Lösungen für Titan Innovativ und erfolgreich zerspanen - Aerospace Frame
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Aerospace Frame Lösungen für Titan Innovativ und erfolgreich zerspanen

Vier Faktoren für eine
erfolgreiche Zerspanung
in Titan
Die Zerspanbarkeit von Titan ist bekanntermaßen schwierig. Die Möglich-
keiten sind eingeschränkt, und die Aufmerksamkeit sollte nicht nur auf
die Werkzeuge gerichtet sein. Um dennoch eine optimale Bearbeitung
in Titan zu gewährleisten, verdienen folgende vier Bereiche besondere
Beachtung: Kühlschmierstoffdruck und -menge. Programmiertechniken,
Maschinenanforderungen und Werkzeuge mit ihren Aufnahmen. Diese
Broschüre hält praktische Empfehlungen für alle Aspekte bereit.
Kühlschmierstoffdruck
Beispiel:
und -menge Einfluss der Düsengröße
Das erste Kriterium ist der Kühlschmierstoff, der enorme Aus-
Zur Beibehaltung eines Drucks von 70 bar
wirkungen bei der Zerspanung von Titan zeigt. Die Empfehlung
für einen Walzenstirnfräser mit 30 Wende-
ist denkbar einfach: bei Titan stets Kühlschmierstoff in großen
schneidplatten und Kühlschmierstoffboh-
Mengen und, falls möglich, mit hohem Druck einsetzen.
rungen mit einem Durchmesser von 2.5 mm
sind 760 l/min. Kühlmittel erforderlich.
Mit Hochdruck-Kühlschmierstoffzufuhr wird die Standzeit im
Vergleich zu normalem Kühlmitteldruck verdoppelt. Hierbei
Kleinere Kühlschmierstoffbohrungen von
wird ein Nachschneiden von Spänen und eine resultierende
0.7 mm erfordern lediglich 60 l/min für
Werkzeugbeschädigung durch das Wegblasen der aufge-
einen konstanten Druck.
schweißten Spänen verhindert.
uf-
Empfehlungen: r m e i d u n g von a
Ve en
e s c h w e i ß ten Spän
v g
chdruck-
Einsatz von Kühlschmierstoff durch Spindel und Werkzeug.
d u r c h H o
v ierstoff
Einsatz von Hochdruck-Kühlschmierstoff.
Kühlschm
v Kühlschmierstoffmenge und -druck sollte je nach Anzahl
der Kühlschmierstoffbohrungen und Durchmesser des
Kühlschmierstoffaustritts sorgfältig abgestimmt werden.
v Düsen sollten für maximalen Druck möglichst klein sein.
v Empfohlener Druck: 70 bar oder höher.
v Empfohlene Menge ≥ 50 l/min.
Programmiertechniken für
optimierte Werkzeugwege
Eine völlige Programmoptimierung erfordert im Vergleich zur Verwendung von
Programmzyklen im CAM-System mehr Zeit. Wenn nur ein Bauteil zu zer-
spanen ist, würde es sich nicht auszahlen. Falls jedoch die Bauteilfertigung
über viele Jahre laufen soll, ist eine optimierte Programmierung in jedem Fall
lohnenswert.
Eine optimierte Programmierung kann die Produktivität um bis zu 50 % steigern
und dabei gleichzeitig Standzeit und Prozesssicherheit verbessern. Die wich-
tigsten Programmierkriterien werden nachfolgend beschrieben. Darüber hinaus
bietet Sandvik Coromant ein spezielles Trainingsprogramm zur Programmierung
der Titanbearbeitung in eigenen Trainingszentren sowie beim Kunden an.
Empfehlungen:
v Spandickenreduzierung einsetzen – Planfräsen v Strategien zur Eckenbearbeitung – Abzei-
mit einem kleinen Eintrittswinkel oder runden len mit Vollhartmetall-Fräsern in modernen
Wendeplatten. Schaftfräser mit einem radialen Maschinen sowie bei einer Taschentiefe unter
Eingriff unter 30 %. 4 x d. Bei größerer Tiefe empfiehlt sich das
Tauchfräsen für verbesserte Stabilität und
axiale Schnittkräfte.
v Vom dicken zum dünnen Span – Kontrolle der v Taschenbearbeitung mit geringer Umschlin-
Spanbildung durch: Roll in Entry, Eckenbearbei- gung – Erstellung einer großen Eintrittsboh-
strategien; anschließend einen großen Radius rung (entweder durch Bohren oder Spiral-
programmieren und scharfe Richtungsänderun- Schrägeintauchen), Einrollen in den Schnitt,
gen vermeiden. dann mit großen Eckenradien programmieren,
um Vibrationen in den Ecken zu vermeiden.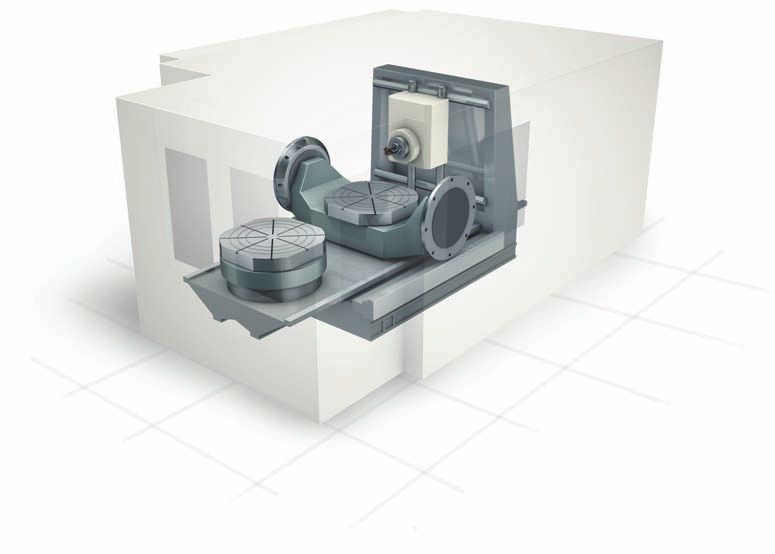
Maschinenanforderungen
Die Maschine selbst übt einen großen Einfluss auf die Produktionsleistung aus.
Durch die vielfältigen Anforderungen an Drehzahlbereich, Antriebsleistung und
Drehmoment muss die Werkzeugmaschine innerhalb eines breiten Anwen-
dungsbereiches effektiv funktionieren.
Empfehlungen:
v Antriebsleistung und Drehmoment – Antriebsleistung 30kW und Drehmo-
ment von 1000 Nm bei 350 U/min für leistungsstarkes Schruppen bei
niedrigen Schnittgeschwindigkeiten.
v Spindeldrehzahl – 6000 U/min zum effektiven Schlichten mit kleindimensio-
nierten Werkzeugen.
v Stabile Schnittstelle – Coromant Capto besitzt die höchste Stabilität,
gefolgt von Big Plus, was Biegesteifigkeit und Spanndruck betrifft. Dies ist
insbesondere wichtig bei Einsatz von Walzenstirnfräsern.
v Dynamik – Schneller Richtungswechsel beim Auskammern plus hohe Tisch-
vorschübe beim Schlichten erfordern optimale Flexibilität und hohe Schnitt-
geschwindigkeiten.
Werkzeuge und Aufnahmen
Der vierte Faktor für eine erfolgreiche Bearbeitung ist der Einsatz der richtigen
Werkzeuge mit der entsprechenden Abstimmung von Einstellwinkel, Anzahl Zähne
des Fräsers sowie Optimierung der Zerspanungsleistung. Nachfolgend wird eine
Auswahl an Fräswerkzeugen, optimiert für häufige Anwendungen in Titan,
aufgeführt:
nte
e stab i le gezah
Neu
telle
Schnitts
Planfräsen:
CoroMill® 300 CoroMill® 210
Ein Fräser mit runden Wendeschneidplatten für beste Produk- Fräser mit hohen Vorschüben werden wegen leichter und
tivität und höchste Standzeit dank der positiven Schaftform. schneller Handhabung häufig in kleineren Maschinen ein-
Der CoroMill 300 verfügt über gute Schneideigenschaften. Mit gesetzt. Geringe Schnitttiefen bis zu 2.0 mm mit hohen
innerer Kühlschmierstoffzufuhr und enger Teilung als Option Vorschüben pro Zahn gewährleisten eine hohe Zerspa-
ist dieser Fräser für Titan optimiert. Der CoroMill 300 ist eben- nungsleistung. Wie auch der CoroMill 300 ist dieser Fräser
falls eine gute Lösung zum Spiraltauchen und Aufbohren. Nun ein flexibles Konzept, das zum Spiraltauchen und Aufbohren
erhältlich in Wendeplattengrößen bis zu 20 mm. verwendet werden kann.
2D-Profilfräsen und
Auskammern:
CoroMill® 690
Walzenstirnfräser sind robuste Werkzeuge mit einer hohen
Zerspanungsleistung. Der CoroMill 690 ist speziell für die hoch-
produktive Bearbeitung in Titan entwickelt worden. Probleme
mit axialen Schnittkräften im Vergleich zu anderen Walzenstirn-
fräsern treten hier nicht auf. Die innovative Konstruktionsweise
der axialen Unterstützung dieses Fräsers bietet einen optimalen
Widerstand gegen diese Kräfte, verhindert Plattenbewegung und
sorgt für höchste Zerspanungsleistung bei äußerster Prozess-
sicherheit. Weitere Vorteile dieses Konzeptes sind seine opti-
malen Leichtschnitteigenschaften und ein minimaler Leistungs-
verbrauch. Jede Kühlschmierstoffbohrung hat ein Gewinde zum
Einsatz von Hochdruck-Kühlschmierstoffzufuhr, auch bei Düsen
in kleinen Durchmessern.
Tauchfräsen:
CoroMill® 215
Eine Bearbeitung mit der Z-Achse ist bei stabilen Bedingungen
nicht unbedingt die erste Wahl. Sind die Bedingungen jedoch
nicht stabil, dann ist das Tauchfräsen eine gute Lösung bei
instabiler Werkaufspannung und großen Überhängen. Um
ein hohes Produktivitätsniveau zu erzielen, ist die maximale
Zustellbreite von entscheidener Bedeutung. Bei diesem Fräser
beträgt sie 22 mm.
Schneidkopf-
Herausragende
maximaler
Kupplung mit
Stabilität
Präzision und
Vorschlichten und Schlichten:
Zum Vorschlichten und Schlichten in tiefen Taschen mit klei-
nen Eckenradien und langen stabilen Werkzeugen.
CoroMill® 316
CoroMill 316 ist eine Neueinführung. Die herausragende
Kupplung ist konisch ausgeführt und verfügt über einen axi-
alen Anschlag für engste radiale und axiale Wiederholgenau-
igkeit sowie eine exzellente Biegesteifigkeit und ist so das
perfekte Werkzeug für eine sichere Bearbeitung.
CoroMill® Plura
Das CoroMill Plura Standardprogramm deckt die typischen
Längen und Radien zum Auskammern bei den 3- und 5-
Achsen-Anwendungen ab.
Werkzeugaufnahme:
Coromant Capto®
Das modulare Coromant Capto System gewährleistet eine optimale Längenan-
passung, um so maximale Stabilität sowie eine hohe Rundlaufgenauigkeit bei-
zubehalten und eine optimale Zerspanungsleistung zu erzielen. Mit über 5000
Standardprodukten lässt sich jede Werkzeuglänge zusammenstellen – zum Fräsen,
Bohren und Aufbohren.
Hydro-Grip®
Schrumpfadapter und Hydro-Grip Spannaufnahmen für eine sichere Hochgeschwin-
digkeitsbearbeitung bei engsten Toleranzen und höchster Bauteilqualität.
Optimierung von Magazinplatz
durch Werkzeugrationalisierung
Wenn wir Werkzeug- und Bearbeitungslösungen emp-
fehlen, ziehen wir immer eine Werkzeugrationalisierung
zur Optimierung vom Magazinplatz in der Maschine in
Betracht. Die Erstellung von Bohrungen kann bei nicht
so sorgfältiger sorgfältiger Planung schnell zu einer
kompletten Belegung von Magazinplatz führen. Durch
Spiral-Schrägeintauchen und Zirkularinterpolation
lässt sich die Anzahl der Werkzeuge jedoch drastisch
reduzieren.
Ihre Anforderungen setzen Application Centers
unsere Maßstäbe In unseren spezialisierten Applicat-
ion Centers investieren wir in die
Zukunft – hier werden Pionierlösun-
Wenn das Bauteil Zehntausende Euro kostet, die Programmierzeit Wochen gen entwickelt, damit Sie an der
dauern kann, die Bearbeitungszeit einige Dutzend Stunden in Anspruch Spitze bleiben.
nimmt und Sie dieses Bauteil mehrere Jahre produzieren, müssen Sie es von
Anfang an richtig machen. Um sicher zu stellen, dass Sie stets
auf dem neuesten technologischen
Stand sind, haben wir uns mit den
Unser Technologie-Netzwerk hinter den Spezialisten modernsten Forschungseinrichtun-
Hinter unserem Spezialistenteam sorgen wir mit unserem effektiven Techno- gen weltweit zusammengeschlos-
logie-Netzwerk dafür, dass Sie stets ungehinderten Zugang zu den neuesten sen. Ein bekanntes Institut ist das
Werkzeuglösungen haben. AMRC (Advanced Manufacturing
Research Center), wo Hersteller von
Luftfahrt-Bauteilen, Maschinenher-
v Trainingskurse zur Programmierung von Titanbearbeitungsprogrammen
steller und Softwareunternehmen
v Application Centers wissenschaftliche Theorien sowie
v Anwendungshandbücher umweltpolitisch tragfähige Lösun-
gen und Produktionsrichtlinien
v PIP – Productivity Improvement Programmme entwickeln, um neue Ansätze für die
v Productivity Centers Produktionsprobleme der modernen
v Training Bearbeitung zu erzielen.
v Seminare
v Globales Netzwerk
Die Notwendigkeit treibt Innovationen voran, und mit unseren Lösungen sind
Sie dem Wettbewerb immer einen Schritt voraus.
Das AMRC Gebäude – Mit freundlicher
Genehmigung von Bond Bryan Architects
Für weitere Informationen besuchen Sie uns bitte unter www.aero-knowledge.com oder www.coromant.sandvik.com/de
DEUTSCHLAND SCHWEIZ ÖSTERREICH
Sandvik Tooling Deutschland GmbH SANDVIK AG Sandvik in Austria Gesellschaft m.b.H.
Düsseldorf Bereich Sandvik Coromant Scheydgasse 44
Postfach 10 44 51 Postfach 3869 1210 WIEN
40035 DÜSSELDORF 6002 LUZERN Telefon: (01) 277 37
Heerdter Landstraße 243 Telefon: (041) 368 34 34 Telefax: (01) 277 37-8
40549 DÜSSELDORF Telefax: (041) 368 33 75
Telefon: (0211) 50 27-0
Telefax: (0211) 50 27-500
www.sandvik.coromant.com/de
C-1140:536 GER/01 © AB Sandvik Coromant 2009.07 Auf umweltfreundlichem Papier gedruckt.
Gedruckt in Schweden von Sandvikens Tryckeri

Sie können auch lesen