E-PAPER - ADDITIVE FERTIGUNG SONDERTEIL
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

www.it-production.com
E-PAPER
SONDERTEILE, BRANCHENSPECIALS, THEMENSCHWERPUNKTE
Bild: © science photo/Fotolia.com
SONDERTEIL
ADDITIVE FERTIGUNG
Hardware - Software - Pulver
ADDITIVE FERTIGUNG | MASS CUSTOMIZATION
Bild: formlabs GmbH
Unikate in Serie fertigen bei Gillette
Rasierer personalisiert gedruckt
Mit 3D-Druck können Hersteller ihren Kunden die Möglichkeit bieten, Produkte zu
individualisieren – zuvor war dies mit gängigen Produktionsverfahren meist mit viel
zu hohem Aufwand verbunden. Der Rasiererhersteller Gillette nutzt additive Ferti-
gungstechnologie beispielsweise, um seinen Kunden neue Designs für ein individuel-
les Produkt zur Verfügung zu stellen.
it personalisierten Erlebnissen sorgen. Der Rasiererhersteller Gillette ist auf ten, um dieses Konzept zur Personalisierung
M sorgen Marken für eine emotio-
nale Bindung mit ihren Kunden.
Eine solche Personalisierung ist auf digita-
diesem Gebiet mit der Einführung seines
Razor Maker-Konzepts ein Pionier. Diese
Plattform ist eines der ersten Beispiele für
auf den Markt zu bringen“, sagt Donato
Diez, Global Brand Manager bei Gillette.
len Plattformen bereits allgegenwärtig: 3D-gedruckte fertige Teile, die direkt an Freier im Design
Kunden sind mittlerweile Erlebnisse ge- den Kunden geliefert werden können.
wöhnt, die sie direkt ansprechen und ihren Das Konzept erweitert die Designfreiheit
Geschmack und ihre Vorlieben widerspie- 3D-gedruckte Rasierergriffe von den Entwürfen des Designers bis hin
geln. Physische Produkte, die den Ein- zum Endprodukt und bietet einen Einblick
schränkungen herkömmlicher Fertigungs- Gestützt auf Formlabs Form-2-3D-Drucker in die Zukunft der kundenindividuellen
verfahren unterliegen, konnten dabei kaum haben dort Verbraucher die Möglichkeit, Massenproduktion. „Durch die Kombination
mithalten. Neue Technologien sorgen dies- personalisierte 3D-gedruckte Rasierergriffe unserer Rasierertechnologie mit der Leis-
bezüglich jedoch für eine Wende und er- zu gestalten und zu bestellen. Dabei stehen tung und der Flexibilität von 3D-Druck er-
möglichen die Reduzierung der Kosten, die ihnen derzeit 48 verschiedene Designs, öffnet sich eine ganze neue Welt an De-
seit jeher bei der Fertigung von großen mehrere Farben und die Möglichkeit, indivi- signmöglichkeiten“, sagt Rob Johnson, De-
Mengen individueller Teile anfallen. Heute duellen Text hinzuzufügen, zur Verfügung. sign-Engineer und Mitgründer von Razor
gibt es die Möglichkeit, die Wirkung perso- „Die 3D-Drucker sorgen dafür, dass die Ver- Maker. Bei 3D-Druck sind Komplexität und
nalisierter digitaler Erlebnisse auf physische braucher beim Design ihrer Rasierer mitre- Vielfalt quasi kostenlos: Ein 3D-Drucker be-
Produkte zu übertragen und so letztendlich den können. Wir freuen uns, mit unseren nötigt nicht mehr Zeit, Energie oder Mate-
für engere Beziehungen zu den Kunden zu Nachbarn hier in Boston zusammenzuarbei- rial, um eine komplexe Form anstelle einer
IT&Production 12/2018
MASS CUSTOMIZATION | ADDITIVE FERTIGUNG
Bilder: Formlabs GmbH
Durch den Einsatz des Form-2-3D-Druckers von Formlabs können Verbraucher
personalisierte 3D-gedruckte Rasierergriffe gestalten und bestellen.
einfachen herzustellen. Da keine Werk- Digitale Prozessschritte lung unterschiedlicher komplexer De-
zeuge erforderlich sind, fallen beim Dru- signs entstehen. Außerdem sind zum
cken verschiedener Designs keine zusätzli- Der hohe Grad an Personalisierung ver- Skalieren der individuellen Fertigung oft
chen Produktionskosten an. langte vom Team ein vollständiges Um- nur zusätzliche Drucker erforderlich. Gil-
denken bei ihrer Herangehensweise an lette experimentiert ebenfalls mit auto-
Natur und Architektur die Fertigung. Die ersten Schritte im Pro- matisierten 3D-Druck-Fertigungsprozes-
zess sind vollständig digital: Ein Verbrau- sen und arbeitet dabei mit Formlabs als
Die Designer haben sich von Geometrien cher gestaltet einen personalisierten Griff einer der ersten Erprober von Form Cell
aus Natur, Architektur und Technik inspirie- auf der Website. Das so erzeugte Design zusammen, einem Technologieprojekt,
ren lassen, um komplexe Formen zu ent- wird anschließend in eine 3D-Datei umge- das die Zukunft des 3D-Drucks in Ferti-
werfen, die mit herkömmlichen Fertigungs- wandelt. Mehrere Designdateien werden gungsumgebungen erforscht. „Mit dem
methoden nicht bzw. nur schwer umge- dann an einen 3D-Drucker gesendet, Razor Maker-Konzept können wir ein
setzt werden können. „So können wir die damit diese gleichzeitig in einem Durch- neues Design entwickeln, es drucken und
Form in einer Weise berücksichtigen, wie gang gedruckt werden. Jeder Griff wird testen, und am nächsten Tag ist dieses
es früher nie möglich war“, erzählt Rory anschließend gewaschen, nachgehärtet, Design bereits als neuer Rasierergriff auf
McGarry, Industrial Design Lead bei Razor beschichtet und montiert, bevor er direkt unserer Website verfügbar“, erklärt John-
Maker. „Traditionell konnten wir nur einen zum Kunden geliefert wird. son. „Das war noch nie zuvor möglich.“
oder zwei Rasierer pro Jahr designen. Jetzt
können wir die Idee direkt in 3D umsetzen, Einsatz im Prototypenbau Technik alleine reicht nicht
das Teil drucken, untersuchen, anpassen –
und fertig.“ Da die Designeinschränkungen In der Vergangenheit hatte Gillette den Neue Technologien reichen allein nicht aus,
weggefallen sind, haben Verbraucher letzt- 3D-Druck nur beim Prototypenbau ein- um die Fertigung umzuwandeln. Unterneh-
lich mehr Auswahlmöglichkeiten. Auf gesetzt. Doch die Fortschritte bei Mate- men wie Gillette erforschen mit 3D-Druck
einem Markt, der mit Massenprodukten ge- rialien und Hardware haben die Techno- ganz neue Geschäftsmodelle, die die Ar-
sättigt ist, ist es das Ziel des Projekts, Kun- logie zu einer Option zur Herstellung von beitsweise vom Design bis zur Fertigung
den die Möglichkeit zu bieten, ihren ganz Endprodukten gemacht. Individualisie- revolutionieren und die gesamte Produkt-
eigenen Rasierer zu gestalten. „Wir wissen, rung ist einer der grundlegenden Vor- lebensdauer beeinflussen. ■
dass heute Marken gefragt sind, die Kun- teile des 3D-Drucks. Dank der Technolo-
den innovative Möglichkeiten bieten, mit gie sind keine Werkzeuge und keine Vor- Die Autorin Anna Hantelmann ist Marketing
denen sie ihre Persönlichkeit zum Ausdruck abinvestitionen in Formen erforderlich. Managerin DACH bei Formlabs GmbH.
bringen können“, so Evan Smith, Global So fallen exponentiell hohe Kosten weg,
Product Manager bei Razor Maker. die herkömmlicherweise bei der Herstel- www.formlabs.com
IT&Production 12/2018
ADDITIVE FERTIGUNG | ERSATZTEILLOGISTIK
3D-Druck in der Lieferkette
Ein Netzwerk für Ersatzteile
Bild: FIR e. V. an der RWTH Aachen
Die uns bekannten Wertschöpfungsstrukturen in der Ersatzteillogistik stehen vor dem
Hintergrund der zunehmenden Relevanz von additiven Fertigungsverfahren vor einer
tiefgreifenden Veränderung. Das Forschungsprojekt 3Dsupply, an dem unter anderem
das FIR der RWTH Aachen beteiligt ist, widmet sich genau dieser Thematik.
ie Veränderung der logistischen steller und Kunde könnte künftig durch Qualität zuständig. Logistische Netzwerk-
D Wertschöpfungsstrukturen ist
laut einer Studie der Unterneh-
mensberatung Roland Berger vor allem
die digitale Übertragung von Produkti-
onsdaten über das Internet überflüssig
werden. In diesem Szenario könnte die
szenarien beziehen sich meist auf die Lie-
ferkette. Die additive Wertschöpfungs-
kette ist jedoch mehrstufig und verläuft
durch die Digitalisierung beeinflusst. So Produktion mithilfe additiver Fertigungs- von den Werkstoff- und Maschinenher-
nehmen Buchungsplattformen eine neue verfahren in unmittelbarer Nähe des stellern über die Dienstleister zu den Nut-
Vermittlerposition zwischen Auftragge- Endkunden stattfinden. Durch den Weg- zern von additiven Ersatzteilen: Die Werk-
ber und Logistikdienstleister (LDL) ein. fall von Versandwegen, würden dem Lo- stoffhersteller produzieren das Ausgangs-
Auf lange Sicht wird jedoch insbeson- gistikdienstleister Wertschöpfungsan- material für die additive Fertigung, die
dere der Einfluss der additiven Fertigung teile entzogen werden. Dementspre- Komponentenhersteller liefern Bauteile
auf die Reorganisation bestehender Lo- chend ist es notwendig, im Zuge der ad- und Baugruppen, zudem sind Messtech-
gistikprozesse zunehmen. Additiv gefer- ditiven Ersatzteillogistik mögliche Ser- nikhersteller Teil der Wertschöpfungs-
tigte Objekte entstehen unmittelbar aus vice- bzw. logistische Netzwerkszenarien kette. In der zweiten Ebene befinden sich
einem 3D-CAD (Computer Aided De- für LDL zu identifizieren, um deren zu- neben den Maschinenherstellern die An-
sign)-Datensatz und werden gemäß dem künftige Marktposition zu stärken. bieter von Software zur Datenaufberei-
Schichtbauprinzip Schicht für Schicht tung. Als Schnittstelle zwischen der Ferti-
aufgebaut. Anders als bei subtraktiven Mehrstufige gung und Endverbraucher übertragen On-
Fertigungsverfahren werden bei der ad- Wertschöpfungskette line-Shop-Betreiber Geschäftsmodelle aus
ditiven Fertigung keine Werkzeuge be- dem E-Commerce auf die additive Ferti-
nötigt, was insbesondere in der Ersatz- Die Ersatzteillogistik ist für die rechtzeitige gung. Produzenten bieten Auftragsferti-
teilfertigung von Vorteil sein kann. Der Bereitstellung von Ersatzteilen am richti- gung mit additiven Verfahren an. Am Ende
physische Warentransport zwischen Her- gen Ort sowie in richtiger Menge und des Wertschöpfungsnetzwerks steht der
IT&Production 12/2018
ERSATZTEILLOGISTIK | ADDITIVE FERTIGUNG
Technologieanwender. Aufgrund der stei- Unterschiedliche Szenarien dem OEM noch nicht vorliegt und er
genden Anzahl an Fertigungsdienstleistern diese gemeinsam mit dem LDL entwi-
sind Akteure mit vermittelnder Funktion Ausgehend von dieser Vermittlerposition ckelt. Bei der Szenarienanalyse handelt
zwischen Endkunde und Fertigungsdienst- können vier verschiedene Service- bzw. es sich um eine Übersicht, bei welcher
leister getreten. Aus diesem Grund liegt logistische Netzwerkszenarien für den die Rollen und Aufgabenbereiche des
der Fokus der nun folgenden Netzwerk- LDL betrachtet werden, die in der Abbil- LDLs im Weiteren noch stärker detailliert
szenarien auf Technologieanwendern, dung dargestellt werden. Im ersten Sze- und differenziert werden können.
Vermittlern und Produzenten. nario nimmt der LDL die Rolle des digita-
len Distributors ein und ist somit das Bin- Weiterer Forschungsbedarf
Vermittlerposition einnehmen deglied zwischen OEM (Original-Equip-
ment-Manufacturer) und 3D-Druck- Weiterer Forschungsbedarf besteht
Für LDL erscheint diese Position besonders Dienstleister. Er verfügt über ein großes dabei vor allem in den Bereichen Tech-
relevant und attraktiv, da nach Barkawi et Netzwerk an potenziellen Dienstleistern nologie, Eigentumsrechte und Ge-
al. (2006) die Gewinnmargen wesentlich und wählt einen für den OEM passenden schäftsmodelle. Im Technologiebereich
höher sind, als im traditionellen Transport- Dienstleister aus. Der OEM verfügt bereits wäre es notwendig, dass die Prozesszei-
und Lagergeschäft. Grund dafür ist, dass über die CAD-3D-Druckdatei und nach ten der additiven Fertigung sinken,
After-Sales-Angebote sogenannte Value- Auswahl eines geeigneten Dienstleisters damit On-Demand-Fertigung realisiert
added Services beinhalten, was bedeutet, versendet der LDL diese Datei. In einem werden kann. Bezüglich der Eigentums-
dass die LDL zusätzliche wertschöpfende zweiten Szenario fungiert der LDL selbst rechte ist zu klären, wer die Intellectual-
Funktionen wie Bevorratungsplanung und als 3D-Druck-Dienstleister, er ist somit für Property-Rechte, also die Rechte am
Verbrauchsplanung übernehmen. Gleichzei- die Auftragsfertigung des Ersatzteils zu- geistigen Eigentum beim Austausch von
tig ergeben sich durch die Vermittlerposi- ständig und steht auch in Konkurrenzsi- CAD-Daten besitzt. Zudem fehlt es ab-
tion auch Vorteile für die Ersatzteilnachfra- tuation mit den restlichen 3D-Druck- gesehen von aufgezeigten Service-/Lo-
ger. Beispielsweise können diese ihre Res- Dienstleistern. Das dritte Szenario bildet gistikszenarien an Geschäftsmodellen,
sourcen auf ihr Kerngeschäft konzentrieren, eine Kombination aus den ersten beiden: die aufzeigen, wie für den LDL tatsäch-
da der LDL als Anbieter einer vollständigen Der LDL fungiert als Vermittler und bie- lich ein Wert geschaffen wird. ■
Supply-Chain-Lösung auftritt und Kapazitä- tet dem OEM zudem sowohl potenzielle
ten, Ressourcen und Technologien koordi- Produzenten als auch seine eigenen Die Autoren: Daniel Pause, M.Sc. und
niert. Dadurch ergibt sich außerdem eine Dienste als 3D-Druck-Dienstleister an. Im Svenja Marek, M.Sc. sind Projektmanager/
erhöhte Flexibilität hinsichtlich der Kapazi- letzten Szenario ist der LDL Berater in wissenschaftlicher Mitarbeiter im Bereich
tät und geografischen Abdeckung sowie allen Bereichen von der Entwicklung bis Produktionsmanagement bei FIR e.V.
eine Kostenreduktion für die Ersatzteil- zur Produktion und Auslieferung der Er- an der RWTH Aachen.
nachfrager durch branchenübergreifende satzteile. In diesem Szenario wird weiter-
Synergie- und Skaleneffekte. hin angenommen, dass die CAD-Datei www.fir.rwth-aachen.de
- Anzeige -
In 1Minute online konfiguriert ... in 1 bis 3 Tagen geliefert ...
... mit 40% mehr Lebensdauer*
Kein aufwändiges Konstruieren von Zahnrädern mehr: Individuelles hoch-
abriebfestes Zahnrad in 60 Sekunden online konfigurieren und sofort be- .de/3DZahnrad
stellen. Keine Werkzeugkosten durch 3D-Druck, effizient ab Stückzahl 1. igus GmbH Tel. 02203-9649-975 info@igus.de
®
* im Vergleich zu POM-Zahnrädern. Schneckenrad-Tests mit 5 Nm Drehmoment und 12 U/min im 2.750 qm igus Testlabor.
®
plastics for longer life ®
Besuchen Sie uns: Intec, Leipzig – Halle 2 Stand C06 | LogiMAT – Halle 3 Stand D21
IT&Production 12/2018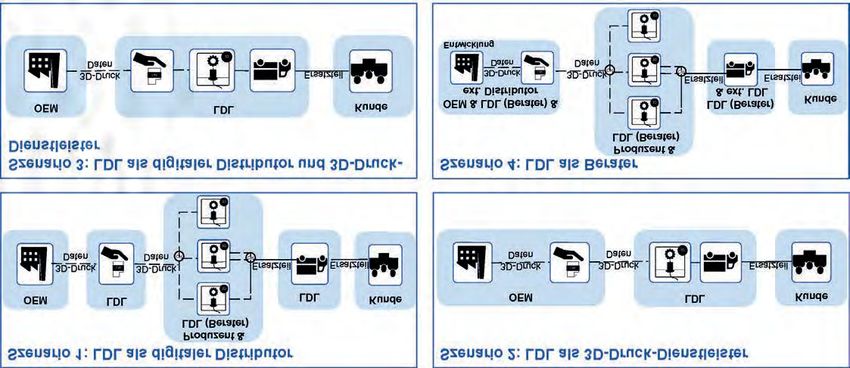
ADDITIVE FERTIGUNG | MARKETPLACE
Bild: Phoenix Contact Deutschland GmbH
Simulationsbasierte Optimierung: Das Protiq-Team bietet ebenfalls die Möglichkeit, magnetfeldoptimierte Induktoren zu entwickeln
Marketplace für additiv gefertigte Teile
Zahnräder und Induktoren
im Netz konfigurieren
Zusammen mit dem Softwareunternehmen Trinckle hat Protiq einen webbasierten Kon-
figurator für seinen Marketplace entwickelt. Mit dem Online-Tool lassen sich individu-
elle Kupferinduktoren und Zahnräder adaptieren und online bestellen. Durch den
Ansatz der generativen Fertigung sind Bauteile möglich, die sich mit herkömmlichen
Verfahren nicht produzieren lassen – bei einem Liefertermin von nur wenigen Tagen.
n Zeiten von Industrie 4.0 sind immer gen können. Im industriellen Umfeld gibt Komplexe Geometrie
I kürzere Produktlebenszyklen, höhere
Spezialisierungsgrade und eine größere
Individualität gefragt. Vor diesem Hinter-
es zahlreiche Produkte, bei denen oftmals
besondere Anforderungen an die Geome-
trie vorliegen, die zugleich aber nur in ge-
In der metallverarbeitenden Industrie ist
die induktive Erwärmung ein beliebtes
grund sollte die digitale Fabrik Kleinserien ringer Stückzahl benötigt werden. Dazu Heizverfahren, denn es ist prozesssicher,
und Einzelstücke flexibel und schnell ferti- zählen Kupferinduktoren und Zahnräder. energieeffizient und lässt sich präzise
IT&Production 12/2018
MARKETPLACE | ADDITIVE FERTIGUNG
steuern. Zur Erwärmung wird eine Induk-
tionsspule mit einem Wechselstrom be-
aufschlagt, sodass sich ein Magnetfeld
bildet. Bringt der Anwender nun ein leit-
fähiges Bauteil in das Magnetfeld ein,
wird ein elektrischer Strom erzeugt und
das Bauteil erhitzt sich auf eine defi-
nierte Zieltemperatur. Voraussetzung für
eine schnelle und homogene Erwärmung
ist die Form des verwendeten Induktors.
Je besser die Induktionsspule an das
Werkstück angepasst wird, desto effek-
tiver und einheitlicher gestaltet sich die
Erwärmung. Deshalb müssen die in den
verschiedenen Anwendungsbereichen
genutzten Induktionsspulen speziell kon-
struiert und hergestellt werden. Auf-
grund des händischen Biegens und Lö-
tens können bei einer konventionellen
Produktion von der Auftragserteilung bis Bild: Phoenix Contact Deutschland GmbH
zur Fertigstellung durchaus Wochen oder
sogar Monate vergehen. Induktionsspulen aus dem 3D-Drucker: Online konfigurierte Induktionsspulen aus
elektrisch hochleitfähigem Kupfer bieten zahlreiche Vorteile
Additive Technik punktet
Die additive Fertigung bietet sich hier in sich die additive Fertigung insbesondere tionelles Biegen oder Löten möglich ge-
mehrfacher Hinsicht als erfolgverspre- zur Umsetzung komplexer Geometrien. wesen wäre. Außerdem zeichnen sich
chende Alternative an. Da die digitale Im Fall der Induktoren bedeutet das, additiv gefertigte Induktoren dadurch
Produktionstechnologie ohne Werk- dass sich die Geometrien mit ihren Spu- aus, dass sie keine Sollbruchstellen in
zeuge und Formen auskommt, lassen lenwindungen und inneren Kanälen viel der Geometrie aufweisen, woraus sich
sich individuelle Geometrien kosten- präziser auf das jeweilige Werkstück eine höhere Standzeit ergibt. Als we-
günstig herstellen. Darüber hinaus eignet adaptieren lassen, als dies durch konven- sentliche Bedingung für die Herstellung
von Induktoren mittels additiver Ferti-
gung müssen allerdings hochleitfähige
Bild: Phoenix Contact Deutschland GmbH
Materialien verarbeitet werden. Mit der
aktuell verfügbaren Anlagentechnik ließ
sich Kupfer bislang jedoch nicht nutzen,
da die eingesetzte Laserstrahlung na-
hezu komplett reflektiert wird. In einem
recht neuen Prozess gelingt es der Pro-
tiq seit 2013, hochleitfähiges Kupfer den-
noch zu verarbeiten.
Kosten pro Stück fast linear
Ein anderer vielversprechender Anwen-
dungsbereich für die additive Fertigung
liegt in der Produktion von Zahnrädern.
Diese lassen sich generativ ebenfalls in
geringen Stückzahlen herstellen, wobei
die anfallenden Stückkosten weitgehen
von den Stückzahlen entkoppelt sind.
Sondergeometrien können ohne die Er-
stellung von Werkzeugen produziert wer-
den. Ein Anforderungsumfeld resultiert
weiterhin aus dem Ersatzteilmanagement,
Bedarfsgerecht konfigurierte Bauteile: Mit mehr als 20 Parametern je Konfigurator können die Anforder-
ungen des Kunden optimal abgedeckt werden sofern keine CAD-Daten für die einzelnen
IT&Production 12/2018
ADDITIVE FERTIGUNG | MARKETPLACE
Bild: Phoenix Contact Deutschland GmbH
Zahnradkonfiguration leicht gemacht: Ein vollständig digitalisierter Automatismus von manuellen
Designabläufen ermöglicht die Erstellung eines baubaren Modells für die sofortige Produktion
Zahnräder vorliegen. Im Oldtimer-Seg- führt das oft zu vielen manuellen sowie um Baubarkeit und Funktionalität sicher-
ment stößt etwa das Reverse Engineering wiederkehrenden Konstruktionsaufga- zustellen. Zudem aktualisiert die Soft-
an seine Grenzen, da das gewünschte De- ben. Dieser Design-Workflow wirkt häu- ware nach jeder Aktualisierung den er-
sign nicht vollständig reproduziert wer- fig als Engpass für Anwendungsfälle der mittelten Preis. Ist er akzeptabel, kann
den kann. Hier besteht die Möglichkeit, additiven Fertigung. Es gibt mittlerweile der Auftrag online erteilt werden.
das Zahnrad auf der Grundlage einer jedoch einige CAD-Softwarelösungen,
technischen Zeichnung nachzukonstruie- mit denen sich solche regelbasierten De- Bedienung der Oberfläche
ren. Ein solcher Prozess erfordert aller- signaufgaben automatisieren lassen. Auf
dings einen erheblichen Zeitaufwand dem webbasierten Protiq-Marketplace In einem weitreichend unterstützten Ab-
sowie tiefergehende CAD-Kenntnisse. können die Kunden beispielsweise ihre lauf entstehen im Konfigurator Designs,
spezifischen Induktoren und Zahnräder die bereits auf die additive Fertigung op-
Baubarkeit und Funktionalität direkt online konfigurieren. Das Tool ba- timiert wurden. Dabei sollte die Bedie-
siert auf der Software Paramate des Ber- nung des Tools möglichst einfach blei-
Um individuelle Bauteile bedarfsgerecht liner Softwareunternehmens Trinckle. ben: Der Anbieter veranschlagt die Dauer
drucken zu können, gilt es eine Hürde zu Dort können Anwender die benötigte von fünf Minuten für die webbasierte
überwinden: den Entwurfsprozess der Basisgeometrie auswählen und Parame- Konfiguration, Konstruktionskenntnisse
Geometrien. Sollen diese Konstruktions- ter festlegen. Algorithmen kontrollieren sollen ebenfalls nicht erforderlich sein.
varianten in einem konventionellen CAD- dabei die Interdependenzen von mehr Auch die Lieferzeiten sprechen für diesen
Konstruktionsprozess generiert werden, als zwanzig verschiedenen Parametern, Ansatz, da die Modelle bereits nach we-
nigen Tagen beim Anwender ankommen.
Marktplatz weiterentwickeln
Für Protiq und Trinckle bilden die beiden
beschriebenen Projekte erst die Grund-
lage der Zusammenarbeit. Aktuell wird
an weiteren ‘Tiny Tools’ für die Online-
Plattform gearbeitet, die zur Formnext
vorgestellt werden. ■
Bild: Trinckle 3D / Steve Bergmann
Die Autoren: Stefan de Groot ist Projektleiter
Additive Fertigung und Johannes Lohn ist Leiter
Entwicklung & Engineering
der Protiq GmbH in Blomberg.
Der Online-Konfigurator auf dem Protiq-Marketplace ist auf Bedienbarkeit und Kosteneffizienz ausgelegt www.protiq.com
IT&Production 12/2018
roduction NEWSLETTER
Das E-Mail-Magazin für erfolgreiche Produktion
Abonnieren Sie jetzt den kostenlosen
Newsletter zum Fachmagazin!
www.it-production.com/newsletter-abonnieren oder per QR-Code
© Syda Productions - fotolia.com
Folgen Sie uns auf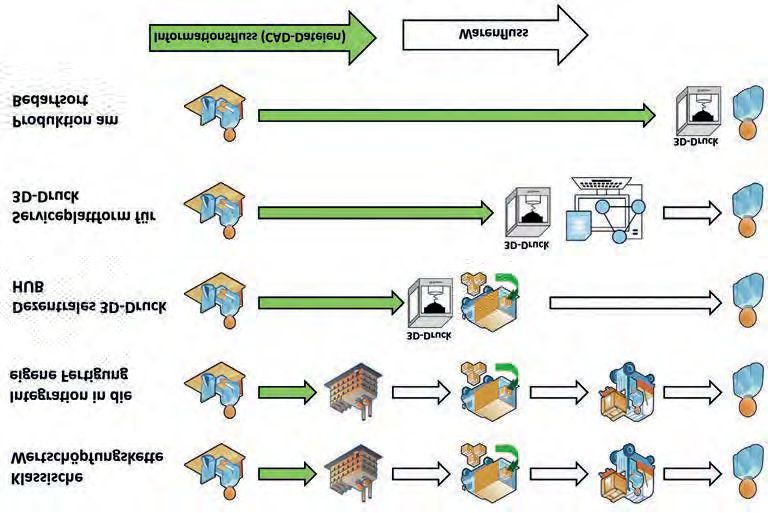
ADDITIVE FERTIGUNG | LIEFERKETTEN
3D-Druck implementieren
Die Frage nach dem
Was und nach dem Wo
Bei der Integration von
Prozessen der additiven
Fertigung in die eigenen
Unternehmensabläufe gilt
es einiges zu beachten. So
muss alleine schon die
Frage gestellt werden, ob
die Teile inhouse oder
beim Dienstleister ge-
druckt werden. Am Auf-
bau von entsprechen-
dem Knowhow kommen
die Produzenten aber in
Bild: Fraunhofer IML
keinem Fall vorbei.
nter Supply Chain wird in erster der Produktionsabläufe durch vernetzte liefern. Mittels der Symbiose von additiver
U Linie ein Netzwerk von Unterneh-
men verschiedener Wertschöp-
fungsstufen verstanden. Es beginnt bei der
Anlagen und Automatisierungslösungen.
Maschinen und Anlagen werden miteinan-
der vernetzt und können so autonom den
Fertigungstechnologie sowie Informations-
und Kommunikationstechnologien können
beispielsweise dringend notwendige Ersatz-
Gewinnung von Rohstoffen und beinhaltet Waren- und Informationsfluss in Echtzeit teile direkt am Bedarfsort gefertigt werden.
die Herstellung bzw. Produktions- und regeln. Eine Schlüsseltechnologie dabei ist Der Fokus dabei wird heute immer mehr auf
Leistungserstellungsprozesse, Distributi- die additive Fertigung. Sie bringt neue hybride Werkzeugmaschinen gelegt, wel-
ons- und Vermarktungsprozesse sowie Möglichkeiten für eine indiviuelle Produk- che die subtraktive und additive Bearbei-
Transport- und Lagerprozesse. Dabei be- tion. Durch die Verknüpfung und Integra- tung in einer Maschine verbinden. Durch die
zieht sich der Begriff Netzwerk auch auf tion des Internets in den Prozess der addi- Kombination von geringem Materialver-
unternehmensübergreifende Prozesse, tiven Fertigung können völlig neue Wert- brauch und dem Bearbeiten von komplexen
welche die Lieferantenkette mit einbinden schöpfungsmodelle entstehen. Teilen sowie dem exakten Bohren, Fräsen
und bei denen die Wertschöpfungsstufen und Drehen auf nur einer Maschine sind
eng miteinander verbunden sind. Automa- Ergänzung keine Maschinenwechsel mehr nötig und
tisierte Supply Chains stellen oftmals ver- bestehender Verfahren die Bearbeitung kann beliebig nacheinander
netzte Produktionssystemumgebungen erfolgen bzw. gemixt werden.
dar, die mithilfe von Mensch-Maschinen- 3D-Druck kommt derzeit häufig als Ergän-
Schnittstellen die Kommunikation zwi- zung bestehender Fertigungsverfahren zum Genaue Planung
schen den Maschinen und Produktionsan- Einsatz. Die Integration des Verfahrens kann
lagen sicherstellen. Kerninnovationen der in Zeiten individueller Kundenwünsche Additiv gefertigte Teile müssen zum Teil
Industrie 4.0 ist die intelligente Steuerung einen entscheidenden Wettbewerbsvorteil nachhärten, gereinigt oder lackiert und um
IT&Production 12/2018LIEFERKETTEN | ADDITIVE FERTIGUNG
Stützstrukturen, Passungen, Ge-
winde und Bohrungen ergänzt
werden. Diese Nachbearbeitung
ist in hybriden Werkzeugma-
schinen integriert und sorgt so
für eine vollautomatische Pro-
zessabwicklung. Die Implemen-
tierung dieser Technologie be-
darf jedoch einer genauen Pla-
nung und bindet die Prozesse
und Mitarbeiter mit ein. Integra-
tionsprobleme treten häufig
schon zu Beginn auf, da Unter-
nehmen in unpassende 3D-Dru-
cker investieren, das nötige
Knowhow fehlt und keine Pläne
für weitere Implementierungs-
prozesse haben. Parameter müs-
sen korrekt eingestellt sein und Mitarbei-
ter müssen bereits auf Shop-Floor-Ebene Bild: www.scheer-innovation-review.de
sensibilisiert und mit der neuen Technik
Unternehmen sollten sich der Frage stellen, an welcher Stelle 3D-Druck zum Einsatz kommen soll.
vertraut gemacht werden. Nachgelagerte
Prozesse müssen ebenfalls beachtet und
aufeinander abgestimmt werden. der Mitarbeiter notwendig. Denn um ren. Die Kompetenzgruppe Additive Ferti-
einen Druckvorgang mit einer ausrei- gung des Fraunhofer IML und der TU Dort-
Geringere Komplexität chenden Prozesssicherheit zu gewähr- mund erforscht u.a. diesen Punkt und bietet
leisten, ist die Einstellung von richtigen Lösungen für eine erfolgreiche Implementie-
Vorteile durch additive Fertigung werden Parameter unter Berücksichtigung vieler rungsphase von additiven Fertigungsstruktu-
vor allem in der Komplexitätsreduktion und verschiedener Faktoren notwendig. An- ren in bestehende Unternehmensprozesse.
Funktionsintegration von Bauteilen sicht- schließend stellt sich die Frage, an wel- Sie entwickelt Methoden hinsichtlich zu-
bar: Unterschiedlichste Komponenten aus cher Stelle des Produktentstehungspro- kunftsträchtiger Integrationsszenarien, damit
bislang verschiedenen einzelnen Ferti- zesses die Technologie zum Einsatz kom- ein wirtschaftlich sinnvoller Einsatz von ad-
gungsprozessen können in einem Prozess- men soll. Bei der Fremdproduktion wird ditiver Fertigung erreicht wird. 3D-Drucker
schritt gefertigt werden. Lagerkosten und ein Dritter befähigt, die unternehmensei- werden in der Zukunft das gesamte Dienst-
Prozesskosten werden durch weniger Ar- genen Konstruktionen und Bauteile zu leistungsgeschäft von Auftragsfertigern
beitsschritte reduziert und Lieferzeiten ver- drucken, die nach der Fertigung so in grundlegend verändern. Dezentrale 3D-Druck
kürzt. Der Wegfall von Rüstzeiten sowie die den Ablaufprozess eingebunden werden Hubs können entstehen, welche eine Versor-
schnelle Anpassung der 3D-Druck-Daten müssen, dass der eigene Abwicklungs- gung mit additiven Bauteilen von mehreren
generieren Vorteile gegenüber konventio- prozess nicht unterbrochen wird. Dabei Partnern ermöglichen. Das ist vor allem für
nellen Fertigungsverfahren. Bauteile kön- stellt sich die Frage, wie der Transfer von die Ersatzteilversorgung direkt am Bedarfs-
nen individuell nach Kundenwunsch oder Knowhow und des geistigen Eigentums, ort eine interessante Alternative, auch ohne
Einsatzbereich modifiziert werden und beispielsweise bei einer Konstruktions- die Notwendigkeit für Unternehmen eigene
durch den 3D-Druck bedarfsgerecht und zeichnung, sicher und manipulationsfrei Kapazitäten und eigenes Knowhow im Be-
dezentralisiert ausgedruckt und müssen abgewickelt werden kann. Dafür gilt es, reich 3D-Druck aufzubauen. ■
nicht mehr im Lager vorgehalten werden. neue Techniken im Bereich des Daten-
schutzes zu entwickeln, um Diebstahl Die Autoren sind Christoph Besenfelder,
Im Haus oder außer Haus? und Datenpiraterie zu verhindern. Bei Forschungskoordinator im Institutsbereich
neuen Zuliefererpartnern müssen dafür Unternehmenslogistik am Fraunhofer-Institut für
Bei der Integration von additiven Ferti- initiale Bedingungen und Zertifizierun- Materialfluss und Logistik (IML),
gungstechnologien in die Wertschöp- gen festgelegt werden, damit diese Stephanie Niehues, wissenschaftliche Mitarbeiterin,
fungskette eines Unternehmens gilt es überhaupt als Zulieferer agieren können. und Henriette Pracht, studentische Hilfskraft am
sich der Frage zu widmen, ob das Unter- Lehrstuhl für Unternehmenslogistik der
nehmen selbst 3D-Druck-Kapazitäten Partner verlieren an Bedeutung Technischen Universität Dortmund.
aufbauen möchte, oder ob dies über
einen Dienstleister geschehen soll. In Auf der anderen Seite werden Partner
beiden Fällen sind eigene 3D-Druck- durch den Einsatz von additiver Fertigung www.iml.fraunhofer.de
Kompetenzen und Knowhow auf Seiten gar wegfallen bzw. an Wichtigkeit verlie- www.lfo.tu-dortmund.de
IT&Production 12/2018086_ITP_April_2018.pdf 26.03.2018 16:19 Seite 86
ADDITIVE FERTIGUNG | LuftfAHrt
Bis zu 63 Tonnen Kerosin sparen – pro Jahr
Halle 6
Stand H28 Produktdesign ex Machina
Halle 3
Stand 3318
Bild: Autodesk GmbH
Das große Gewicht der Maschinen treibt die Treibstoffkosten für Flugzeuge in die Höhe.
Gewichtsreduktion scheint, bei all der Technik an Bord, nur schwer möglich. Im Pier 9 Tech-
nology Center von Autodesk in San Francisco haben sich Wissenschaftler mit dem Problem
befasst. Das Ergebnis ist ein aus Magnesium gefertigter Sitzrahmen für Verkehrsflugzeuge.
Ein Airbus A380, der mit diesen Rahmen ausgestattet ist, sollte aufgrund der Gewichtsein-
sparung 63 Tonnen Kerosin pro Jahr weniger verbrennen.
D
er Sitzrahmen ist mit seinen 766 Kohlenstoffdioxid aus. Beim zweistöcki- ger wiegen. Das speziell für additive ferti-
Gramm insgesamt 906 Gramm gen A380 fallen sogar 190 tonnen weg. gungsmethoden entwickelte Designpro-
und somit 56 Prozent leichter als gramm Autodesk Netfabb optimierte auf
derzeit im flugzeugbau standardmäßig Algorithmus optimiert Design Grundlage der durch das team vorgegebe-
eingesetzten Varianten. Bei einem Airbus nen Bedingungen die Gitter- und Oberflä-
A321 bedeutet dies eine Gewichtsreduk- für die Neuentwicklung setzten Andreas chenstruktur des rahmens eigenständig.
tion von 214 Kilogramm, beim Airbus Bastian, Principal research Scientist bei Au- Das resultat war eine verwindungssteife
A380 sogar 557 Kilogramm. Ein A321 ver- todesk, und sein team auf ein recht neues Struktur. Diese brachte wiederum neue He-
braucht dadurch fast 10 tonnen weniger Konzept: das generative Design. Ein Soft- rausforderungen mit sich. Der computerge-
Kerosin pro Jahr, ein A380 kommt auf ware-Algorithmus entwickelte dabei auf nerierte Entwurf hätte sich nämlich nur sehr
eine Ersparnis von 63 tonnen. Auch der Grundlage genauer Vorgaben der forscher schwer und damit kostenintensiv mit klassi-
Ausstoß von treibhausgasen verringert selbstständig den Entwurf. So sollte der schen fertigungsmethoden wie dem Me-
sich durch den Einbau der neuen Sitze: Sitzrahmen mindestens die gleiche Stabilität tallguss reproduzieren lassen. Auch die Git-
Die kleine Maschine stößt dank der Ge- aufweisen wie die derzeit am Markt verfüg- terstruktur des Sitzrahmens im rein additi-
wichtsersparnis fast 29 tonnen weniger baren Produkte, gleichzeitig aber viel weni- ven Verfahren, also per 3D-Metalldruck, zu
IT&Production 4/2018087_ITP_April_2018.pdf 26.03.2018 16:19 Seite 87
LUFTFAHRT | ADDITIVE FERTIGUNG
noch weitgehend neue An-
sätze“, sagt Paul Leonhard
von Aristo Cast. Die Projekt-
verantwortlichen aus Michi-
gan hatten zudem eine wei-
tere Idee, um das Gewicht
des Sitzrahmens zu reduzie-
ren. Sie empfahlen ihn aus
Magnesium zu fertigen, an-
statt auf das im Flugzeug-
bau verbreitete Aluminium
zu setzen. Dies erhöhte
zwar den Fertigungsauf-
wand, bedeutete aber eine
zusätzliche Gewichtserspar-
nis von 35 Prozent gegen-
Die Positivform dient als Vorlage für Ke-
Bild:: Autodesk GmbH
über der ursprünglich ge-
ramikgussformen. Diese werden dann für
planten Ausführung in Alu-
die Herstellung der eigentlichen Sitze im
Metallgussverfahren verwendet. minium. Im klassischen De-
signprozess hätte diese Ent-
scheidung den Herstel-
lungsprozess deutlich ver-
kompliziert. Bastian und
sein Team ließen den Desig-
nentwurf daher mit Blick
auf das neue Fertigungsma-
terial in Nettfab prüfen. Die-
ser erneute Durchlauf
Bild: Autodesk GmbH
zeigte, dass die Verände-
rung des Materials keine
Einschränkungen mit sich
brachte. Im Gegenteil, er
fertigen war keine Option – bei der Verar- Denn die komplexe Struktur des Sitzes ließ bestätigte die gewünschten Eigenschaf-
beitung von Metallen im 3D-Druck gibt es sich im 3D-Druckverfahren wesentlich ein- ten des Entwurfs: vergleichbare Stabilität
immer noch starke Einschränkungen, was facher umsetzen, als beim klassischen Guss- bei wesentlich geringerem Gewicht. Eine
die Zahl der möglichen Materialen anbe- verfahren. Das wiederum erlaubte die Wahl Serienfertigung des Leichtbau-Sitzrah-
langt. Anders ist das beim Metallgussverfah- des bestmöglichen Materials. So wurden zu- mens aus Magnesium ist somit möglich.
ren. Dabei können hunderte verschiedene nächst die Positivformen der Sitzrahmen
Legierungen mit den unterschiedlichsten aus Plastik gedruckt – Plastik deshalb, weil Verfahren mit Potenzial
Materialeigenschaften verarbeitet werden. es günstiger sowie schneller und unkompli-
„Die additive Fertigung hat ein riesiges Po- zierter zu verarbeiten ist als Metall. Die Po- Die hybride Fertigung hat in Kombination
tential, die Zukunft der Produktion zu be- sitivform diente als Vorlage für Keramik- mit innovativen Entwicklungsverfahren wie
stimmen. Für Produktentwickler und Kon- gussformen, die dann für die Herstellung der dem generativen Design großes Potential,
strukteure ist sie aber immer noch ein ex- eigentlichen Sitze im Metallgussverfahren um die Zukunft der Produktion zu bestim-
trem neues Konzept. Das Metallgussverfah- verwendet wurden. Durch diese Methode men. Allerdings ist es wichtig, diesen Ansatz
ren wurde dagegen über Jahrtausende per- lassen sich große Stückzahlen einfach und schon in der Entwicklungsphase miteinzu-
fektioniert. Zahllose Experten, Ingenieure, günstig produzieren. beziehen, um seinen Nutzen zu maximieren.
Gießereien und Fabriken verfügen hier über Die notwendigen Werkzeuge dafür stehen
tiefgreifendes Fachwissen. Das ist unglaub- Magnesium statt Aluminium bereits zur Verfügung. Doch auch Experten-
lich wertvoll, gerade auch bei besonders wissen sollte in diesem Zusammenhang
aufwändig zu fertigenden Bauteilen wie un- Die tatsächliche Fertigung der Sitzrahmen nicht unterschätzt werden. ■
serem Sitzrahmen“, erklärt Bastian. übernahm die Gießerei Aristo Cast aus Mi-
chigan. „Wir waren gleich von der Idee
Verfahren kombinieren begeistert. Auch wir haben dabei viel über Der Autor Mikey Wakefield ist Fusion
generatives Design und additive Optimie- Evangelist bei der Autodesk GmbH.
Eine Kombination aus beiden Verfahren er- rungsmöglichkeiten im Fertigungsprozess
wies sich am Ende als die beste Lösung. gelernt. Beides sind für unsere Branche www.autodesk.de
IT&Production 4/2018140410_voxeljet AG_RPEW_ADM_ITP 27.03.2018 13:50 Seite 88
ADDITIVE FERTIGUNG | WERKSTOFFE
Beton aus dem Drucker
Nomalerweise befasst sich die IT&Pro-
duction nicht groß mit Unternehmenslo-
gos. Im Fall des Firmensteins von Voxeljet
Bild: Voxeljet AG
geht es nicht um die Markenbotschaft, son-
dern die Fertigungstechniken 3D-Druck
und Betonguss. Statt von einem Festkörper
Material abzutragen, wurden Formen ge-
druckt und später mit flüssigem Beton ge-
füllt – neue Formgebungstechniken und
Hightech-Beton als Inspiration für Produkt-
entwickler und Designer.
U
m den größstmöglichen Nutzen liegt im werkzeuglosen, kostenoptimierten komplexe Geometrien mit Hinterschnei-
aus additiven Fertigungsverfahren Fertigungsprozess. Der Firmenstein entstand dungen und gewollten Unebenheiten pro-
zu schöpfen, müssen sich Inge- in einem gemeinsamen Projekt mit der blemlos realisieren.“, sagt Tobias King, Di-
nieure kreativ mit traditionellen Methoden Dade Design AG, einem Spezialisten für Hig- rector Applications bei Voxeljet. Für den
und Werkstoffen auseinandersetzen. Denn hend-Betondesign und Formenbau. Druck wurde die fertige Datei auf ein 3D-
obwohl Unternehmen in zahlreichen An- Drucksystem des Herstellers geladen. Das
wendungen mit 3D-Druck bereits handfeste Von CAD-Datei zum Objekt 3D-Drucksystem fertigte die Schalung
Kosten- und Zeitvorteile erzielen, bieten dann über Nacht in einem Arbeitsgang im
diese jungen Verfahren noch viel Raum für Am Anfang stand das CAD-Design. Um an- VX4000, dem größten industriellen 3D-
Experimente. Als solches ist wohl der Fir- schließend die Vorteile des 3D-Drucks aus- Drucksystem mit einem zusammenhän-
menstein zu verstehen, den sich der 3D- zunutzen, entschied sich Voxeljet für eine genden Bauraum von 4x2x1 Meter (LxBxH).
Druck-Anbieter Voxeljet für seinen Haupt- Hybridschalung, eine Kombination aus ge- Das VX4000 trägt Sand in einer Schicht
sitz im bayrischen Friedberg hergestellt hat. druckten und herkömmlichen Schalungs- von 300 Mikrometern auf die Baufläche
elementen. Die 3D-gedruckten Elemente auf, bevor der Druckkopf die Schichten se-
Spielwiese für Designer beschränkten sich dabei auf den komple- lektiv mit einem Bindemittel verklebt. An-
xen Teil, die Front des Firmensteins. Einfa- schließend wurde das Rohteil gesäubert
Voxeljet ist auf den 3D-Druck von komple- chere Geometrien, wie die geraden Flä-
xen Formen und Kernen aus Sand für die chen, werden mit konventionellen Holz-
metallverarbeitende Industrie spezialisiert. schalungen abgebildet. Der komplexe Teil
Genauso wie Metall lässt sich auch Beton in des Firmensteins besteht im Wesentlichen
diese sandgedruckten Formen gießen. Mit aus der Gesteinsstruktur mit dem integrier-
dem Druck von Sandformen entstehen ten Logo, das aus der Hintergrund-
dabei, je nach Anwendung und Komplexität, struktur hervorragt. „Durch die
sowohl wiederverwendbare als auch verlo- Gestaltungsfreiheit des 3D-
G
rene Schalungen. Der Vorteil von 3D-Druck Drucks lassen sich selbst hoch- xeljet A
Bild: Vo
Links: Der Firmenstein nach
dem Entfernen der konven-
tionellen Schalung.
Rechts: Zuerst wurden die
Buchstaben abgegossen.
Damit sie besser in die ge-
druckte Form passen und
Bilder: Voxeljet AG
sich leichter aus dieser lösen
lassen, wurden sie mit
Trennmittel beschichtet.
IT&Production 4/2018089_ITP_April_2018.pdf 26.03.2018 16:39 Seite 89
Simulating Manufacturing
Simufact Additive:
Additive Fertigung von
Metallteilen simulieren
Bild: Voxeljet AG
Teil des Firmenlogos mit aufgetragenem Trennmittel
und mit einer PU-Dispersion bearbeitet, um Poren zu schließen und
gleichzeitig die Formenoberfläche zu versiegeln.
Das Gießen des Betonblocks
Dann verschickte Voxeljet die nachbehandelte Form zum Guss in die
Schweiz zu Dade Design. Damit sich die Sandform nach dem Guss
leichter vom Beton entfernen lässt, tragen die Schweizer ein Trenn-
mittel auf. Nach dem Aushärten des gedruckten Logos, wurde im
zweiten Schritt der Rest des Firmensteins gegossen. Dafür verwen-
dete das Unternehmen einen selbstverdichtenden Beton, UHPC oder
Ultra-High Performance Concrete genannt. Bereits nach rund 20
Stunden war der Beton komplett ausgehärtet, und die Schalung
konnte vorsichtig entfernt werden. Nach dem Entfernen der Scha-
lung war der Firmenstein so gut wie fertig. Für den letzten Schliff ver- Optimieren Sie Ihre
liehen Mitarbeiter von Dade Design dem Stein eine sogenannte Be-
tonkosmetik, wobei sie den Beton polierten, um eine gleichmäßige AM Prozesskette:
und glatte Oberfläche zu erhalten. Das Resultat der ersten Versuche
im Betonguss kann sich sehen lassen. Und die beiden Unternehmen • Verzüge im fertigen Bauteil bestimmen und reduzieren
konnten im Projekt erste Erfahrungen sammeln, wie sich 3D-Druck- • Restspannungen im Bauteil minimieren
Technologie und UHPC-Beton miteinander kombinieren lassen. Zeug-
• Baurichtung und Stützstrukturen optimieren
nis darüber legt der fertige Stein ab, der am Eingang des Voxeljet-
Verwaltungsgebäudes in Friedberg steht. ■
• Bauteil aufbereiten nach der Wärmebehandlung,
Entfernen von Basisplatte und Stützstrukturen,
Nach Material der Voxeljet AG. Hot Isostatic Pressing (HIP)
• Vorverformte Teilegeometrien neuberechnen
www.voxeljet.de • Einflüsse der Bodenplatte auf das Bauteil vorhersagen
PART OF
Bild: Voxeljet AG
19. RoundTable
Simulating Manufacturing
AM-Vorträge und Aussteller beim
Von weitem schlicht, doch komplex geformt: Das Logo ragt mit deutlichen Hin- 19. RoundTable - besuchen Sie uns!
terschneidungen aus einer Felsformation heraus. Mehr erfahren:
16.05.-17.05.2018 http://roundtable.simufact.de/
Marburg programm.html090_ITP_April_2018.pdf 26.03.2018 16:46 Seite 90
ADDITIVE FERTIGUNG | DESKTOP-3D-DRUCKER
Verfahren mit Potenzial
Halle 6
Stand J01 3D-Druck für die Industrie
Umfragen zufolge steht die hiesige Industrie bei der generativen Fertigung weltweit vorne.
Eine Verdrängung traditioneller Produktionsmethoden ist zwar nicht in Sicht, schon gar
nicht in der Massenfertigung. Aber es gibt Aufgaben wie den Werkzeugbau, die bald eine
vom 3D-Druck getriebene Revolution erfahren könnten. Dass es dabei nicht immer Metall-
druck sein muss, zeigen die Desktop 3D-Drucker von Ultimaker, die Kunststofffilamente in
hoher Qualität drucken und deutlich mehr als Prototypenbau auf dem Kasten haben.
K
osten, Produktivitätsgewinn und
Zeitersparnis zählen zu den klassi-
schen Kriterien einer Investitions-
entscheidung – insbesondere dann, wenn
es um Produktionsmittel geht. Vor allem
beim Prototyping sowie bei Kleinserien
spielen 3D-Drucker heute ihre Vorteile aus.
Mit den Verfahren der additiven Fertigung
entfällt das Herstellen von Formen und die
Rüstzeit bei Maschinen. Im Vergleich zu
substraktiven Verfahren (zum Beispiel die
spanende Fertigung) entfallen auch oft
ganze Bearbeitungsschritte. Dazu kommt,
dass ein 3D-Druck meist weniger Energie
verbraucht als das traditionell hergestellte
Pendant. Das gilt im Allge-
Bild: Ultimaker B.V.
meinen für die unterschiedli- Die additive Fertigung ist bereits
chen Verfahren des 3D- dabei, den Werkzeugbau zu revo-
Drucks sowie für verschie- lutionieren. Das Volkswagen-Werk
dene Werkstoffe. Bei großen Autoeuropa in Portugal rechnet
Stückzahlen, in der Serien- damit, bei den Aufwendungen für mit klassischen oft Wochen dauerten, können jetzt über
fertigung und wenn es um Werkzeug und Montageeinrich- Fertigungsver- Nacht optimiert werden. Wenn die Soft-
metallische Werkstoffe geht, tungen durch die Umstellung auf fahren so nicht ware mitspielt, lassen sich 3D-Modelle per
ist der 3D-Druck hingegen 3D-Druck im letzten Jahr 325.000 realisieren kann, Klick verändern und Designs umgehend
im Nachteil. Dennoch gibt es Euro gespart zu haben. etwa Strukturen digital simulieren. Läuft der Druck über
immer mehr Beispiele, wo innerhalb von Nacht durch, können am Morgen die
3D-Drucker eine zentrale und sogar strate- Hohlkörpern. Oder bionische Konstruktio- nächsten Tests beginnen. Der Erfolgsfak-
gische Rolle in der Fertigung einnehmen. nen, wie sie Knochen mit ihren Verstei- tor für diese Disruption ist der Entwickler
Gerade zur Verarbeitung von Kunststoffen fungsstrukturen haben. Diese haben die selbst. Zwar sind moderne Konstruktions-
gibt es 3D-Drucker, die selbst nach indus- gleichen Steifigkeits- und Lastwerte wie und Simulationstools erforderlich, um
triellen Maßstäben präzise, hochwertig und regulär gefertigte Bauteile, sind aber Vorteile auf generativen Verfahren zu
zuverlässig arbeiten. Vor allem aber zeigt deutlich leichter. Darüber hinaus muss schöpfen. Doch der Konstrukteur muss –
‘Additive Manufacturing’ seine Stärken, wo sich der Entwickler beim Entwurf keine vielleicht entgegen jahrelanger Routine –
konventionelle Fertigung an Grenzen stößt. Gedanken um die Frage machen, ob sich den Verbesserungen auf die Spur kom-
die Konstruktion überhaupt fertigen lässt. men: Etwa Ideen für Gitterstrukturen ent-
Potenzial zur Disruption Gleichzeitig ist die iterative Schleife von wickeln oder nach Volumenanteilen su-
Konstruktion, Test des Bauteils und über- chen, die keine Last aufnehmen, aber bis-
Mit 3D-Druckern können Geometrien und arbeiteter Konstruktion mit Verfahren des her auf Grund des Fertigungsverfahrens
Konstruktionen erstellt werden, die man 3D-Drucks schneller. Prozesse, die bisher im Bauteil vorhanden waren.
IT&Production 4/2018091_ITP_April_2018.pdf 26.03.2018 16:46 Seite 91
DESKTOP-3D-DRUCKER | ADDITIVE FERTIGUNG
Neue Geschäftsmodelle selbst. Das Resultat: 91 Prozent geringere Software im professionellen Betrieb ein-
Werkzeugentwicklungskosten und 95 Pro- fach bedienen lassen und die Hardware
Mit 3D-Druck lassen sich Produkte so zent kürzere Entwicklungszeiten. Das präzise steuern. Die mechanischen Be-
preiswert und einfach wie nie zuvor indi- Werk sparte im Jahr 2016 geschätzt wegungen des Extruders zu kontrollie-
vidualisieren. Designoptionen für Schuhe, 150.000 Euro, für 2017 rechnen die Verant- ren, ist komplex und Unterbrechungen
Brillen und vieles andere lassen sich als wortlichen mit einer Ersparnis von 325.000 beim Druckvorgang sind kritisch. Da die
Druckprogramme hinterlegen und den Euro. Hinzu kommt, dass sich Werkzeuge Herstellung von komplexen Werkstücken
Endkonsumenten anbieten. Der Käufer ergonomischer gestalten lassen, da sich mehrere Stunden dauern kann und so oft
wählt und ein Drucker (unter Umständen Feedback von Arbeitern viel leichter in über Nacht geschieht, muss die Software
sogar vor Ort) druckt das gewünschte Design-Iterationen einbringen lässt. derartige Herausforderungen bewälti-
Teil aus. Dieses Prinzip gilt auch für die gen, ohne dass es zu Qualitätsverlusten
produzierende Industrie: Bauteile, Kom- Voraussetzung für 3D-Druck kommt oder der Druck gar abgerochen
ponenten aus Plastik, aber auch Monta- wird. Die verschiedenen Kunststofffila-
gevorrichtungen oder Werkzeuge für die Die Druckqualität bei Kunststofffilamen- mente verhalten sich im Druckverfahren
Produktion können aus dem 3D-Drucker ten hat längst ein Niveau erreicht, dass unterschiedlich und Kriterien wie
kommen. Damit entfallen wichtige Ele- auch industriellen Qualitätsansprüchen Schichtstärke sowie Masse des aufgetra-
mente der Logistikkette. Manches muss genügt. Ultimaker, ein niederländischer genen Materials beeinflussen den Druck-
nicht mehr zentral produziert werden, Anbieter von Desktop-3D-Druckern kann vorgang und müssen gesteuert werden.
um es dann zu verschicken. Erzeugnisse etwa bis zu 0,02 Millimeter feine Schich- Die Software sollte also erkennen, mit
können an regionalen Standorten herge- ten auftragen. Für Menschen sind die welchen Materialien ein Drucker be-
stellt werden – oder im Laden selbst. Po- einzelnen Schichten praktisch nicht mehr stückt ist und die Aufträge entsprechend
tential bietet auch das Ersatzgeschäft. Es zusehen oder zu fühlen. Das Verfahren konfigurieren. Für den industriellen Ein-
könnte künftig immer weniger auf Lager selbst – also die Hardware-Anforderun- satz sollten zudem mehrere Drucker über
produziert werden, sondern nach Bedarf. gen der Drucker– ist weiterhin sehr eine Oberfläche gesteuert werden kön-
Für viele Produkte entfallen die Abkündi- wichtig, mittlerweile jedoch nicht mehr nen: Netzwerkfunktionen müssen Dru-
gungen. Solange es die CAD-Datei des das zentrale Kriterium für den Einsatz cker auswählen, gruppieren, in der War-
Bauteils gibt, druckt man es nach. von 3D-Druck. Oft fehlt es den produzie- teschlange organisieren und Druckvor-
renden Unternehmen schlicht an Erfah- gänge überwachen sowie Wartungsauf-
95 Prozent der Kosten gespart rungen auf diesem Feld, die sich aber träge planen können. Zudem können ak-
durch die Zusammenarbeit mit einem ex- tuelle Systeme Mitarbeiter benachrichti-
Ob es um Prototypen, Kleinserien oder ternen Anbieter kompensieren ließe. gen, wenn sie gewartet werden müssen.
um echte Massenproduktion geht, die Neben dem Knowhow der Mitarbeiter ist
Möglichkeiten des 3D-Drucks für Kon- die Software der entscheidende Faktor. Innovationen aus Kunststoff
struktion, Design und Innovation sind Zum einen muss der 3D-Drucker Daten
noch beinahe unerschlossen. Doch schon aus den gängigen CAD-, CAM- und PLM- Die additive Fertiung von Metall spielt
heute zeigen praktische Anwendungen, Lösungen verarbeiten können. Das heißt schon heute eine wichtige Rolle und gilt
wie sich die Geschäftsmodelle künftig eine 3D-Zeichnung muss in Scheiben (Sli- vielen als der Erfolgsfaktor dieser Techno-
verschieben könnten. Das Werk von ces) geschnitten werden, die ein 3D-Dru- logien für den industriellen Einsatz. Aber
Volkswagen Autoeuropa in Portugal cker verarbeiten kann. Gängige Formate noch werden am häufigsten Polymere im
druckt zum Beispiel seine Werkzeuge, sind heute STL, 3MF und OBJ. Neben den 3D-Druck verwendet und es gibt Szena-
Montagevorrichtungen und Halterungen Schnittstellen muss sich eine Slicing- rien, in denen Kunststoffe konstruktions-
bedingt Metalle ablösen könnten. Zudem
kommen auf der Werkstoffforschung
immer wieder polymere Innovationen, die
sich statt Metall verwenden lassen, ohne
die Funktionalität einzuschränken. Und
nicht zuletzt lassen sich über 3D-Druck
bisher unmögliche Geometrien und Struk-
turen realisieren. So könnte ein ausgeklü-
geltes Kunststoffteil die leichtere, stabi-
lere oder einfach die günstigere Alterna-
tive zu einem Metallteil sein. ■
Bild: Ultimaker B.V.
Der Autor Paul Heiden ist Senior Vice President
Product Managementbei Ultimaker.
Auto-Tuning Frontleuchteneinsatz: Vom vierstelligen Betrag auf 17 Dollar pro Teil - 3D Druck ersetzt CNC-
gefräste Produktion und Handarbeit. www.ultimaker.com
IT&Production 4/2018092_ITP_April_2018.pdf 26.03.2018 16:51 Seite 92
ADDITIVE FERTIGUNG | RApiD pRototypinG
Prototypen am Schreibtisch drucken
Das Büro mit Werkstatt
Bild: Encee CAD-CAM Systeme GmbH
Die Encee CAD/CAM-Systeme GmbH in
Amberg ist eines der ersten Unternehmen,
das Technologie des Start-ups Desktop
Metal in Deutschland anbietet. Mit dem
kürzlich vorgestellten Studio System des
amerikanischen Herstellers können Mitar-
beiter Prototypen aus Metall direkt in
ihren Büros additiv fertigen.
D
as Studio System von Desktop die Lasertechnologie kann das System di- werden konnten, ohne dass es zu proble-
Metal wurde im Mai 2017 auf den rekt in Design Studios oder Büros eingesetzt men bei der toleranz oder dem Einbau in
Markt gebracht und ist nach Her- werden. Um den Schwund und andere den Formaufbau kam. Anschließend wur-
stellerangaben das erste Metall-3D-Druck- technologische Eigenschaften unterschied- den einige Kavitätsoberflächen erodiert, um
system, das für den Betrieb in Büros ausge- lichen Materials auszugleichen, werden die die gewünschte oberflächengüte zu errei-
legt ist. Die Lösung ist eigens für die proto- prozesse von einer webbasierten Software chen. Die Bediener mussten dazu weder
typenherstellung gedacht, während das gesteuert, welche jede phase der prozesse Erodier-parameter für die prototypen ei-
production System des gleichen Herstellers automatisiert. Anwender können über die- gens anpassen, noch lag der Elektrodenver-
hohe Stückzahlen generativ produzieren sen Weg aus einem 3DCAD-Modell zügig schleiß über dem üblichen Maß. nach Mon-
soll. Das Studio System ist eine plattform ein fertiges Bauteil aus Metall erstellen. tage in den Formaufbau wurden Kunst-
bestehend aus Drucker, Debinder und Sin- stoffteile aus Acetal – einem abriebfesten,
terofen. Die neue technologie des dreistu- Werkzeug und Formenbau reibungsarmen Kunststoff – gespritzt. Der
figen prozesses funktioniert mit legierten testlauf mit circa 100 Zyklen zeigte keine
und hochlegierten Stahlsorten sowie mit Built-Rite, ein amerikanischer Hersteller von Fehler in den produzierten Kunststoffteilen
Edelstahl, Kupfer und nickel-Cobalt-Legie- Spritzgieß-Formen in Massachusetts, hat und der 3D-gedruckte Einsatz zeigte keiner-
rungen. in der ersten Stufe des prozesses das Studio System als einer der ersten An- lei Verschleißerscheinungen. im Vergleich
werden Stäbe, die aus einem in Wachs ge- wender für Komponenten von Spritzgieß- zu dem Angebot einer externen prototy-
fassten Metallpulver bestehen, in 50 Mikro- Formen evaluiert. Ein Werkzeug besteht aus ping-Werkstatt konnte Built-Rite mit dem
meter dicken Schichten auf einer Grund- vielen komplexen Kavitäten, Einsätzen und Studio System die Kosten um 90 prozent
platte zu einem Bauteil extrudiert. Dieses Kühlkanälen und muss wiederholten Stö- reduzieren, eine Zeitersparnis von 30 pro-
‘Green part’ wird in der Reinigungsstation ßen und Belastungen durch Hochtempera- zent erreichen und das Gewicht des Bau-
automatisch von den Wachsanteilen befreit. turpolymere standhalten. Für den test teils um 41 prozent verringern. Besucher der
Anschließend erwärmt der Sinterofen die wählte Built-Rite einen bekannten Formein- Metav in Düsseldorf konnten sich das neue
Bauteile, bis das Metall zu einem vollkom- satz eines Spritzgieß-Werkzeuges aus. nach System von Desktop Metal auf dem Mes-
men dichten teil ohne Eigenspannung im der Herstellung mit dem Studio System sestand von Encee anschauen ■
Gefüge verschmilzt. So lassen sich Bauteile wurde die oberfläche der 3D-gedruckten
mit den Höchstmaßen 255x170x170 Millime- Formeinsätze geschliffen, um die geforder- Der Autor Sebastian Trummer ist Vertriebsleiter
ter herstellen. Durch einfache Entfernung ten toleranzen und oberflächengüten zu bei der Encee CAD/CAM-Systeme GmbH.
der Support-Geometrien von Hand, schnel- erreichen. Die Mechaniker stellten anschlie-
len Materialwechsel und den Verzicht auf ßend fest, dass die teile wie üblich erhitzt www.encee.de
IT&Production 4/2018Sie können auch lesen