Inline-Prüftechnik von Lithium-Ionen-Batterien - Qualitätssicherung in der Batterieproduktion - OptiSense
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Qualitätssicherung
Qualitätssicherung in der Batterieproduktion
Inline-Prüftechnik von Lithium-Ionen-Batterien
OptiSense goes Battery
Vor über zwanzig Jahren ging OptiSense
als Spin Off des Fraunhofer Instituts an den
Start. Heute gilt der Hersteller aus Haltern als
Marktführer miniaturisierter Messlösungen,
deren Qualität und Technologie als “Designed
and Made in Germany” sprichwörtlich ist.
Das gilt auch für die Messung an Lithium-
Ionen-Batteriezellen. In diesem Whitepaper
wird gezeigt, das mithilfe der von OptiSense
entwickelten, speziellen Prüftechnik ein
fotothermisches “Frühwarnsystem” entsteht,
mit dem sich Ausschuss reduzieren und die
Batterieherstellung kontinuierlich verbessern
lassen.
Damit eine Lithium-Ionen- Leistungsfähige Ausschussraten als zentrale
Batterie wettbewerbsfähig ist, und kostengünstige Stellschraube
muss sie kostengünstig herge- Energiespeicher als Um die bestmögliche Qualität in
stellt werden, eine hohe Energie- Schlüsselkomponente im der Batterieproduktion sicherzustel-
dichte aufweisen und möglichst Wettbewerb len, sollten Mängel bereits früh im
lange halten. Bei der Fertigung Die Produktion von Lithium-Ionen- Fertigungsprozess - also noch vor
von Batteriezellen in millionen- Zellen steht vor großen Herausfor- der Weiterverarbeitung - detektiert
facher Stückzahl ist eine hohe derungen. Eine rapide steigende werden. Bisher werden Batterien fast
Qualität enorm wichtig, denn Nachfrage bei gleichzeitig wachsen- ausschließlich am Ende der Wert-
eine fehlerbehaftete Produktion den Anforderungen an Qualität und schöpfung im sogenannten End-
kann im Extremfall zu Selbstzer- geringe Preise setzen Zellhersteller of-Line-Test auf funktionelle Feh-
störung und Brand der Batterie weltweit unter Druck. Daher gilt es, ler geprüft. Marktreife Prüfverfah-
führen. Vor allem muss die Bat- die Prozesseffizienz und -stabilität ren für diese anspruchsvollen Auf-
terie also sicher sein. kontinuierlich zu erhöhen, sowie die gaben sind kaum existent, da tra-
Produktionsintegrierte Prüfsy- Wettbewerbsfähigkeit und Nachhal- ditionelle Messverfahren, wie z.B.
steme - idealerweise gekoppelt tigkeit über die nächsten Jahre hin- mit Wirbelstromsensoren durch den
mit intelligenten Datenkonzepten - weg weiter abzusichern. direkten mechanischen Kontakt den
werden dabei mehr und mehr zu Prozessfluss beeinträchtigten wür-
einem zentralen Element für eine Um diese Ziele zu erreichen, sind den. Mit der von OptiSense entwi-
effektive Qualitätssicherung und bestehende Ansätze jedoch nicht ckelten photothermischen Messtech-
der damit einhergehenden erhöh- länger ausreichend. Für die zukünf- nik erhalten Hersteller von Lithium-
ten Wirtschaftlichkeit in der Bat- tige Verbreitung von Lithium-Ionen- Ionen-Batterien nun ein „Frühwarn-
terieproduktion. Batterien zur mobilen oder statio- system“ an die Hand, dass Batte-
Einen wichtigen Beitrag zu den nären Energiespeicherung gilt es, riekomponenten bereits im Produk-
Aspekten Kostensenkung, Res- die Fertigungskosten der Batterie- tionsprozess prüfen kann.
sourcenschonung und Sicher- zellen weiter zu senken. Für eine
heit für die Lithium-Ionen-Bat- wirtschaftliche Herstellung sind Photothermisches
terien kann hier die photother- deshalb weniger Produktionsfehler Prüfverfahren für die
OptiSense mische Schichtdickenmessung und die damit verbundenen gerin- Zellfertigung
info@optisense.com leisten, wie sie von OptiSense gen Ausschussraten eine zentrale Um Produktionsfehler bei den ver-
www.optisense.com angeboten wird. Stellschraube. schiedenen Zellformaten frühzeitig
2 PC & Industrie 1-2/2022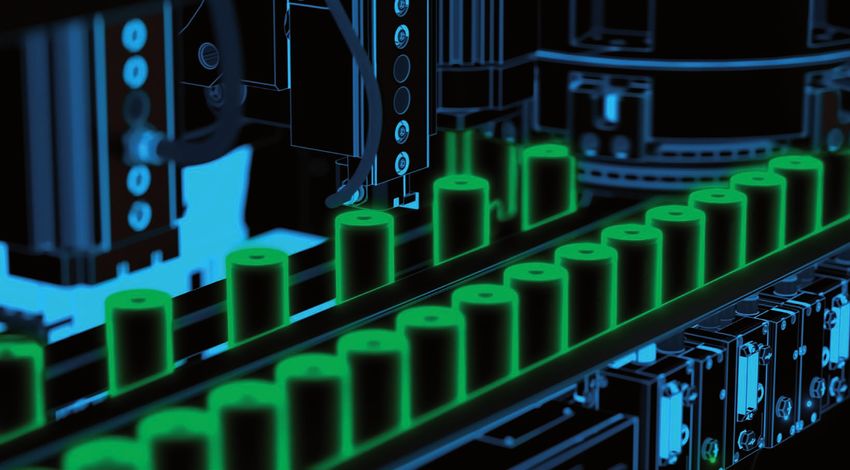
Qualitätssicherung
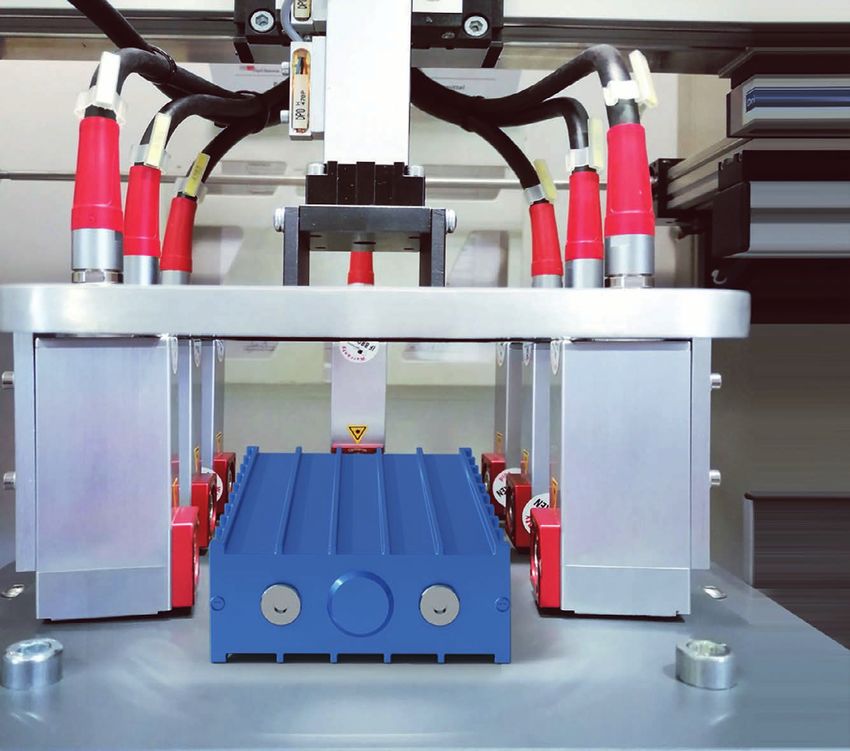
Die speziell entwickelte photothermische Inline-Prüftechnik optimiert die Qualität der Batterieherstellung kontinuierlich: vom Slurryauftrag über die Coil-
Prüfung (li) bis zur Messung der funktionsrelevanten Lackschichtdicke auf dem Gehäuse der Batterie
zu erkennen, entwickelte der deut- Die Batterieherstellung
sche Hersteller OptiSense ein Prüf- In den nachfolgend dargestellten
system, das im Wesentlichen auf Prozessstufen der Batterieherstel-
Photothermie zurückgreift, um die lung können die Zellen in den unter-
Dicke von Beschichtungen – hier schiedlichen Produktionsphasen
Elektroden und Isolation der Batte- mit dem Messverfahren von Opti-
riezelle – berührungslos und zerstö- Sense geprüft werden. Durch das
rungsfrei zu ermitteln. Dabei werden Inline-Prüfsystemen ist es möglich,
die unterschiedlichen thermischen bereits während der Herstellung Pouchzelle
Eigenschaften von Beschichtung und zerstörungsfrei Schichtdickeninto-
Untergrund genutzt, um die abso- leranzen zu detektieren.
lute Schichtdicke zu bestimmen.
Die Oberfläche der Beschich- Messung der Slurry-
Beschichtung Prismatische Zelle
tung wird mit einem kurzen, inten-
siven Lichtimpuls um einige Grad Im ersten Schritt werden die pulver- Rundzelle
aufgeheizt und kühlt anschließend förmigen Ausgangsstoffe der Elek-
durch Ableitung der Wärme in tief- troden mit Wasser und Lösungsmit-
ere Bereiche wieder ab. Dabei sinkt
die Temperatur umso schneller, je
tel gemischt.
Für die Anode ist das vor allem Rundzelle, prismatische Zelle und
dünner die Beschichtung ist. Der Graphit, also Kohlenstoff. Für die Pouch-Zelle
zeitliche Temperaturverlauf wird Kathode ist es ein Metalloxid beste-
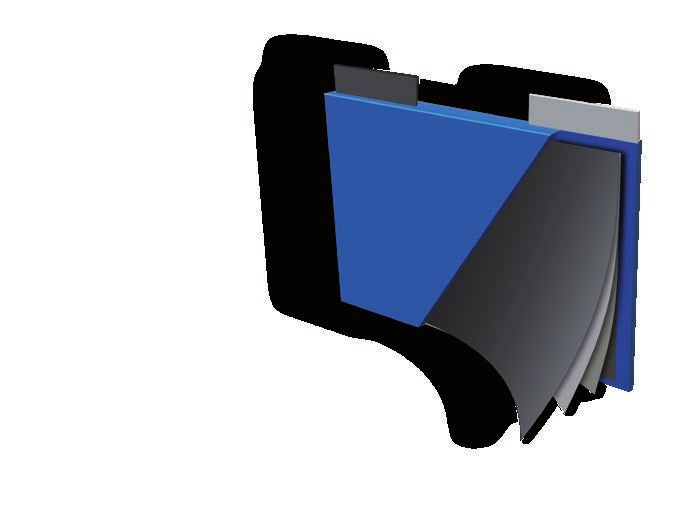
mit einem schnellen, hochempfind- hend aus Nickel, Kobalt, Mangan und Lithium-Ionen-Batteriemodule sind aus mehreren Batterie-
lichen Infrarotsensor erfasst und in natürlich Lithium. Aus den Bestand- zellen zusammengesetzt. Jede Batteriezelle besteht dabei aus
eine entsprechende Schichtstärke teilen entstehen Elektrodenpasten, Anode, Kathode, einem Separator, sowie den flüssigen, ionenleit-
umgerechnet. die man Slurry nennt. Die Slurries fähigen Elektrolyten. Durch flüssige Elektrolyten bewegen sich
werden auf dünne, metallische Trä- die Lithium-Ionen von einem Pol zum anderen. Das geschieht
Präzise Vermessung gerfolien aufgetragen. Die Paste der in einem Vakuum, so dass keine Luft eindringt. Die Batteriezel-
Kathode kommt auf eine Alufolie, die len übernehmen die zentrale Aufgabe der Batterie: die Speiche-
Durch den punktförmigen Mess- der Anode streicht man auf Kupfer- rung und Freisetzung von Energie. Je nach Anwendung – z. B.
fleck lassen sich dabei auch Ecken folie. Bereits in diesem frühen Pro- in der Unterhaltungselektronik oder in der Automobilindustrie –
und Kanten kleinster Bauteile prä- zessstadium ist es mit Hilfe des Opti- unterscheiden sich Zellgrößen sowie deren Format. Die Mehr-
zise vermessen. Die dabei gewon- Sense-Verfahrens möglich, Aussa- heit der Batteriezellen ist in drei Formaten erhältlich: zylindrisch,
nenen Datenmengen werden durch gen über die Qualität der Schichtdi- prismatisch und als dünne, biegsame Pouch-Variante. Die ver-
ein intelligentes Konzept aggregiert, cke zu treffen. Die Methodik wurde schiedenen Zellformate werden zwar in ähnlichen Prozessschrit-
strukturiert und ausgewertet. Somit vom Hersteller bereits in Serienver- ten gefertigt, ein wesentlicher Unterschied besteht jedoch in der
wird es für Batteriehersteller mög- suchen im Laboraufbau erfolgreich Herstellung: bei der zylindrischen Zelle werden die Elektroden
lich, Fehlermuster zu erkennen, an Elektroden getestet. und Separatoren gewickelt, bei der Pouch-Zelle werden diese
Produktionsabläufe zu optimieren gestapelt. Die Komponenten einer prismatischen Zelle können
und ein ganzheitliches Produkti- Das Besondere beim mittlerweile sowohl flach gewickelt als auch gestapelt werden.
onsdatenmanagement zu etablie- Slurry-Auftrag Das Gehäuse der prismatischen Zelle besteht – im Gegensatz
ren. Dies eröffnet völlig neue Qua- Der Slurry-Auftrag geschieht beid- zur Pouch-Zelle – aus festem Material, meist Metall.
litätskriterien und Standards in der seitig, die Folie kann also nicht abge-
Batteriezellfertigung. legt werden. Sie schwebt durch eine
PC & Industrie 1-2/2022 3
Qualitätssicherung
Slurry-Auftrag: Trocknung: Walzen und Schneiden: Zell-Finishing:
Auftragen des Batteriepulvers Verdampfung der Lösungsmittel Verdichtung der Elektroden und Elektrodenfolien stapeln und
Zuschnitt der Folie Versiegelung der Außenhaut
Maschine zum Trocknen auf einem ten. Nun hat man ein langes, sch- der Zelle. Sie sind die Verbindung ableitung erhalten die Zellen ein
Luftkissen. Bereits nach diesem males Elektrodenband, das maschi- zur Außenwelt, alle innenliegenden stabiles Aluminiumgehäuse, das
Prozessschritt eröffnen sich signi- nell auf die richtige Länge gebracht Fähnchen im Zellstapel werden per hermetisch laserverschweißt wird.
fikante Kostensenkungspotenziale- wird. Auch die weiße Separatorfolie, Laser miteinander verschweißt. Bei Das Gehäuse wird je nach Herstel-
durch Detektion von Fehlbeschich- die zwischen die beiden Elektroden Pouch-Zellen landet der fertige Zell- ler anschließend mit einem lichthär-
tungen und Vermeidung von Trock- kommt, wird auf Länge geschnit- stapel in einer Alufolie. Sie wird spä- tenden, Lack beschichtet, der direkt
nungsrissen. Die leistungsstarken ten. Und auch in diesem Prozess- ter so versiegelt, dass ein wasser- im Anschluss in einer UV-Kammer
und modularen Prüfsysteme der schritt – nach dem Trocknen und dichter Beutel entsteht. Die Pouch- ausgehärtet wird. Mehrere dieser
„Paint Checker industrial Tube“ Kalandrieren – kann das photother- Zelle ist biegsam. Dank ihrer großen Zellen werden zu Batteriemodulen
Sensoren eignen sich besonders mische Prüfsystem gewinnbringend Oberfläche kann Wärme gut abge- zusammengefasst, deren Größe
für diese anspruchsvolle Aufgabe eingesetzt werden, um Fehler wie leitet werden. Bei prismatischen Zel- und Anzahl wiederum Leistung und
durch die Integration in den Auto- Schichtinhomogenität berührungs- len umgibt ein Gehäuse die Batte- Reichweite des Fahrzeugs bestim-
mationsprozess einer solchen Pro- los zu untersuchen und Ausschuss rie, das durch einen speziellen Lack men. Dabei liegen bis zu 800 Volt
duktionslinie. zu vermeiden. versiegelt und damit geschützt wird. Spannung an – deutlich mehr als
Die Schichtdickenprüfung des Lacks an der heimischen 230 Volt Steck-
Elektroden-Prüfung via Das Zell-Finishing ist mit dem modernen Opti- Sense- dose. Deshalb müssen die Zellen
OptiSense-Technik Nachdem die beschichteten Elek- Verfahren bereits erfolgreich in der zuverlässig voneinander isoliert wer-
Im nächsten Schritt durchläuft die trodenfolien getrocknet, gewalzt und Linie im Einsatz – und zwar im Auto- den, um einen Kurzschluss und ein
Folie ein Walzwerk, der Fachbegriff auf die entsprechende Größe zuge- mobilbereich: mögliches Abbrennen der ganzen
lautet Kalander. Bei dieser Verdich- schnitten sind, werden sie zu Batte- Batterie sicher zu verhindern. Dazu
tung wirken 200 Tonnen Druck auf riezellen assembliert. Dazu stapeln Von der Batteriezelle zum wird das Zellenäußere mit einer
die Folie. Das Ziel ist eine einheit- Maschinen die einzelnen Blätter. In Modul Beschichtung versehen, die sowohl
liche Dicke, der Wert darf nur einige einer Zelle liegen mehrere Stapel Viele Automobilhersteller verwen- die Oberfläche schützen als auch
Mikrometer von der gewünschten übereinander. Überstehende Lei- den zur Energiespeicherung in ihren die notwendige Isolationsfunktion
Höhe abweichen. Die OptiSense- terfähnchen werden abgeschnitten E-Mobilen flache Pouch-Zellen, die übernehmen muss. Die Beschich-
Technik kann die Schichtdicke der und so die Elektroden auf einheit- sich aufgrund ihrer flexiblen Hülle tungsdicke ist dabei ein sicherheits-
gewalzten Folie, also das Anoden- liche Länge gebracht. Die Fähnchen in beliebiger Form herstellen und relevanter Parameter, den es in der
material (Graphit) auf Kupferfolie und bilden den Anschluss zur Energie- falten lassen. Als Schutz gegen Produktion sorgfältig zu überwachen
das Kathodenmaterial (Lithium-Ver- zufuhr, also den Plus und Minuspol Beschädigungen und zur Wärme- gilt. Mithilfe der photothermischen
bindung) auf Aluminiumfolie, prüfen. Technik lassen sich die Schichtdi-
Die kurzen Messzeiten der Opti- cke genau überprüfen.
Sense-Technik prädestinieren das
berührungslose Verfahren für die Beschichtungsdicke des
Inline-Charakterisierung während Zelläußeren ist sicherheits-
des Kalandrierens von Lithium- relevanter Faktor
Ionen-Batterien. Dafür werden die Da die Beschichtungsdicke eine
Sensoren an verschiedenen Positi- funktionskritische Kenngröße ist,
onen an der Walzanlage integriert. müssen alle Arten von Beschich-
Durch die Kombination vieler ein- tungsfehlern wie ungleichmäßiger
zelner Sensoren zu einem Sensor- Lackauftrag oder Lackverlauf aber
Array steigt die Detektionssicher- auch Beschädigungen,Kratzer, Risse
heit an, gleichzeitig ist der Aufbau oder eingeschlossene Fremdpartikel
weniger anfällig für Fehlmessungen. wie Staub oder Fussel zuverlässig
erkannt werden. Auch hier ist eine
Die Coil-Prüfung berührungslose, 100-Prozent-Prü-
Für eine Batteriezelle ist das Foli- fung schon vor dem Aushärten sinn-
enband noch zu breit, darum wird es voll: Dazu fährt jede Zelle direkt nach
in schmale Längsstreifen geschnit- OptiSense-Technik prüft das Coil, ein langes, schmales Elektrodenband der Applikation auf einem Trans-
4 PC & Industrie 1-2/2022
©Shutterstock_2070612980
tiven Messverfahren erreicht wer-
den kann. Die gewonnenen Erkennt-
nisse der E-Mobilität für Personen-
kraftwagen lassen sich auf die Auf-
gabenstellungen für Nutzfahrzeuge,
E-Bikes sowie andere Zellformate
übertragen.
Digitalisierung der
Batteriefertigung
Mit Blick auf den Transformations-
prozess spielt eine vernetzte, digital
unterstützte Produktion und Qua-
litätssicherung von Batteriezellen
und -modulen eine immer größere
Rolle. Die Digitalisierung der indus-
triellen Produktion ist ein Schlüssel,
um die gesamte Fertigungskette zu
optimieren und somit die Wettbe-
werbsfähigkeit der Unternehmen zu
steigern. Daher erprobt OptiSense
auf industrienahen Pilotlinien inno-
vative datengetriebene Ansätze der
Prozessüberwachung, Steuerung
und Qualitätssicherung. So können
Batteriefertigungsprozesse modu-
lar und bedarfsgerecht ausgerich-
tet werden, um die Produktquali-
tät signifikant zu erhöhen und die
Wirtschaftlichkeit der Batteriepro-
duktion zu steigern.
Fazit
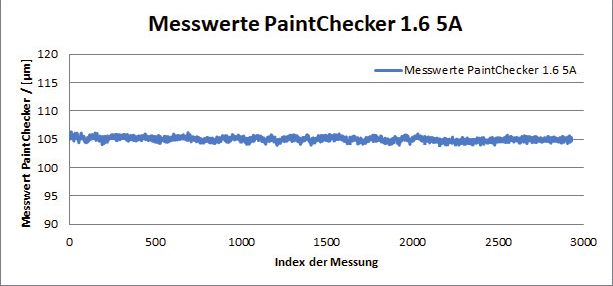
Messmittelfähigkeit unter Beweis gestellt: Die äußerst geringe Streuung der Messwerte belegt die hohe Qualität
der photothermischen Schichtdickenmessung Dieses Whitepaper formuliert
Lösungsangebote für die Großserien-
portband in eine Messstation, in Sensoren klein genug sind, um sie den Sensorkopf soweit zu verkür- produktion aller drei Lithium-Ionen-
der die Dicke der Beschichtung an im eng begrenzten Bauraum neben- zen, dass er auch in äußerst beengte Batterieformate (Rund-, Prisma-,
mehreren Stellen von OptiSense- einander unterzubringen. Nach nur Bauumgebungen passt. Mit dem nur Pouch-Zelle) in gleich mehreren
Systemen berührungslos geprüft viermonatiger Entwicklungszeit ent-150 g leichten Winkelsensor können Herstellungsstadien: beim Slurryauf-
wird. Mit dem photothermischen stand mit dem PaintChecker indus- bei gerade einmal 40 mm Bautiefe trag, in der Produktion der Elektro-
Messverfahren steht eine schnelle, trial n-gauge ein photothermisches Schichtdicken bis 300 μm schnell, denfolien, im Cell-Finishing und bei
quantitative Schichtdickenbestim- Messsystem zur berührungslosen, genau und reproduzierbar gemes- der Gehäuselackierung. Mit der von
mung zur Verfügung, die genaue, zerstörungsfreien Schichtdicken- sen werden. Mehrere Beschich- OptiSense entwickelten photother-
reproduzierbare Ergebnisse liefert. messung, dass mehrere Sensor- tungsanlagen wurden inzwischen mischen Messtechnik erhalten Her-
Allerdings sind kurze Taktzeiten köpfe gleichzeitig ansteuern kann. mit den neuen OptiSense-Prüfsy- steller von Lithium-Ionen-Batterien
und beengte Platzverhältnisse an Es eignet sich für feuchte und tro-stemen ausgestattet und lieferten ein „Frühwarnsystem“ an die Hand,
der Tagesordnung und bedeuten ckene organische Beschichtungen sofort hervorragende Ergebnisse. dass Batteriefolien bereits vor dem
einige ganz besondere Heraus- wie Farben, Lacke und Pulver auf Dabei unterliegt die Beschichtungs- Trocknen und auch über mehrere
forderungen. Um die Qualität der Metall, Gummi und Keramik. Das dicke als funktionskritische Quali- Produktionsschritte hinweg prüfen
Beschichtung insgesamt beurtei- System besteht aus einem zentra- tätskenngröße strengen Anforderun- kann und damit Ausschuss deut-
len zu können, wird wie oben skiz- len Controller, an den bis zu acht gen an die Genauigkeit und Repro- lich minimiert. Beschichtungsdi-
ziert an mehreren Stellen gemes- Sensoren über Kabel anschließbar duzierbarkeit der Messung. Im Rah- cken – immer unter den Aspekten
sen. Aber die Messzeit lässt sich sind. Zur softwareseitigen Integra-men einer Messmittel-Fähigkeitsa- der Kostensenkung, Ressourcen-
physikalisch bedingt nicht beliebig tion in die Fertigungsanlage hat der
nalyse konnte das photothermische schonung und Sicherheit – sind
verkürzen. Das Anfahren mehrerer PaintChecker industrial n-gauge ver-
Messverfahren von Optisense ein- der Flaschenhals in der Batterie-
Messpunkte nacheinander dauert zu schiedene Schnittstellen zu einer mal mehr seine Überlegenheit unter produktion. Die Referenzen und die
lange und für eine simultane Mehr- übergeordneten SPS. Beweis stellen. Nach 6 ½ Stunden Alleinstellungsmerkmale der Prüf-
punktmessung sind die konventio- Dauertest mit über 2.900 Messzy- lösungen von OptiSense schaffen
nellen, am Markt verfügbaren Sen- Performance-Parameter klen lag die Standardabweichung beste Voraussetzungen, sich nach-
soren schlichtweg zu groß. für Anwendungen in der der Messung unter einem halben haltig und langfristig in dem Zukunfts-
Deshalb wurde ein System entwi- Elektromobilität Mikrometer und war damit weit feld Batteriefertigung zu positionie-
ckelt, das mehrere Punkte gleich- Indem der Strahlengang der Optik genauer als das, was mit üblichen ren und sind Basis für eine wettbe-
zeitig vermessen kann und dessen um 90° gefaltet wurde, gelang es, Wirbelstrom- oder magnetinduk- werbsfähige Zellfertigung. ◄
PC & Industrie 1-2/2022 5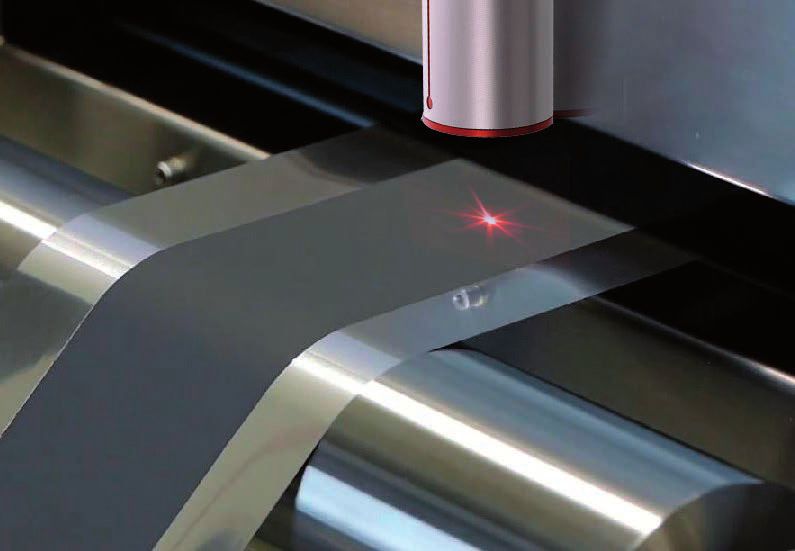



Sie können auch lesen

















































