Sensorik und Bildverarbeitung - quo vadis? - Dossier SENSOR & VISION - WEKA ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Juni 2020
Dossier SENSOR & VISION
Optosensorik
Sensorik für
das IIoT
Seite 10
IO-Link
Smart Data
statt Big Data
Seite 16
Time-of-Flight-Kameras
Paletten automatisch
erkannt
Seite 26
Sensorik und Bildverarbeitung
– quo vadis?
Bild: iStock
FOLLOW US
Fachmedium der Automatisierungstechnik
computer-automation.de
editorial
Einfach smart
Die Kommunikation mit Sensoren und Aktoren zu Es einfacher zu machen – das ist auch in der Bildverar
ermöglichen, ihre Anbindung an die Steuerungs- und beitung ein wesentlicher Aspekt. Wird beispielsweise ein
übergelagerte Unternehmenswelt zu vereinfachen und ihre Blitzcontroller in die Kamera integriert, entfallen die
Daten jenseits der reinen Messwert-Erfassung zu nutzen Integration und Synchronisation eines weiteren Software-
– mit diesen Zielen ist IO-Link angetreten. Der Feldbus- Interfaces, die Menge an Verkabelung wird minimiert, der
unabhängige Kommunikationsstandard verschafft sich Weg zur Applikation verkürzt und vereinfacht sich (ab
immer mehr Raum, Wireless-Lösungen werden entwickelt Seite 32). Ein anderes Beispiel sind Kameras, die auf Basis
und Safety-Aspekte berücksichtigt. Mehrere Hundert polarisierten Lichts arbeiten: Mit ihnen lassen sich ver
IO-Link-Geräte, die in einer Maschinenlinie den Daten- borgene Produkteigenschaften erkennen – Spannungen in
fluss vereinfachen, sind inzwischen keine Seltenheit mehr. Kunststoffen oder Gläsern zum Beispiel. Und wenn
Eigenschaften und Defekte erkannt werden können, die mit
Und die Vereinfachungen gehen weiter: Etwa, wenn keiner anderen Methode sichtbar sind, ergeben sich
sich mit einem Software-Tool alle IO-Link-Geräte in interessante Anwendungen für die industrielle Bild
einer Maschine automatisch erkennen, ihre Geräte- verarbeitung – ganz einfach (ab Seite 28).
beschreibungen automatisch herunterladen und über ihren
gesamten Lebenszyklus unabhängig von Steuerungs- Last but not least bringt die Bildverarbeitung
system und Feldbus parametrieren und überwachen lassen. Vereinfachungen auch für die Robotik: sei es durch
Und gleichzeitig die IO-Link-Daten auf IT-übliche Weise spezielle Kameralösungen, die die Roboterführung
für Industrie-4.0-Applikationen zur Verfügung stehen in Montageprozessen (ab Seite 30) oder im Automobilbau
(ab Seite 6). Oder wenn sich mittels IO-Link das Potenzial optimieren (ab Seite 34), sei es durch die Flexibilisierung
industrieller Cloud-Lösungen steigern lässt. Indem die von autonomen Fahrzeugen in der Intralogistik durch
Cloud etwa an eine zentrale Datenbank mit sämtlichen Time-of-Flight-Kameras (ab Seite 26).
IO-Link-Gerätebeschreibungen angebunden wird und
ein neu angeschlossenes Gerät im Feld dann seine Smarte Lösungen überall. Hochkomplex im Inneren,
Hersteller- und Geräte-ID inklusive Parametern und für den Anwender aber ganz einfach. Und so soll es doch
Kommunikationseigenschaften an die Cloud übermittelt, sein.
um unter anderem die Diagnose zu vereinfachen
(ab Seite 16). Oder, als ein drittes Beispiel, wenn sich die
Wartung einfacher gestaltet, weil neben Statusinforma-
tionen jede Menge Sekundärdaten – etwa zu Lebensdauer,
Belastungsniveau und Schadenserkennung sowie Umge-
bungstemperatur oder Verschmutzung der Sensoren – zur
Verfügung stehen. Dies erleichtert die Verwendung der
Geräte im IIoT, vereinfacht ihren Tausch und schafft ideale Inka Krischke
Voraussetzungen für Predictive Maintenance (ab Seite 10). Redakteurin
www.computer-automation.de sensor & vision 2020
3
●
inhalt • sensor & vision 2020
8
Laser misst Vibration
Ein optischer Sensor läuft klassischen Ansätzen mit Mikrofon et cetera den
30
Moderne Roboterführung
Wie Montageprozesse von Quad-Kamera-Sensorlösungen profitieren
RUBRIKEN
3 Editorial
38 Impressum 12 In fünf Schritten passgenau
Was Laser-Distanzsensoren innerhalb automatisierter
Produktionsprozesse leisten
S E NS O R - T E CH N OLOGIE
14 Optische Inspektion mit künstlicher Intelligenz
6 IO-Link weitergedacht Echtzeit-Fähigkeit und Deep Learning – geht das?
Wie ein Software-Tool die Datenintegration
vereinfacht 16 Smart Data statt Big Data
IO-Link steigert Potenzial industrieller Cloud-Services
8 Vibrationen fest im Blick
Optische Lösung statt Mikrofon, MEMS- 19 Ohne ‚Druck‘ arbeiten
oder Piezosensoren Der Nutzen von Sicherheitsschaltern auf Basis
kapazitiver Taster
10 Smarte Sensorik für das IIoT
Sekundärdaten von Optosensoren effizient verwerten 20 Produkte aus der Sensorik
sensor & vision 2020 www.computer-automation.de
4
●
inhalt • sensor & vision 2020
Rang ab
32
6 Der integrierte Blitzcontroller
Gemeinsame Steuerung für Kamera und Licht
Automatisch erkannt
IO-Link-Geräte herstellerübergreifend einfach integrieren
VI S IO N- T E C HN OLOG IE
24 Lichtschnitt- und Vision-Sensor kombiniert 32 Machine Vision verschlankt
Wenn Störeinflüsse nicht interessieren Die Vorteile eines integrierten Blitzcontrollers
26 Paletten automatisch erkannt 34 Dynamische Sichtführung für 6-Achs-Roboter
Das Zusammenspiel von Time-of-Flight-Kameras und Bildverarbeitungssystem optimiert Audi-Fertigung
Automated Guided Vehicles
36 3D-Daten direkt von der Kamera
28 Die dritte Dimension des Lichts Losgelöst vom IPC – der Nutzen integrierter
Bildverarbeitung mit Polarisationskameras Datenverarbeitung
30 Von der Punktewolke gelenkt
Industrieroboter über Quad-Kamera-Sensoren führen
39 Produkte aus der Bildverarbeitung zcontroller
Gemeinsame Steuerung für Kamera und Licht
www.computer-automation.de sensor & vision 2020
5
●
datenintegration
IO-Link weiter gedacht
Alle IO-Link-Geräte in einer Maschine automatisch erkennen,
ihre Gerätebeschreibungen automatisch herunterladen und über
ihren gesamten Lebenszyklus unabhängig von Steuerungssystem
und Feldbus parametrieren und überwachen zu können – ein
spezielles Software-Tool schafft diese Herausforderung.
D
igitalisierung, Industrie 4.0, die Smart besondere solche, die keinen Platz für
Factory oder das Industrial Internet Ethernet bieten – haben die Schnittstelle an
of Things (IIoT) – die Umsetzung Bord. Mehrere Hundert IO-Link-Devices
dieser Trends benötigt vor allem Daten. in einer Maschinenlinie sind mittlerweile
Die Punkt-zu-Punkt-Kommunikation IO- keine Seltenheit mehr.
Link bietet sich als ein Kanal, um solche
Daten bereitzustellen; üblicherweise sind Integrationslücken schließen
es Messwerte, Parameter-Einstellungen Mit dem Ziel, noch vorhandene Integra-
und Geräte-Informationen. tionslücken zu schließen, die Verwendung erfolgt, ist sie über unterschiedliche SPSen,
Die feldbusunabhängigen IO-Link- von IO-Link-Geräten so einfach und so Feldbusse und IO-Link-Master möglich.
Geräte reduzieren die Vielzahl verschie- Ressourcen-schonend wie möglich zu Hierfür ist kaum Entwicklungsaufwand
dener I/O-Typen in einer Maschine auf gestalten und gleichzeitig IO-Link-Daten nötig, denn der Softwareentwickler des
einen IO-Link-Master, übertragen Daten auf IT-übliche Weise für Industrie-4.0- Maschinenbauers schreibt lediglich eine
digital und stellen zusätzliche Diagnose- Applikationen zur Verfügung zu stellen, einzige Zeile SPS-Code, durch die der
Informationen zur Verfügung. Ihr hat Sick das Softwaretool ‚FieldEcho‘ ent- mit ‚FieldEcho‘ gelieferte, generische
Anschluss erfolgt über Standard-Sensorka- wickelt. Es bietet zu jeder Zeit volle Funktionsbaustein aufgerufen wird, um
bel. Dabei kommunizieren sie bidirektio- Zugriffsmöglichkeiten auf alle IO-Link- Lese- oder Schreibanfragen an die IO-
nal, können also zur Laufzeit parametriert Gerätedaten, um diese über einen Browser Link-Geräte zu senden. Aktuell werden
und ausgelesen werden. All dies eröffnet oder ein Human Machine Interface (HMI) Steuerungen von Beckhoff, Mitsubishi,
unterschiedlichste Applikationsfunktiona- aufzurufen, zu beobachten oder zu verän- Rockwell Automation und Siemens unter-
litäten – sei es die Fertigung in Losgröße 1, dern. Die Gerätebeschreibungen (IODD) stützt.
das Sperren von Bedienelementen oder der angeschlossenen und von ‚FieldEcho‘ Beim schreibenden und lesenden Daten-
die Bereitstellung vorverarbeiteter Daten. erkannten IO-Link-Geräte werden auto- zugriff kommuniziert das Softwaretool mit
Intelligente Sensoren können sogar eigen- matisch heruntergeladen und an den Ports der Maschinen-SPS über OPC UA oder
ständig sogenannte Smart Tasks ausführen der konfigurierten IO-Link-Master zur TCP/IP. Ebenfalls mit an Bord ist eine
– zum Beispiel Zählen oder Längen messen Verfügung gestellt. Dadurch entfällt der REST API, über die Daten im JSON-
– und diese Informationen über IO-Link Aufwand des manuellen Downloads. Da Format gesendet und empfangen werden.
bereitstellen. Immer mehr Feldgeräte – ins- die Kommunikation systemunabhängig So können IO-Link-Gerätedaten an ERP-
und MES-Systeme sowie Cloud-basierte
Dienste übertragen werden, um die Daten
‚FieldEcho‘ parametriert in der Industrie-4.0-Welt beispielsweise für
und überwacht alle Datenanalysen, vorausschauende Wartung
IO-Link-Geräte in einer oder Inventuren zu nutzen.
Anlage und stellt eine
webbasierte grafische
Benutzeroberfläche Übersichtlich visualisiert
bereit. Die grafische, webbasierte Bedienoberflä-
che des Tools kann entweder mit einem
Browser geöffnet oder in die HMI einer
Maschine oder Anlage integriert werden.
In der System- und IO-Link-Master-Über-
sicht visualisiert sie alle konfigurierten IO-
Link-Master sowie die an die jeweiligen
Ports angeschlossenen und automatisch
erkannten IO-Link-Sensoren und -Aktua-
Bilder: Sick
toren. Darüber hinaus zeigt sie den Status
aller IO-Link-Geräte übersichtlich an.
sensor & vision 2020 www.computer-automation.de
6
●
datenintegration
Überblick via Dashboard
Über die REST API kann die Integration
von IO-Link-Daten in ERP- und MES-
Systeme sowie in proprietäre Applikati-
onen oder cloudbasierte Services erfolgen.
Unter Nutzung dieser REST API bietet das
‚FieldEcho‘-Dashboard einen kompletten
Überblick über den Zustand aller IO-
Link-Geräte. Darüber hinaus warnt oder
alarmiert es autonom im Falle einer
Anomalität. Das Dashboard verbindet sich
automatisch mit ‚FieldEcho‘, holt über die
REST API selbstständig die Information
über das gesamte IO-Link-System und
baut die Oberfläche anhand der emp-
fangenen Daten dynamisch in Eigenregie
auf – Anwender haben somit keinerlei
Konfigurationsaufwand.
Um viele Informationen einer großen
Auch ist es möglich, in der Software eine Anzahl der IO-Link-Geräte verwalten zu
Geräteseite zu öffnen, sodass Anwender können, verfügt das Dashboard über eine
wie mit einem Zoom in die Daten des integrierte Datenbank. Auf diese können
Gerätes hineinschauen können. In dieser sämtliche Applikationen zugreifen – alter-
Ansicht werden die Geräte-Identifikation nativ zur Abfrage über REST API – und so
mit Informationen wie der Seriennummer die Kommunikationslast am Feldbus und
oder der Softwareversion sowie Gerätena- über IO-Link verringern. Das Dashboard
me und -bild angezeigt. Auf einen Blick erlaubt es, aus der Cloud-Ebene heraus Über die REST API
sind ein- und ausgehende Prozessdaten einzelne Prozessdaten und Geräteparame- ermöglicht ‚FieldEcho‘
eine Integration von
sichtbar. Weiterhin bietet die grafische ter zur Beobachtung auszuwählen – was IO-Link-Daten in ERP-
Bedienoberfläche die Möglichkeit, alle IO- ohne ‚FieldEcho‘ und das Dashboard auf- und MES-Systeme
Link-Geräte vollständig zu parametrieren. wendig in der SPS programmiert werden sowie in proprietäre
So sorgt das Tool für Transparenz, indem müsste – sowie Grenzwerte und Alarme Applikationen oder
das gesamte IO-Link-System für den zu setzen. cloudbasierte Services.
Betreiber wie ein offenes Buch auf sei- Ein Beispiel dafür, was mit dieser Funk-
nem Bildschirm einsehbar ist. Maschinen- tion möglich ist, ist die Quality-of-Run-
bauer beziehungsweise Systemintegratoren Diagnose eines optischen Sensors, um weise ist hierfür eine Schaltschwelle im
sparen Zeit und erfahren eine Entlastung dessen Detektionssicherheit bei einsetzen- Gerät festgelegt, bei der der Sensor automa-
der SPS. der Verschmutzung zu ermitteln. Üblicher- tisch ein entsprechendes Signal generiert.
Im Dashboard ist es nun möglich, eigene
Verschmutzungsgrenzwerte unabhängig
vom Schwellwert im Sensor zu definieren
‚FieldEcho‘ schafft und zu überwachen, um sie in einer Predic-
einen direkten tive-Maintenance-Applikation zu nutzen.
Zugang zu den Warnungen und Alarme werden visuali-
Prozess- und
siert – auch in Form sprechender Nach-
Servicedaten aller
IO-Link-Geräte richten. Außerdem kann das Dashboard
und warnt oder entsprechende E-Mails etwa an Betriebs-
alarmiert autonom verantwortliche der Anlage oder das
im Falle einer Servicepersonal der Maschine senden. ik
Anomalität.
PETER KAMP
ist Leiter Industrial Software
Engineering im Global Business
Center Industrial Integration
Space bei Sick in Freiburg.
www.computer-automation.de sensor & vision 2020
7
●
predictive maintenance
Vibrationen
fest im Blick
Für die Aufnahme von
ibrationen zum Beispiel
V
von Maschinenteilen kommen
bis dato MEMS- oder Piezo-
sensoren sowie Mikrofone zum
Einsatz. Einen anderen
Ansatz verfolgt ein optischer
Sensor auf Basis einer
selbstmischenden Laserdiode.
U
m Ausfälle nicht nur ad hoc, sondern
auch vorausschauend zuverlässig
erkennen zu können, ist eine konti-
nuierliche, automatische Überwachung der
Funktion von Anlagen und Maschinen,
Antrieben jeder Art und rotierenden be-
ziehungsweise gelagerten Maschinenteilen
erforderlich. Für diese Art Predictive
Maintenance spielen Vibrationsmuster eine
Schlüsselrolle.
Bisher dienen Techniken wie MEMS-
oder Piezosensoren sowie Mikrofone der
Aufnahme von Vibrationen. Die meisten Veränderungen frühzeitig zu erkennen, Aufwand mit Sensoren dieser Art nachzu-
dieser Lösungen müssen an den Antrieb und zudem anfällig gegen Störungen durch rüsten – oftmals auch gar nicht, falls der
beziehungsweise die Maschine montiert Umgebungsgeräusche oder -vibrationen. nötige Einbauplatz nicht vorhanden ist, die
werden und erfordern eine aufwendige Hinzu kommt, dass Mikrofone Vibrationen Oberfläche zu heiß beziehungsweise feucht
Verkabelung oder wartungsintensive Batte- von mechanischen Teilen nicht direkt ist oder das Objekt sich im Raum bewegt.
rien. Während der Montage muss die erfassen können, sondern nur dann, wenn
Maschine oder sogar die Anlage stillstehen diese akustische Schwingungen im Fre- Laser misst Vibrationen
– für viele industrielle Produktionsverfah- quenzbereich des Mikrofons erzeugen. Einen anderen Ansatz verfolgt ein optischer
ren inakzeptabel. Darüber hinaus sind Vor allem die enorme Menge bestehen- Sensor, der vom israelischen Unternehmen
Sensoren auf MEMS-, Piezo- oder Mikro- der, oft jahrzehntealter Anlagen ist nur VocalZoom entwickelt und über den
fonbasis selten empfindlich genug, um mit großem operativen und finanziellen Lösungsanbieter AMS Technologies ver-
trieben wird. Dieser Sensor erlaubt die
präzise, berührungslose Messung von
Vibration – genauer gesagt, von Position
Funktionsprinzip einer ‚Self- und Geschwindigkeit – aus einer Distanz
Mixing Laserdiode‘ (SMLD), von bis zu 3 m. So lässt sich eine einzelne
einer selbstmischenden Laser-
diode. Bei diesem Verfahren
Maschine auch problemlos, ohne aufwen-
wird auf Basis einer Laserdiode dige und teure Verkabelung, mit mehreren
ein Interferometer realisiert, Sensoren an unterschiedlichen Stellen
das die Geschwindigkeit und überwachen.
den Abstand eines Zielpunkts Basis des Messverfahrens ist eine selbst-
relativ zur Laserdiode misst. mischende Laserdiode (Self-Mixing Laser-
Die Technik basiert auf einer
Bilder: VocalZoom
diode, SMLD). Bei diesem Verfahren wird
Interferenz des vom Ziel reflek-
tierten Lichts mit dem Licht
auf Basis einer Laserdiode ein Interfero-
innerhalb der Laser-Cavity. meter realisiert, das die Geschwindigkeit
und den Abstand eines Zielpunkts relativ
sensor & vision 2020 www.computer-automation.de
8
●
predictive maintenance
zur Laserdiode misst. Die Technik basiert sequenziell auf viele Ziele ausrichten.
auf einer Interferenz des vom Ziel reflek- Erfassen lassen sich Vibrationsfrequenzen
tierten Lichts mit dem Licht innerhalb der bis 6 kHz sowie sehr langsame Schwin-
Laser-Cavity. Die Technologie kommt gungsvorgänge in einem ultraniedrigen
ohne komplexe Optik aus und benötigt Frequenzbereich. Das Interferometer ist
lediglich eine einfache Fokuslinse. Zudem unempfindlich gegen Umgebungs- und
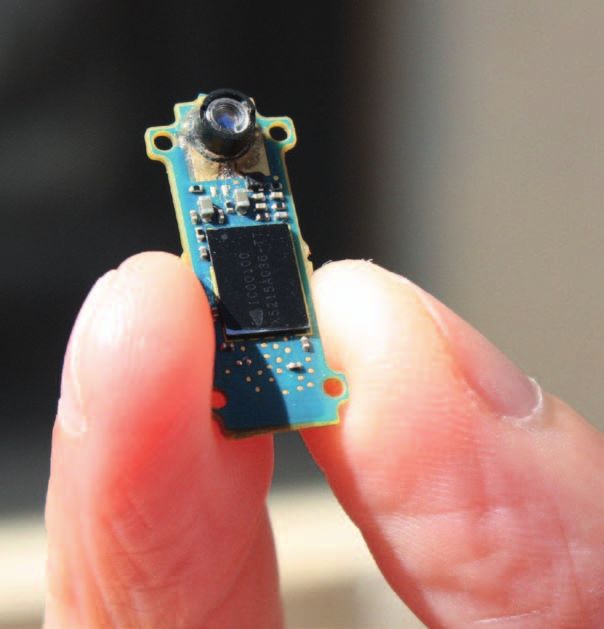
ist der Formfaktor des Sensors sehr klein Hintergrundlicht oder -rauschen.
und wird nur durch die Größe der Laser-
diode, des Steuer-ASIC und der Linse
bestimmt. Zum Funktionsprinzip einer
selbstmischenden Laserdiode: Die Cavity
der Laserdiode erzeugt Licht einer stabilen
Wellenlänge, das zwischen zwei Spiegeln
reflektiert wird und konstant hin- und
herläuft. Ein kleiner Teil des Lichts ver-
lässt den Frontspiegel in Gestalt des
Laserstrahls in Richtung Ziel. Trifft dieser
Laserstrahl auf das Ziel, wird das Licht in
alle Richtungen gestreut – und ein kleiner
Teil dieses gestreuten Lichts reflektiert
zurück in die Laser-Cavity. Dort inter-
feriert das reflektierte Licht mit dem von
der Laserdiode erzeugten Licht, wodurch
sich dessen Wellenlänge minimal ändert. Konzept des SMLD-Sensors von VocalZoom: Das ASIC
Diese Wellenlängenänderung führt wiede- misst die Leistungsaufnahme der selbstmischenden
rum zu einer minimalen Änderung in der Einfacher Einstieg Laserdiode mit hoher Genauigkeit, extrahiert mithilfe
Leistungsaufnahme des Lasers. Für Tests der Technologie stellt AMS von ausgefeilter Signalverarbeitung die Nutzsignale
Mit dieser Technik lässt sich ein Inter- Technologies ein VocalZoom Evaluation Kit Geschwindigkeit und Abstand und gibt diese über eine
ferometer realisieren, in welchem hoch- bereit. Hier ist der Sensor für einfacheres schnelle HDMI-Schnittstelle aus.
genaue Messtechnik die Interferenzen über Handling in einem geschlossenen Gehäuse
die Leistungsaufnahme der Laserdiode untergebracht, das über eine Standard-
erfasst und mithilfe von ausgefeilter Signal- Stativbuchse (1/4 Zoll UNC) verfügt und so
verarbeitung in einem speziellen ASIC das die Montage der Einheit an einer Vielzahl
Nutzsignal (Geschwindigkeit und Abstand) handelsüblicher Stative und Halterungen
extrahiert. Am Sensorausgang liegen diese erlaubt. Ein 150 cm langes Micro-HDMI-
Nutzdaten somit bereits direkt an und Kabel verbindet das Sensorgehäuse mit der
werden über eine HDMI- beziehungsweise Schnittstelleneinheit, die ihrerseits eine
USB-Verbindung an einen PC für die USB-Schnittstelle zu einem PC bereitstellt.
Weiterverarbeitung übertragen. Im Lieferumfang des EVK ist zudem eine
Software enthalten, mit der sich die Daten
Stillstandzeiten sind passé des Sensors (Geschwindigkeit und Entfer-
Für die Applikation des nur 15 mm x nung) auf dem PC erfassen, anzeigen,
6 mm großen Sensors sind Stillstandzeiten analysieren und abspeichern lassen.
für die Sensormontage ebenso wenig nötig AMS Technologies erstellt auf Anfrage
wie zertifizierte Maschinentechniker. Da kundenspezifische Systeme auf Basis
der Sensor berührungslos arbeitet, kann er des Sensors inklusive robuster Gehäuse-
zudem jede Oberfläche und jedes Material und Befestigungslösungen, elektronischer
vermessen – auch sehr kleine, unzugäng- Komponenten und Schnittstellen nach
liche oder sich bewegende Ziele sowie Kundenvorgaben. ik
heiße oder nasse Oberflächen. Dadurch
ist der Sensor eine einfache Lösung,
CASPAR GROTE
Predictive Maintenance für den Maschi- ist Technischer Redakteur bei
nen- und Anlagenpark in allen denkbaren AMS Technologies in Martinsried.
Industriezweigen zu realisieren.
Für die effiziente Überwachung großer
Areale lässt sich der Sensor an einem
Roboter oder einer Drohne montieren und
www.computer-automation.de sensor & vision 2020
9
●
optosensoren
Smarte Sensorik für das IIoT
Intelligente Sensoren liefern neben Statusinformationen jede Menge an Sekundärdaten – zu
Lebensdauer, Belastungsniveau und Schadenserkennung sowie Umgebungstemperatur
oder Verschmutzung. Gerade bei Optosensoren tut sich hier einiges in der Entwicklungen.
Z
entrale Prozesse im IIoT-Umfeld betreffen das ten Sensorverschmutzung führen. Werden diese Werte
Erzeugen, Transportieren und Verarbeiten von über IO-Link als Rohdaten zur Verfügung gestellt,
Informationen. Basis für alle Informationen sind ermöglichen sie zum Beispiel Trendanalysen, um War-
dabei intelligente Sensoren: In Echtzeit sammeln sie tungsinterwalle zu optimieren und an den tatsächlichen
direkt vor Ort in Maschinen und Anlagen Statusinfor- Bedarf anzupassen.
mationen, um ein virtuelles Abbild der physischen Ein anschauliches Beispiel liefert die Produktion von
Welt zu schaffen. Zudem erheben sie eine große Menge Autoreifen: Kommt der Transport der nach dem Vulkani-
an Sekundärdaten. So stellen smarte Optosensoren sieren noch heißen Reifen wegen eines verschmutzten
neben dem reinen Schaltsignal über IO-Link zusätzlich Sensors ins Stocken, rutschen die Reifen aufeinander, teurer
wertvolle Informationen zum Sensorstatus oder zu Ausschuss ist die Folge. Gleichzeitig kommt es zu einem
den aktuellen Umgebungsbedingungen zur Verfügung. Produktionsstillstand, bis das Transportband geräumt ist.
Bei Balluff beispielsweise gibt es einen ‚Allrounder‘, der Schlimmstenfalls können zugesagte Liefermengen nicht
mit Rotlicht arbeitet und die Wahl zwischen unter- eingehalten werden. Sensoren wie der ‚BOS 21M ADCAP‘
schiedlichen Sensormodi erlaubt: Hintergrundausblen- von Balluff, die eine entsprechende Diagnosemöglichkeit
dung, energetischer Lichttaster, Reflexionslichtschranke bieten, rechnen sich in einem solchen Fall daher schnell:
oder Einweglichtschranke. Diese Sensorprinzipien Dank der Lichtremissionswerte kennt der Anlagenbetreiber
werden in optoelektronischen Sensoren weltweit am
häufigsten eingesetzt. In der Produktion bringt das
zusätzliche Flexibilität, denn die Sensorprinzipien
lassen sich jederzeit umschalten, auch im laufenden
Betrieb. So können ganz unterschiedliche Objekte
unter wechselnden Betriebsbedingungen zuverlässig
detektiert werden. Zudem vereinfacht sich die Lager-
haltung, da der Sensor vier Sensorprinzipien in einem
Gerät vereint.
Auch ein Sensortausch ist bei derartigen Komponen-
ten unkompliziert, da sich die Parametersätze jederzeit
über IO-Link aktualisieren und aufspielen lassen. Intel-
ligente Sensoren spielen hier mit IO-Link zusammen
und nutzen die zentrale Datenhaltung, um Anwendern
ein mühevolles manuelles Einstellen vor Ort zu erspa-
ren. Die Funktionen sind über IO-Link konfigurierbar,
sodass ein Remote Teach-In über die Steuerung ausge-
löst werden kann.
Mit den von intelligenten Sensoren generierten
Zusatzdaten lassen sich smarte Wartungskonzepte reali-
sieren und damit die Anlagenverfügbarkeit deutlich
erhöhen. So ist häufig ein Betriebsstundenzähler als
wichtiges Hilfsmittel für eine vorausschauende Wartung
integriert. Dank weiterer cleverer Diagnose-Informatio-
nen können zunehmende Verschmutzung, Sensor-
Dejustage, Einstellungsfehler oder andere Unregelmä-
ßigkeiten frühzeitig und zuverlässig erkannt werden.
Diagnosehilfe Lichtremission
Bilder: Balluff
In vielen Anwendungen sind dabei die Werte der Licht-
remission hilfreich – zum Beispiel dann, wenn die
Umgebungsbedingungen zwangsläufig zu einer erhöh-
sensor & vision 2020 www.computer-automation.de
10
●optosensoren
Der Multisensor ‚BOS 21M ADCAP‘
bietet die Wahl zwischen
den vier Sensormodi:
Hintergrundausblendung,
energetischer Lichttaster,
Reflexionslichtschranke
oder Einweglichtschranke.
Vier Sensormodi und ein
umfangreiches Funktionsportfolio
kombiniert in nur einem Sensor.
den Verschmutzungsgrad jedes Sensors und kann eine Langfristig führt dies dazu, dass die Signalqualität und damit
Reinigung veranlassen, bevor es zu einem Produktions auch die Zuverlässigkeit und Präzision der Objekterkennung
stillstand kommt. abnimmt. Bisher gab es keine Möglichkeit, diese schleichen-
In gleicher Weise ermöglicht es der Lichtremissions- de Verschlechterung zu erfassen und zu evaluieren. Sensoren
wert, die Güte des Sensorsignals kontinuierlich zu über- mit einem voreingestellten Schwellenwert melden zwar,
Bilder: Balluff
wachen. Immer wieder kommt es in den Anlagen durch wenn die empfangene Lichtmenge zu gering wird, aber sie
Vibration oder andere äußere Einflüsse zu einer schlei- bieten nicht die Möglichkeit, aus den Rohdaten einen Trend
chenden Verstellung der mechanischen Ausrichtung. abzuleiten und eine quantitative und qualitative Bewertung
der Erkennungssicherheit durchzuführen.
Überwachung der Sende-LED
Auch die Leistung der Sende-LED lässt sich direkt optisch
überwachten. Dazu befindet sich im Inneren des Opto-
sensors eine Monitordiode, die die Lichtmenge der Sende-
LED unbeeinflusst von äußeren Einflüssen kontinuierlich
erfasst. Die dadurch mögliche intelligente Bewertung der
Sendeleistung lässt sich prozentual abfragen, wird aber
auch durch eine dreistufige ‚Ampel‘ leicht verständlich und
prägnant dargestellt. Dies vermeidet Fehlfunktionen und
reduziert somit ebenfalls Maschinenstillstandzeiten. So
lässt sich kritischen Betriebszuständen durch die zwangs-
läufige Alterung der LED rechtzeitig gegensteuern.
In ähnlicher Weise werden die Sensor-Innentemperatur
sowie die Versorgungsspannung als sogenannte ‚Stresslevel‘
überwacht. Beide Parameter erlauben solide Rückschlüsse
über den Belastungszustand des Sensors und damit auch
auf das Ausfallrisiko. Da die Detektionssignale schon im
Sensor vorverarbeitet werden, trägt der intelligente Sensor
zudem dazu bei, die übergeordnete Steuerung zu entlasten
und gleichzeitig den Datenverkehr auf dem Feldbus zu
reduzieren. ik
STEFAN HORNUNG
ist Portfoliomanager bei Balluff
in Neuhausen.
www.computer-automation.de sensor & vision 2020
11
●laser-distanzsensoren
In fünf Schritten passgenau
Mit Hilfe berührungsloser Messungen sorgen Laser-Distanz-
sensoren innerhalb automatisierter Produktionsprozesse
für Prozesseffizienz. Bei der Wahl des passenden Sensors
spielen Faktoren wie Messbereich, Fokus, Strahlform oder
Objektoberfläche sowie die Bedienbarkeit eine wichtige Rolle.
L
aser-Distanzsensoren ermöglichen eine einer Winkelberechnung: Der Sensor pro-
schnelle und hochgenaue Vermessung jiziert einen Laserpunkt auf ein Objekt.
von Objekten für eine zuverlässige Dieses Objekt reflektiert den Laserpunkt
Inline-Qualitätskontrolle, sie liefern Mess- zum Sensor zurück, wo er abhängig von
werte für die hochgenaue Positionierung der Entfernung unter einem bestimmten
von Objekten oder die y-Achsen-Positio- Winkel auf ein Empfangselement trifft.
nierung eines Roboterarms oder aber sie Durch die Position des Lichtpunktes auf
messen die Dicke für eine Doppellagen- dem Empfangselement und der Distanz
kontrolle. Insbesondere Lösungen auf von Sender zum Empfangselement wird störender optischer Effekte und somit für
Triangulationsbasis bieten sich aufgrund der Abstand zum Messobjekt im Sensor die beste örtliche Wiederholgenauigkeit
ihrer nahezu oberflächenunabhängigen berechnet. Die Positionsänderung des und Präzision des Mess-Ergebnisses.
Arbeitsweise an. Im Vergleich zu mecha- Lichtflecks auf dem Empfänger und damit
nischen beziehungsweise taktilen Lösungen auch die Unterscheidung von Distanzen Linie oder Punkt?
wird hier berührungslos gemessen, sind hierbei im Fernbereich deutlich Das Portfolio von Laser-Distanzsensoren
wodurch sich sowohl ein Verschleiß des geringer als im Nahbereich, wodurch sich umfasst in vielen Fällen sowohl Punkt- als
Messmittels als auch eine Beschädigung die Präzision des Sensors verringert. auch Linien-Strahlformen, die abhängig
des Produkts vermeiden lassen. Doch was Allerdings lassen sich die Sensoren nicht von der Art der Anwendung eingesetzt
sollte im Einzelnen bei der Wahl des immer so nah wie eigentlich nötig am werden sollten. Liniensensoren bieten
passenden Sensors beachtet werden? Messobjekt montieren. Eine Beschränkung einen deutlichen Vorteil bezüglich der
könnte etwa die Einbausituation sein, die Messwert-Stabilität bei der Vermessung
Messbereich und Fokus wählen einen gewissen Abstand zum Messobjekt von Metallen, Holz oder rauen sowie struk-
Generell empfiehlt es sich, den Messbe- vorschreibt. Zur Optimierung der Perfor- turierte Oberflächen, da ein gemittelter
reich so klein wie möglich zu wählen, da mance des Laser-Triangulationssensors Messwert über die Struktur der Oberfläche
die Präzision von Triangulationssensoren sollte dann möglichst im Fokus (oder auch des Messobjekts ausgegeben wird. Punkt-
mit steigendem Abstand zum Messobjekt Sweet Spot) des Laserstrahls gearbeitet sensoren messen mit einem extrem klei-
abnimmt. Triangulationssensoren bestim- werden. Der minimale Durchmesser des nen, fokussierten Lichtfleck und dienen der
men den Abstand zum Messobjekt anhand Lichtflecks sorgt für die Minimierung präzisen Vermessung kleinster Objekte, et-
wa elektronischer Bauteile, oder der punkt-
genauen Positionierung von Bauteilen.
Vergleich der Signal-
änderungen eines Kein Mehraufwand für
Laser-Distanzsensors Schutzvorrichtungen
auf Triangulationsbasis
Aufgrund einer automatischen Anpassung
bei kurzen oder
längeren Distanzen: an die optischen Eigenschaften des Mess-
Je kürzer der Mess- objekts liefern die meisten Laser-Distanz-
bereich, desto größer sensoren auch innerhalb der Spezifikationen
sind die Änderungen der Laserklasse 1 zuverlässige Ergebnisse.
auf der Empfangszeile. Die Laserstrahlung bei Laserklasse-1-Sen-
soren darf eine maximale Leistunglaser-distanzsensoren
Schnittstelle nach Bedarf die grafische Oberfläche lassen sich die
Zur Nutzung der erfassten Messwerte müs- Sensoren in wenigen Minuten parametrie-
sen diese in die verschiedenen Ebenen der ren und sind dann einsatzbereit. So sind
Automatisierungspyramide weitergegeben beispielsweise bei den Sensoren ‚OM70‘
werden. Hierfür stehen meist die Übertra- von Baumer selbst zuverlässige Messungen
gung eines analogen Referenzwertes über auf transparente Produkte sowie die Iden-
den Analogausgang des Sensors oder seri- tifizierung und das Ausblenden störender
elle Protokolle wie RS485 zur Verfügung. Signale dank der einfachen visuellen Dar-
Allerdings stellt die voranschreitende Ent- stellung des Messsignals und der Möglich-
wicklung der Industrie 4.0 weitaus höhere keit der grafischen Einschränkung des
Anforderungen an die Vernetzung der Messbereichs sehr einfach möglich. Eine
Ebenen der Automatisierungspyramide so- integrierte Monitoring-Funktion erlaubt
wie die Kommunikation mit dem Sensor. eine Live-Analyse der Mess-Ergebnisse,
Aus diesem Grund werden auch Industrial- was eine schnelle und sofortige Problem-
Ethernet-basierte Protokolle für eine lösung sowohl bei der Erstprüfung der
effiziente Integration in die Netzwerke Anwendung als auch später beim Service
einer modernen Fabrik angeboten. beziehungsweise der Wartung ermöglicht.
Industrial-Ethernet-basierte Protokolle Letztlich gibt es also nicht den einen
haben diverse Vorteile für den Anwender. Laser-Distanzsensor, der sich für alle
Dennoch muss es auch Sensoren mit Insbesondere in Bezug auf zuverlässige, Anwendungen gleichermaßen eignet – eine
Laserklasse 2 geben: Bei extrem dunklen flexible Produktionsprozesse bieten digitale Reihe von Faktoren beeinflusst die Aus-
Materialien, wie zum Beispiel matten Schnittstellen einen Mehrwert. So kann wahl. Aus diesem Grund bietet Baumer
Gummiförderbändern, wird der größte beispielsweise die Parametrierung des bei den Laser-Distanzsensoren ‚OM70‘ ein
Anteil des Lichts absorbiert. Folglich wird Sensors im laufenden Betrieb über einen umfangreiches Portfolio mit unterschied-
nur wenig Licht zum Empfangselement des integrierten Webserver oder die Schnitt- lichen Funktionen, Strahlformen, Mess-
Sensors reflektiert. Werden in solchen Fäl- stelle selbst vorgenommen werden. Zusätz- bereichen und Laserklassen. ik
len Sensoren mit Laserklasse 1 verwendet, lich können anhand hoher Übertragungs-
brauchen sie eine wesentlich höhere Emissi- raten neben den Distanzwerten auch
ANICA DRZEWICKI
onszeit für ein zuverlässiges Signal. Dadurch Sekundärdaten übertragen werden, die bei- ist Produktmanagerin Optisch
verringert sich die Messgeschwindigkeit spielsweise vorausschauende Wartungspro- Messende Sensoren bei Baumer
und der gesamte Messzyklus würde sich zesse unterstützen. in Frauenfeld, Schweiz.
deutlich verlängern. Abhilfe kann hier ein
Laserklasse-2-Sensor schaffen, da diese eine Messapplikationen einfach lösen
größere Lichtmenge aussenden können und Neben den technischen Auswahlkriterien
somit die Messzyklen kurz bleiben. Auch spielt die einfache Bedienbarkeit der Sen-
ANDREA MEMMINGER-WÄSCH
hier sind in der Regel keine weiteren Schutz- soren eine wichtige Rolle bei der Auswahl. arbeitet im Produktmarketing bei
maßnahmen notwendig, da der Laserstrahl Eine effiziente Lösung sind hierbei Laser- Baumer in Frauenfeld, Schweiz.
bei kurzzeitiger Bestrahlungsdauer unge- Distanzsensoren mit einem Web-Interface.
fährlich ist. Ein Hineinschauen in den Strahl Dieses ermöglicht die Einstellung der
oder Reflektionen über längere Zeit sollten Sensoren ohne zusätzliche Software, nur
allerdings vermieden werden. ein Standard-Webbrowser ist nötig. Über
Unterschiedliche Strahl-
formen für unterschied-
liche Oberflächen:
Die Laserlinien-Strahlform
eignet sich zum
Beispiel für metallische
Oberflächen, der
fokussierte Laser-Point für
hochpräzise
Positionierungen.
www.computer-automation.de sensor & vision 2020
13
●objekt-erkennung
Optische Inspektion mit künstlicher Intelligenz
Künstliche neuronale Netze in Kombination mit Deep-Learning-Methoden können die
automatische optische Inspektion (AOI) sowie die Objekt-Erkennung in Fertigungsprozessen
optimieren. Wie lässt sich allerdings zum Beispiel Echtzeit-Fähigkeit gewährleisten?
G
eht es bei der optischen Inspektion um identische und eindeutig identifizierbare M erkmale,
ist das maschinelle Sehen, wie es sich in der Industrie etabliert hat, hervorragend
geeignet. Je mehr Unschärfen es gibt, desto höher ist jedoch die Fehlerquote.
Und geht es um die Erkennung von Varianten oder gänzlich anderen
Objekten, muss die Software mit relativ hohem Aufwand neu program-
miert werden. Beide Schwachstellen lassen sich mit dem Einsatz von
Deep-Learning-Methoden umgehen.
Die Basis für Deep-Learning-Methoden sind riesige
Datenmengen und künstliche neuronale Netze. Mit Hilfe
unzähliger Bilder und deren Labeling als Gut- oder
Schlechtbilder wird das System trainiert; es ‚lernt‘
aufgrund der Algorithmen und der künstlichen
neuronalen Netze, welche Objekte den
Vorgaben entsprechen, also gut sind, und
welche nicht. Im Einsatz lernt das
System stetig weiter und die Erken-
nungsquote verbessert sich
kontinuierlich.
Nach einer kurzen Trainings-
phase kann das System auch mit
Objekt-Varianten oder anderen
Objekten umgehen und nicht nur die
Qualität inspizierter Teile beurteilen, son-
dern Objekte auch zuverlässig klassifizieren.
Hierfür muss die Software riesige Datenmen-
gen verarbeiten können. Das heißt, es sind hochper-
formante Prozessoren oder – je nach Anwendungsfall –
auch Grafikkarten nötig. Einige Unternehmen lagern diese
Prozesse in Cloud Services aus.
Häufig lässt es sich jedoch nicht vermeiden, das Processing nahe
an der Applikation auszuführen, wenn es um Themen wie Latenz,
Bandbreite oder Security geht.
GPU-basierte Lösungen haben den Nachteil, dass sie sehr viel Energie
verbrauchen. Cloud-basierte Lösungen gehen mit Latenzzeiten und schwankenden
Bandbreiten einher, sodass sich (harte) Echtzeit in der Regel nicht sicherstellen lässt. Zudem
müssen Sicherheitsfragen geklärt werden, um Datenspionage oder -manipulation zu verhindern.
An der Edge einsetzbar
Intel bietet nun mit der aktuellen Generation der Vision Processing Unit (VPU) ‚Movidius Myriad X‘
(MA2485) eine Alternative, die an der Edge einsetzbar ist und die für Industrieprozesse nötige Echtzeit-
Fähigkeit und Sicherheit gewährleistet. Die VPU ist mit einer neuronalen Recheneinheit ausgestattet, die
ausschließlich der Beschleunigung der anspruchsvollen Deep-Learning-Berechnungen (Inferenzen)
dient, ohne dabei viel Energie aufzunehmen. Dadurch liefert die ‚Myriad-X‘-Architektur eine Rechen-
leistung von 1 TOPS – das sind eine Billion Operationen pro Sekunde. Die Gesamtleistung kann bis über
Bilder: Intel
4 TOPS reichen. Da die Recheneinheit speziell auf das Schlussfolgern (Inference) ausgelegt ist, muss für
das Training der Modelle weiterhin auf klassische Lösungen gesetzt werden.
sensor & vision 2020 www.computer-automation.de
14
●objekt-erkennung
Die ‚Movidius Myriad X‘ von Intel verfügt
über eine n euronale Recheneinheit,
die anspruchsvolle Deep-Learning-
Berechnungen (Inferenzen) beschleunigt,
ohne dabei viel Energie aufzunehmen.
Neben dieser neuronalen Recheneinheit sorgt eine Reihe weiterer Komponenten dafür, dass die VPUs
auch bei kontinuierlich hohen Arbeitslasten durch Deep-Learning-Prozesse enorm schnell
arbeitet: Mit mehreren in C programmierbaren 128-bit-VLIW (Very Long Instruction
Word)-Vektor-Prozessoren lassen sich mehrere Anwendungs-Pipelines für die Bild-
verarbeitung und -erkennung parallel bearbeiten. Eine Suite mit über 20 Hard-
warebeschleunigern sorgt beispielsweise dafür, den Optical-Flow oder die
Stereo-Tiefe zu regeln, ohne zusätzliche Last zu erzeugen.
Der 2,5 Mbyte große On-Chip-Speicher verfügt über frei zugängliche
intelligente Speicherstrukturen, die den Datenfluss auf dem Chip
minimieren: Mit einer Bandbreite von 450 Gbyte/s wird sowohl
die Zugriffszeit reduziert als auch der Energieverbrauch auf
unter 3 W gesenkt. Z usätzlich stehen 4 Gbyte LPDDR4-
Speicher zur Verfügung.
Auf Grundlage der geringen Package G röße von
71 mm2 und einer Höhe von 1 mm der VPU bieten
die Hersteller Aaeon, Advantech, IEI oder Intel
Steckkarten mit einer oder mehreren ‚Myriad X‘-
VPUs als MiniPCIe-, M.2- oder als PCIe-Varian-
te an, die alle über den D istributor Rutronik
verfügbar sind. Durch die breite A uswahl an
unterschiedlichen Formfaktoren und die Skalierbar-
keit bei bestimmten Karten lässt sich eine Fülle von
Anforderungen im Bereich V ision Computing erfüllen.
Toolkit für maßgeschneiderte Modelle
Passend zur VPU bietet Intel das Software-Toolkit ‚OpenVino‘ an,
das die Entwicklung, die Installation sowie die Ausführung von
Deep-Learning-Modellen für sämtliche B ilderkennungslösungen und
Computer-Vision-Anwendungen e rleichtert und beschleunigt. Mit dem
Python basierenden Deep-Learning-Model-Optimizer lassen sich die
trainiertenModelle importieren, konvertieren und auf die jeweilige Hardware
optimieren und so die Leistung des genutzten Systems steigern. ‚OpenVino‘ unterstützt
Intels VPU-, CPU-, iGPU- und FPGA-Lösungen.
Anschließend werden die importierten und optimierten Deep-Learning-Modelle an die
Deep-Learning-Inference-Engine API übergeben. Damit lassen sie sich auf unterschiedliche P lattformen
übertragen. Samples zum Beispiel zur Sprach- oder Bilderkennung erleichtern
den Einstieg zusätzlich. ik
FLORIAN SCHMÄH
ist Product Sales Manager Boards
bei Rutronik Elektronische
Bauelemente in Ispringen.
Bild: Rutronik
www.computer-automation.de sensor & vision 2020
15
●io-link
Smart Data statt Big Data
Durchgängig bis zur Sensor-/Aktor-Ebene kommunizieren, bidirektional und mit
Zugriff auf Zusatzdaten – damit steigert
IO-Link auch das Potenzial industrieller Cloud Services.
D
ie Cloud-Dienste der vier amerika- Verständlich, dass Unternehmen die relevanten Werte herauszufiltern – also
nischen Technologie-Riesen Apple, Vorzüge des Cloud Computing auch in Big Data auf Smart Data zu reduzieren. Mit
Microsoft, Amazon und Google industriellen Anwendungen nutzen wollen diesen Daten avanciert die Cloud zu
können den Alltag erheblich vereinfachen: – mit speziellen Anforderungen, aber weitaus mehr als nur einem Speicherort:
Urlaubsfotos nicht mehr auf dem begrenz- einem doch gemeinsamen Ziel: Daten Sie unterstützt Anwender etwa bei der Inte-
ten Smartphone-Speicher, sondern im effizient zu nutzen, ohne Netzwerk und gration neu angeschlossener Geräte, warnt
persönlichen Online-Ordner ablegen; Speicherplatz unnötig zu belasten. automatisch bei kritischen Anomalien oder
Kalendereinträge und Kontakte auf gleich Für Industrial Clouds gilt es dabei, aus visualisiert die Betriebszeiten verschie-
mehreren Geräten synchronisieren; oder den vielen Informationen, die Feldgeräte dener Werkzeuge. Dank durchgängiger
Bilder: Turck
gemeinsam am Planungsdokument für die wie etwa Sensoren oder RFID-Schreib- Kommunikation vom Sensor bis zur Cloud
kommende Vereinsfeier arbeiten. Lese-Köpfe sammeln, vorab die jeweils und zurück, wie sie zum Beispiel Turck
sensor & vision 2020 www.computer-automation.de
16
●io-link
anbietet, entsteht ein intelligenter Aus-
tausch zwischen Feldebene, Steuerung,
Datenwolke und – sobald nötig – dem
zuständigen Service-Mitarbeiter.
Zugriff auf Zusatzdaten
Mit dem Kommunikationsstandard IO-
Link beginnt die Digitalisierung bereits im
direkten Maschinenumfeld. Viele Feldge-
räte verfügen inzwischen über Prozessoren,
die neben den Nutzdaten weitere Informa-
tionen bereitstellen – etwa Diagnosedaten
oder Geräteinformationen.
Parallel zum eigentlichen Messwert
ermöglicht IO-Link übergeordneten Sys-
temen den Zugriff auf diese Zusatzwerte.
Damit wird ein IO-Link Device wie ein
Sensor zu einem sprechenden Teilnehmer, Der Ultraschallsensor liefert eine doppelte Zustandsüberwachung, indem er neben dem
was am anderen Ende der Automations- Füllstand auch kontrolliert, ob sich Schaum auf der Oberfläche bildet.
pyramide wiederum die Verwendungs-
möglichkeiten von Cloud-Diensten erhöht.
Vorverarbeitung von Signalen
Um die Datennutzung oberhalb der Feld-
bus-Ebene auf Smart Data zu beschränken,
ist dezentrale Intelligenz erforderlich. Das
heißt: Ein Vorverarbeiten von Signalen
erfolgt bereits im Feldbus-Modul. Im
IO-Link-Master ‚TBEN-L-8IOL‘ von Turck
zum Beispiel können Anwender direkt
konfigurieren, welche Variablen in die
Cloud übertragen werden.
Dezentrales Auswerten von Daten
bedeutet darüber hinaus, zeitkritische
Messungen vor Ort im Modul durchzufüh-
ren, ohne Kommunikationsnetze zusätzlich
zu belasten. Auf diese Weise bleiben auch
Prozessabfolgen im Millisekunden-Takt
ungestört, während lediglich bestimmte
Daten zur weiteren Verwendung über- Turcks Cloud-Dienst kann entweder auf dem eigenen Firmenserver oder als Public Cloud im zentralen Daten-
tragen werden. In die Cloud führen dazu zentrum gehostet werden – die Kommunikation erfolgt dabei über ein verschlüsseltes Protokoll.
mehrere Wege: kabelgebunden über die
IP67-Steuerung ‚TBEN-L5-PLC-10‘ oder
per Drahtlosverbindung über das Cloud-
Gateway ‚TCG20‘ mit WLAN oder Mobil-
funk. 17
Geräte-Identifikation samt IODD-Abgleich
Wo zahlt sich das Zusammenspiel von
Cloud und IO-Link aus? Beispielsweise bei
der Identifikation von Geräten, wenn
technisches Personal einen Sensor in
Betrieb nimmt oder eine Wartung durch-
führt. Dabei kann schnell wertvolle Zeit
verloren gehen, gelegentlich unterlaufen
auch Fehler. Sinnvoller ist es, die Cloud an
eine zentrale Datenbank mit sämtlichen
www.computer-automation.de ●
sensor & vision 2020io-link
Velco-Kunden können Maschinenzustände weltweit lange die Maschine in der Zwischenzeit
über ihr Smartphone diagnostizieren. So hilft das
stillstand.
Unternehmen mittels ‚Cloud Solutions‘ von Turck bei
der Fehlerbehebung.
IIoT in der Praxis
Wie Anwender heute schon von einer
durchgängigen Sensor-to-Cloud-Lösung
IO-Link-Gerätebeschreibungen anzubin- profitieren können, zeigt das Beispiel
den. Ein neu angeschlossenes Gerät im der Firma Velco Gesellschaft für Förder-,
Feld übermittelt dann seine Hersteller- Spritz- und Silo-Anlagen in Velbert. Deren
und Geräte-ID an die Cloud, einschließ- Druckkessel-, Rotorspritzmaschinen und
lich der Parameter und Kommunikati- Einblasanlagen werden weltweit in Hoch-
onseigenschaften. Es folgt ein Abgleich ofenbetrieben, Stahlwerken, Gießereien
mit der Datenbank, um die zum Sensor und in der Feuerfestindustrie eingesetzt.
gehörende IODD zu identifizieren. Zudem Um den Anwendern bei Störungen schnell
visualisiert die Cloud Gerätedaten und helfen zu können, haben die Sonderma-
kann, falls erforderlich, Parameter im schinen eine Fernabfragefunktion. Da die
Gerät anpassen. bisherige Lösung modernen Anforderungen
nicht mehr gerecht wurde, setzt Velco inzwi-
Schneller Sensortausch im Fehlerfall schen auf das Cloud-Angebot von Turck.
Ähnliches gilt für den Gerätetausch im Fall Auf einer Seite im Webbrowser bietet
eines Fehlers. Sobald ein Sensor einen das Tool Überblick über alle Maschinen.
Defekt meldet, gelangt diese Information Niemand muss sich Adressen merken, alles
über die Cloud direkt zu einem Mitarbeiter. funktioniert dank Responsive Design auch
Dafür lassen sich neben visuellen Hinwei- via Smartphone. Die Velco-Kunden, die
sen im Dashboard Alarme verknüpfen, bei wert Daten zur Signalqualität. Dies gibt ihre Maschinen oft an Endnutzer vermie-
denen automatisch Benachrichtigungen Anwendern die Möglichkeit, zum Beispiel ten, rufen das Dashboard der Velco-Cloud
per E-Mail oder SMS verschickt werden. nicht nur einen Füllstand abzufragen, son- auf und sehen in der Navigation ihre
Da die Gerätekonfiguration des Sensors in dern auch alarmiert zu werden, falls sich Maschinen. Klickt der Mitarbeiter auf einen
der Cloud gespeichert werden kann, ist Schaum auf der Oberfläche einer Flüssigkeit der Einträge in der Liste, stellt das Dash-
das fehlerhafte IO-Link Device daraufhin bilden sollte, der die Messung verfälschen board alle relevanten Daten übersichtlich
problemlos zu ersetzen. Durch den bidirek- würde. IO-Link erweitert die Zustands- dar. Dies sind neben etlichen analogen
tionalen Informationsaustausch identifi- überwachung in dem Fall um eine zweite Werten wie Wasserdruck oder Materialfüll-
ziert die Cloud den Typ des angeschlos- Beobachtung. Gleichzeitig sorgt die Cloud stand digitale Anzeigen wie Betriebszu-
senen Ersatz-Sensors und konfiguriert ihn dafür, dass Informationen über Füllstand stand oder der Status des Not-Halt-Tasters.
mit den vorgesehenen Parametern. und Oberflächenbeschaffenheit rechtzeitig Zudem sieht der Nutzer einen Betriebs-
bei den zuständigen Mitarbeitern ankom- stundenzähler und andere numerische
Warnung bei mechanischem Verschleiß men, unabhängig von Ort oder Endgerät. Anzeigen. Das Dashboard kann sich jeder
IO-Link-Zusatzdaten können auch Auf- Nutzer mit ein paar Klicks und ohne
schluss über einen mangelhaften mecha- Prozessparameter im Blick behalten Programmierkenntnisse selbst zusammen-
nischen Ablauf geben. Erfasst ein induk- Auch relevante Prozessparameter lassen len. Spezialisten können die Maschinen
tiver Sensor zum Beispiel die Bewegung sich mittels Zusatzinformationen in der über das Dashboard sogar fernsteuern, falls
eines Bolzens, liefert er neben dem Schalt- Cloud aufzeichnen. Kommen in einer dies im Zuge einer Fehlersuche notwendig
impuls auch Informationen über den Maschine unterschiedliche Werkzeuge wird. So sehen die Support-Techniker vom
Schaltabstand. Sobald das Target eine kri- zum Einsatz, müssen Betreiber womöglich Schreibtisch aus, ob einfachste Fehler wie
tische Distanz zum Sensor erreicht, deutet deren jeweils vorgeschriebene Nutzungs- ‚fehlende Wasserzufuhr‘ oder ‚Not-Halt
dies möglicherweise auf zunehmenden dauer berücksichtigen. Um diese Daten in gedrückt‘ ausgeschlossen werden können.
Verschleiß in der Applikation hin – der der Cloud einzusehen beziehungsweise zu Dank der Zusatzdaten können sie bei der
Bolzen hat zu viel Spiel. In der Cloud speichern, lassen sich die Prozesspara- weiteren Ursachenforschung kompetent
erhalten Instandhalter den entsprechenden meter jedes Werkzeugs übertragen. Dies unterstützen. ik
Hinweis und müssen spätestens dann gelingt unter anderem mit Hilfe von
handeln, wenn sich das Target außerhalb Turcks induktivem Koppler. Nach einem
des Messbereichs befindet. Durch recht- Werkzeugwechsel tauschen das Werkzeug CHRISTIAN KNOOP
ist Produktmanager Fabrik
zeitiges Benachrichtigen kann ein Service und die Cloud berührungslos untereinan- automation Systeme bei Turck
aber bereits vor Erreichen dieses Zustands der Werte wie etwa die Betriebszeit aus. in Mülheim.
durchgeführt werden. Anwender können dann in der Cloud
Genauso liefert etwa ein messender einsehen, wie viele Stunden die einzelnen
Ultraschallsensor zusätzlich zum Distanz- Werkzeuge verwendet wurden oder wie
sensor & vision 2020 www.computer-automation.de
18
●sicherheitsschalter
Ohne ‚Druck‘ arbeiten
Sicherheitsschalter auf Basis kapazitiver Taster ermöglichen ermüdungsfreies Arbeiten. Darüber
hinaus können sie Teil von Zweihandsteuerungen sein, die falsches oder unaufmerksames Betätigen
mit nur einer Hand oder einem anderen Körperteil verhindern.
H
erkömmliche Drucktaster, die mechanisch zu bedienen einen das Ausfallrisiko und macht die Taster zum anderen
sind, haben nicht mehr viel mit heutigen kapazitiven absolut wartungsfrei. Die Ausfallsicherheit lässt sich noch stei-
Tastern gemeinsam. Während bei Ersteren ein mecha- gern beispielsweise durch eine wasserdicht mit Spezialharz
nischer Druck zur Bedienung notwendig ist, werden die vergossene Elektronik und ein robustes Gehäusematerial aus
kapazitiven, elektronischen Sensortaster mit Touchfunktion Polycarbonat, wie sie die Firma Captron anbietet. Deren
durch Berührung drucklos geschaltet. Dabei baut der Taster sichere kapazitive Taster erfüllen mit Blick auf das Einwirken
ein elektrisches Feld auf und misst kontinuierlich die Kapazität von Wasser und Öl den IP69K-Schutzstandard und bezüglich
zwischen Fläche und Sensorumgebung. Da der menschliche Schlagfestigkeit und Robustheit die IK08-Anforderungen – ein
Körper hauptsächlich aus Wasser besteht, verfügt er über eine zusätzlicher Schutz vor Vandalismus. Ergo können selbst
relativ hohe Leitfähigkeit. Nähert sich dem Taster also eine Feuerzeugflammen und gezielte Schläge auf die Tastfläche den
Hand, erhöht sich die Kapazität und ein Schaltvorgang wird Tastern nichts anhaben. Die kapazitiven Sensortaster von
ausgeführt. Schon allein dieses Prinzip sorgt für mehr Sicher- Captron ermöglichen mehrere 100 Millionen Schaltzyklen.
heit am Arbeitsplatz – denn auch ein Handschuh, der Hohe Sicherheit in den Abläufen ist natürlich nicht nur eine
gegebenenfalls gegen Kälte und Schmutz sowie zum Schutz Sache des verwendeten Taster-Materials. Ebenso wichtig sind
gegen Verletzungen der Hände dient, beeinträchtigt die eingebaute automatische Mechanismen, die die Bedienung von
Funktion des Tasters nicht. Sensoren – und damit der sie steuernden Maschinen – für den
Da bei kapazitiven Tastern allein die Berührung genügt, Anwender sicher gestalten.
sinkt der Kraftaufwand zum Bedienen einer Anlage – ein
grundlegender, wenn auch oft unterschätzter Faktor für Verwendung als Zweihandsteuerung
sicheres Arbeiten: Denn wer wenig physikalische Energie ver- Mitarbeiter beispielsweise bei der Arbeit mit Pressen und
wenden muss, um einen Taster zu bedienen, ermüdet nicht so Stanzen sind einem hohen Verletzungsrisiko ausgesetzt. Aus
schnell, vermeidet Fehler und verletzt sich in der Folge diesem Grund schreibt die DIN-Norm EN ISO 13849-1 hier in
seltener. Je einfacher und kraftschonender Bedienvorgänge bestimmten Fällen eine Zweihandsteuerung vor, mit der sich
gestaltet sind, desto sicherer werden sie. eine Maschine erst durch das gleichzeitige Betätigen zweier
Verglichen mit mechanischen Drucktastern sind kapazitive Taster zum Laufen bringen lässt. Hier bieten sich kapazitive
Sensortaster robuster, da Berührung eine viel geringere Ein- Systeme besonders an, da sie ein druckloses und sicheres
Bild: Captron
wirkung als Druck darstellt. Sensortaster haben zudem keine Bedienen schwerer Maschinen und Anlagen in der Fertigungs
mechanischen Bauteile, die ausfallen können. Dies senkt zum automation ermöglichen. Zum Auslösen der Maschine
www.computer-automation.de sensor & vision 2020
19
●Sie können auch lesen