Messgeräte zur Abnahme und Kontrolle von Werkzeugmaschinen - HEIDENHAIN
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Messgeräte zur Abnahme und Kontrolle von Werkzeugmaschinen 05/2021

Inhalt
Das Bearbeitungsergebnis einer Werkzeug- Einführung
maschine wie z.B. die Toleranzhaltigkeit von
Werkstücken, die Oberflächenqualität etc.
wird im Wesentlichen durch die Genauig-
Anwendungsgebiete 4
keit der Maschinenbewegung bestimmt.
Konfiguration 5
Für Präzisionsbearbeitungen ist es daher
wichtig, die Bewegungsabweichungen zu Messverfahren
erfassen und gegebenenfalls zu kom
pensieren. Darüber hinaus schreiben Nor- Auswerte-Software ACCOM 6
men und Richtlinien zur Abnahme und
Kontrolle von Werkzeugmaschinen, wie
DIN ISO 230-2, ISO 230-3, DIN ISO 230-4
Dynamische Messungen • Kreisform-Test 6
• Freiform-Test
und VDI/DGQ 3441, eine Reihe von Mess- • Step-Response-Test
methoden zur Ermittlung der statischen
und dynamischen Bewegungsabweichung
vor.
Statische Messung • Positionsgenauigkeit 8
• Führungsfehler
HEIDENHAIN-Messgeräte für die Abnah-
me und Kontrolle von Werkzeugmaschinen
Messung der thermischen Drift 9
ermöglichen, in Verbindung mit ihrer leis-
tungsfähigen Auswerte-Software, aussage- Messgeräte zur Überprüfung von Linearachsen
kräftige Maschinenvermessungen bei mini-
malem Montage- und Justieraufwand. KGM 281 Kreuzgittermessgeräte für 10
KGM 282 • kurze Linearbewegungen
• Kreisbewegungen
• Freiform-Tests
Messgeräte zur Überprüfung von Rundachsen
Allgemeine Hinweise Grundlagen und Anbauhinweise 12
Winkelmessgeräte Übersicht ROD 880, RON 886, RPN 886, RON 905 13
Zubehör
EIB 74x Externe Interface-Box 14
Adapterkabel 15
Mit Erscheinen dieses Prospekts verlieren
alle vorherigen Ausgaben ihre Gültigkeit.
Für die Bestellung bei HEIDENHAIN
maßgebend ist immer die zum Vertrags-
abschluss aktuelle Fassung des Prospekts.
Normen (EN, ISO, etc.) gelten nur, wenn
sie ausdrücklich im Prospekt aufgeführt
sind.
2 3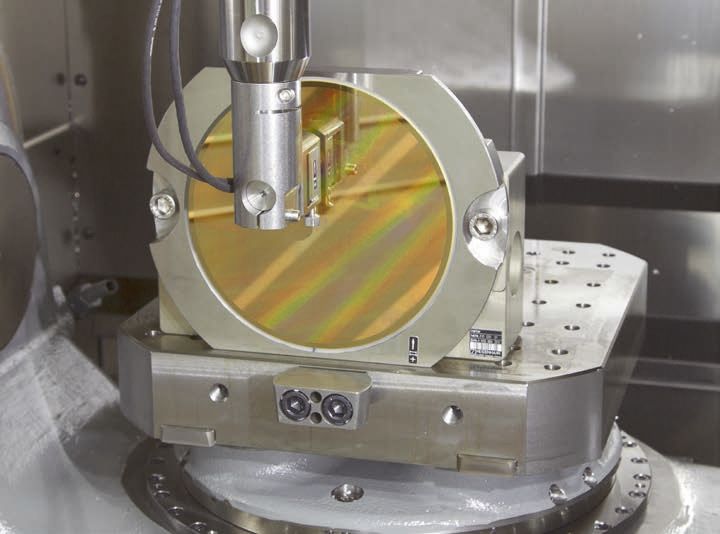
Einführung
Anwendungsgebiete Konfiguration
Die Abnahme und Kontrolle von Werkzeug- Dynamische Messungen – insbesondere Maschinenhersteller nutzen die Ergebnisse Der typische Messaufbau an einer Werk- Da der Messaufbau vollkommen autark ar- ACCOM erkennt selbstständig den Beginn
maschinen erstreckt sich im Wesentlichen bei hohen Verfahrgeschwindigkeiten – lie- einer Maschinenvermessung, um gezielt zeugmaschine besteht aus den Kompo beitet, ist grundsätzlich keine Kommunika des Messvorgangs – beispielsweise wenn
auf die statische Überprüfung der geomet- fern Angaben zum Bahnverhalten, aus de- konstruktive Verbesserungsmaßnahmen nenten tion zwischen PC und der CNC notwendig. ein bestimmter Weg / Winkel aus einer
rischen Maschinenstruktur in unbelastetem nen sich Rückschlüsse auf den Zustand der zur Erhöhung der Genauigkeit einzuleiten. • Messgerät zur Überprüfung von Achs Es können Maschinen mit beliebigen Startposition zurückgelegt wurde.
Zustand sowie – bei gesteuerten Maschi- Maschine einerseits sowie auf die Einstell- Ferner verwenden sie die Ergebnisse, um bewegungen (KGM oder Winkel Steuerungen vermessen werden. Dazu
nen – auf die Überprüfung der Positionier- parameter der Regelkreise bestehend aus Einstellparameter des Regelkreises, wel- messgerät) sind auf der CNC und dem PC – über die Ebenso werden die Messpunkte automa-
genauigkeit. Für das Bearbeitungsergebnis CNC-Steuerung, Antrieben und Positions- che die Genauigkeit einer CNC‑Maschine • Externe Interface-Box EIB 74x Auswertesoftware ACCOM – lediglich die tisch aufgezeichnet, immer dann, wenn
sind aber zunehmend dynamische Bahnab- messgeräten andererseits ziehen lassen. beeinflussen, zu optimieren. • PC mit Auswerte-Software ACCOM gleichen Verfahrbewegungen zu program- vorher definierte Bedingungen (Positions-
weichungen der durch hohe Beschleuni- Mit diesen Informationen kann das Verhal- mieren. fenster, Geschwindigkeitsfenster) erfüllt
gungen belasteten Maschine maßgebend. ten der Maschine (z.B. kv-Faktor, Umkehr Betreiber von Werkzeugmaschinen kön- Die Messgeräte zur Überprüfung von Linear sind.
Deshalb werden darüber hinaus Testwerk- spitzen) optimiert werden. nen die Messgeräte für die Abnahme und achsen – Kreuzgittermessgerät KGM 281 ACCOM bietet sowohl die Möglichkeit,
stücke gefertigt und auf ihre Genauigkeit zur regelmäßigen Genauigkeitskontrolle oder KGM 282 – nehmen die tatsächlich NC‑Programme zu importieren, als auch Die Messdaten werden in ACCOM aufbe-
und Maßhaltigkeit geprüft, um so Rück- Statische Messungen – etwa die Messung ihrer Maschinen nutzen. gefahrene Bahn berührungslos und hoch- die in ACCOM erstellten NC-Testprogram- reitet und allgemein verständlich darge-
schlüsse auf die Maschinendynamik ziehen von Positionsabweichungen bei Linear- und dynamisch auf. Diese Messgeräte ermögli- me zu exportieren. Dadurch lässt sich der stellt. Sie können aber auch in andere Pro-
zu können. Rundachsen mit einem Vergleichsmessge- chen eine hochgenaue echte 2D‑Messung. Programmieraufwand reduzieren, da z. B. gramme (z.B. Matlab, Origin, Excel usw.)
rät – lassen Rückschlüsse auf die geometri- Freiformbahnen von existierenden NC‑Pro- eingelesen werden, da sie als ASCII-Daten
HEIDENHAIN liefert Messgeräte zum di- sche Genauigkeit sowie das thermische Zum Vermessen von Rundachsen dienen grammen schnell und einfach übernom- vorliegen.
rekten Erfassen von dynamischen und Verhalten der Maschine zu. Winkelmessgeräte. Sie werden auf dem men werden können. In Verbindung mit
statischen Abweichungen. Der Vorteil die- Rundtisch oder der Schwenkachse befestigt HEIDENHAIN-Steuerungen kann der Da-
ser direkten Prüfmethode gegenüber der und über eine Messbrücke mit dem still- tenaustausch von HEIDENHAIN-Klartext-
alleinigen Kontrolle des Bearbeitungsergeb- stehenden Maschinenelement verbunden. Programmen komfortabel direkt zwischen
nisses liegt vor allem in der Trennung der PC und TNC erfolgen. DIN/ISO-Programme
Technologie-Einflüsse von den Maschinen- im vereinfachten G-Code lassen sich eben-
Einflüssen sowie in der Möglichkeit, einzel- so in ACCOM importieren.
ne Einflussfaktoren zu separieren.
CNC
NC-Programm
Testprogramm
PC
ACCOM
Testprogramm
Kreisform-Tests mit sehr kleinen Radien und Positionsgenauigkeit und Wiederholbarkeit sowie Auch an Rundachsen, wie Rund- und Schwenk
Freiform-Tests geben Auskunft über das dynami- die Führungsabweichungen linearer Maschinen- tischen, können Positionsgenauigkeit und Wieder-
sche Regelverhalten der Steuerung, Kreisform- achsen werden mit einem Vergleichsmessgerät holbarkeit bestimmt werden. Als Vergleichsmess
Tests mit großen Radien über die Maschinen- ermittelt. gerät dient ein hochgenaues Winkelmessgerät.
geometrie.
4 5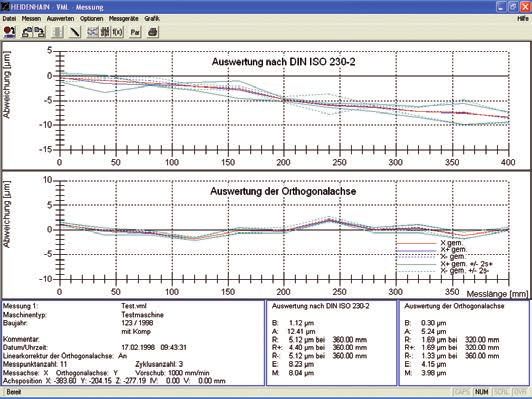
Messverfahren
Auswerte-Software ACCOM
Die Messverfahren zur Abnahme und Kont- den Normen DIN ISO 230‑2, ISO 230-3, Freiform-Test
rolle von Werkzeugmaschinen sind in natio- DIN ISO 230-4 und ISO 10791-6 (K2 und K3) Beim Freiform-Test verfährt die CNC die
nalen und internationalen Normen und sowie gemäß der VDI/DGQ Richtlinie 3441 Maschinenachsen entsprechend der pro-
Richtlinien geregelt. Mit ACCOM stellt unterstützt. Die Auswerte-Software ACCOM grammierten Kontur beliebiger Form in ei-
HEIDENHAIN eine komfortable PC‑Aus- läuft auf allen PC mit Windows Vista (32 bit), ner Ebene. Mit dem KGM wird die tatsäch-
werte-Software zur Verfügung, welche die 7, 8 und 10 (32/64 bit). lich gefahrene Bewegung gemessen.
Messwertaufnahme und Auswertung nach ACCOM zeigt die Abweichungen in unter-
schiedlichen Darstellungen. An Ecken und
Übergängen in der Kontur kann das dyna-
mische Verhalten der Maschine beurteilt
werden. Freiformbahnen nach ISO 10 791 –
K2- Vorschübe und K3-Interpolation zweier
Achsen – können vermessen werden.
Dynamische Messungen Freiform-Tests werden mit den Kreuzgitter-
messgeräten KGM 281 oder KGM 282
durchgeführt.
Kreisform-Test
Beim Kreisform-Test führt die CNC‑Steue- Die gezeigte Freiform beinhaltet einige in-
rung mit den Maschinenachsen eine Kreis Normgerechte Darstellung eines Freiform-Tests mit KGM mit Ausschnitt
teressante Bahnübergänge: vergrößerung: Erkennbar ist das fehlerhafte Überschwingverhalten und der
interpolation in der Bearbeitungsebene • Stetiger Übergang Gerade-Kreis daraus resultierende Abrundungsfehler in der Normaldarstellung. (Sollbahn
aus. • Stetiger Übergang Kreis-Gerade schwarz; Istbahn rot)
• Nichtstetiger Übergang Gerade-Kreis
Die Auswerte-Software ACCOM vergleicht • Nichtstetiger Übergang Kreis-Gerade
die Messwerte des Kreuzgittermessgeräts • Nichtstetiger Übergang Gerade-Gerade
mit der idealen (programmierten) Kreisbahn
und zeigt die Abweichungen vergrößert auf Mit anderen typischen Freiform-Tests auf
dem Bildschirm des PC an. Darüber hinaus dem KGM können beispielsweise folgende
berechnet ACCOM numerische Werte nach Fehler und Regelungs- oder Mechanik
DIN ISO 230-4, wie Kreisformabweichung, effekte ausfindig gemacht werden:
Kreisumkehrspanne und Radialabweichung. • Rechtwinkligkeit zweier Achsen (großes
Kreuz)
Die mit den Kreisform-Tests ermittelten • Eigenschwingungen (schräge Geraden
Daten ermöglichen Rückschlüsse auf die ca. 45°, Ecken)
Ursachen der Abweichungen: • Bahninterpolation zweier Achsen
• Rechtwinkligkeitsabweichungen der (schräge Geraden mit kleinen Winkeln)
Maschinenachsen
• Umkehrspitzen bei Quadrantenüber
gängen
• Umkehrspannen, Umkehrspiele
• Inkorrekte Kompensationswerte in der
Steuerung Normgerechte Darstellung eines Kreisform-Tests mit KGM:
• Fehler infolge unterschiedlicher Wärme- Erkennbar sind die Umkehrspitzen bei den Quadrantenübergängen und der
Unterschied zwischen Verfahren im Uhrzeigersinn bzw. gegen den Darstellung des Freiform-Tests mit überhöhten Abweichungen
ausdehnung der Maschinenkomponenten
Uhrzeigersinn
• Kippen der Maschinenachsen
• Achsabgleich Step-Response-Test
• Geschwindigkeitseinflüsse Der Step-Response-Test dient zur Ermitt-
• Beschleunigungseinflüsse lung der kleinsten Schrittweite (Sprung-
Antwortfunktion) und gibt Auskunft über
Ergebnisse von Kreisform-Tests mit großen die Einflüsse der Haftreibung und wie ge-
Radien geben Auskunft über die Maschi- nau Positionen eingehalten werden kön-
nengeometrie. Der Kreisform-Test bei klei- nen. Diesen Test führt man auch bei Ma-
nen Radien dagegen gibt Aufschluss über schinen für hochpräzise Bearbeitungen
die Regelgenauigkeit der Steuerung bei durch, wo Schrittweiten von 0,1 μm bis hin-
hohen Achsbeschleunigungen. Der Einfluss ab zu 0,01 μm gefordert sind. ACCOM
der Maschinengeometrie auf das Messer- ermöglicht eine Weg/Zeit-Darstellung
gebnis ist bei kleinen Radien vernachlässig- (Xt, Yt) und eine Geschwindigkeits-/Zeitdar-
bar klein, Steuerung und Antriebe beein- stellung (vt).
flussen das Messergebnis hingegen sehr
stark. Der Step-Response-Test lässt sich mit den
Kreuzgittermessgeräten KGM 281 oder
Kreisform-Tests werden mit den Kreuzgitter- KGM 282 durchführen.
messgeräten KGM 281 oder KGM 282
durchgeführt.
Die lineare Darstellung zeigt vergrößert die Umkehrspitzen bei 90° Ergebnis eines Step-Response-Tests in „Xt“-Darstellung
6 7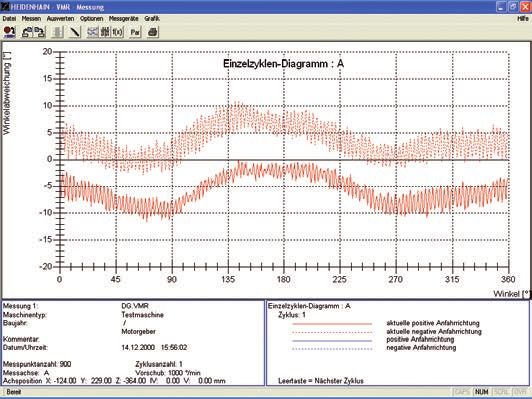
Messverfahren
Statische Messungen Messung der thermischen Drift
Die Genauigkeit und Wiederholbarkeit der Ermittlung des thermischen Verhaltens
Positionierung einer Werkzeugmaschine wird von Vorschubachsen
durch Einfahren in bestimmte Positionen Der Einfluss der Reibungswärme im Kugel-
ermittelt. gewindetrieb bei Linearachsen oder Schne-
ckengetriebe bei Rundachsen auf das Posi-
Ermitteln der statischen Positionier- tionierverhalten der Vorschubachse wird
genauigkeit von Linearachsen deutlich, wenn Positioniertests nach der
Mit dem KGM kann die Positioniergenauig- Norm ISO 230‑3 durchgeführt werden.
keit einer Werkzeugmaschine beim Einfah- Diese Norm beinhaltet Empfehlungen, wie
ren in vorgegebene Positionen bestimmt thermische Verlagerungen von Dreh- und
werden. Neben der Positioniergenauigkeit Fräsmaschinen infolge von externen und
kann gleichzeitig der Führungsfehler senk- internen Wärmequellen einheitlich ge
recht zur Verfahrrichtung des Werkzeugma- messen werden können.
schinen-Schlittens erfasst werden.
Zum Testen der Vorschubachsen wird vor-
ACCOM visualisiert die Abweichungen in geschlagen, eine wiederholte Positionie-
übersichtlicher Form entsprechend gelten- rung auf zwei Punkte, die möglichst nahe
der Normen. an den Enden des Verfahrbereichs liegen,
Ermittlung der statischen Positioniergenauigkeit nach DIN ISO 230‑2 und
mit einem vorher vereinbarten Prozentsatz
Ermittlung des thermischen Verhaltens einer Linearachse
Verfahrwege bis 230 mm lassen sich mit der Führungsabweichung in Querrichtung der Eilganggeschwindigkeit durchzuführen. nach ISO 230‑3-Messung bei Regelung über Drehgeber im Motor
den Kreuzgittermessgeräten KGM 281 Die Veränderung der Positionen gegenüber („Semi-Closed Loop“) ...
oder KGM 282 vermessen. den Ausgangswerten wird protokolliert.
Der Test ist bis zum sicheren Erkennen ei-
nes Sättigungseffekts durchzuführen.
Ermitteln der statischen Positionier-
genauigkeit von Rundachsen Als Beispiel sind in den Abbildungen zwei
Mit einem Winkelmessgerät als Referenz Messungen an einer Linearachse zu se-
können beliebige Winkelpositionen ange- hen. Das obere Bild mit einem Drehgeber
fahren und so ein detaillierter Genauigkeits- im Motor zur Positionserfassung zeigt mit
verlauf aufgezeichnet werden. zunehmender Versuchsdauer steigende
Positionsabweichungen aufgrund der Er-
Zum Ermitteln der Positioniergenauigkeit wärmung des Kugelgewindetriebes. Die
von Rundachsen werden die hochgenauen gleiche Vermessung der Linearachse, je-
HEIDENHAIN-Winkelmessgeräte ROD, doch mit einem Längenmessgerät zur Posi-
RON oder RPN verwendet. tionserfassung, ist darunter zu sehen. Die
Positionsabweichungen sind hier unabhän-
ACCOM wertet die Messung aus und stellt gig von der Erwärmung des Kugelgewinde-
die Ergebnisse übersichtlich dar. triebs, da das Längenmessgerät immer die
tatsächliche Position des Achsschlittens er-
Als Beispiel sind in den Abbildungen zwei fasst.
hochaufgelöste Vermessungen eines Rund-
tisches mit Schneckengetriebe zu sehen. Das thermische Verhalten von Linearachsen
Ermittlung der statischen Positioniergenauigkeit eines Rundtisches mit
Im oberen Bild erfolgt die Positionsrück- wird mit den Messgeräten KGM 281 oder
Schneckengetriebe mit dem RON 905 bei Regelung über Drehgeber im
meldung über den Drehgeber im Motor Motor („Semi-Closed Loop“) ...
KGM 282 ermittelt. Für Rundachsen werden ... bzw. bei Regelung über Längenmessgerät („Closed Loop“)
(„Semi-Closed Loop“). Es zeigt die Abwei- die Winkelmessgeräte ROD, RON oder
chungen, verursacht durch die Schnecken- RPN verwendet.
welle (kurzwellige Schwingungen) und das
Schneckenrad (langwelligen Schwingung)
des Rundtisches. Die Messung des glei-
chen Rundtisches – jedoch mit eingebau-
tem Winkelmessgerät zur Positionserfas-
sung („Closed Loop“) – lässt einen deutlich
reduzierten Fehlerverlauf erkennen. Weitere Informationen:
Weitere Informationen zu diesem
Thema finden Sie in den Technischen
Informationen
• Genauigkeit von Vorschubachsen
• Längenmessgeräte verbessern die
Bearbeitungsgenauigkeit
... und bei Regelung über Winkelmessgerät („Closed Loop“)
8 9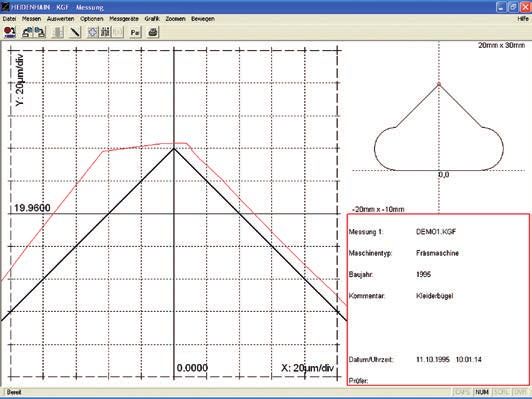
Messgeräte zur Überprüfung von Linearachsen
KGM 281, KGM 282 – Kreuzgittermessgeräte
Die Kreuzgittermessgeräte KGM bestehen KGM 281 KGM 282
aus einer Messplatte mit einer Kreuzgitter-
Teilung, die in einer Montageplatte einge- Maßverkörperung Zwei-Koordinaten TITANID-Phasengitter-Teilung
bettet ist. Diese beiden Platten sind mecha- Längenausdehnungskoeffizient Þtherm 8 x 10–6 K–1
nisch entkoppelt, sodass montagebedingte
Spannungen die Messgenauigkeit nicht Genauigkeitsklasse ±1 µm
beeinflussen. Der Abtastkopf wird bei der
Messung berührungslos über dem Kreuz- Messbereich ¬ 140 mm ¬ 230 mm
gitter der Messplatte geführt. Die KGM
erfassen beliebige Bewegungen in einer Inkrementalsignale » 1 VSS
Ebene und geben die Messwerte für beide
Achsen separat aus. Signalperiode 4 µm in Messrichtung I und II
Einsatzgebiet Messschritt 0,001 µm (mit EIB 74x) KGM 281 KGM 282
Die KGM eignen sich zur dynamischen Prü-
L 204 304
fung des Bahnverhaltens von gesteuerten Versorgungsspannung 5 V ±0,25 V/< 100 mA (je Achse)
Werkzeugmaschinen. Sie ermöglichen z. B. B 180 280
Kreisform-Tests mit Radien von 115 mm Aufnahme Abtastkopf ¬ 20h7 D1 228 328
bis hinab zu 0.1 mm bei Bahnvorschüben
bis zu 72 m/min. Insbesondere bei sehr D2 170 262
Verfahrgeschwindigkeit 72 m/min
kleinen Radien haben die Geometriefehler
der Maschine keinen Einfluss mehr auf das Masse Messplatte 2,3 kg 4,9 kg
Messergebnis. Abtastkopf 0,6 kg 0,6 kg
Die berührungslose Abtastung erlaubt
außerdem Freiform-Tests über beliebige
Konturen in zwei Achsen.
Messaufbau
Für die Messung wird die Montageplatte
auf der Werkstückseite (z.B. Maschinen-
tisch) aufgespannt und achsparallel ausge-
richtet. Der Abtastkopf wird verdrehsicher
auf der Werkzeugseite der Maschine (z. B.
Spindel bei Bearbeitungszentrum) einge-
setzt und grob achsparallel ausgerichtet.
Zum einfachen Einstellen des Abtastspaltes
von 0,5 mm ±0,05 mm ist eine Justageplatte
im Lieferumfang enthalten. Anschließend
erfolgt die Feinjustage mit Hilfe der Einstell-
schrauben am Abtastkopf. Damit werden
die über die Auswerte-Software ACCOM
angezeigten Messsignale optimiert. Abtastkopf
Lieferumfang:
• KGM 281 oder KGM 282 I, II = Messrichtungen
Kreuzgitter
• Adapter zur 90°-Montage des Abtast F = Maschinenführung
kopfes (für Aufnahme-¬ 20 mm) * = Max. Änderung bei Betrieb
• Anbausatz für XZ-/YZ-Ebene 1 = Schlauchtülle für Vakuumanschluss (für Befestigung auf ebenen Flächen/Steinplatten)
Montage- 2 = Bei Montage justiert
(nur bei KGM 281)
platte
Zubehör:
• EIB 74x Externe Interface-Box
• ACCOM Auswerte-Software
• 2 Adapterkabel; KGM – EIB 74x Messrichtung
• Anbausatz für XZ-/YZ-Ebene für
KGM 282
10 11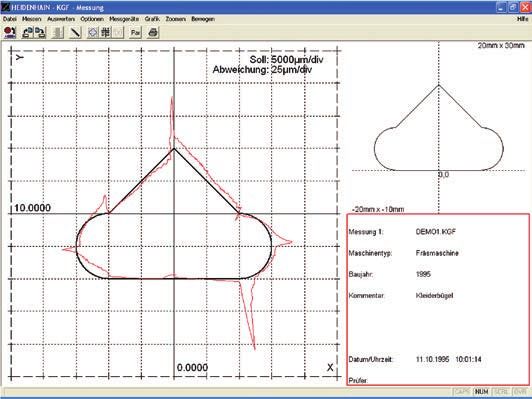
Vermessen von Rundachsen
Allgemeine Hinweise Winkelmessgeräte zum Vermessen von Rundachsen
Mit den Winkelmessgeräten von Die hier aufgeführten Winkelmessgeräte RON 886 und RPN 886 verfügen über eine
Referenz-Winkelmessgerät
HEIDENHAIN sind hochgenaue Referenz‑ eignen sich insbesondere aufgrund ihrer integrierte Statorkupplung. Die zu messende
Messgeräte zum Vermessen der Rund Genauigkeit und ihrer mechanischen Aus- Welle wird direkt mit der durchgehenden
achsen verfügbar. Sie erlauben Messungen führung zum Vermessen von Rundachsen. Hohlwelle verbunden.
an beliebigen Positionen. Da keine Einschrän- Sie sind eigengelagert, verfügen jedoch
kungen auf z. B. 12 Positionen pro 360° über unterschiedliche Wellenankopplungen: Der RON 905 besitzt ebenfalls eine integ-
nötig sind, können auch kurzwellige Posi rierte Statorkupplung. Die zu messende
tionsabweichungen erfasst werden. Die Welle des ROD 880 wird über eine Welle wird direkt mit der einseitig offenen
separate Wellenkupplung mit der zu mes- Hohlwelle verbunden.
Außerdem ermöglichen die Winkelmess senden Welle verbunden. Geeignete Wel-
geräte hochdynamische Bewegungen des lenkupplungen wie z. B. Membrankupplung
Rundtisches zwischen den einzelnen K01 oder Flachkupplungen K16 und K17 fin-
Messpunkten (entsprechend ISO 230-3). den Sie im Prospekt Winkelmessgeräte
mit Eigenlagerung.
Einsatzgebiete ROD 880 RON 886 RPN 886 RON 905
Positionsabweichung in µm
Die Positionsabweichungen von Rundach-
sen (Rund- oder Schwenktische, Schwenk- Systemgenauigkeit ±1“ ±0,4“
köpfe) sind im Fehlerbudget der Gesamt-
maschine oft entscheidend. Inkrementalsignale » 1 VSS » 11 µASS
Rund- und Schwenkachsen werden derzeit Strichzahl 36 000 90 000 ( 180000 Signal- 36 000
in den meisten Fällen noch nicht als simultan
perioden)
mitbewegte Achsen verwendet. Für solche
Indexachsen ist die Positioniergenauigkeit
Messschritt mit EIB 74x 0,000005° 0,0000005° 0,000 005°
z.B. nach ISO 230-2 entscheidend. Für die
zunehmende Zahl von simultan mitbeweg- Welle Vollwelle D = 14 mm durchgehende Hohlwelle D = 60 mm einseitig offene
ten Achsen ist darüber hinaus das dynami-
Hohlwelle
sche und thermische Verhalten nach
ISO 230-3 wichtig. Radius in mm Anlaufdrehmoment 0,012 Nm bei 20 °C 0,5 Nm bei 20 °C 0,005 Nm bei 20 °C
Messaufbau Einfluss des Abstands R der Bearbeitungsposition vom Rundtischmittelpunkt Belastbarkeit axial 30 Nm – –
Aufgrund der unterschiedlichen Befesti- auf die Positioniergenauigkeit ∆x bei unterschiedlichen Winkelfehlern ∆j
der Welle radial 30 Nm am Wellenende
gungsmöglichkeiten in der Maschine (Rund- des Rundtisches
und Schwenkachse, verschiedene Durch- Masse 2,0 kg 2,5 kg 4,0 kg
messer der Rundtische usw.) muss der
Anbau des Referenz-Winkelmessgeräts
kundenseitig erfolgen.
Torsionsfehler in ”
Dabei ist besonders auf eine steife An-
kopplung von Stator und Rotor des Refe- a ROD 880 RON 886/RPN 886 RON 905
renzmessgeräts zu achten. Da für die
Bewegung des Referenzmessgeräts ein
Drehmoment aufzubringen ist, beeinflusst
ein zu weicher Messaufbau die Mess-
genauigkeit.
Ein Verbindungselement mit Länge L und
Durchmesser D zwischen der Welle des b
Referenzmessgeräts und dem stationären
Teil des Messaufbaus verwindet sich ent- Durchmesser in mm
sprechend der Grafik. Ob es sich dabei um
eine Voll- oder Hohlwelle handelt, spielt nur Torsionsfehler der 100 mm langen Ankopplung eines ROD 880 über eine
eine untergeordnete Rolle. a) Vollwelle mit unterschiedlichen Durchmessern D1
b) Hohlwelle mit festem Außendruchmesser D1 = 25 mm und
unterschiedlichen Innendurchmesser D2
Weitere Informationen:
Prospekt Winkelmessgeräte mit
Eigenlagerung
12 13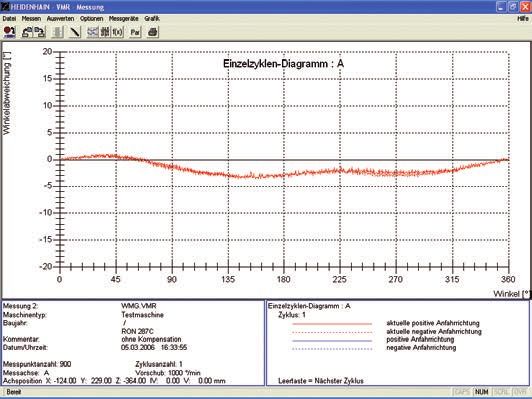
Zubehör
Baureihe EIB 700 – Externe Interface-Box Adapterkabel
Die Baureihe EIB 700 sind externe Inter- Die zum Anschluss der Messgeräte an die
face-Boxen zur präzisen Positionsmessung Folge-Elektronik EIB 74x notwendigen Kabel
speziell für Prüfplätze und Mehrstellen- sind als Zubehör lieferbar. Die maximale
Messplätze sowie zur mobilen Datenerfas- Kabellänge von 10 m sollte nicht überschrit-
sung, z. B. bei der Maschinenvermessung. ten werden.
Die Baureihe EIB 700 ist ideal für Anwen-
dungen, die eine hohe Auflösung der Mess-
gerätesignale und eine schnelle Messwert
erfassung erfordern. Außerdem ermöglicht
die Ethernet-Übertragung die Verwendung
von Switches bzw. Hubs zur Verschaltung
von mehreren EIB. Auch die Verwendung
z.B. von WLAN-Übertragungsstrecken ist
möglich.
An die EIB-700-Baureihe können bis zu
vier HEIDENHAIN-Messgeräte wahlweise EIB 741
mit sinusförmigen Inkrementalsignalen EIB 742
( 1 VSS; 11 µASS auf Anfrage) oder
mit EnDat-Schnittstellen (EnDat 2.1 und Messgeräte-Eingange Sub-D-Anschlüsse, 15-polig, Buchse (X11 bis X14) für vier
EnDat 2.2) angeschlossen werden. Messgeräte
Zur Messwertbildung unterteilt die Bau- Eingangssignale 1 VSS EnDat 2.1 EnDat 2.2
reihe EIB 700 die Signalperioden der Inkre- (umschaltbar) ( 11 µASS auf
mentalsignale bis zu 4 096fach. Der auto- Anfrage)
matische Abgleich der sinusförmigen
Inkrementalsignale reduziert die Abwei- Eingangsfrequenz 500 kHz – –
chungen innerhalb einer Signalperiode.
Unterteilungsfaktor 4096fach – –
Durch den integrierten Messwertspeicher
ermöglicht die Baureihe EIB 700 ein Ab- Kabellänge 150 m 150 m 100 m
speichern von typisch 250 000 Messwerten
pro Achse. Das Abspeichern der Messwerte Datenregister für 48 Bit, davon 44 Bit genutzt
erfolgt achsabhängig wahlweise über interne Messwerte
oder externe Trigger.
Abrufzähler abgeleitet von Achse 1 (nur 1 VSS),
Zur Datenausgabe steht eine Standard- (Interval counter) Interpolationsfaktor von 1fach bis 100fach einstellbar
Ethernet-Schnittstelle (Verwendung von als Triggerquelle oder zusätzliche Zählachse verwendbar
TCP/IP- bzw. UDP-Kommunikation) zur Ver-
fügung. Damit ist eine direkte Anbindung Messwert-Speicher typ. 250.000 Positionswerte je Kanal
an PC, Laptop oder Industrie-PC möglich.
Die Art der Messwertübertragung kann Software • Treiber-Software für Windows, Linux, LabVIEW
über den Betriebsmodus eingestellt wer- • Beispielprogramme
den (einzelne Werte, im Block oder auf • EIB-Applikations-Software
Software-Anforderung).
Datenschnittstelle Ethernet nach IEEE 802.3 (max. 1 GBit)
Lieferumfang:
• EIB 74x Abmessungen ca. 213 mm x 152 mm x 42 mm
• Treiber-Software
• Beispielprogramme Versorgungsspannung EIB 741: AC 100 V bis 240 V
• EIB-Applikations-Software EIB 742: DC 24 V
Anmerkung:
Eine Erweiterung des Funktionsumfanges kann durch Update der Firmware erfolgen.
14 15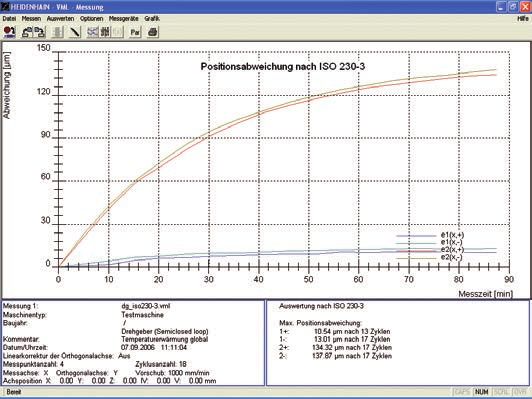
Vollständige und weitere Adressen siehe www.heidenhain.de
For complete and further addresses see www.heidenhain.de
DE HEIDENHAIN Vertrieb Deutschland DK Denmark SE NZ Llama ENGINEERING Ltd
83301 Traunreut, Deutschland 5012 Wellington, New Zealand
08669 31-3132 ES FARRESA ELECTRONICA S.A. E-mail: info@llamaengineering.co.nz
| 08669 32-3132 08028 Barcelona, Spain
E-Mail: hd@heidenhain.de www.farresa.es PH MACHINEBANKS' CORPORATION
Quezon City, Philippines 1113
HEIDENHAIN Technisches Büro Nord FI HEIDENHAIN Scandinavia AB E-mail: info@machinebanks.com
12681 Berlin, Deutschland 01740 Vantaa, Finland
030 54705-240 www.heidenhain.fi PL APS
02-384 Warszawa, Poland
HEIDENHAIN Technisches Büro Mitte FR HEIDENHAIN FRANCE sarl www.heidenhain.pl
07751 Jena, Deutschland 92310 Sèvres, France
03641 4728-250 www.heidenhain.fr PT FARRESA ELECTRÓNICA, LDA.
4470 - 177 Maia, Portugal
HEIDENHAIN Technisches Büro West GB HEIDENHAIN (G.B.) Limited www.farresa.pt
44379 Dortmund, Deutschland Burgess Hill RH15 9RD, United Kingdom
0231 618083-0 www.heidenhain.co.uk RO HEIDENHAIN Reprezentanţă Romania
Braşov, 500407, Romania
HEIDENHAIN Technisches Büro Südwest GR MB Milionis Vassilis www.heidenhain.ro
70771 Leinfelden-Echterdingen, Deutschland 17341 Athens, Greece
0711 993395-0 www.heidenhain.gr RS Serbia BG
HEIDENHAIN Technisches Büro Südost HR Croatia SL RU GERTNER Service
83301 Traunreut, Deutschland 119002 Moscow, Russian Federation
08669 31-1337 HU HEIDENHAIN Kereskedelmi Képviselet www.heidenhain.ru
1239 Budapest, Hungary
www.heidenhain.hu SE HEIDENHAIN Scandinavia AB
12739 Skärholmen, Sweden
AR NAKASE SRL. ID PT Servitama Era Toolsindo www.heidenhain.se
B1653AOX Villa Ballester, Argentina Jakarta 13930, Indonesia
www.heidenhain.com.ar E-mail: ptset@group.gts.co.id SG HEIDENHAIN PACIFIC PTE LTD
Singapore 408593
AT HEIDENHAIN Techn. Büro Österreich IL NEUMO VARGUS MARKETING LTD. www.heidenhain.com.sg
83301 Traunreut, Germany Holon, 5885948, Israel
www.heidenhain.de E-mail: neumo@neumo-vargus.co.il SK KOPRETINA TN s.r.o.
91101 Trencin, Slovakia
AU FCR MOTION TECHNOLOGY PTY LTD IN HEIDENHAIN Optics & Electronics www.kopretina.sk
Laverton North Victoria 3026, Australia India Private Limited
E-mail: sales@fcrmotion.com Chetpet, Chennai 600 031, India SL NAVO d.o.o.
www.heidenhain.in 2000 Maribor, Slovenia
BE HEIDENHAIN NV www.heidenhain.si
1760 Roosdaal, Belgium IT HEIDENHAIN ITALIANA S.r.l.
www.heidenhain.be 20128 Milano, Italy TH HEIDENHAIN (THAILAND) LTD
www.heidenhain.it Bangkok 10250, Thailand
BG ESD Bulgaria Ltd. www.heidenhain.co.th
Sofia 1172, Bulgaria JP HEIDENHAIN K.K. ·
www.esd.bg Tokyo 102-0083, Japan TR T&M Mühendislik San. ve Tic. LTD. ŞTI.
www.heidenhain.co.jp 34775 Y. Dudullu –
BR HEIDENHAIN Brasil Ltda. Ümraniye-Istanbul, Turkey
04763-070 – São Paulo – SP, Brazil KR HEIDENHAIN Korea Ltd. www.heidenhain.com.tr
www.heidenhain.com.br Anyang-si, Gyeonggi-do, 14087
South Korea TW HEIDENHAIN CO., LTD.
BY GERTNER Service www.heidenhain.co.kr Taichung 40768, Taiwan
220026 Minsk, Belarus www.heidenhain.com.tw
www.heidenhain.by MX HEIDENHAIN CORPORATION MEXICO
20290 Aguascalientes, AGS., Mexico UA GERTNER Service
CA HEIDENHAIN CORPORATION E-mail: info@heidenhain.com 02094 Kiev, Ukraine
Mississauga, OntarioL5T2N2, Canada www.heidenhain.ua
www.heidenhain.com MY ISOSERVE SDN. BHD.
43200 Balakong, Selangor US HEIDENHAIN CORPORATION
CH HEIDENHAIN (SCHWEIZ) AG E-mail: sales@isoserve.com.my Schaumburg, IL 60173-5337, USA
8603 Schwerzenbach, Switzerland www.heidenhain.us
www.heidenhain.ch NL HEIDENHAIN NEDERLAND B.V.
6716 BM Ede, Netherlands VN AMS Co. Ltd
CN DR. JOHANNES HEIDENHAIN www.heidenhain.nl HCM City, Vietnam
(CHINA) Co., Ltd. E-mail: davidgoh@amsvn.com
Beijing 101312, China NO HEIDENHAIN Scandinavia AB
www.heidenhain.com.cn 7300 Orkanger, Norway ZA MAFEMA SALES SERVICES C.C.
www.heidenhain.no Kyalami 1684, South Africa
CZ HEIDENHAIN s.r.o. www.heidenhain.co.za
102 00 Praha 10, Czech Republic
www.heidenhain.cz
208871-1A · 05/2021 · PDF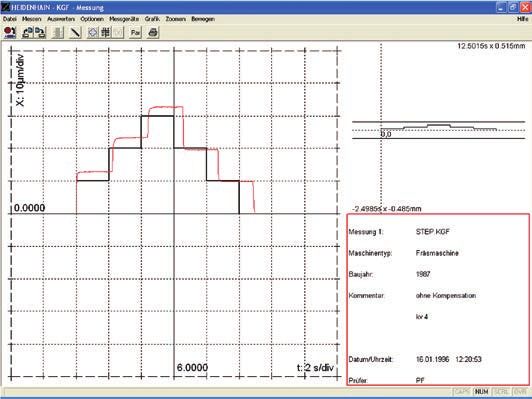
Sie können auch lesen