalysatortinte wird auf das Decal (z.B.
Polytetrafluorethylen [PTFE], Polypropylen [PP]) per Schlitzdüse
aufgebracht.
● Das beschichtete Decal wird anschließend in einen Konvektionsofen
überführt und getrocknet.
● Nach Verdampfen der Lösungsmittel wird das Decal hinsichtlich der
Homogenität, Partikelgröße sowie Dicke der Katalysatorschicht geprüft. Dies
kann unter Verwendung von Infrarot/Gleichstrom- (IR/DC) und/oder
Röntgenfluoreszenzsystemen (XRF) stattfinden.
Prozessparameter & -anforderungen Technologiealternativen
• Beschichtungsdicke (Anode): 3 – 15 µm • Transferwalze
• Beschichtungsdicke (Kathode): 10 – 30 µm • Siebdruck, Tintenstrahldruck, Tiefdruck
• Bahngeschwindigkeit: 0,1 – 1 m/min • Rakel
• Trocknungszeit: ca. 4 min • Infrarottrocknung, Lasertrocknung
• Trocknungstemperatur: ca. 30 – 70 °C (Luft) • Extrusion
120 – 160 ° C (beheizte Rollen)
Qualitätseinflüsse Qualitätsmerkmale
• Viskosität der Katalysatortinte • Schichthomogenität
• Auftragswerkzeug • Partikelgröße
• Ofentemperatur • Schichtdicke
• Restfeuchte nach Trocknung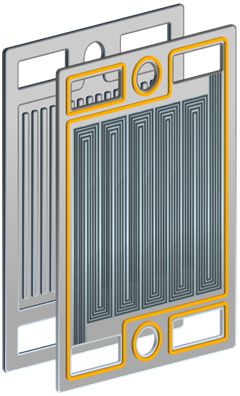
Heißpressen & Decal entfernen
CCM-Fertigung Verwendetes
Katalysatorbeschichtetes Kathoden-Decal
Kathoden-Decal (Abfallprodukt)
Temperierte
F Oberwalze
Polymermembran Katalysatorschicht
F Temperierte CCM
Unterwalze
Druckkraft
Verwendetes
Anoden-Decal
Katalysatorbeschichtetes (Abfallprodukt)
Anoden-Decal
Komponentenfertigung Stackfertigung Systemfertigung
● Die Übertragung der trockenen Katalysatorschicht vom Decal auf die
Polymermembran erfolgt per Heißpressvorgang. Da die Produktivität dieses
Schrittes maßgeblich von der Heißpressmethode abhängt, wird ein Rolle-
zu-Rolle-Prozess empfohlen.
● Kathoden- und Anoden-Decal werden der Ober- und Unterseite der
Polymermembran gleichzeitig zugeführt und zwischen das Walzenpaar
gebracht.
● Für eine gute Übertragbarkeit der Katalysatorschicht bringt das temperierte
Walzenpaar (100 – 170 °C) die Polymermembran auf Glasübergangs-
temperatur und erzeugt einen konstanten Liniendruck.
● Im Anschluss werden Kathoden- und Anodendecal, analog zum Entfernen
eines Aufklebers (engl. Decal), abgezogen und bilden ein Abfallprodukt.
● Die CCM ist fertiggestellt und wird zu einem Coil aufgewickelt.
Prozessparameter & -anforderungen Technologiealternativen
• Linienkraft: 150 – 250 N/cm Direkte Membranbeschichtung
• Temperatur: 100 – 170 °C • Siebdruck, Tintenstrahldruck, Tiefdruck,
Rakel, additive Schichtherstellung
Indirekte Membranbeschichtung
• Transferwalze
• Beschichtung des GDL (GDE-Ansatz)
Qualitätseinflüsse Qualitätsmerkmale
• Decalqualität • Rückstandsfreies Decal
• Kombination von Walzentemperatur, • Zerstörungsfreiheit von Katalysatorschicht
Vorschubgeschwindigkeit und Anpressdruck und Polymermembran
• Dauer der aktiven Krafteinwirkung • Gleichmäßige Haftung der
Katalysatorschicht
Alternativer Katalysatorauftrag
Beschichtungskonzepte und Forschungsansätze
Die zuvor gezeigte Decal-Methode gilt als eine mögliche Option zur
Membranbeschichtung. Alternativ sind die folgenden Vorgehensweisen
denkbar:
● Die Polymermembran wird in
CCM Direktbeschichtung: vertikaler Richtung beidseitig
Schlitzdüse
mittels Schlitzdüsen be-
schichtet.
● Die vertikale Ausrichtung
ermöglicht Bauraumersparnis
Katalysatortinte
und eine beidseitige Be-
schichtung bei gleicher
Schichtqualität.
● Aufgrund der hohen Feuchtig-
keitsempfindlichkeit der Poly-
mermembran muss Riss- und
Polymermembran Wellenbildung entgegenge-
wirkt werden.
Indirekte Beschichtung per ● Die Katalysatortinte wird auf
Transferwalze: ein mit Teflon beschichtetes
Zwischenelement (bspw. eine
Walze) aufgebracht und
(teilweise) getrocknet.
Beschichtete Schlitzdüse ● Die Übertragung findet nach
Walze dem Vorbild des Heißpressens
auf der Unterseite des
Polymer- Zwischenelementes statt, wo
membran die Polymermembran entlang-
CCM
geführt wird.
● Das Zwischenelement muss
gereinigt werden, bevor es
C
abermals beschichtet wird.
GDE-Ansatz:
● Die Katalysatortinte wird direkt
Rakel-Werkzeug auf die GDL appliziert, es
entsteht eine sogenannte Gas
Diffusion Electrode (GDE).
Katalysatortinte ● Die GDE wird anschließend auf
die Ober- und Unterseite einer
Polymermembran aufgebracht
und zur MEA laminiert.
GDL ● Gezeigt ist die Beschichtung
per Rakel, wobei die Dicke der
Katalysatortinte präzise einge-
stellt werden kann.Subgasket anbringen
CCM-Fertigung Abfallprodukt CCM mit Dichtung
(Subgasket)
Dichtungs-
Trennfolie schicht
Trägermaterial
Klebstoff
CCM Perforation
Dichtungsmaterial
(obere Hälfte)
= Gegenrolle
= Matrize
Abfallprodukt = Führungsrolle
Dichtungsmaterial = Laminierrolle
CCM (untere Hälfte)
Abfallprodukt
= Vakuum-Matrize
Gezeigt ist eine Vorgehensweise in Anlehnung an das Patent US2011/0151350A1
Komponentenfertigung Stackfertigung Systemfertigung
● Die obere Hälfte des Subgaskets (dt. Subdichtung), bestehend aus
Trägermaterial, Klebstoff, PET-Dichtungsschicht und Trennfolie, wird
zunächst mittels Matrize perforiert und anschließend wird überschüssige
Trennfolie entfernt.
● Aus der zugeführten CCM wird mittels Vakuum-Matrize Material in
festgelegter Form herausgetrennt und an die obere Hälfte der Dichtung
geheftet.
● Die untere Hälfte der Dichtung, lediglich aus Trägermaterial und PET-
Dichtungsschicht bestehend, wird ebenfalls zunächst perforiert und per
Laminierrolle auf die Unterseite des CCM-Materials gepresst.
● Gleichzeitig wird der perforierte Teil des oberen Trägermaterials mitsamt
Trennfolie entfernt und entsorgt.
● Zuletzt wird der perforierte Teil des unteren Trägermaterials entfernt.
Prozessparameter & -anforderungen Technologiealternativen
• Vorschubgeschwindigkeit: 30 m/min • Spritzgießen einer Rahmendichtung
• Matrizengeometrie: Produktabhängig • Aufbringen des Subgaskets per Roboter
• Anpressdruck bei Fügeprozess:
Materialabhängig
Qualitätseinflüsse Qualitätsmerkmale
• Axialer, radialer und Winkelversatz der • Positionsgenaue Dichtung
Walzen zueinander
• Keine Verunreinigung auf der MEA-
• Positionstoleranz zwischen Dichtung und Oberfläche
CCM
• Festigkeit der VerbindungKarbonfaser zerkleinern
GDL-Fertigung
Pressrolle
Karbonfaser
Klingenwalze
Kunststoffrippe Schneidkopf
Stahlrolle Mit Luft gefüllte
Kunststoffrippe Zerkleinerte
Karbonfasern
Komponentenfertigung Stackfertigung Systemfertigung
● Zur Herstellung der GDL werden trockene Karbonfasern zerkleinert.
● Der Faserstrang wird über eine Stahlrolle mit Kunststoffrippen (blau) geführt
und durch eine Pressrolle in Position gehalten.
● Die Schneidköpfe der rotierenden Klingenwalze beaufschlagen den
Faserstrang mit Druck in Querrichtung und führen zum Bruch der
Faserfilamente, bis die Faser vollständig durchtrennt ist. Dabei treiben mit
Luft gefüllte Kunststoffrippen (orange) die geschnittenen Fasern geräuschlos
aus.
● Das Rotationsschneidewerkzeug ist in der Lage, mit hoher Geschwindigkeit
zu arbeiten. Die für das Verfahren typische Schneidkopfabnutzung wird
durch den Schnitt „ins Leere“ minimiert.
● Die 6 – 12 mm großen Fasern werden in einem Auffangbehälter gesammelt
und für die nachfolgende Karbonpapierherstellung verwendet.
Prozessparameter & -anforderungen Technologiealternativen
• Schnittrate: 9 m/min • Guillotineschneiden
• Partikelgröße: 6 – 12 mm
• Anpressdruck der Pressrolle: 0,1 MPa
Qualitätseinflüsse Qualitätsmerkmale
• Schärfe der Schneidköpfe • Partikelform
• Form der Schneidköpfe • Oberflächenmorphologie
• Material der SchneidköpfeKarbonpapier herstellen
GDL-Fertigung
Kalandrierzone
Verteilzone Presszone Trocknungszone
(optional)
Flowbox Beheizte Rolle
Nassvlies
Karbonfaser- („Papier“)
suspension Pressrolle
Karbon-
papier
Abwasser Schrägsieb
Massensensor
Komponentenfertigung Stackfertigung Systemfertigung
● Geschnittene Kohlenstofffasern werden zusammen mit einem Binder-
polymer innerhalb einer sog. „Flowbox“ zu einer Suspension verarbeitet und
gleichmäßig auf ein Schrägsieb aufgebracht.
● Das Schrägsieb ist mit Kunststoffgewebe bespannt und ermöglicht den
Abfluss von Wasser, hält jedoch die Kohlenstofffasern zurück.
● Beim anschließenden Pressen wird durch weiteres Entfernen von Wasser
der Feststoffgehalt der Papiersuspension erhöht, es entsteht Nassvlies
(„Papier“).
● Unter Beibehaltung der Blattstruktur wird in der Trocknungseinheit das
Volumen des Papiers reduziert und der Binder gehärtet.
● Optional wird die Oberflächenstruktur durch Kalandrieren festgelegt.
Gekühlte Walzen pressen das Karbonpapier zusammen und entfernen
letzte Faserungen und Schwammstrukturen.
Prozessparameter & -anforderungen Technologiealternativen
• Produktivität: 300 – 320 m²/h • Spunlace-Vliesherstellung
• Flächengewicht: 15 – 70 g/m² • Gewebeherstellung
• Materialstärke: 150 – 300 µm
• Binderanteil: < 25 %
Qualitätseinflüsse Qualitätsmerkmale
• Wassergehalt der Suspension • Gleichmäßige Materialstärke
• Höhen- oder Kraftmessung beim • Glätte des Materials
Kalandrieren
• Nassfestigkeit des Papiers
• Güte der Faserdispersion
• Schädigungsfreie Oberfläche
• Homogene Binderverteilung
• BahnspannungImprägnieren
GDL-Fertigung
Konvektionsofen
Karbonpapier Umlenkrolle
Output
Imprägniertes
Karbonpapier
(< 270 µm)
Imprägnierbad
Überschüssige
Flüssigkeit Pressvorgang
Komponentenfertigung Stackfertigung Systemfertigung
● Das Karbonpapier wird mit einem duroplastischen Harz (z.B. Phenolharz)
imprägniert, sodass eine gewünschte Materialfestigkeit sowie Porosität
erreicht werden. Außerdem werden die elektrische und die thermische
Leitfähigkeit nach Durchlaufen des Graphitierungsprozesses erhöht.
● Nach Durchlaufen des Imprägnierbades wird überschüssige Flüssigkeit
durch einen Pressvorgang entfernt.
● Verbliebene Lösungsmittel werden innerhalb eines Konvektionsofens bei ca.
150 °C verdampft und das Harz gehärtet.
● Alternativ zum kontinuierlichen Prozess wird das Karbonpapier nach der
Trocknung vereinzelt, abwechselnd mit Separatorpapier bei erhöhter
Temperatur gestapelt und anschließend verpresst.
Prozessparameter & -anforderungen Technologiealternativen
• Trocknungstemperatur: 150 °C • Infrarottrocknung
• Materialstärke: 200 – 270 µm • Stapeln mit Separatorpapier
Qualitätseinflüsse Qualitätsmerkmale
• Zusammensetzung des Imprägniermaterials • Materialstärke
• Trocknungstemperatur • Materialdichte
• TrocknungszeitraumGraphitieren
GDL-Fertigung
Stickstoffeindüsung
Stickstoffabzug
Schleuse Kühlzone
Stickstoffatmosphäre
GDL-
Substrat
Heizzone
Wasserkühlung
Schleuse
Imprägniertes
Karbonpapier
Komponentenfertigung Stackfertigung Systemfertigung
● Die Graphitierung (auch Hochtemperatur-Carbonisierung) des duro-
plastischen Harzes führt zu einem höheren Elastizitätsmodul, einer
erhöhten elektrischen und thermischen Leitfähigkeit sowie einer oxidativen
Beständigkeit.
● Das Karbonpapier wird in einem Ofen unter Schutzgasatmosphäre
(Stickstoff, Argon) oder in Vakuum auf Temperaturen von ca. 1400 –
2000 °C (im Batchprozess mehr als 2000 °C) erhitzt.
● Die Bandware durchläuft unterschiedliche Temperaturzonen innerhalb der
Heizzone und wird schließlich in einer Kühlzone auf Raumtemperatur
abgekühlt.
● Das Endprodukt hat eine Materialstärke von 150 bis 300 µm.
Prozessparameter & -anforderungen Technologiealternativen
• Prozesstemperatur: 1400 - 2500 °C • Graphitierung unter Schutzgasatmosphäre
• Materialstärke: 150 – 300 µm • Batchcarbonisierung unter Vakuum oder
Schutzgas
• Dichte des Papiers: 0,2 – 0,3 g/cm³
• Prozessdauer < 5 min (< 15 min bei
Batchprozess)
• Vakuum oder Schutzgasatmosphäre
Qualitätseinflüsse Qualitätsmerkmale
• Temperaturverlauf • Pyrolysegrad des Harzes > 99,5%
• Schwelgasführung (Abführung der • Ablagerungsfreies Produkt
Pyrolyseprodukte)
• Leitfähigkeit des Materials
• Inertisierung des Ofens
• KohlenstoffgehaltHydrophobieren
GDL-Fertigung
Konvektionsofen
Graphitisiertes
Karbonpapier Umlenkrolle
Output
Hydrophobes
Karbonpapier
(< 270 µm)
Wässrige PTFE
Suspension Überschüssige
Flüssigkeit Pressvorgang
Komponentenfertigung Stackfertigung Systemfertigung
● Das GDL-Substrat wird in eine wässrige Polytetrafluorethylen (PTFE)
Suspension getaucht, wobei überschüssige Suspension durch einen
Pressvorgang entfernt wird. Dieser Prozess trägt zur Verbesserung der
hydrophoben Eigenschaften bei.
● Der PTFE-Gehalt der späteren GDL wird durch den Anteil des PTFE in der
Suspension eingestellt.
● Verbliebene Lösungsmittel werden durch Ofentrocknung entfernt und die
PTFE-Partikel durch Sintern bei ca. 300 °C – 350 °C an das Grundmaterial
gebunden.
● Die Geschwindigkeit des Trocknungsprozesses beeinflusst die PTFE-
Verteilung im Material. Durch schnelles Trocknen verbleibt das PTFE in
Oberflächenzonen, langsames Trocknen sorgt für eine ganzheitliche
Verteilung.
Prozessparameter & -anforderungen Technologiealternativen
• Trocknungstemperatur: 300 °C – 350 °C • Infrarottrocknung
• PTFE-Massenanteil: 5 – 10 Gew. % • Lufttrocknung
• Papierdicke: 200 – 270 µm • Sprühen
• Materialalternative: Fluorethylen-Propylen • Pinselauftrag
(FEP)
Qualitätseinflüsse Qualitätsmerkmale
• Zusammensetzung des Imprägniermaterials • Homogene PTFE-Verteilung
• Trocknungstemperatur
• TrocknungszeitraumMPL aufbringen & Sintern
GDL-Fertigung
Rakel
MPL-Material
Qualitätssicherung
Vorwärmen Sintern
(250 °C) (350 °C)
Kamera- Markierer
system (Tinte)
GDL
Schneidwerkzeug
Konvektionsofen längs Trennfolie
Komponentenfertigung Stackfertigung Systemfertigung
● Die mikroporöse Schicht (engl. Microporous layer, MPL), bestehend aus
Kohlenstoff- oder Graphitpartikeln und polymerem Bindemittel (z.B. PTFE),
besitzt eine Porengröße zwischen 100 und 2000 nm, während das
Karbonpapier eine Porengröße von 10 – 30 µm besitzt.
● Primäre Funktion der MPL ist das Wassermanagement, da sie flüssiges
Wasser effektiv von den Katalysatorschichten abführt.
● Die MPL wird hier über ein Rakelverfahren mit einer Schichtdicke von
weniger als 50 µm auf das Karbonpapier aufgebracht.
● Zur Reduzierung von Rissbildung wird das Lösungsmittel langsam
verdampft. Das Sintern ermöglicht eine ausreichende Haftung der MPL.
● Abschließend wird das Material besäumt und auf Qualitätsmängel überprüft
sowie markiert. Das Aufwickeln erfolgt unter Zuhilfenahme von Trennfolie.
Prozessparameter & -anforderungen Technologiealternativen
• Porengröße: 100 – 500 nm • Schlitzdüse
• Schichtdicke: < 50 µm • Siebdruck
• Dauer des Sinterprozesses: < 10 min • Sprühauftrag
• Sintertemperatur: ca. 300 – 350 °C • Aufrollen
Qualitätseinflüsse Qualitätsmerkmale
• Sinterzeit • Haftung des MPL auf Karbonpapier
• Temperaturverlauf beim Sintern • Keine Überschreitung des Schmelzpunktes
• MPL Material • Schädigungsfreie MPL-Oberfläche
• GlätteVerbinden & Vereinzeln
MEA-Fertigung
Abfallprodukt
Draufsicht
GDL Schneidwerkzeug
quer
Temperierte
Oberwalze
F
CCM mit
Subgasket MEA
Fließband
F Schneidwerkzeug
Temperierte
Klebstoff Unterwalze längs
Druckkraft
(optional)
= Gegenrolle
GDL = Matrize
Gezeigt ist eine Vorgehensweise in Anlehnung an das Patent US2011/0151350A1
= Führungsrolle
Komponentenfertigung Stackfertigung Systemfertigung
● Die CCM wird beidseitig mit der GDL verbunden und anschließend
vereinzelt. Es entsteht eine MEA mit Dichtung.
● Die GDL wird mit Klebstoff versehen und anhand der vorgegebenen
Geometrie perforiert.
● Die perforierte GDL wird auf die Ober- sowie Unterseite der MEA mit
Dichtung geheftet.
● Das Fügen erfolgt im Anschluss mittels Heißpressvorgang.
● Der Prozessschritt ist mit der Vereinzelung beendet. An dieser Stelle ist
neben der querseitigen Vereinzelung je nach Produkt- und
Prozessauslegung außerdem eine längsseitige Vereinzelung möglich.
● Da die MEA verglichen mit der Bipolarplatte die „ungenauere“ Komponente
darstellt, bedarf diese besonderer Aufmerksamkeit beim Toleranz-
management.
Prozessparameter & -anforderungen Technologiealternativen
• Temperatur Heißpressvorgang: 100 – 160 °C • Diskontinuierlicher Heißpressvorgang
• Anpressdruck: 1.000 – 10.000 kg/cm² • Additive Schichtherstellung
Qualitätseinflüsse Qualitätsmerkmale
• Axialer, radialer und Winkelversatz der • Positionsgenauigkeit der GDL
Rollen
• Festigkeit der Fügeverbindung
• Kombination von Walzentemperatur,
• Maßhaltigkeit der Schnittgeometrie
Vorschubgeschwindigkeit und Anpressdruck
• Dauer der aktiven KrafteinwirkungBeschichten
BPP-Fertigung Target
Output
Substrat-Wärmer (z.B. Gold,
Titan, Beschichtetes
Aluminium) Rohmaterial
Plasma
Atom
Ion BPHP
s Magnet
Absaugung Reinigungs- N
vorrichtung Röntgenprüfgerät
Ar
mm
N S N
S N S
Röntgenstrahlung
Rohmaterial
Qualitätskontrolle
Vakuumpumpe
Komponentenfertigung Stackfertigung Systemfertigung
● Die Beschichtung des Rohmaterials für die Bipolarhalbplatten wird mittels
PVD-Verfahren (engl. Physical Vapour Deposition) durchgeführt.
● Zunächst wird die Oberfläche des Rohmaterials von beiden Seiten gereinigt
und deren Qualität anschließend überprüft.
● Das Rohmaterial wird innerhalb einer mit Inertgas (z.B. Argon) gefüllten
Vakuumkammer positioniert, das Inertgas wird ionisiert und bildet ein
Plasma.
● Das Target (Beschichtungsmaterial, z.B. Gold, Titan, Aluminium) wird mit
durch das Plasma gebildeten Ionen beschossen. Atome des Targets werden
gelöst, bewegen sich zum Substrat (hier das Rohmaterial) und diffundieren
in dessen Oberfläche.
● Nach dem Austritt des beschichteten Rohmaterials aus der Vakuumkammer
wird ihre Wandstärke unter Verwendung von Röntgenstrahlung gemessen.
Prozessparameter & -anforderungen Technologiealternativen
• Temperatur: 450 – 500 °C • Alternative Beschichtungsmaterialien:
Titannitrid, Chromnitrid, amorpher Kohlen-
• Vakuumdruck: 1x10−1 – 1x10−7 mbar
stoff
• Schichtdicke: 0,1 – 6,3 µm
• Chemical Vapour Deposition (CVD)
• Taktzeit: ca. 2 – 5 min
• Nitrieren
• Galvanisches Beschichten
Qualitätseinflüsse Qualitätsmerkmale
• Inertgas • Elektrische Leitfähigkeit
• Beschichtungsmaterial • Korrosionsbeständigkeit
• Form des SubstratsFormen
BPP-Fertigung
Obere Formwerkzeug
Output
Matrize
Geometrie der
Bipolarhalbplatte
Bipolar-
halbplatte
Lochplatte Wasser
Bipolarhalbplatte mit
(Beschichtetes)
Bauteilgeometrie
Rohmaterial
Druckübersetzer
Komponentenfertigung Stackfertigung Systemfertigung
● Das (beschichtete) Rohmaterial für die Bipolarhalbplatte (z.B. 1.4301, 1.4404)
wird von einem Coil abgerollt, in die Hydroforming-Anlage eingeführt und
unter dem Formwerkzeug positioniert.
● Durch herabführen der oberen Matrize wird ein Anpressdruck (auch
Klemmkraft) auf Material, Formwerkzeug und untere Matrize aufgebracht.
● Anschließend wird mittels Druckübersetzer Wasser unter Hochdruck
gebracht und durch die Lochplatte geleitet. Dies führt – vorgegeben durch
die Gestaltung des Formwerkzeuges – zur plastischen Verformung des
Materials und somit zur Bildung der Bauteilgeometrie.
● Zur Erhöhung der Ausbringungsrate können mehrere Bauteilgeometrien
gleichzeitig geformt werden.
● Durch einen abschließenden Reinigungsprozess wird das umgeformte
Material von Rückständen gesäubert.
Prozessparameter & -anforderungen Technologiealternativen
• Umformdruck: 1.000 – 4.000 bar • Stanzen
• Prozesszeit: ca. 2 – 10 Sek. pro Platte • Tiefziehen
• Arbeitsmedium: Wasser • Spritzgießen
• Mögliche Materialstärken: 0,05 – 1 mm • Prägen
• Gummikissen-Pressen
• Rolle-zu-Rolle-Formen
Qualitätseinflüsse Qualitätsmerkmale
• Umformdruck • Bruch- und Schädigungsfreiheit
• Klemmkraft • Gleichmäßige Flowfieldstruktur
• Umformeigenschaften des Basismaterials • Hohe Wiederholgenauigkeit
• Bauteilgeometrie • Sehr geringe Rückfederung
• MaschinensteifigkeitVereinzeln & Beschneiden
BPP-Fertigung
Output
Bipolarhalbplatte
(BPHP)
Schneid-
kopf
Düse
Laserstrahl
Fließband Bipolar-
halbplatte
(BPHP)
Komponentenfertigung
Komponentenfertigung Stackfertigung Systemfertigung
● Die Bipolarhalbplatten werden vereinzelt und mittels Laserbeschnitt in die
gewünschte Kontur gebracht.
● Innerhalb des Schneidkopfes wird der Laserstrahl durch eine Linse fokussiert
und auf das Blech projiziert. Der hohe Energieeintrag führt zu einer
Trennung des Materials.
● Die Schneidoptik ist auf einem sogenannten XY-Portal montiert und die
präzise Bewegung des Schneidkopfes innerhalb eines vorgegebenen
Bereiches ermöglicht.
● Beschichtete sowie unbeschichtete Materialien können bearbeitet werden.
Prozessparameter & -anforderungen Technologiealternativen
• Arbeitsbereich: 500 – 1.500 mm • Stanzen
• Laserausgangsleistung: 500 – 2.000 W • Feinschneiden, Scherschneiden
• Vorschubgeschwindigkeit: 20 – max. 300 • Remote-Laserschneiden
m/min bei 0,2 mm Wandstärke
• Genauigkeit: 10 – 50 µm
Qualitätseinflüsse Qualitätsmerkmale
• Art des Lasers • Gratfreie Kanten
• Schnittgeschwindigkeit • Keine Beeinträchtigung der Beschichtung
• Fokussierung • Verzugfreier Beschnitt
• Prozessbedingte VerunreinigungenFügen
BPP-Fertigung Output
Bipolarplatte
(BPP)
Laser
Armroboter
Remote-
Scanner
Hochauflösende
Kamera
Laserstrahl
Schutzgasdüse
Bipolarhalb-
platten
Schweißpunkte
Komponentenfertigung Stackfertigung Systemfertigung
● Im Fügeprozess werden zwei Bipolarhalbplatten zu einer Bipolarplatte
verschweißt.
● Die Fokussierung des Laserstrahls und der daraus resultierende hohe
Energieeintrag in die Metalloberfläche erwärmt das Metall auf
Schmelztemperatur und erzeugt eine stoffschlüssige Verbindung.
● Um Oxidation zu vermeiden, wird der Schweißvorgang unter
Schutzgasatmosphäre durchgeführt.
● Zur Prozessüberwachung und Qualitätssicherung kann der Schweißprozess
mittels Sensorik aufgenommen und ausgewertet werden.
Prozessparameter & -anforderungen Technologiealternativen
• Taktzeit: 10 – 120 Sek. • Klebetechnik
• Vorschubgeschwindigkeit: < 60 m/min • Hartlöten
• Laserleistung: ca. 500 – 1000 W • Additive Fertigung
• Wandstärke Material: ca. 100 – 250 µm
Qualitätseinflüsse Qualitätsmerkmale
• Positionierung und Verspannung der • Bauteilverzug
Bipolarhalbplatten
• Festigkeit der Schweißpunkte
• Größe der Wärmeeinflusszone
• Mediendichte Verschweißung
• Prozesstemperatur im Schweißpunkt
• Keine Schmauchspuren
• Wellenlänge des Laserstrahls
• Art des SchutzgasesDichtheit prüfen
BPP-Fertigung
Düse
Bipolar-
Leckdetektor platte
Prüfmedium
(z.B. Luft, Helium)
Endplatten
Vakuumkammer
(bei Vakuumtest)
Komponentenfertigung
Komponentenfertigung Stackfertigung Systemfertigung
● Die Bipolarplatten werden abschließend auf Dichtheit überprüft.
● Beim Vakuumtest werden diese innerhalb einer Vakuumkammer platziert,
mit einem Prüfmedium (z.B. Helium) gefüllt und dessen Partialdruck in einer
Vakuumkammer gemessen.
● Bei erhöhtem Prüfmedium-Partialdruck in der Kammer können Leckagen
der Bipolarplatten mit einem Massenspektrometer-Lecksucher (MSLD)
identifiziert werden. Dieses Verfahren kann für schärfere Prüfvorgaben
verwendet werden.
● Beim Druckabfalltest wird Luft als Prüfmedium in den Prüfling eingeleitet
und Leckagen werden durch Abfall des Luftdrucks im System detektiert.
● Die Rahmenbedingungen zum Bestehen der Leckageprüfung sind vom
Hersteller selbst festzulegen. Nach Bestehen des Leckagetests ist die
Produktion der Bipolarplatte abgeschlossen.
Prozessparameter & -anforderungen Technologiealternativen
• Testdruck: ca. 1 – 1,5 bar • Durchflussmessung
• Taktzeit: ca. 20 – 60 Sek. • Ultraschall-Detektion
• Prüfsensibilität: 3x10-2 mbarl/s (Luft) • Outside-in Verfahren
2x10-6 mbarl/s (Helium)
• Prüfgas: Luft, Helium, Stickstoff, Wasserstoff
Qualitätseinflüsse Qualitätsmerkmale
• Testdruck • Keine Verformung oder Zerstörung der
Bipolarplatte
• Genauigkeit Leckdetektor
• Dichtheit der Bipolarplatte
• Geometrie der BrenngaskanäleDichtung aufbringen
BPP-Fertigung Output
Beschichtete Bipolar-
Bildbereich Schablonenträger platte mit Dichtung
Rakel
Dichtungs-
material Hydraulik-
arm Automatische Ventile
Siebrahmen
Bildstelle
Fasern
Bipolarhalb- Gedruckte Dichtung
platte
Bipolarhalbplatte
Sperrschicht
Komponentenfertigung Stackfertigung Systemfertigung
● Die BPP-Dichtungen werden mittels Siebdruckverfahren auf die
Bipolarplatte aufgebracht.
● Das Dichtungsmaterial wird per Düse auf den Schablonenträger
aufgetragen und durch die Bewegung des Rakels durch die Bildbereiche
gepresst.
● Während die Sperrschichten kein Dichtungsmaterial auf die Bipolarplatte
übertragen können, sind die Bildbereiche des Schablonenträgers
durchlässig. Diese Zonen sind individuell einstellbar.
● Die Bipolarplatte wird mittels Hydraulikarm in unmittelbare Nähe des
Schablonenträgers gebracht, sodass ein einwandfreies Aufbringen der
Dichtung möglich ist.
● Die überflüssige Drucksubstanz wird durch die Rakel an den Rand der
Druckform befördert und für den nächsten Druckvorgang verwendet.
Prozessparameter & -anforderungen Technologiealternativen
• Taktzeit: < 3 Sek. • Dispensieren
• Wandstärke Dichtung: 0,3 – 0,5 mm • Formed-in-Place-Foam-Gasket (FIPFG)
• Geschwindigkeit Rakel: 50 mm/s • Insert-Spritzgießen
• Stanzen
Qualitätseinflüsse Qualitätsmerkmale
• Prozessgeschwindigkeit • Positionsgenauigkeit der Dichtung
• Abstand zwischen den Fasern des • Gleichmäßiger Dichtring
Schablonenträgers
• DosiermengeSie können auch lesen