ENTGRATEN MIT PERFEKTEM FINISH - GARANT Tellerbürsten für Bearbeitungszentren und Roboterzellen - eCatalogue Hoffmann ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Preise zzgl. MwSt., gültig bis 31. 07. 2021 ENTGRATEN MIT PERFEKTEM FINISH. GARANT Tellerbürsten für Bearbeitungszentren und Roboterzellen.

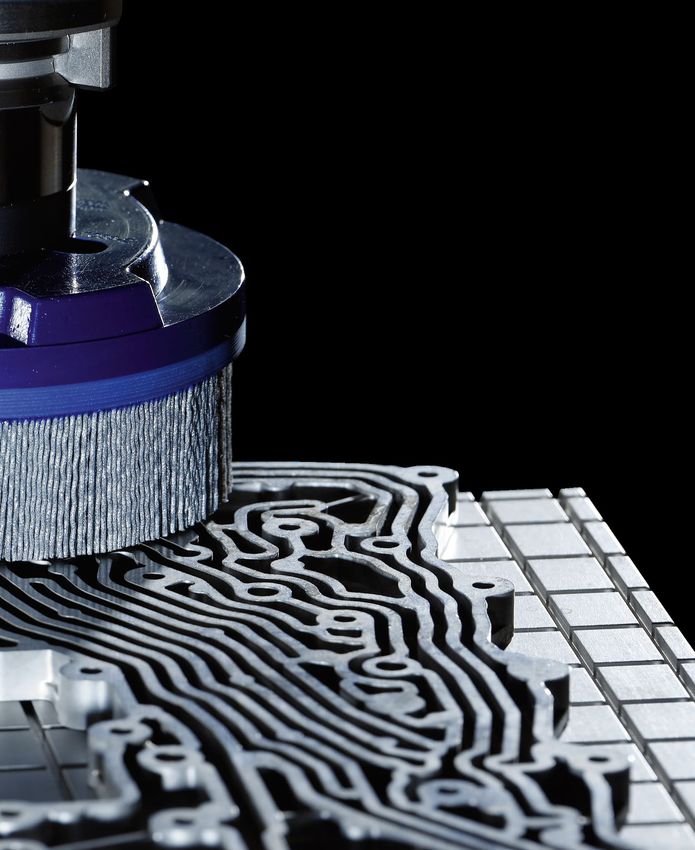
GARANT Tellerbürsten www.hoffmann-group.com Prozesskosten und Durchlaufzeiten optimieren. GARANT TELLERBÜRSTEN MIT VOLLBESATZ BIETEN NEUE MÖGLICHKEITEN IN DER AUTOMATISIERTEN ENDBEARBEITUNG. Präzise Kantenverrundung Feinbearbeitung Reinigen und Finishen ohne Formveränderung des komplexer Bauteile. großer Oberflächen. Werkstücks. GARANT Tellerbürsten sind High-Tech- Ventilplatten mit innenliegendem Motorrad-Gabelbrücke mit fein Bürsten, die in CNC-Maschinen oder Labyrinth können auf konventionelle geschliffener Oberfläche nach Roboterzellen eingesetzt werden. Sie Weise nur sehr aufwendig bearbeitet dem Bürstvorgang. kommen zum Einsatz, wenn Werk werden. Bei einer Tellerbürste sind stücke nach dem Zerspanungsprozess hunderte von flexiblen Borsten gleich- automatisiert, schnell, reproduzierbar zeitig im Einsatz. Dadurch können auch und prozesssicher nachbearbeitet komplexe Bauteile schnell entgratet werden müssen. Die Hauptanwendung werden, ohne das Werkstück in seiner liegt im präzisen Entgraten, Kanten- Form zu verändern. Keine Sekundär- verrunden und Oberflächenfinish von gratbildung. Präzisionsteilen ohne die Geometrie des Werkstücks zu verändern. Vorher: Nachher: Gefräste Oberfläche (Alu) mit Frässpuren und Homogene, gebürstete Oberfläche Gratbildung an der Kante. mit verrundeten Kanten. 2

Bauteile Anwendung
ɾɾ Gefräste Teile. ɾɾ Entgraten nach dem Zerspanen.
ɾɾ Sinter- und Druckgussteile. ɾɾ Kanten verrunden.
ɾɾ Stanz- und Pressteile. ɾɾ Feine Frässpuren und Rattermarken entfernen.
ɾɾ Zylinderköpfe und Motorblöcke. ɾɾ Reinigen, Oxidschichten entfernen.
ɾɾ Hydraulik- und Pneumatikteile. ɾɾ Dicht- und Kontaktflächen bearbeiten.
ɾɾ Finishen.
TELLERBÜRSTEN EIGNEN SICH HERVORRAGEND
FÜR DIE ALUMINIUMBEARBEITUNG.
GARANT TELLERBÜRSTEN –
KOMPAKT. VIELSEITIG. PRÄZISE.
Mehr Infos unter: http://ho7.eu/tb
3
GARANT Tellerbürsten www.hoffmann-group.com
Beste Qualität bei geringerer
Durchlaufzeit.
„DIE GARANT TELLERBÜRSTEN GARANTIEREN EINE KONSTANTE
FINISHINGQUALITÄT UND SPAREN AUCH NOCH ETLICHE ARBEITSSTUNDEN EIN“
– Pascal Van de Sande, Technischer Leiter, Aluro
Aluro CNC hat etwa dreißig Mitarbeiter und verfügt über So können wir nicht nur unsere Lohnkosten, sondern auch
einen stark automatisierten Maschinenpark, zu dem auch die Preise für unsere Kunden niedriger halten. Darüber
Maschinen des Schwesterunternehmens RoboJob gehören. hinaus ist es uns damit möglich, Tag und Nacht zu produ-
„Automatisierung ist für Aluro aus den verschiedensten zieren und einen besseren Produktdurchfluss zu realisieren.
Gründen sehr wichtig“, berichtet Pascal Van De Sande. Die Automatisierung verschafft uns einen enormen Wettbe-
„In Belgien herrscht ein akuter Mangel an geeignetem Fach- werbsvorteil.“
personal. Automatisierung ist dafür die perfekte Lösung.
Die Hoffmann Group und Aluro CNC haben sich in ihrem „Als gewerblicher Handelspartner wollen
Bestreben nach Qualität und kontinuierlicher Optimierung wir die Fragen unserer Kunden eingehend
gefunden. „Die GARANT Tellerbürsten erfüllen unsere ho- beantworten“, „Wir begleiten sie bei der
hen Qualitätsansprüche voll und ganz“, sagt Van De Sande. Auswahl der besten Tools, arbeiten Pläne
„Darüber hinaus war das Preis-Leistungs-Verhältnis gut und gemeinsam aus und bieten fundierten
die Produkte sind immer auf Lager. Wenn wir heute bestel- technischen Support. Außerdem optimieren
len, sind wir sicher, dass wir die Produkte am nächsten Tag wir unser Produktangebot kontinuierlich auf
erhalten.“ der Grundlage des realen Feedbacks von
In den letzten Jahren ist die Hoffmann Group auf dem unseren Kunden.“
Gebiet der Zerspanungswerkzeuge stark gewachsen. Das Dominique Van Lunter,
ist die direkte Folge der umfangreichen und kundenfreund- technischer Fachmann Zerspanung
lichen technischen Unterstützung. bei der Hoffmann Group
4
Aluro CNC ist seit über dreißig Jahren ein etablierter und renommierter Name am Markt
und für die Qualität der gelieferten Teile bekannt. Der Zerspanungsbetrieb aus Heist-op-
den-Berg, Belgien liefert Komponenten und Maschinenteile für Kunden in den verschie-
densten Bereichen, wie z.B. Medizinsektor, Luftfahrt, Nahrungsmittel und Maschinenbau.
DIE LÖSUNG DIE ERGEBNISSE
Auf der Suche nach ständiger Optimierung stieß Aluro Verschiedene Maschinen von Aluro CNC waren bereits
CNC auf die Hoffmann Group. Als führender Anbieter von mit Tellerbürsten eines anderen Herstellers ausgestattet.
Qualitätswerkzeugen, Betriebseinrichtungen und persönli- „Damit erreichten wir jedoch nicht die gewünschten
chen Schutzausrüstungen führte dieser deutsche Spezialist Ergebnisse“, sagt Van De Sande. „Darum beschlossen wir,
im vorigen Jahr seine Produktreihe GARANT Tellerbürsten intern ein paar Tests mit den GARANT Tellerbürsten durch-
ein. Diese High-Tech-Bürsten für CNC-Maschinen oder zuführen. Nach einigem Suchen und Experimentieren mit
Roboterzellen werden zur automatischen, schnellen und den Parametern waren wir mit den Endergebnissen unserer
effizienten Nachbearbeitung von Werkstücken nach dem Werkstücke sehr zufrieden. Wir produzieren unter ande-
Zerspanungsprozess verwendet. rem große Gusseisenplatten, bei denen früher so einiges
GARANT Tellerbürsten machen manuelle Nachbearbeitung manuelle Entgraten notwendig war. Mit unseren neuen
überflüssig Tellerbürsten erfolgt diese Nachbearbeitung nun komplett
automatisch und wir sparen etliche Arbeitsstunden ein.
Außerdem garantieren sie eine konstante Finishingqualität.
Man muss die Maschine nur einmal programmieren
und dann ist das Finishing für jedes Werkstück identisch.
Dass auch die Durchlaufzeit unserer Werkstücke kürzer
geworden ist, nehmen wir gerne mit!“
5
GARANT Tellerbürsten www.hoffmann-group.com
Einsatzempfehlungen
für Tellerbürsten mit Vollbesatz.
➊ Zustellung:
0,8 – 2,0 mm
➋ Drehzahl:
900 – 2500 min -1 ➐ Verschleißgrenze:
8 – 10 mm
➍ Überlappung:
Seitlich ca. 10 mm.
➌ Vorschub:
800 – 3000 mm/min
6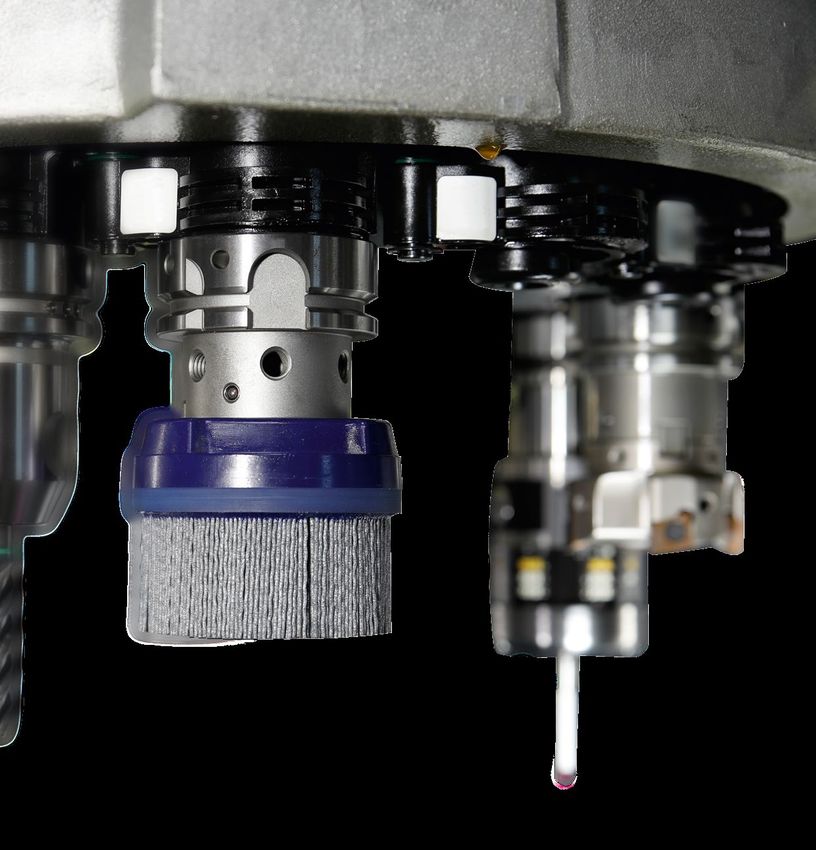
➊ Zustellung I dea
le B
max ürst wirk
0,8-2,0 Die Zustellung einer Tellerbürste mit Vollbesatz Werkstück mit
vielen Konturen
imale un
Stan g und
dzeit
liegt idealerweise zwischen 0,8 mm und2,0 mm.
Zustellung
Höhere Werte erhöhen nicht automatisch den
Flaches Werkstück
Abtrag und führen zu einem schnelleren Bürsten- mit wenig Konturen
verschleiß.
niedrig Drehzahl hoch
➋ Drehzahl
Bürsten mit Nylonbesatz arbeiten am Besten, wenn die Drehzahl so gewählt wird, dass mög-
min-1
lichst viele Borsten in das Werkstück eintauchen. Höhere Drehzahlen führen nicht zwangsläu-
fig zu einem besseren Ergebnis. Die empfohlene Drehzahl liegt je nach Bürstendurchmesser
zwischen 900 min-1 und 2.500 min-1 und damit deutlich unter der maximalen Drehzahl.
➌ Vorschub
Der Vorschub bestimmt die Durchlaufzeit und muss individuell optimiert werden. Zu Beginn
ist ein geringer Vorschub zu wählen. Bei erfolgreicher Entfernung des Grates kann der Vor-
schub langsam gesteigert werden, bis der Grat gerade noch entfernt wird.
➍ Überlappung
Der Überstand am Werkstück beträgt
idealerweise ca. 10 mm auf jeder Seite.
10 mm
➎ Fahrweg
Der Fahrweg der Bürste ist so einzustellen, dass beim Anfahren
und Auslaufen die Bürste mit vollem Umfang aus dem Werk-
stück ragt. Nur so werden alle Kanten bearbeitet. Oszillierende
Bürstbewegungen auf Problemstelle erhöhen die Bürstwirkung.
➏ Drehrichtung
Die Drehrichtung der Bürste ist entgegengesetzt der Drehrichtung des Zerspanungswerkzeuges
zu wählen. Dadurch erhöht sich die Bürstwirkung der einzelnen Borsten und der aufgebaute Grat
wird bestmöglich entfernt.
Tipp: Drehrichtung in regelmäßigen Zyklen ändern,
um eine einseitige Abnutzung der Borsten zu verhindern.
➐ Verschleißgrenze
Die Verschleißgrenze einer Tellerbürste ist erreicht, wenn der Restbesatz so gering ist, dass keine
Flexibilität der Borsten mehr gewährleistet ist. Die Borsten legen sich nicht mehr um die Kante.
8-10 mm
7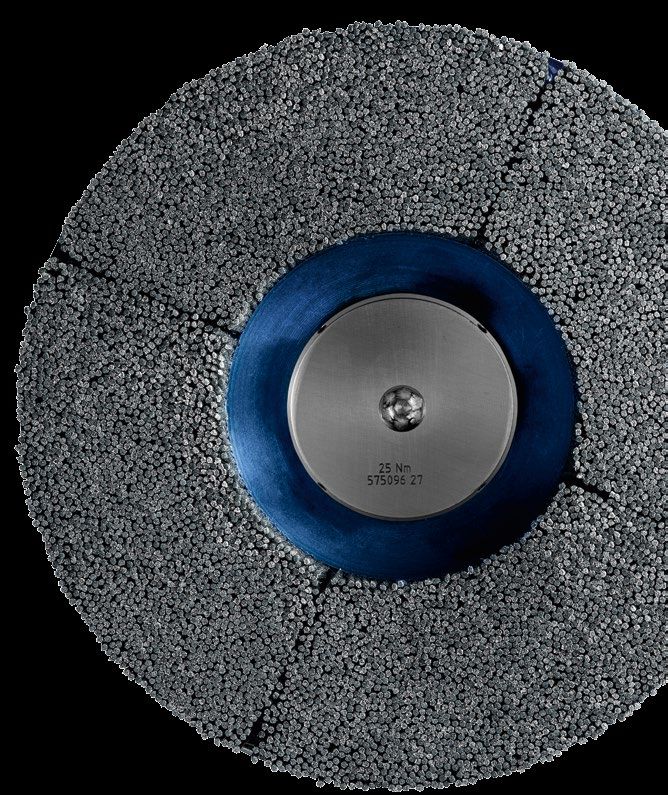
GARANT Tellerbürsten www.hoffmann-group.com
Verschleißverhalten auf dem Prüfstand.
BESTNOTEN FÜR DIE EXTREM LANGE STANDZEIT.
Beurteilung des Verschleißverhaltens von T ellerbürsten
Die Ergebnisse belegen eine extrem lange Standzeit der GARANT Tellerbürsten. Die Borsten
nutzen sich dabei über die gesamte Testreihe gleichmäßig ab. Das ist ein weiterer Vorteil,
wenn ein stabiler Prozess gefordert ist.
Borstenlänge [mm]
Die Verschleißbeurteilung der Bürsten erfolgt in
wiederholten A bständen anhand der Erfassung
der abnehmenden Borstenlänge und entgrate-
ten Kantenlänge
Kantenlänge [m]
Werkstückplatte: Versuchsdurchführung:
Aluminiumlegierung AlSi1MgMn mit gefrästen Nuten Schritt1: Graterzeugung durch Nutenfräsen
(Tiefe 2 mm, Breite 10 mm) Schritt2: Entgratvorgang mittels GARANT Tellerbürste.
Entgratbürste: Linearfahrt parallel zur Nut, mit anschließendem Entgra-
ten der äußeren Werkstückkante.
575012 120 GARANT Tellerbürste (Schleifborsten SiC,
Schritt3: Planfräsen der Werkstückplatte
Korn 120, Besatzhöhe 35mm, Bürstendurchmesser 100mm)
Einstellgrößen beim Entgraten: Fazit:
Drehzahl n = 1.500 min-1 Nach 3.000 m entgrateter Kantenlänge konnte ein mittle-
Vorschubgeschwindigkeit v f = 3.000 mm/min rer Borstenverschleiß von nur 5,5 mm festgestellt werden.
Das entspricht einem Bürstenverschleiß von nur 20%.
Zustelltiefe ap = 1,5 mm
8
Ergebnisse nach Test :
Kanten mit starker Gratbildung nach dem Schrupfräsen. Saubere, gratfreie Kanten und gleichmäßige Oberflächen bereits nach
einem Bürstvorgang.
Prüfung Kühlschmiermittel auf vorhandene Abrasivpartikel.
Während der Verschleißbeurteilung wurde parallel der Kühlschmierstoff auf vorhandene Abrasivpartikel geprüft.
Die Ergebnisse haben gezeigt, dass bei Verwendung einer KSS Filtereinheit (50 μm oder feiner) kein vorzeitiger
Maschinenverschleiß durch das Schleifkorn zu erwarten ist.
Körnungsbezeichnung mittlerer Durchmesser
FEPA-Standard µm
F80 185
F120 109
F180 69
F320 29,2
Schleifmittelkorngröße: Auszug aus der FEPA F Norm. Mikroskopaufnahme einer mit SiC Schleifkorn (F120) durchsetzten
Nylonborste.
Nach dem Langzeittest von 3.000 m entgrateter Kantenlänge wurde sowohl der
KSS als auch der verbaute Filter (50 μm) auf SiC- Schleifkörner untersucht.
KSS: KSS Filter:
Im KSS konnten außer Schmutz und Metallpartikel Auf dem Filter (50 μm) konnten neben großen
keine SiC- Schleifkörner nachgewiesen werden. Mengen an Metallpartikel auch einzelne
Abrasivpartikel identifiziert werden.
Fazit:
Durch die sehr geringe Abnutzung der GARANT Tellerbürsten kann ausgeschlossen werden, dass nach dem
Entgratvorgang große Mengen von S chleifkorn in den Kreislauf eingebracht werden. In Verbindung mit einem
KSS Filter (50 μm oder feiner) konnten die wenigen Schleifkörner sicher aus dem Kreislauf entfernt werden.
Es ist somit davon auszugehen, dass kein vorzeitiger Maschinenverschleiß durch das Schleifkorn zu erwarten
ist. Um den Metallabrieb und potentielle ausgebrochene Schleifkörner von der Einwirkungsstelle sicher wegzu
bringen, wird dringend empfohlen die GARANT Tellerbürsten mit KSS zu verwenden.
9
GARANT Tellerbürsten www.hoffmann-group.com
Kompakt. Vielseitig. Präzise.
GARANT TELLERBÜRSTEN BIETEN IHNEN NEUE MÖGLICHKEITEN
BEI DER AUTOMATISIERTEN ENDBEARBEITUNG.
Hightech Borsten
ɾɾ Mit Schleifkorn durchsetzte Nylonborsten.
ɾɾ Temperaturbeständig bis 160 °C.
ɾɾ Chemische Beständigkeit ermöglicht
Einsatz von Kühlflüssigkeiten (empfohlen).
ɾɾ Hoher Schleifkornanteil.
ɾɾ Konstante Schleifleistung.
* Langjährige Erfahrungen haben gezeigt, dass bei
Verwendung von KSS Filtereinheiten (50 µm oder feiner)
kein vorzeitiger Maschinenverschleiß durch das Schleif-
korn zu erwarten ist.
Maximale Besatzdichte
ɾɾ Aggressive Bürstwirkung.
ɾɾ Extrem lange Standzeit.
ɾɾ Formstabil.
ɾɾ Plane Oberfläche.
ɾɾ Verschleißverhalten kontrollierbar.
10Normierte Aufnahme
ɾɾ Kombinierbar mit allen Messerkopf-Aufnahmen
und Kombidorn-Aufnahmen.
ɾɾ Kein weiteres Zubehör erforderlich.
ɾɾ Formschlüssige Kraftübertragung.
Dynamische Tellerform
ɾɾ Hohe Rundlaufgenauigkeit.
ɾɾ Maximale Kippsteifigkeit.
ɾɾ Gewichtsreduzierende Aussparungen.
Fest vergossene Borsten
ɾɾ Kein Ausbrechen der Borsten.
ɾɾ Hohe Drehzahlen.
ɾɾ Sonderanfertigung mit individueller
Belegungsdichte und -form möglich.
11GARANT Tellerbürsten www.hoffmann-group.com
80 % der Prozesszeit gespart –
bei 100 % Qualität.
Entgraten von Aluminiumguss auf der Maschine direkt nach der Bearbeitung
sorgt für enormen Zeit- und Qualitätsgewinn.
DIE HERAUSFORDERUNG
MetalTech verarbeitet hauptsächlich Aluminium auf 13
hochwertigen CNC-Maschinen, vier davon sind robotisiert.
Auf drei Horizontalfräsbänken wird häufig Aluminiumguss
bearbeitet. Beim Bearbeiten des Gussaluminiums entsteht
stets ein unschöner Grat, der anschließend nachbearbeitet
werden muss. Dies erfolgt manuell, nachdem das Produkt
aus der Maschine kommt, eine wenig effiziente, langweilige
Tätigkeit. Geschäftsführer Peter van Leeuwen formuliert
diesen Umstand gerne so: „Am liebsten will man ja, dass die
Produkte fix und fertig aus der Maschine kommen. Wenn
eines unserer automatisierten Bearbeitungszentren nachts
300 Produkte fertigt, möchte man diese am nächsten Tag
nicht alle per Hand entgraten. Diese Arbeit bleibt dann
häufig liegen.“ Eine manuelle Entgratung ist eine lästige
und personalintensive Aufgabe, da sie 8 Minuten pro
Gehäuse in Anspruch nimmt.
DIE LÖSUNG
Peter Van Leeuwen, immer auf der Suche nach Möglich-
keiten, Verarbeitungsprozesse bei konstanter Qualität zu
beschleunigen und personalarm zu gestalten, erfuhr aus
einer Broschüre der Hoffmann Group von den neuen
GARANT Tellerbürsten. Diese eignen sich zur Nachbear-
beitung von flachen Teilen direkt auf der Maschine, unmit-
telbar nach dem Zerspanungsprozess: präzises Entgraten,
Verrunden, Feinbearbeiten nach dem Fräsen und Verarbei-
ten von Oberflächen, wie z.B. Abdichtungs- und Kontakt-
flächen. Normale Bürsten sind schon länger auf dem Markt,
aber viele Metallverarbeiter scheuen sich vor ihrem Ein-
satz, weil sie keine konstante Qualität liefern. Jonne Treur,
Abteilungsleiter bei der Hoffmann Group: „Im Gegensatz
zu üblichen Bürsten bieten GARANT Tellerbürsten immer
Werkzeugaufnahmen im Katalog-Programm 3
Tellerbürsten kombinierbar mit Kombi-Fräsdorn-Aufnahmen
i
oder Messerkopfaufnahmen wie z. B.:
Nr. 30 0835 Gr. 22; 27; 32
Kombi-Fräser-Aufsteckdorn SK 40
Nr. 30 6510 Gr. 22; 27; 32
Messerkopfaufnahme HSK-A 63
12Die Firma MetalTech in Weesp, Niederlande
verarbeitet seit 1983 Metall und Kunststoff
zu feinmechanischen Teilen und Modulen.
Außerdem produziert der Betrieb von Peter
van Leeuwen Topseal-Verpackungsmaschi
nen aller Arten und Größen. Die Auftragge
ber von MetalTech sind im medizinischen
Sektor, der Filmindustrie, im Maschinenbau
und in der Nahrungsmittelindustrie zu
finden.
V.l.n.r. Peter van Ravenswaaij (AT Team Nord Niederlande),
Peter van Leeuwen (Director MetalTech CNC Metaalbewerking),
Jonne Treur (GVL Team Nord Niederlande) 0,5 Minuten
Qualitäts
prüfungszeit
gleichbleibende Ergebnisse. Das hat vor allem mit dem
Aufbau der einzelnen Borsten zu tun. Sie sind mit feinem 1,5 Minuten
Schleifkorn durchsetzt. Im Einsatz kommt immer neues
Rüst- und
Schleifkorn nach, somit bleibt die Arbeitsleistung der
Transportzeit
Bürsten bis zum Schluss konstant.“
MetalTech nahm Kontakt mit der Hoffmann Group auf 8 Minuten
und führte Tests mit den GARANT Tellerbürsten durch, Bis zu
die sehr gut ausgefallen sind. Es ging dabei um die
Produktion von 400 Gehäusen für Absturzsicherungen
80 %
Manuelle
aus Gussaluminium. Diese werden nach der Bearbeitung Bearbeitungszeit Zeitersparnis
spritzlackiert – daher dürfen keine scharfen Ränder
mehr vorhanden sein.
2 Minuten
„Die messerscharfen Ränder sind durch die
Bürsten schön glatt geworden. Die Bürsten ent
graten perfekt und verändern die Abmessungen
der Bauteile nicht. Das ist natürlich wichtig.“
Peter van Leeuwen,
Director MetalTech CNC Metaalbewerking Konventionell GARANT
Tellerbürsten
Nasseinsatz empfehlenswert.
Kühlmittel
Schleifborsten sind bis zu einer Temperatur von 160°C hitzebeständig und können in Ausnahmefällen trocken verwendet werden. Die chemische
Beständigkeit ermöglicht den Einsatz mit K
ühlschmiermittel. Insbesondere bei dünnen Werkstücken, schlecht wärmeleitenden Materialien und
hohen Drehzahlen ist der Nasseinsatz zu bevorzugen. Neben der Reduzierung der E insatztemperatur, liegt der Vorteil im Nasseinsatz insbesondere
im ständigen Abtransport von Material- und Schleifrückständen.
13GARANT Tellerbürsten www.hoffmann-group.com 14
Preise zzgl. MwSt., gültig bis 31. 07. 2021
Tellerbürsten
Tellerbürsten mit sehr dichtem Schleifborstenbesatz (Vollbesatz) fest im Kunststoffteller vergossen.
Hohe Formstabilität dank mehrfach gegenseitig abstützender Borsten. Sehr hohe Standzeit.
Vorteil: ■ Werkstücknachbearbeitung direkt nach dem Zerspanungsprozess.
■■ Reproduzierbare Ergebnisse durch kontinuierlich freigesetztes Schleifkorn.
■■ Prozesssicherheit dank hoher Formstabilität und -genauigkeit.
■■ Schnelle und sichere Montage ohne weiteres Zubehör.
■■ Sehr hohe Rundlaufgenauigkeit.
Verwendung: Auf CNC-Bearbeitungszentren und im Robotereinsatz, bevorzugt im Nassschliff
mit Kühlschmiermittel. Bearbeiten von flachen Bauteilen: präzises Entgraten, Kantenverrunden,
Feinbearbeiten nach dem Fräsen, Oberflächenfinish von z.B. Dicht- und Kontaktflächen.
Hinweis: Sonderausführungen auf Anfrage lieferbar.
Bürsten-⌀ Drehzahl empfohlen Drehzahl maximal Vorschubgeschwindigkeit Zustellung
(im Nassschliff)
(min-1) (min-1) (mm/min) (mm)
⌀ 20 mm 1500 – 2500 5000
⌀ 25 mm 1500 – 2500 5000 Werkstoff (hart) 0,8 mm
Geometrie (komplex) 800 mm/min
⌀ 50 mm 1200 – 2400 4500 (fein)
Schliffbild (gröber)
⌀ 63 mm 1200 – 2400 4500
⌀ 70 mm 1200 – 2400 4500
⌀ 100 mm 1000 – 1700 3500 Werkstoff (weich) 2,0 mm
Geometrie (einfach) 3000 mm/min
⌀ 119 mm 1000 – 1700 3000 (grob)
Schliffbild (feiner)
⌀ 144 mm 900 – 1200 2500
57 5002–57 5018 ● ● ○ ○ ○ ○ ○ ○ ● ● ● ○
57 5022–57 5038 ● ● ○ ○ ○ ● ● ○
Tellerbürsten Schaftaufnahme SiC CER
6 mm Schaft, fest vergossen.
57 5002–5005 – Nylonborsten mit sehr hohem Siliciumcarbid-Kornanteil für universellen Einsatz.
57 5022–5026 – Nylonborsten mit Keramik-Kornanteil. Aggressivere Schleifwirkung.
Teller-⌀ Besatzlänge Schaft-⌀
Körnung 80 120
mm mm mm
57 5002 ⌀ 20 mm 25,– 25,– 24 25 6
51P 51P 51P 51P 51P 51P
Schaft-Tellerbürste
57 5004 Siliciumcarbid
(SiC)
⌀ 25 mm 27,70 27,70 29 25 6
57 5005 ⌀ 50 mm 49,60 49,60 55 25 6
57 5022 Schaft-Tellerbürste
⌀ 20 mm 28,40 28,40 24 25 6
57 5002
57 5024 Keramikkorn
(CER)
⌀ 25 mm 31,20 31,20 29 25 6
57 5026 ⌀ 50 mm 53,10 53,10 55 25 6
Feinheitsgrad grob mittel
Borstenstärke mm 1,2 0,6
Tellerbürsten Messerkopfaufnahme SiC
Mit Längsnut zum Spannen auf Messerkopfaufnahmen (DIN 6357) und Kombi-Fräsdorn-Aufnahmen (DIN 6358).
57 5006–5018 – Nylonborsten mit sehr hohem Siliciumcarbid-Kornanteil für universellen Einsatz.
57 5006/5008 – Besatz kegelförmig, für schwer zugängliche Stellen. Höhere Flexibilität.
57 5008
57 5030–5038 – Nylonborsten mit Keramik-Kornanteil. Aggressivere Schleifwirkung.
Teller-⌀ Besatzlänge Bohrungs-⌀
Körnung 80 120 180
mm mm mm
57 5006 ⌀ 50 mm 62,60 62,60 – 45 30 16 mit Nut
51P 51P 51P 51P 51P 51P 51P 51P 51P 51P
57 5008 ⌀ 63 mm 73,– 73,– – 58 30 16 mit Nut
57 5010 Tellerbürste
Siliciumcarbid
⌀ 70 mm 79,60 79,60 79,60 76 35 22 mit Nut
57 5012 (SiC) ⌀ 100 mm 81,60 81,60 81,60 106 35 22 mit Nut 57 5010 – 57 5018
57 5015 ⌀ 119 mm 88,40 88,40 88,40 125 38 27 mit Nut
57 5018 ⌀ 144 mm 131,50 131,50 131,50 150 43 32 mit Nut
57 5030 ⌀ 70 mm 91,20 91,20 – 76 35 22 mit Nut CER
57 5032 Tellerbürste
Keramikkorn
⌀ 100 mm 94,40 94,40 – 106 35 22 mit Nut
57 5035 (CER) ⌀ 119 mm 102,– 102,– – 125 38 27 mit Nut
57 5038 ⌀ 144 mm 146,50 146,50 – 150 43 32 mit Nut
Feinheitsgrad grob mittel fein
Borstenstärke (57 5006, 57 5008) mm 1,2 0,6 –
Borstenstärke (57 5010, 57 5012, 57 5015, 57 5030 – 57 5038
1,2 1,1 1
57 5018, 57 5030, 57 5032, 57 5035, 57 5038) mm
15GARANT Tellerbürsten www.hoffmann-group.com 16
Preise zzgl. MwSt., gültig bis 31. 07. 2021
SiC
Rundbürsten
Rundbürsten mit sehr dichtem Schleifborstenbesatz (Vollbesatz) fest im Kunststoffteller vergossen.
Hohe Formstabilität dank mehrfach gegenseitig abstützender Borsten. Sehr hohe Standzeit.
Nylonborsten mit sehr hohem Siliciumcarbid-Kornanteil für universellen Einsatz.
Vorteil: ■ Werkstücknachbearbeitung direkt nach dem Zerspanungsprozess.
■■ Reproduzierbare Ergebnisse durch kontinuierlich freigesetztes Schleifkorn.
■■ Prozesssicherheit dank hoher Formstabilität und -genauigkeit.
■■ Schnelle und sichere Montage ohne weiteres Zubehör.
■■ Sehr hohe Rundlaufgenauigkeit.
Verwendung: Auf CNC-Bearbeitungszentren und im Robotereinsatz, bevorzugt im Nassschliff
mit Kühlschmiermittel. Zum Bearbeiten von Seiten- und Innenflächen: präzises Entgraten
(z.B. Gewinde), Kantenverrunden, Feinbearbeiten nach dem Fräsen, Oberflächenfinish.
Hinweis: Sonderausführungen auf Anfrage lieferbar.
Bürsten-⌀ Drehzahl empfohlen Drehzahl maximal Vorschubgeschwindigkeit Zustellung
(im Nassschliff)
(min-1) (min-1) (mm/min) (mm)
⌀ 38 mm 3000 – 4000 8000
Werkstoff (hart)
⌀ 50 mm 2400 – 3200 7000 Geometrie (komplex) 800 mm/min
Schliffbild (gröber)
⌀ 76 mm 2400 – 3200 7000
0,5 mm (fein) – 2,0 mm (grob)
⌀ 100 mm 1800 – 2500 6000
Werkstoff (weich)
⌀ 125 mm 1800 – 2500 6000 Geonmetrie (einfach) 3000 mm/min
Schliffbild (feiner)
⌀ 150 mm 1300 – 1800 4000
57 5050–57 5066 ● ● ○ ○ ○ ○ ○ ○ ● ● ● ○
Rundbürsten Schaftaufnahme
6 mm Schaft, fest vergossen.
Besatzbreite Besatzlänge Schaft-⌀
Körnung 120 320
mm mm mm
57 5050 Schaft-Rundbürsten ⌀ 38 mm 36,50 36,50 10 10 6
51P 51P
Siliciumcarbid
57 5052 (SIC) ⌀ 50 mm 41,70 41,70 13 13 6
Feinheitsgrad mittel fein
57 5052_320
Borstenstärke mm 0,6 0,3
Rundbürsten Messerkopfaufnahme
Mit Längsnut zum Spannen auf Messerkopfaufnahmen (DIN 6357) und Kombi-Fräsdorn-Aufnahmen (DIN 6358).
Besatzbreite Besatzlänge Bohrungs-⌀
Körnung 80 120
mm mm mm
57 5060 ⌀ 76 mm 51,– 51,– 18 22 16 mit Nut
51P
57 5062 ⌀ 100 mm 63,60 63,60 20 22 22 mit Nut
51P
Rundbürsten
Siliciumcarbid
57 5064 (SIC) ⌀ 125 mm 75,– 75,– 20 22 22 mit Nut
51P
57 5066 ⌀ 150 mm 101,50 101,50 25 35 32 mit Nut
51P
Feinheitsgrad grob mittel 57 5064_120
Borstenstärke mm 1,2 0,6
Zubehör für Rund- und Tellerbürsten
Anzugschraube (verzinkt) mit Innensechskant. Mit Kühlmittelbohrungen.
Verwendung: Zur Aufnahme von GARANT Rund- und Tellerbürsten. Drehmoment beachten.
K L
für Dorn-⌀ mm 16 22 27 32
Anzugschraube
57 5096
53D
10,10 10,80 12,– 14,25
mit Innenkühlung
⌀ M
Gewinde M M8 M10 M12 M16
Kopf-⌀ mm 20 32 50 56 57 5096_22
Kopfstärke K mm 13 8,5 8,5 9,5
Schlüsselweite mm 6 6 8 8
empfohlenes Anzugsmoment N·m 15 20 25 30
17GARANT Tellerbrürsten www.hoffmann-group.com
Unser Ratgeber für Sie.
Bürste zu aggressiv: Bürste nicht aggressiv genug:
ɾɾ Feinere Körnung wählen. ɾɾ Gröbere Körnung wählen.
ɾɾ Zustellung reduzieren. ɾɾ Zustellung erhöhen.
ɾɾ Drehzahl reduzieren. ɾɾ Drehzahl erhöhen.
ɾɾ Vorschubgeschwindigkeit erhöhen. ɾɾ Vorschubgeschwindigkeit reduzieren.
ɾɾ Besatzlänge erhöhen. ɾɾ Besatzlänge reduzieren.
ɾɾ Besatzdichte reduzieren. ɾɾ Besatzdichte erhöhen.
ɾɾ Kleineren Tellerdurchmesser verwenden. ɾɾ Größeren Tellerdurchmesser verwenden.
Schleifergebnis zu grob: Schleifergebnis zu fein:
ɾɾ Feinere Körnung wählen. ɾɾ Gröbere Körnung wählen.
ɾɾ Drehzahl erhöhen. ɾɾ Drehzahl reduzieren.
ɾɾ Größeren Tellerdurchmesser verwenden. ɾɾ Besatzdichte erhöhen.
ɾɾ Kühlschmiermittel verwenden. ɾɾ Kleineren Tellerdurchmesser verwenden.
Bürste passt sich nicht optimal Schleifborsten verschmieren/
an das Werkstück an: schmelzen:
ɾɾ Drehzahl reduzieren. ɾɾ Drehzahl reduzieren.
ɾɾ Vorschubgeschwindigkeit reduzieren. ɾɾ Kühlschmiermittel verwenden.
ɾɾ Besatzlänge erhöhen. ɾɾ Kleineren Tellerdurchmesser verwenden.
ɾɾ Besatzdichte reduzieren.
ɾɾ Kleineren Tellerdurchmesser verwenden.
Punktuell Schleifleistung erhöhen: Standzeit zu gering:
ɾɾ Bürste längere Zeit auf Problemstelle verweilen. ɾɾ Drehrichtung nach einigen Entgratzyklen
ɾɾ Oszillierende Bürstbewegung auf Problemstelle. umkehren, um einseitigen Borstenverschleiß
(spitz zulaufende Borsten) zu verhindern.
ɾɾ Zustellung reduzieren.
18Kundenspezifische GARANT Tellerbürsten.
AUSGEHEND VON UNSEREM INNOVATIVEN GARANT GRUNDKÖRPER
KONFIGURIEREN WIR FÜR SIE DIE IDEALE BÜRSTE MIT INDIVIDUELL
AUF IHRE ANWENDUNG ABGESTIMMTEN BESATZ.
Tellerform und Durchmesser. Besatzlänge.
Unsere GARANT Tellerform ist in vielen verschiedenen Mit zunehmender Besatzlänge erhöht sich die
Durchmessern verfügbar. Jeder Teller hat eine Bohrung Standzeit und die Bürste gewinnt an Flexibilität.
und Quernut zur Direktaufnahme auf Kombi-Fräsdorn- und
Messerkopfaufnahmen.
106 mm
150 mm
125 mm
76 mm
40 mm
35 mm
30 mm
25 mm
Besatzform.
Mit unterschiedlichen Besatzform-Mustern lässt sich die Aggressivität und Flexibilität der T ellerbürste einstellen.
Aggressiv Flexibel
Besatz.
ɾɾ Siliciumcarbid ɾɾ Keramikkorn ɾɾ Diamant ɾɾ Stahldraht ɾɾ Edelstahldraht
Stahl, NE-Metalle, Stahl, Edelstahl, Guss Hartmetall, Keramik Stahl, Guss Edelstahl, NE-Metalle,
Aluminium Aluminium
Schleifkorngröße.
ɾɾ 60 ɾɾ 80 ɾɾ 120 ɾɾ 180 ɾɾ 240 ɾɾ 320 ɾɾ 500 ɾɾ 600
Entgraten Finishen
19WIND UND WASSER SCHAFFEN
PERFEKTE OBERFLÄCHEN.
AKZEPTIEREN SIE BEI SCHLEIFSCHEIBEN
NICHTS ANDERES.
Model: GARANT Fächerschleifscheibe
Auch in der Werkzeugwelt gilt: Perfektion setzt sich durch. GARANT steht als Premium-Werkzeugmarke für
die konzentrierte Herstellerkompetenz der Hoffmann Group. Über 40.000 leistungsstarke Top-Werkzeuge
für alle Anwendungsbereiche bieten höchste Innovationssicherheit, konstante Premium-Qualität und ein
optimales Nutzen-Preis-Verhältnis. Überzeugen Sie sich:
www.garant-tools.com
Dieser Werbeprospekt, seine grafische Gestaltung und das verwendete Artikelnummernsystem sind urheberrechtlich geschützt.
Nachdruck und jede Art der Vervielfältigung – auch auszugsweise – ist nur zulässig mit schriftlicher G enehmigung der Firma Hoffmann SE, 81241 M
ünchen.
Alle Preise sind Katalog-Preise, zzgl. MwSt. gültig bis 31. 07. 2021; Preise in € ohne Gewähr, Irrtum und Änderungen vorbehalten.
W20124 DE
Hoffmann GmbH Qualitätswerkzeuge Hoffmann Essen Qualitätswerkzeuge GmbH Gödde GmbH
Haberlandstraße 55 · D-81241 München Frohnhauser Straße 69 · D-45127 Essen Robert-Perthel-Straße 57–59 · D-50739 Köln
Tel.: +49 89 8391-0 · Fax: +49 89 8391-80 Tel.: +49 201 7222-0 · Fax: +49 201 7222-159 Tel.: +49 221 59906-0 · Fax: +49 221 59906-666
Hoffmann Nürnberg GmbH Qualitätswerkzeuge Hoffmann Göppingen Qualitätswerkzeuge GmbH Oltrogge Werkzeuge GmbH
Franz-Hoffmann-Straße 3 · D-90431 Nürnberg Ulmer Straße 70 · D-73037 Göppingen Finkenstraße 61 · D-33609 Bielefeld
Tel.: +49 911 6581-0 · Fax: +49 911 6581-6317 Tel.: +49 7161 622-0 · Fax: +49 7161 622-10270 Tel.: +49 521 3208-100 · Fax: +49 521 3208-129
Hoffmann GmbH Hoffmann Austria Qualitätswerkzeuge GmbH Hch. Perschmann GmbH
08663-de
Herbert-Ludwig-Straße 4 · D-28832 Achim Mondseer Straße 2 · A-4893 Zell am Moos Geschäfts- und Hauptsitz · Hauptstraße 46 D · D-38110 Braunschweig
Tel.: +49 4202 527-0 · Fax: +49 4202 527-15 Tel.: +43 508877-0 · Fax: +43 508877-180 Tel.: +49 5307 933-100 · Fax: +49 5307 933-152
Vertriebsbüro Berlin · Am Studio 2E · D-12489 Berlin
Tel.: +49 30 551506-100 · Fax: +49 30 551506-150Sie können auch lesen

















































