Reproduzierbares Laserschweißen von Kupferwerkstoffen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Kupfer
Reproduzierbares Laserschweißen von
Kupferwerkstoffen
Dürr, U. (1)
Das Laserschweißen von Cu-Werkstoffen ist im te Energie mit dem des Auftreffpunkts der Laserstrahlung
Vergleich zu den meisten anderen Metallen hin- verdampften Material langsamer oder schneller erfolgt und
sichtlich Effizienz und Prozessstabilität immer abgeführt. Trotz der somit die Gefahr von Überhitzung
noch eine Herausforderung in der industriellen erwähnten Nachteile und Spritzern unkontrollierbar wird.
bei 1 μm gibt es aber Da die Absorption auch noch von
Laser-Materialbearbeitung. Grund dafür sind die
trotzdem eine Rei- der Temperatur der Oberfläche oder
verfügbaren industriellen Laser in Kombination
he von Maßnahmen, auch der Intensität der Laserstrahlung
mit den optischen und thermischen Material um insbesondere mit abhängt, ergeben sich zusätzliche Frei-
eigenschaften von Cu bzw Cu-Verbindungen. den Festkörper- oder heitsgrade, um den Schweißprozess zu
Auch die komplexe Metallurgie bei Schweissauf- Faserlasern erfolg- verbessern. Auf einige dieser Aspekte
gaben mit Cu-Verbindungen oder bei funktionel- reich und effizient zu wird im Folgenden eingegangen.
len Schweißverbindungen mit anderen Metallen schweißen.
kann die Qualität der Schweißung beeinflussen. Eine erste Maßnahme Der Schmelzprozess
ist das Beschichten
Optisches Verhalten der der Oberfläche mit besser absorbie- Die in der dünnen Oberflächenschicht
Cu Oberfläche rendem Material wie Ni oder Cr. Auch absorbierte Strahlungsenergie wird in
mit mechanischer Vorbereitung der Wärme umgewandelt und diffundiert
Voraussetzung bei der thermischen Oberfläche wie z.B dem Aufrauhen von dort in das Material hinein. Bild 2
Laser-Materialbearbeitung ist eine lässt sich die Absorption erhöhen. zeigt die Dynamik der Schweißbad-
direkte Wechselwirkung zwischen der Beide Maßnahmen wirken sich aller- bildung am Beispiel der Punkt-
fokussierten Laserstrahlung und der dings negativ auf die Produktionskos- schweißung in Abhängigkeit von der
Cu-Oberfläche. Dazu ist die Absorp- ten aus. Chemische Verunreinigun- Laserstrahlintensität. Bei Intensitäten
tion eines Teils der Strahlung an der gen (Verschmutzung, Atmosphäre) über einigen 106 W/cm2 wird die
Cu-Oberfläche notwendig. Wie Bild 1 beeinflussen das Absorptionsverhal- Schmelztemperatur und damit der
zeigt, werden bei polierter Oberfläche ten ebenso und erschweren somit Bereich des Wärmeleitschweißens mit
bei einer Wellenlänge bei 1 μm oder die Reproduzierbarkeit des Schweiß- Schweißtiefen von wenigen 0.1 mm
etwa 10 μm bei Raumtemperatur (RT) prozesses: es ist klar, dass je nach erreicht. Interessant ist, dass aufgrund
mehr als 95 % der Strahlung reflek- Absorptionsgrad die Aufwärmung der hohen Wärmediffusion von Cu
tiert. Genau bei diesen Wellenlängen
liegen die Strahlungen der industri-
ellen Festkörperlaser (z.B. Nd:YAG bei
1.064 μm bzw Faserlaser oder CO2
Laser bei 10 μm). Wie man an den
Absorptionskurven sieht, wären kür-
zere Wellenlängen von Vorteil. Solche
Wellenlängen liefern z.B Diodenlaser
(0.8 - 1 μm) oder auch der frequenz-
verdoppelte Nd:YAG im Grünen bei
0.532 μm. Beide Laser haben aller-
dings das Niveau des industriellen
Einsatzes beim Cu-Schweißen noch
nicht erreicht. Die Reflektionsgrade
anderer wichtiger Metalle bei 1 μm
können aus der Liste in Bild 1 her-
ausgelesen werden. Es sollte noch
erwähnt werden, dass hin zu den kür-
zeren Wellenlängen im UV mehr und
mehr der Schmelzprozess vom Laser- Bild 1: Absorption von Metallen. Ebenfalls angegeben ist der
Abtrageprozess abgelöst wird. Dabei Reflexionsgrad einiger ausgesuchter Metalle bei 1 μm
wird Material verdampft und die meis-
· 62. Jahrgang · 10/2008 647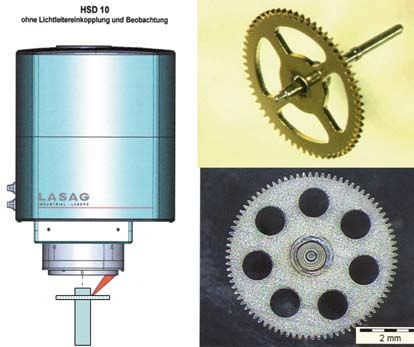
Metall-Forschung
zess. Bei noch höheren Intensitäten Anforderungen an die Effizienz des
geraten wir dann in den Bohr und Absorbers mit hoher Reproduzierbar-
Schneidprozess. keit. Schweißgeschwindigkeiten mit
der heutigen Generation von gepuls-
Schweiß-Strategien mit dem ten Nd:YAG Lasern können über
Laser 20 m/min liegen.
Der Schweißprozess lässt sich generell
Wie erwähnt wird für das Punkt- optimieren durch zeitliche Formung
schweißen ein gepulster Laserstrahl der Laserpulse [1]. Schematisch ist ein
benötigt. Gelingt es nun mit solchen solcher Puls in Bild 4 dargestellt.
Pulsen die oben aufgezeigten Ober- Er lässt sich in mehrere Bereiche
flächenprobleme und Konvektions- unterteilen, in welchen die Einbrin-
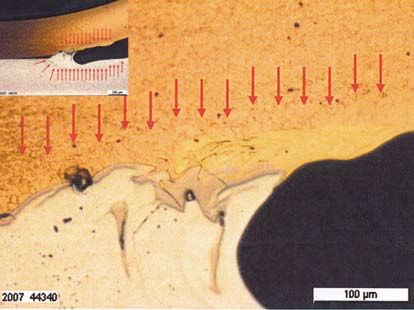
Bild 2: Darstellung der verschie- probleme durch geeignete Schweiß- gung der Laserstrahlenergie gezielt auf
denen Laser-Schweißprozesse. geometrien und - Strategien zu redu- die Prozessdynamik abgestimmt wird:
Dargestellt sind die dynamischen zieren? In Phase 1 kann zunächst die Tempe-
Prozess am Beispiel von Cu. Die In- Ein Beispiel für eine vorteilhafte Geo- ratur der Oberfläche erhöht werden
tensität nimmt nach rechts hin zu. metrie ist das Punktschweißen von wodurch sich die Absorption erhöht.
thermischen Solarabsorbern beste- In Phase 2 wird mit einem überhöhten
die Wärme nur sehr kurze Zeit im hend aus Cu-Rohren und selektiv Puls die erwähnte Schmelz-Schwelle
Schmelzbad bleibt. Ausgehend von beschichteten Cu-Absorberblechen überschritten. Danach wird in Phase
der in Bild 2 dargestellten Wärmedif- welche miteinander verschweißt 3 Strahlungsenergie so eingebracht,
fusions-Beziehung zeigt sich, dass z.B werden müssen. Bild 3a zeigt einen dass die Wärmeverluste an der Ober-
bei einem Schweißpunkt von 0.1 mm solchen Absorber mit Harfenanord- fläche der Schmelze durch Wärme-
schon nach etwa 8 ms die Temperatur nung der Cu-Rohre. Wie Insert 3b leitung einige Millisekunden (ms)
auf 1/e abgefallen ist. Um effizient zu zeigt, werden Rohr und Blech über kompensiert wird und Überhitzung
schweißen und thermische Nebenwir- eine Punktreihe mit einem typischen des Schmelzbades vermieden werden.
kungen zu reduzieren, muss man also Abstand von 2 mm verschweißt. Über Danach wird in Phase 4 die Abküh-
die notwendige Schmelzenergie in diese Schweißverbindung wird die lung gesteuert (angedeutet durch
einem kurzen Millisekunden - Laser- Solar-Wärme in die Cu-Wasserrohre den Abfallwinkel), um das Risiko für
puls einbringen. Bei höheren Intensi- geleitet. Im Insert 3c schließlich wird Porenbildung und Risse zu reduzieren.
täten und gleichzeitig höheren Ener- deutlich, dass der von rechts kom- Die gesamte Pulslänge ist wie erwähnt
giedichten entsteht ein ausgeprägtes mende Laserstrahl im Konus zwischen nur wenige ms lang. Die schnelle
Schmelzbad in welchem Konvektion Blech und Rohr eingefangen wird. Regelung der Laserstrahlung erlaubt
(Marangoni) einsetzt. Diese beein- Die Schweißpunkte erfüllen hinsicht- zusätzlich noch eine Modulation, wel-
flusst die Oberflächenqualität, wie ein lich Festigkeit und Wärmeleitung die che die Konvektion im Schmelzbad
Blick auf die Schweißung (a) in Bild 4
bestätigt. Die Konvektion bewirkt
auch eine Durchmischung (Kon-
vektionsgeschwindigkeit < 0.1 m/s)
des Materials. Letzteres beeinflusst
die Metallurgie, insbesondere wenn
ungleiche Materialien verschweißt
werden. Bei noch höheren Laser-
strahlintensitäten über 107 W/cm2
gelangt man in den Bereich des Tief-
schweißens. Anhand Bild 2 ist die
Komplexität des Prozesses erkenn-
bar, bei welchem sich der Laser-
strahl zunächst in das Material bohrt,
Plasma erzeugt und die „Bohrwand“
aufschmilzt. Diese Schmelze füllt
dann wieder das Bohrloch. Somit
erreicht man größere Schweißtiefen
(2 - 3 mm), allerdings bei schlechter
Oberflächenqualität und Verlust von Bild 3: Schweißungen an thermischen Solarabsorbern aus Cu.
Material. Dagegen sind die thermi- a) zeigt das ganze Panel in Harfenanordnung,
schen Nebenwirkungen geringer als b) lässt die Punktschweißreihe zwischen Rohr und Blech erkennen.
im Wärmeleitungs-Laser-Schweißpro- c) zeigt einen Schliff der homogenen Schweißverbindung.
648 · 62. Jahrgang · 10/2008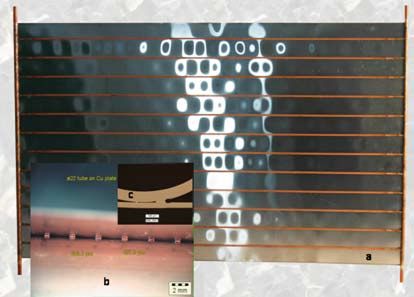
Kupfer
ren werden heute neben der Scanner-
Technik spezielle Optiken eingesetzt,
welche die Industrielle Produktion
solcher Mikro-Kontur-Schweißun-
gen ermöglicht. Bild 5 zeigt eine
SHADOW–Optik der Lasag AG welche
geeignet ist, ebene Schweißungen mit
Ringkontur zu fertigen. Diese Optik
kann auch dazu benutzt werden, um
rotationssymmetrische Schweißaufga-
ben an Röhrchen, Stiften oder Mini-
Achsen auszuführen, wie das Beispiel
einer Uhrenkomponente in Bild 5
zeigt. Die erwähnte Beeinflussung der
Schmelzbaddynamik und somit der
Metallurgie hat sich auch bei vie-
len Schweißaufgaben an Cu-Verbin-
dungen oder auch an Schweißungen
ungleicher Metalle bewährt, welche
Bild 4: Schematische Pulsformung mit seinen vier Phasen (siehe Text) gemeinhin als schwer schweißbar gel-
und einer überlagerten Modulation. Beispiel: Titan-Saumschweißung ten [2, 6, 7].
a) ohne b) mit Modulation Die Techniken des bewegten Laser-
strahls lassen sich auch auf das
beeinflusst. Bei der Schweißung (b) und damit die Metallurgie beeinflusst. Schweißen von längeren makrosko-
in Bild 4 ist die Oberflächenqualität Diese Beeinflussung der Schmelzbad- pischen Schweißnähten übertragen
deutlich besser als ohne Modulation. Dynamik kann noch weiter optimiert („Remote Wellding“), da heute cw-
Eine andere Strategie des Punkt- werden, indem man das SHADOW- Laser zur Verfügung stehen, welche
schweißens ist es, mit Hilfe einer Schweißverfahren weiter modifiziert aufgrund ihrer sehr guten Strahlqua-
Ringoptik mit einem Laserpuls einen und auf einer Spirale den Laser- lität und Brillianz bei hohen mittleren
kleinen Schweißring mit 1 bis 4 mm strahl bewegt („Rührtechnik“). Solche Leistungen auch noch bei großem
Durchmesser zu erzeugen. Im Unter- „Schweißpunkte“ weisen eine hohe Arbeitsabstand Intensitäten auf dem
schied zum normalen Punktschweißen Reproduzierbarkeit und Spritzerfrei- Werkstück weit über der Prozess-
hat jetzt die Wärme die Möglichkeit, heit auf. Für die beiden genannten schwelle darstellen können [4]. Die
radial sowohl nach aussen als auch Ring- und SHADOW-Schweißverfah- schnellen linearen Strahlbewegungen,
nach innen zu laufen womit vor-
teilhaftere Temperaturen und Span-
nungsverteilungen entstehen. Eine
weitere Strategie besteht darin, den
Laserstrahl mithilfe eines schnellen
Scanners innerhalb eines Laserpulses
von wenigen ms Dauer einen Kreis
oder sogar mehrere überlagerte Krei-
se zu fahren. Dieses Schweißverfah-
ren wird SHADOW genannt [2]. Die
kreisförmige Schweißung kann mit
einmaligem Durchgang, aber auch
mit mehreren Durchgängen erzeugt
werden. Im letzteren Falle werden
die ersten Kreise dazu verwendet, um
die Oberfläche zu reinigen und die
Temperatur langsam zu erhöhen. Die
Schweißgeschwindigkeit von bis zu
einigen m/Sekunde ist höher als die
Geschwindigkeit der Wärmeausbrei-
tung, sodass die Wärmeeinflusszonen
klein gehalten werden können. Außer-
dem wird durch die schnelle Strahl- Bild 5: SHADOW®-Schweißstrategie am Beispiel von Uhrenkomponen-
bewegung die Schmelzbad Dynamik ten. Das Foto zeigt die SHADOW Optik der Lasag AG.
· 62. Jahrgang · 10/2008 649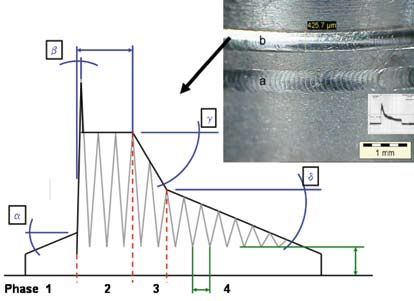
Metall-Forschung
tung für die eigentliche Schweißung
gewählt. Da bei Kupfer die Absorption
sprunghaft zunimmt, sobald man die
Schmelzphase erreicht, kann man ab
diesem Punkt über die Kontrolle der
Oberflächen-Temperatur diese durch
Regelung der Zufuhr der Laserstrah-
lenergie konstant halten, womit ein
Überhitzen mit zunehmender Sprit-
zerneigung vermeiden. wird. Danach
wird durch fortlaufende Messung und
Regelung die Temperatur der Ober-
fläche wieder kontrolliert reduziert.
Allerdings kann eine Regelung der
Schweißtiefe wegen bisher fehlender
Korrelation mit den erwähnten Signa-
len nicht durchgeführt werden.
Laserschweißen von
Bild 6: Auswirkung einer guten (Spot 2,3) und schlechten (Spot 1) Cu-Verbindungen und
Punktschweißung auf die Reflektion des Laserstrahls an der Cu- ungleichen Metallen
Oberfläche
Die erwähnten Fortschritte in der
Lasertechnik und den Laser- Schweiß-
eventuell zusätzlich überlagert mit Untersuchungen haben gezeigt [5], strategien haben es ermöglicht, ver-
Mikro-, Wobbel– oder Kreisbewegun- dass bei Kupfer sogar eine Kontrol- schiedene Cu-Verbindungen und
gen, haben die Schweißqualität bei le bzw Steuerung des Wärmeleit- Verbindungen von Cu mit anderen
Cu und Cu-Verbindungen deutlich Schweißprozesses während des Laser- Metallen zu verifizieren, welche bis-
verbessert. pulses möglich ist. Dabei wird laufend her als höchst problematisch galten
die Reflexion der Laserstrahlung und [1-3, 5, 6]. Als Beispiel soll hier auf
Kontrolle und Steuerung der die Temperatur der Oberfläche gemes- die Schweißverbindung Cu-Al ein-
Schweißung bei Kupfer sen. Am Anfang des Pulses wird gegangen werden. Diese ist in den
unterhalb der Prozessschwelle über letzten Jahren bei den schon oben
Industrielle Schweißaufgaben verlan- eine kalibrierte Reflexions-Messung erwähnten thermischen Solar-Absor-
gen - wenn man z.B. an die Kon- die Absorption ermittelt. Je nach bern erforderlich geworden, da man
taktierung in der Halbleitertechnik Absorptionsgrad wird die Pulsleis- aus Kostengründen das Cu-Absor-
denkt - eine hohe Zuverlässigkeit und
Reproduzierbarkeit. Zusätzlich zu den
oben erwähnten Oberflächen, Materi-
al und Prozessschwankungen spielen
u.a. natürlich die Schweißgeometrie
und ihre Toleranzen, die Positionier-
genauigkeit oder auch die Umgebung
eine wichtige Rolle. Eine Kontrolle
vor, im und nach dem Prozess ist
deshalb angebracht und wird heute
durch eine Reihe von z.B. optischen
Kontrollen ermöglicht. Dies reicht von
den Möglichkeiten der Bildkontrolle
bis zur Überwachung der vom Pro-
zess ausgesandten Signale [3]. Die-
se Signale müssen hinsichtlich ihrer
Signifikanz mit der Schweißqualität
korreliert werden, um in der Produk-
tion dann über einen entsprechenden
Algorithmus eine automatische Kon-
trolle zu ermöglichen. Eine solche Bild 7: Schliffbild eines Schweißpunktes zwischen einem Al-Blech und
Korrelation zeigt Bild 6. einem Cu-Rohr bei einem thermischen Solarabsorber
650 · 62. Jahrgang · 10/2008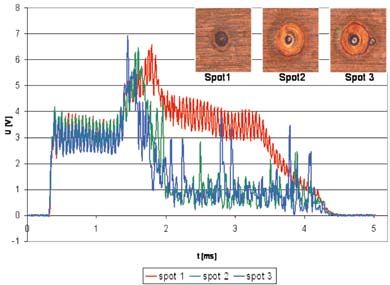
Kupfer
berblech durch ein Al-Absorberblech chen trotzdem die bei den Solarab [2] Olowinsky.A et al: Innovative Laser Wel-
ersetzt. Vergleicht man die homogene sorbern geforderte Festigkeit und ding Processes, Laser Technik Journal,
May 2008 Seite 48-49
Cu-Cu Schweißung aus Bild 3c mit erobern deshalb zunehmend Markt- [3] Imhoff, R.: Schweißen von Kupfer und
der entsprechenden Schweißung in anteile. Man erkennt übrigens in Bild Kupferverbindungen mit Faserlasern,
Bild 7, wird deutlich, dass aufgrund 1, dass Al eine bessere Absorption Proc. 3. Int. Workshop „Faserlaser“, Nov.
2007
der unterschiedlichen Schmelztem- aufweist. Zusammen mit den ande- [4] Kaierle,S.: Process monitoring and Con-
peraturen hauptsächlich Al aufge- ren thermischen Eigenschaften von trol of Laser beam welding, Technik Jour-
schmolzen wurde und das Schweißgut Al ergibt sich damit eine bessere nal, May 2008 Seite 41-43
[5] Amorosi,S. :Laser micro-spot welding of
zum Cu-Rohr hin recht inhomogen ist Schweißeffizienz der Verbindung Cu- copper by real-time monitoring, Thesis
und teilweise Poren enthält. Wie vom Al, womit auch höhere Schweißge- EPFL Lausanne 2004
metallurgischen Phasendiagramm schwindigkeiten möglich sind. [6] Klages, K.: Laser beam microwelding of
dissimilar metals, SPIE 2003, 4830-11
erwartet, enthält das Schweißgut auch [7] Jokiel, M. et al :Laser welding of dissimi-
Anteile intermetallischer Phasen, wel- Literatur lar metals: strategies with pulsed Nd:YAG
che die Belastungsfähigkeit dieser Lasers, Proc. 3rd Int. WLT conference on
[1] Dürr U. et al : Advanced micro-welding Lasers in manufacturing (Munich) 2005
Schweißungen gegenüber der reinen
strategies with pulsed Nd:YAG lasers, Proc.
Cu- oder Al-Schweißung reduzieren. of 23rd Int. Congress on Applications of
Die Al-Cu Laser-Schweißungen errei- Lasers and Electrooptics, ICALEO, 2004 (1) Ulrich Dürr, LASAG AG, Schweiz
Untersuchungen zum Einfluss einzelner Parameter
beim Elektronenstrahlschweißen von CuCrZr
Mayer, G. (1); Zähr, J. (1); Füssel, U. (1); Wobker, H.-G. (2), Schulze, H. (2); Krüssel, T. (3); Mushack, S. (3)
In der Industrie besteht immer häufiger die gegen hat neben der
Aufgabe, niedriglegierte, aushärtbare Kupferle- Hochspannung einen
gierungen im Dickenbereich über 30 mm wirt- sehr großen Einfluss
schaftlich zu schweißen. Dabei wird durch die auf die Nahttiefe. Die
Wärmeeinbringung der Aushärtungseffekt teil- Fokuslage bestimmt
im Wesentlichen die
weise bzw. ganz eingebüßt. Auch die Festigkeits-
Form der Naht (Bild).
und Dehnungswerte sinken. Deshalb muss die
Bei einer mindestens
Wärmeeinbringung beim Schweißen minimiert
40 mm tiefen Schweiß-
werden. naht in CuCrZr wur-
D
ies kann durch den Einsatz den mit einer Fokuslage oberhalb der
des Elektronenstrahlschwei- Werkstückoberfläche die besten Ergeb- Elektronenstrahlgeschweißte Nähte
ßens geschehen, womit eine nisse hinsichtlich Nahtbreite und Flan- mit variierender Fokuslage. Es wur-
sehr konzentrierte Wärmeeinbringung kenparallelität erzielt. Diese Aspekte den Versuche mit Überfokus (1),
und extrem schlanke Nähte realisiert sind wichtig, um eine gleichmäßige Fokus auf der Werkstückoberfläche
werden können. Mit Hilfe dieses Ver- Schrumpfung der Naht mit gleichmä- (2) und zunehmend unterfokussier-
fahrens soll versucht werden, die ßigen Spannungen bei hoher Fügesi- tem Strahl (3 bis 5) durchgeführt.
beschriebenen negativen Effekte zu cherheit zu gewährleisten.
minimieren. Durch Versuche mit konstanter Stre- Mit der Kenntnis der Wirkungsweise
Es wurden systematische Untersu- ckenenergie bei variierendem Strahl- der einzelnen Parameter können Para-
chungen zur Wirkung der Parameter strom und veränderter Schweißge- metersätze erstellt werden, mit denen
Amplitude (der Strahlfigur), Strahl- schwindigkeit wurde festgestellt, eine Einschweißung mit wenigen
strom, Fokuslage, Schweißgeschwin- dass die Schweißgeschwindigkeit die Ungänzen sowie ausreichender Naht-
digkeit sowie Oszillationsfrequenz Nahtform im untersuchten Geschwin- tiefe realisiert werden kann. Damit ist
durchgeführt. Es wurde mit konstan- digkeitsbereich nur geringfügig es möglich, die Fertigungszeiten für
ter Hochspannung gearbeitet. beeinflusst. Bauteile mit großen Wandstärken aus
Die Amplitude der Strahlfigur besitzt Die Variation der Oszillationsfrequenz CuCrZr deutlich zu reduzieren.
im Wesentlichen nur einen Einfluss zeigte zwei Effekte: bei niedrigen
auf das Aussehen der Nahtoberraupe, Frequenzen ist die Schweißnaht am (1) G. Mayer, J. Zähr, U. Füssel, TU
jedoch nur geringfügig auf die Aus- tiefsten, während bei höheren Fre- Dresden
bildung der Nahtform (Nahttiefe und quenzen kaum eine Veränderung in (2) H.-G. Wobker, H. Schulze, KME
–breite) selbst. Der Strahlstrom hin- der Nahtform feststellbar ist. (3) T. Krüssel, S. Mushack, pro-beam
· 62. Jahrgang · 10/2008 651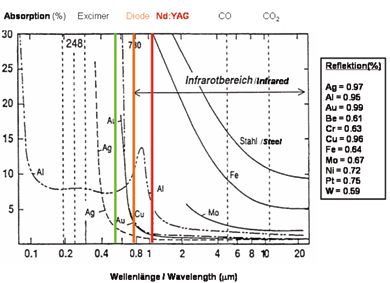
Sie können auch lesen

















































