Keramik und Multi-Material 3D-Druck - WZR ceramic solutions ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Keramische Zeitschrift 04/2014 233
Technologie-Forum
W. Kollenberg*
Keramik und Multi-Material 3D-Druck
der autor stichwörter
Prof. Dr. Wolfgang Kollenberg studierte von 1974–1979 an der RWTH Aachen Mineralogie. 1984 Additive Fertigung, Keramik,
promovierte er an der RWTH Aachen zum Dr. rer. nat. und habilitierte 1992 an der TU Berlin. Von Materialeffizienz, 3D-Druck,
1979–1987 arbeitete er an der RWTH Aachen und von 1987–1990 beim Projektträger im For- Multi-Material 3D-Druck
schungszentrum Jülich. Von 1990–1996 war er in Leitungsfunktionen beim Deutschen Institut für Keram. Z. 66 (2014) [4]
Feuerfest und Keramik GmbH tätig. 1996 schloss sich die Gründung der WZR ceramic solutions
GmbH an, die er als Geschäftsführender Gesellschafter leitet. 2005 wurde Wolfgang Kollenberg
zum Honorarprofessor an der Hochschule Bonn-Rhein-Sieg ernannt. Seit 2013 leitet er den FA
Additive Fertigung der DGM. E-Mail: w.kollenberg@wzr.cc
kurzfassung abstract
Additive Fertigungsverfahren erwecken zurzeit ein großes Interesse. Das Ceramics and Multi-Material 3D Printing
Lasersintern von Metallen steht unmittelbar vor der industriellen Serien- Additive Manufacturing has become very popular during the last years.
fertigung. Stereolithografie kann heute bereits für die Herstellung von Laser Sintering of metals is close to industrial serial production. Ceramic
keramischen Bauteilen genutzt werden und bietet sich als Vorstufe zum components can be produced by Stereolithography on a small scale, with
Spritzguss an. 3D-Druck wird beispielsweise für die Fertigung angepasster properties comparable to injection molding. 3D printing is used to produce
Brennunterlagen, für Knochenersatz oder Designobjekte eingesetzt. Zu den customized kiln furniture, bone structures or design objects. By using par-
Vorzügen der Additiven Verfahren zählt die Materialeffizienz: beim 3D- ticle filled inks a lot of new options are possible: dense microstructure,
Druck können die nicht mit der Tinte bedruckten und verfestigten Pulver- locally reinforced microstructures, and combination of different properties
anteile ohne Verlust wiederverwendet werden. Mittels FDM oder 3D-Extru- or colors. This technique is called multi-material 3D printing. FDM and 3D
sion können endkonturnahe Keramik-Halbzeuge für die CNC-Bearbeitung extrusion can be used to manufacture near-net-shape semi-finished ceramic
gefertigt werden. Der Multi-Material 3D-Druck eröffnet völlig neue Anwen- products.
dungsgebiete, da die Eigenschaften oder auch die Farbe eines Bauteils lokal
verändert werden können. Durch den Einsatz Partikel gefüllter Tinten ge-
lingt es dichte Gefüge zu erzeugen. Werden zusätzlich mehrere mit unter-
schiedlichen Partikeln gefüllte Tinten verdruckt, können Gefügeverstärkun-
gen und Funktionalisierungen realisiert werden. Um den Anwendern auch
eine langfristige Perspektive zu bieten, arbeitet WZR intensiv mit Koopera-
tionspartnern daran, den 3D-Druck als industrielles Serienfertigungsverfah-
ren für keramische Bauteile zu etablieren.
1 Einleitung fahren entsprechend der VDI Richtlinie Modeling), der direkte 3D-Druck, die
Additive Verfahren zur Herstellung von 3404 bzw. der ISO/DIN 17296 benannt und Extrusion von Pasten und das Polyjet-
Bauteilen oder Objekten haben in den letz- nachfolgend in ihrer Bedeutung für die Her- Verfahren, bei dem Fotopolymere trop-
ten Jahren außerordentlich an Popularität stellung keramischer Komponenten disku- fenförmig über einen Druckkopf abge-
gewonnen. Dabei steht ein Verfahren beson- tiert. Die Additiven Verfahren lassen sich in setzt werden.
ders im Blickpunkt der Öffentlichkeit, das zwei Gruppen unterteilen [1]: Allen Additiven Verfahren ist eine grund-
„Fused Deposition Modeling“ – kurz FDM • Bei den Bindeverfahren wird zunächst legende Prozesskette gemeinsam: das zu
genannt. Bei diesem Verfahren werden eine komplette Schicht eines Materials fertigende Bauteil wird als CAD-Modell
Kunststoff-Filamente in einer beheizten (flüssig, pulvrig, fest) ausgelegt und ent- konstruiert und anschließend in übereinan-
Düse zur Schmelze gebracht und lagenweise sprechend den Konturen des Objektes in der liegende Schichten getrennt (Slicen).
abgelegt. Die dazu notwendigen Geräte sind geeigneter Weise verfestigt. Zu diesen Ver- Die Konturen und die von ihnen einge-
heute preisgünstig – sogar als Bausatz – ver- fahren zählen die Stereolithographie, das schlossenen Flächen werden in einem ad-
fügbar. Damit ist die Additive Fertigung Selektive Lasersintern, der 3D-Druck und ditiven Verfahren schichtweise generiert,
auch in den Hobbybereich vorgedrungen, das LOM-Verfahren (Laminated Object wodurch das Bauteil Schicht für Schicht
woraus die starke Resonanz in den Medien Manufacturing) – ein Verfahren, bei dem aufgebaut wird. Diese Schichten sind im
rührt. In Presse und Fernsehen findet man das Objekt durch Übereinanderlegen von späteren Bauteil immer sichtbar. Selbst bei
den Begriff „3D-Druck“ als Oberbegriff für Papierschichten aufgebaut wird. sehr hoher Auflösung, also minimaler
alle Additiven Verfahren, insbesondere wird • Bei den Abscheidungsprozessen wird Schichtdicke und höchster Präzision der
er auch für das FDM Verfahren verwendet. über eine Düse oder einen Druckkopf Umrisse, bleiben sie erkennbar und verlei-
In diesem Beitrag werden die Additiven Ver- Material kontinuierlich oder tropfen- hen den Bauteilen eine raue Oberfläche, die
förmig abgegeben und als Punkt- oder ggf. nachbearbeitet werden kann.
Linienmuster Schicht für Schicht abge- Nachfolgend werden relevante Verfahren
* WZR ceramic solutions GmbH, Lise-Meitner-Str. 1,
legt. Zu diesen Prozessen rechnet man zur additiven Herstellung von Keramik nä-
D-53359 Rheinbach das FDM-Verfahren (Fused Deposition her beschrieben.
233-236_TF_Kollenberg.indd 233 27.08.14 15:40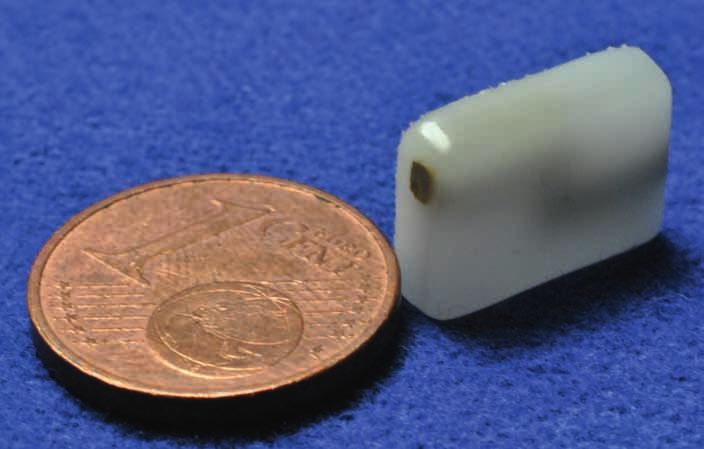
234 Keramische Zeitschrift 04/2014
Technologie-Forum
Um eine nachträgliche Verdichtung von verstä
1 2 Bauteilen zu erzielen, bieten sich zwei Wege rend
an: die Infiltration der gebrannten Keramik der W
mit einem artgleichen Schlicker oder das Festig
Glasieren. Für technische Anwendungen chend
kommt überwiegend das Infiltrieren in Be- stoff-E
tracht. Nach einem zweiten Brand ist die variie
Oberfläche in diesem Fall in einem Hori- dass e
zont von 0,5–1 mm dicht. Das Glasieren len B
kommt vorrangig bei Gebrauchs- oder De- stärku
Bild 1 • Sinterschale mit Porendesign zur Reduzie- Bild 2 • Glasierte Seifenschale, hergestellt mittels
signgegenständen zum Einsatz. Dazu wur- einer
rung der Masse 3D-Druck
den spezielle Glasuren entwickelt die der die Ge
Porosität des Scherbens und der thermi- Arbei
2 Verfahren zur additiven einer neuen Lage Pulver bedeckt. Der aufge- schen Dehnung angepasst sind (Bild 2). könne
Herstellung von Keramik druckte Binder sorgt auch dafür, dass die Tinte
2.1 Stereolithografie Lagen untereinander verbunden sind. Auf 2.3 Multi-Material 3D-Druck [4]. D
Bei der Stereolithografie (SLA) erfolgt eine diese Weise entsteht Schicht für Schicht der Seit einigen Jahren wird bei WZR eine keiten
langenweise Verfestigung von fotosensitiven dreidimensionale Körper, der nach dem Route zur Erhöhung der Gründichte ver- gensch
Polymeren mittels Licht. Dieses Verfahren ist Aushärten des Binders von losem Pulver be- folgt, die das vollständige Volumen der Durch
für die Herstellung von Kunststoff-Bauteilen freit werden kann. Struktur betrifft: neben dem Binder werden kann
verbreitet, es hat seit einiger Zeit aber auch Die WZR ceramic solutions GmbH beschäf- auch Partikel über den Druckkopf in das digkei
eine starke Relevanz für keramische Bauteile. tigt sich seit einigen Jahren mit dem 3D- Pulverbett gebracht. Nach der einleitend sert w
Basierend auf Entwicklungsarbeiten des In- Druck als additivem Formgebungsverfahren aufgeführten Gliederung der Additiven Ver- eine v
stituts für Werkstoffwissenschaft und Werk- zur Herstellung keramischer Bauteile, wobei fahren in 2 Gruppen, wird somit eine Kom- unter
stofftechnologie der TU Wien wurde von der der so hergestellte Grünling nachfolgend ge- bination eines Bindeverfahrens – hier der Tialit,
Lithoz GmbH in Wien das „Lithography sintert wird. Zu den Vorteilen des Verfah- 3D-Druck – mit einem Abscheidungspro- beim
based Ceramic Manufacturing (LCM)-Ver- rens zählt, dass die durch den aufgedruckten zess – hier dem Suspensionsdruck – reali- Al2O3
fahren“ zur Marktreife geführt. Hierbei Binder verfestigten Bereiche von losem Pul- siert. Der Suspensionsdruck wird auch als druck
kommen LED als Lichtquelle und nicht, wie ver umgeben sind und dadurch keine Stütz- „Direkter 3D-Druck“ [2] bezeichnet. Erwei
bei der Stereolithografie üblich, Laser zum strukturen, beispielsweise bei Überhängen, Durch den Einsatz Partikel gefüllter Tinten partik
Einsatz. Während des Herstellungsprozesses notwendig sind. Nicht zuletzt dadurch gibt beim 3D-Druck gelingt es, das Gefüge auch von M
bilden Fotopolymere das Grundgerüst des es nahezu keine Einschränkung in der geo- im Inneren des Bauteils zu verdichten. Um gehen
Bauteils. Sie dienen dabei als Binder zwi- metrischen Freiheit der Gestaltung. Partikel gefüllte Tinten verarbeiten zu nicht
schen den keramischen Partikeln und er- Die Dichte der Partikel im Pulverbett ent- können, müssen entsprechende Druckköpfe Eigen
möglichen die Formgebung sowie eine hohe spricht in etwa der Schüttdichte des Pulvers. eingesetzt werden. Restriktiv ist die maxi- sonde
Gründichte. Dadurch wird in weiterer Folge Daher liegt die Dichte der Grünlinge deutlich male Korngröße, die unmittelbar vom wie e
eine extrem hohe Sinterdichte erreicht.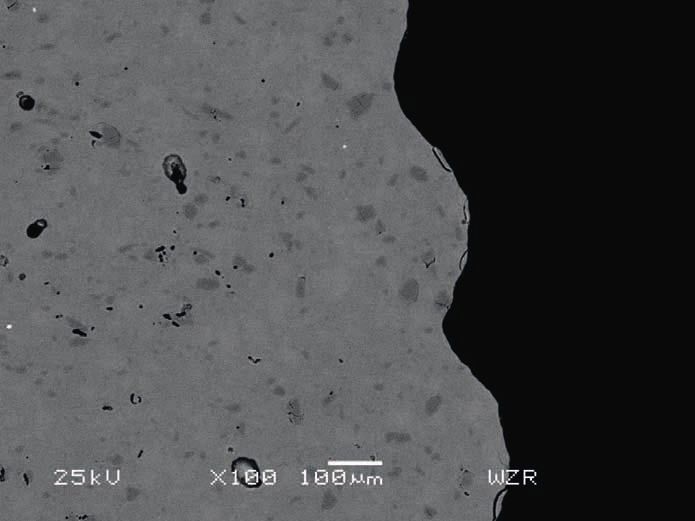
Keramische Zeitschrift 04/2014 235
Technologie-Forum
g von verstärkten Werkstoff herzustellen. Wäh-
Wege rend bei der konventionellen Formgebung
3 4
ramik der Werkstoff so ausgewählt wird, dass seine
r das Festigkeit für das gesamte Bauteil ausrei-
ungen chend ist, können im 3D-Druck die Werk-
n Be- stoff-Eigenschaften innerhalb des Bauteils
st die variieren. Es konnte nachgewiesen werden,
Hori- dass eine lokale, dem Bereich der maxima-
sieren len Belastung entsprechende, Gefügever-
r De- stärkung (beispielsweise ZrO2 in Al2O3) zu
Bild 3 • Elektrische Leiterbahn (Silber) in Glas-
wur- einer vergleichbaren Belastbarkeit führt, wie
keramik
e der die Gefügeverstärkung im gesamten Bauteil. Bild 4 • Gefüge einer mittels FDM hergestellten
ermi- Arbeitet man mit mehreren Druckköpfen, Al2O3-Keramik
). können unterschiedliche Pulver über die
Tinte in ein Pulverbett eingebracht werden sind, dass die Viskosität der hier eingesetz- sign Studio UNFOLD in Antwerpen gezeigt:
[4]. Dadurch entstehen völlig neue Möglich- ten Tinten deutlich niedriger ist, als die Par- Eine Porzellan-Masse wird in eine große
eine keiten Bauteile mit lokal angepassten Ei- tikel gefüllter Tinten und dass Druckköpfe Injektionsspritze gefüllt, diese wird über x-,
e ver- genschaften zu konstruieren und zu fertigen. mit sehr feinen Düsen eingesetzt werden y- und z-Achsen verfahren während der
n der Durch eine lokale Gefüge Modifizierung können. Kolben die Masse aus der Düse des Spritze
erden kann auch die Temperaturwechselbestän- fördert. Die notwendige Hard- und Soft-
n das digkeit (TWB) keramischer Bauteile verbes- 2.4 Keramik mittels FDM ware basiert auf dem open source Projekt
eitend sert werden [5]. Dies kann nicht nur über Das FDM-Verfahren ist das in der Öffent- RepRap und entspricht den für FDM einge-
n Ver- eine variable Porosität sondern auch durch lichkeit bekannteste Additive Fertigungs- setzten Anlagen. Diese Technik wurde auch
Kom- unterschiedliche Phasen, wie Mullit oder verfahren. Bei diesem Verfahren werden üb- vom Digitalen Produktionszentrum (dpz)
er der Tialit, erreicht werden. Diese können reaktiv licherweise Kunststoff Filamente in einer der Hochschule der Bildenden Künste Saar
gspro- beim Sintern gebildet werden, wenn in ein beheizten Düse zur Schmelze gebracht und realisiert.
reali- Al2O3-Pulverbett SiO2 bzw. TiO2 einge- als „Schmelzfaden“ kontinuierlich abgelegt. Dieses Verfahren, hier im Folgenden als
ch als druckt wird. Durch entsprechende Achsenbewegungen 3D-Extrusion bezeichnet, ist dem FDM
Erweitert man den Ansatz zur Nutzung werden 3-dimensionale Objekte aufgebaut. Verfahren sehr ähnlich, nur dass hier kein
Tinten partikelgefüllter Tinten auf die Verwendung Eine Anlage der Firma MTplus wurde bei „Schmelzfaden“ sondern eine kalte plasti-
auch von Metallen, so bieten sich noch weiter- WZR so erweitert, dass der Düse ein Granu- sche Masse über eine Düse extrudiert und
n. Um gehende Möglichkeiten: hierdurch können lat zugeführt werden kann, das aus Kera- abgelegt wird. Als Vorteil ist die Nutzbarkeit
n zu nicht nur mechanische und/oder thermische mik-Pulver und Thermoplast besteht. Die von plastischen keramischen Massen, bzw.
köpfe Eigenschaften im Gefüge variiert werden, Zuführung ist so abgestimmt, dass durch der deutlich geringere Binderanteil bei un-
maxi- sondern auch funktionale Eigenschaften – die beheizte Düse ein kontinuierlicher vis- plastischen Massen wie z.B. Al2O3 oder ZrO2
vom wie elektrische Leitfähigkeit, elektrischer koser Faden abgelegt wird. Durch Abstim- zu sehen, wodurch eine zusätzliche Entbin-
hängt. Widerstand, magnetische Eigenschaften mung der Parameter gelingt es, einen Grün- derung vor dem Sintern hier nicht notwen-
kel in usw. – integriert werden (Bild 3). Hier kön- ling zu erzeugen, bei dem die einzelnen La- dig ist.
größe nen Erfahrungen aus der LTCC-Technik gen eine gute Haftung zeigen. Nach dem Um die Vor- und Nachteile dieser beiden
orde- genutzt werden, wo bereits Werkstoffkom- Sintern ist zwischen den einzelnen Lagen Verfahren besser beurteilen zu können, wur-
usätz- binationen bekannt sind, die gemeinsam ge- keine Trennung im Gefüge zu erkennen, es de eine Anlage zur 3D-Extrusion durch
rades, sintert werden können. Verfolgt man diesen entsteht ein dichtes, homogenes Gefüge. WZR konzipiert und aufgebaut. Aktuell be-
n, die Gedanken weiter, so ist die Herstellung elek- Von der konvexen äußeren Lagenausprä- findet sich das Verfahren in der Erprobung.
g und tronischer Komponenten mittels Multi-Ma- gung geht kein Riss aus (Bild 4). Das makro- Für die ersten Versuche wurde eine Porzel-
nen. terial 3D-Druck eine zukünftige Option [6]. skopische Erscheinungsbild der erzeugten lan-Masse eingesetzt. Die einbaute Injek-
eröff- Hierbei werden dann elektrisch leitfähige Grünlinge ist geprägt durch die deutlich er- tionsspritze wurde mit unterschiedlichen
glich- Strukturen innerhalb einer elektrisch isolie- kennbaren konvexen Lagen. Düsenöffnungen im Bereich von 0,5–2 mm
Multi- renden Matrix in einem einzigen Herstel- Das FDM Verfahren zur Herstellung von getestet. Mit angepassten Bewegungsge-
Wählt lungsprozess erzeugt. Wichtig dabei ist na- Grünlingen wird bei WZR nicht mit der schwindigkeiten und -abständen gelingt es
al aus, türlich die Abstimmung der Temperatur- Zielsetzung verfolgt, unmittelbar Bauteile eine gute Haftung der übereinander liegen-
kann beständigkeit des verwendeten Metalls und herzustellen – dazu sind die Oberflächen zu den Extrudate zu erzeugen. Nach dem Sin-
rkung der notwendigen Sintertemperatur der ver- uneben. Vielmehr bietet das Verfahren die tern sind weder Risse noch Lagenbildungen
n be- wendeten Keramik, bzw. Glas oder Glas- Möglichkeit endkonturnahe Halbzeuge zur zu erkennen, vielmehr hat sich ein dichtes,
rüber keramik. Gleiches gilt für die thermische anschließenden Grün- oder Weißbearbei- homogenes Gefüge ausgebildet. Bild 5 zeigt
“ wer- Dehnung der eingesetzten Materialien, auch tung herzustellen. Als Vorteile sind das die konvexe Ausprägung der einzelnen La-
weiter, diese muss aufeinander abgestimmt sein. dichte Gefüge und die damit verbundenen gen im Außenbereich. Im Inneren ist keine
en in Eine weitere Variante des Multi-Material guten mechanischen Eigenschaften sowie ei- Lagenbildung zu erkennen. Somit kann
fil des 3D-Drucks besteht darin in die Tinte nicht ne sehr günstige Bearbeitbarkeit zu nennen. auch dieses Additive Verfahren grundsätz-
variie- Partikel, sondern metall-organische Verbin- lich zur Herstellung dichter keramischer
n eine dungen zu geben, die während des Sinter- 2.5 3D-Extrusion Bauteile eingesetzt werden. Es gilt jedoch die
Berei- prozesses Metalloxide bilden und dann fein- Einen neuen Weg keramische Werkstoffe gleiche Einschränkung in der Geometrie wie
einem verteilt im Gefüge vorliegen [7]. Vorteile additiv zu verarbeiten hat erstmals das De- bei FDM: die Seitenwände sind durch die
233-236_TF_Kollenberg.indd 235 27.08.14 15:40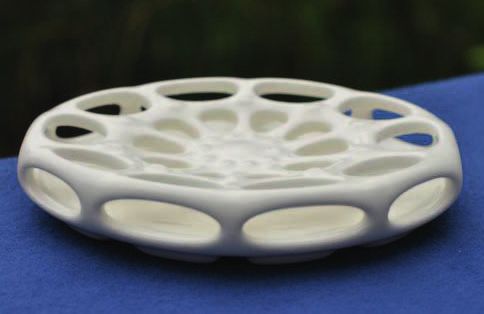
236 Keramische Zeitschrift 04/2014
Technologie-Forum
Fertigung angepasster Brennunterlagen, für nach dem Sintern ein dichtes Gefüge resul-
5 Knochenersatz oder Designobjekte einge- tiert. Werden zusätzlich mehrere mit unter-
setzt. schiedlichen Partikeln gefüllte Tinten ver-
Zu den Vorzügen der Additiven Verfahren druckt, können Gefügeverstärkungen und
zählt die Materialeffizienz. Unter diesem Funktionalisierungen realisiert werden. Die
Aspekt ist für keramische Werkstoffe gerade sich dadurch bietenden Möglichkeiten, sto-
der 3D-Druck zu nennen. Die nicht mit der ßen zurzeit auf ein sehr großes Interesse.
Tinte bedruckten und verfestigten Pulver- Um den Anwendern auch eine langfristige
anteile können ohne Verlust wiederverwen- Perspektive zu bieten, arbeitet WZR intensiv
det werden. Der Anteil organischer Binder mit Kooperationspartnern daran, den 3D-
ist gering, so dass neben dem Sinterbrand Druck als industrielles Serienfertigungs-
Bild 5 • Porzellan mittels 3D-Extrusion hergestellt keine zusätzliche Entbinderung notwendig verfahren für keramische Bauteile zu etab-
ist. Darüber hinaus bietet das Verfahren lieren.
aufgrund der geometrischen Freiheiten die
übereinander liegenden konvexe Bahnen ge- Möglichkeit, Bauteile nach bionischen An-
Literatur
prägt. Ist dieser Effekt für das fertige Bauteil sätzen zu realisieren, indem Masse in wenig [1] Warnier, C., Verbruggen, D., Ehmann, S., Klanten,
nicht erwünscht, bietet sich auch dieses Ver- belasteten Bereichen durch Bildung einer R. (Hrsg.): Dinge Drucken – Wie 3D-Drucken das
fahren in erster Linie für die Herstellung Makro- und Mikroporen- Struktur signifi- Design verändert. Gestalten Verlag, Berlin (2014)
[2] Ebert, J., Ozkol, E., Zeichner, A., Uibel, K., Weiss,
von endkonturnahen Halbzeugen an. Wel- kant reduziert wird. Das Thema „Material- O., Koops, U., Telle, R., Fischer, H.: Direct inkjet
ches der beiden Verfahren vorzuziehen ist, effizienz“ steht beim Ansatz endkonturnahe printing of dental prostheses made of zirconia. Jl.
sollen weitere Studien zeigen. Halbzeuge für die CNC-Bearbeitung mittels Dent. Res. 88 (2009) 88 [7] 673–676
[3] Kollenberg, W.: DE 102008028742 B4
FDM oder 3D-Extrusion herzustellen eben- [4] Kollenberg, W., Polsakiewicz, D.: Ceramic Micro-
3 Additive Fertigung bei WZR falls im Fokus. structure Design by Functionalized 3D-Printing.
Additive Fertigungsverfahren erwecken zur- Neben dem „konventionellen“ 3D-Druck DDMC, Berlin (2012)
[5] Polsakiewicz, D., Kollenberg, W.: Improvement of
zeit ein enormes öffentliches Interesse. In führt WZR zahlreiche kundenspezifische thermo shock resistance by three dimensional
der technischen Anwendung steht das La- Weiterentwicklungen des Multi-Material graded structures, 54th Internat. Colloquium of
sersintern von Metallen unmittelbar vor der 3D-Druckes durch, der völlig neue Anwen- Refractories, Aachen (2011)
[6] Polsakiewicz, D., Kollenberg, W.: LTCC-Based Pa-
industriellen Serienfertigung. Stereolitho- dungsgebiete eröffnet, da die Eigenschaften ckaging by Functionalized 3D-Printing. DDMC, Berlin
grafie kann heute bereits für die Herstellung oder auch die Farbe eines Bauteils lokal ver- (2014)
von keramischen Bauteilen genutzt werden ändert werden können. Durch den Einsatz [7] Kollenberg, W.: DE 102012219989 A1
und bietet sich als Vorstufe zum Spritzguss Partikel gefüllter Tinten gelingt es die Dich-
an. 3D-Druck wird beispielsweise für die te des Grünlings soweit zu erhöhen, dass Eingegangen: 04.08.2014
Ins e re nte nve r zeIchnIs
ECRef European Centre for Refractories GmbH D-Höhr-Grenzhausen 210
Maschinenfabrik Gustav Eirich GmbH & Co KG D-Hardheim U1
ESK-SIC GmbH D-Frechen 205
Expert Fachmedien GmbH D-Düsseldorf U2
Goerg & Schneider GmbH & Co. KG D-Siershahn 211
Adolf Gottfried Tonwerke GmbH Gottfried Feldspat GmbH D-Großheirath 215
Fr. Jacob Söhne GmbH & Co. KG D-Porta Westfalica 207
LAEIS GmbH D-Wecker 201
Linn High Therm GmbH D-Eschenfelden 213
LUM GmbH D-Berlin 203
MUT Advanced Heating GmbH D-Jena U4
NETZSCH-Gerätebau GmbH D-Selb 199
Nürnberg Messe GmbH D-Nürnberg 225
Reed Exhibitions Deutschland GmbH D-Düsseldorf 231
Rimini Fiera S.p.A. I-Rimini U3
Sachverständigenbüro Gernandt · Osterkamp · Stengert D-Porta Westfalica 204
Stephan Schmidt KG D-Dornburg-Langendernbach 209
Unifair Exhibition Service Co. Ltd. CN-Guangzhou 214
ZZ Wancor AG CH-Regensdorf 217
Waters GmbH UB TA Instruments D-Eschborn 219
233-236_TF_Kollenberg.indd 236 27.08.14 15:40
Sie können auch lesen