Neue Perspektiven für Stahl im Niederdruckgießen - ABP ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

OCN-25-Ofensystem von ABP Induction - Das
Niederdruckgießen stellt eine vielverspre-
Neue Perspektiven für chende Alternative für Stahlguss dar.
Stahl im Niederdruckgießen
Für das Herstellen von Stahlgusswerkstoffen ist das Schwerkraftgießen noch immer das
marktdominierende Verfahren. Das Prinzip ist einfach und grundsätzlich seit mehreren
Jahrhunderten unverändert. Jedoch: In Verbindung mit immer filigraneren und komple-
xeren Bauteilgeometrien sowie steigenden Qualitätsanforderungen stellen die prozess
bedingten Limitationen Gießer und Gießerei-Ingenieure vor große Herausforderungen.
Somit ist die Zielgeometrie nur durch hohe Mengen an Kreislaufmaterial mit teilweise
gleichzeitig hohen Ausschussraten zu realisieren. Eine Alternative stellt das Nieder-
druckgießen dar, das mit einem viel kleineren Anguss- und Speisersystem auskommt.
VON MARKUS HAGEDORN; Schmelzbereich generieren für die Gie- Stahlguss als Material interessant: Ver-
DORTMUND ßereien wertvolle Einspar- bzw. zusätzli- bundmaterialien wie CFK und Leichtbau-
che Umsatzpotenziale. materialien wie Aluminium oder Magne-
D
as Niederdruckgießen von Alumi- sium weisen zwar ein hervorragendes
niumbauteilen ist State-of-the-Art, Leichtbaupotenzial auf, haben gegenüber
Stahlguss als Werkstoff im
hier sind Anteile des Kreislaufma- Stahl aber auch zahlreiche Nachteile. Un-
Formleichtbau
terials von weniger als 20 Prozent des ter anderem ist der Primärwerkstoff sig-
Gussteilgewichts erreichbar, beim In Verbindung mit dem intensivierten nifikant teurer und die Fügetechnik zu
FOTOS: TEKA
Schwerkraftgießen sind es 100 Pro- Leichtbaugedanken im Automotive-Be- angrenzenden Bauteilen aufwendiger,
zent [1]. Die eingesparten Kapazitäten im reich ist auch der Blick auf dünnwandigen welche bei Mischbauvarianten zusätzli-
40 GIESSEREI 107 04/2020
SP_04_04 ABP.indd 40 31.03.2020 14:12:35
SPEKTRUM
Bild 1: Stilisierte Darstellung der Einsparungen von Kreislaufmaterial durch das modifizierte Gießsystem.
Tabelle 1: Vergleich der Prozessparameter zwischen Schwerkraft- und Niederdruckgießen.
Kriterien Schwerkraftgießen Niederdruckgießen
Ausbringung 20 % - 50 % um den Faktor 1,5 -2 erhöht
Ausschussanteil In Abhängigkeit der Verringert um den
(in Abhängigkeit der Geometrie) Geometrie bis zu 25 % Faktor 5 – 10 % durch laminare
und reproduzierbare Formfüllung
Formaufteilung Eine zusammenhängende Gießtraube Separierte Teile
(bei mehreren Bauteilen pro Form) → Separation notwendig → keine Separation notwendig
Nacharbeit Große Speiser- und Anschnittsysteme Kleinere Systeme, endabmessungsnäher
Filter notwendig nicht erforderlich
Schmelzofentemperatur 1700 – 1750 °C ca. 1640 °C
→ höherer Energieverbrauch → niedrigerer Energieverbrauch
→ kurze Haltbarkeit der → längere Haltbarkeit des
Feuerfestauskleidung Feuerfestmaterials
Reproduzierbarkeit/Wiederholgenauigkeit - keine geregelte Fließgeschwindigkeit - geregelte turbulenzarme Druckkurve
- T emperaturschwankungen während - Regelung der Temperatur möglich
des Prozesses
- manueller Prozess - automatisierter Prozess
Wanddicke Dünne Wandstärken nicht < 2 mm und
SPEKTRUM
Porenbildung. Damit ermöglicht das Nie-
derdruckgießen komplexe und ge-
wichtsoptimierte Geometrien in einem
ähnlichen Maße wie im Feinguss. Dem
gegenüber stehen die signifikant niedri-
geren Herstellkosten von Niederdruck-
guss-Bauteilen sowie die Möglichkeit,
dünnwandige Bauteile in nahezu beliebi-
ger Größe herzustellen.
Der OCN-Niederdruck-Gießofen ist
nach dem Teapot-Prinzip aufgebaut
(Bild 2). Das hat wesentliche Vorteile im
Betrieb. Neben der großen Pufferfähigkeit
haben sich in der Praxis auch die Mög-
lichkeit der Abscheidung mitlaufender
Schlackereste im Ofenkessel und das
schlackefreie Abgießen ohne die Gefahr
des Einfrierens bewährt. Weiterhin lässt
sich das OCN-Ofensystem durch den Tie-
Bild 2: Modulares OCN-System für höchste Anlagenverfügbarkeit. gelinduktor schnell vollständig entleeren,
z.B. für einen Legierungswechsel. Nicht
duzierbaren Gießbedingungen sind glei- Materialbedarf noch einmal reduziert. Im zuletzt ist der Ofen modular aufgebaut,
chermaßen interessant für nahezu alle Vergleich zu konkurrierenden Verfahren sodass die einzelnen Elemente zum Ende
weiteren Anwendungsgebiete im Stahl- kann dadurch auf Mischbauvarianten oder ihrer jeweiligen Feuerfesthaltbarkeit ein-
guss. Das IFAM hat bereits zwei Prototy- Verbundwerkstoffe mit aufwendigem Re- fach und zeitsparend ausgetauscht wer-
penanlagen aufgebaut und entwickelt cyclingprozess verzichtet werden. Man den können und das System hochverfüg-
diese für den Einsatz im Stahlguss weiter. sieht, es geht letztlich auch um das Zu- bar ist.
Dadurch besteht für Interessenten die sammenspiel dieser betriebs- und um-
Möglichkeit, eigene Bauteile im Nieder- weltrelevanten Anforderungen mit Quali-
Aus der Praxis: Erste Erfahrungen
druckguss zu erproben, ohne den Rand- täts- und Kostenfaktoren der Massenpro-
bedingungen und Restriktionen einer lau- duktion sowie Designaspekten. Im Gegensatz zum Schwerkraftgießen ist
fenden Produktion zu unterliegen. Da- das Niederdruckgießverfahren in hohem
durch besteht erstmals die Möglichkeit, Maße automatisierbar. Die Füllung ist
Das OCN-Ofensystem von
die technischen und wirtschaftlichen druckgesteuert und die Temperatur in ei-
ABP Induction
Vorteile des Verfahrens nicht nur zu si- nem minimalen Toleranzbereich regulier-
mulieren. „Um eine Anwendung des Niederdruck- bar. Damit löst dieses Verfahren die He-
Auch der Umweltfaktor spielt eine Rol- gießverfahrens im Stahlguss ermöglichen rausforderung, die eine nicht regulierba-
le: Durch die verringerten Raten von Kreis- zu können, wurde auf Basis des bekannten re Temperatur mit sich bringt, denn im
lauf- und Ausschussmaterial sinkt die be- Druckgießofens das OCN-Ofensystem ent- hohen Temperaturbereich besteht ein
nötigte Energie pro Kilogramm gutem wickelt“, erklärt ABP CTO Dr. Marco Ri- erhöhtes Risiko für Gasporosität, Sand-
Guss um bis zu 50 Prozent. Zuletzt ist sche. Dabei handelt es sich um das bis- einschluss, raue Oberflächen oder auch
durch die geringeren Mengen an Flüssig- lang einzige Anlagenkonzept für das Nie- mechanische Adhäsion, während im nied-
material und die geringeren Gießtempe- derdruckgießen von Stahlguss, das sich rigen Temperaturbereich die Gefahr der
raturen weniger Formstoff notwendig, nach aufwendigen Vorversuchen in der Rissbildung und der unzureichenden
ebenfalls ein wesentlicher Treiber von industriellen Praxis bewährt hat [5, 6]. Es Formfüllung besteht. Das Metall im Ofen
Energieverbrauch und Kosten. „Die Rück- bietet je nach Ausführung ein Nutzfas- befindet sich beim OCN-System in einem
meldung unserer Kunden zeigt, dass die sungsvermögen von 1000 bis 10 000 Kilo- geschlossenen Behälter mit Schutzgas-
genannten Vorteile die Wirtschaftlichkeit gramm. Das Ofensystem mit der moder- atmosphäre. Dadurch nimmt die Schmel-
des Verfahrens gegenüber dem Schwer- nen IGBT-Umrichtertechnik ist für den ze weniger Wasserstoff und andere Ver-
kraftgießen deutlich erhöhen“, erklärt Dr. Stahl-, Eisen- und Nicht-Eisen-Guss kon- unreinigungen auf und die Oxidbildung
Marco Rische, CTO bei ABP Induction. zipiert. Auch das Gießen von Bronze- und wird verringert. Dies ist die Basis für eine
Beim Niederdruckgießen ist der Prozess Kupferbauteilen ist mit den genannten gute Gussqualität. Zusätzlich lassen sich
im Wesentlichen gekapselt, wodurch wäh- Vorteilen möglich. somit auch Materialien vergießen, die auf-
rend des Gießens Probleme mit Funken- Im Niederdruckgießen sind Bauteile grund ihrer hohen Oxidationsneigung in
bildung, Spritzern und Emissionsbelas- mit einer Stärke von bis hinunter zu klassischen Verfahren nicht vergießbar
tung der Mitarbeiter minimiert werden. 0,8 Millimetern realisiert worden. In der waren, also auch sauerstoffaffine Kupfer-
Hinsichtlich der Umwelt- und Nachhaltig- Praxis hat sich der Durchschnitt aktuell legierungen.
keitsaspekte ist durch die dünnwandige bei 1,5 bis 2 Millimetern eingependelt, Die Druckkurve zur Steuerung der
Herstellung direkt der hochfeste Leicht- bei Bauteilen mit einer Länge von bis zu Formfüllung ist für jede Gießform indivi-
bau adressiert, der zur Reduzierung von 1,2 Metern. Durch die ABP-Drucksteue- duell anpassbar und archivierbar. Die Nie-
Kraftstoff und Energieverbrauch im Ein- rung lassen sich entsprechende Gussfor- derdrucksteuerung arbeitet mit Proporti-
satz beiträgt. In der Herstellung werden men innerhalb weniger Sekunden voll- onaltechnik und erreicht Genauigkeiten
durch die mögliche Wandstärkenreduk- ständig füllen, bei richtiger Prozesssteu- von ±1 mbar. „Die Stützpunkte der Druck-
tion im Designprozess der Energie- und erung ohne die Gefahr von Lunker- oder kurve sind im Bereich von Zehntelsekun-
42 GIESSEREI 107 04/2020
SP_04_04 ABP.indd 42 31.03.2020 14:12:35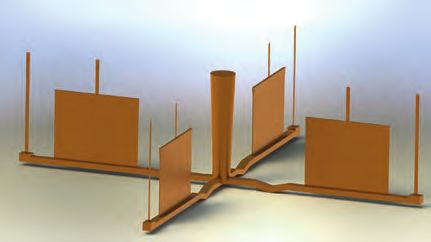
den einstellbar“, sagt Dietmar Mitschulat,
als Software-Ingenieur bei ABP Induction
verantwortlich für die Programmierung
der Steuerung des OCN-Systems. Was er
außerdem schätzt: „Bei jedem Gießvor-
gang findet ein automatischer Abgleich
der Soll- und Istwerte statt.“ Mit weiteren
Produktionswerten (Ofendruck beim
Start, Solldruck, Istdruck, Argonver-
brauch beim Gießen, Anpressdruck der
Form Soll und Ist, Temperatur beim Gie-
ßen) werden diese Daten archiviert und
können zur kontinuierlichen Verbesserung
des Gießergebnisses genutzt werden. „So
lässt sich nachhaltig Kreislaufmaterial re-
duzieren und minimale prozessbedingte
Ausschussraten garantieren. Weiterhin
garantiert das Verfahren eine höchstmög-
liche Reproduzierbarkeit und Automati-
sierung im Sinne einer modernen Indus- Bild 3: Einbindung des OCN-Systems in eine bestehende Anlage.
trie 4.0-Produktion.“
auf die verbleibenden Komponenten des kann die Möglichkeit für ein Alleinstel-
Weitere Erfahrungswerte aus der Praxis Verbrennungsmotors. In der Praxis des lungsmerkmal ergreifen - und die Erschlie-
ergeben sich in Bezug auf die Betriebsor- Niederdruckgießverfahrens bedeutet ßung neuer Gussteile und Märkte.
ganisation und den Produktionsprozess: das, dass sich für die Herstellung von www.abpinduction.com
> Gießen in kurzen Taktzeiten mit gerin- Stahlgussteilen verschiedenste neue Markus Hagedorn, Sales Manager Liquid
gem Personalaufwand erhöht die Pro- Möglichkeiten ergeben. Das ist einerseits Metals, ABP Induction Systems GmbH,
duktivität der Gießerei, die Optimierung bestehender Bauteilse- Dortmund.
> Entlastung des Personals: Arbeiten mit rien und -typen für eine kosten- und res-
einem hohen Konzentrationslevel und sourceneffiziente Herstellung im Nieder- Literatur:
sich ständig wiederholenden Abläufen druckgießverfahren, andererseits besteht [1] L. Hartmann, Niederdruckgießen, ein
lassen sich automatisieren und konti- die Möglichkeit, neue Märkte gegenüber wirtschaftliches Verfahren, WFO Technical
nuierlich optimieren, alternativen Fertigungsverfahren zu er- Forum, 2007.
> Anschnitt- und Speisersystem können schließen und umkämpfte Märkte zu be- [2] e-mobil BW GmbH, Landesagentur für
kleiner ausgelegt werden, sodass sich haupten. Elektromobilität und Brennstoffzellentech-
die Menge an Kreislaufmaterial redu- Leichtbaustrukturen aus hochfesten nologie Baden-Württemberg: Leichtbau in
ziert, Materialien, insbesondere für Großserien Mobilität und Fertigung, 2012.
> beim Füllen der Formen werden Ein- in der Automobilindustrie, werden ermög- [3] M. Albert, MAC GmbH; Stahl noch
gießunterfüllungen vermieden, was licht, ebenso die Herstellung dünnwandi- dünnwandiger gießen – ist das möglich?,
den Ausschussanteil verringert, ger Stahlgussteile, die eine wichtige Deutscher Gießereitag 2013.
> turbulenzfreier Eintritt der Schmelze Voraussetzung für zukünftige Anwendun- [4] F.-J. Wöstmann, Interview mit Michael
in das Anschnittsystem, gen sind, die auf den veränderten Anfor- Braun, Medienhaus Waltrop, 2020
> vollständige Formfüllung in minimaler derungen aus der E-Mobilität fußen. [5] Gießerei 100 (2013), [Nr. 10], S. 29 - 34.
Zeit, insbesondere bei komplexem und Dünnwandige Stahlgussteile ermöglichen [6] elektrowärme international (2013),
dünnwandigem Guss, den besten Kompromiss zwischen dem [Nr. 4], S. 29 -34.
> konstante Gießtemperatur, Design einerseits und den Komponenten- [7] H. Wäcken, BMW Group, Vortrag Gieß-
> Möglichkeit der Adaption bestehender und Systemkosten andererseits. Das gilt technik und E-Mobilität, 2019.
Produktionslinien (Bild 3). insbesondere für Knotenpunkte und Ver-
bindungselemente der Rohkarosserie [7]
sowie andere strukturrelevante Teile zu-
Fazit Mit unseren
künftiger E-Mobilitäts-Fahrzeuge im Pkw-
Bei der Gegenüberstellung von herkömm- und Nutzfahrzeugsektor. interface-Lösungen
lichen Verfahren nach dem Prinzip des In Bezug auf Umwelt und Nachhaltig-
Schwerkraftgießens auf der einen Seite keit spart das Niederdruckgießen gegen- Werden MessWerte
und dem zukunftsorientierten Nieder- über herkömmlichen Verfahren nicht nur zu ergebnissen.
druckgießverfahren auf der anderen, sind Energie durch die geringeren Mengen an
die bobe-box:
die Vorteile für letztgenanntes Verfahren Einsatzmaterial. Da der CO2-Ausstoß der
Für alle gängigen Messmittel, für
deutlich geworden. Es zeigt, dass mit Stahlproduktion etwa sechs Mal geringer nahezu jede PC-Software und mit
dem Niederdruckgießen der Stahlguss ist als bei der Herstellung vergleichbarer USB, RS232 oder Funk.
für zukünftige Anforderungen fitgemacht Aluminiumprodukte, gewinnt der leichte
werden kann, auch im Automobilbau und Stahlguss gerade in Zeiten, in denen es
der angeschlossenen Zulieferindustrie. auf Ressourcen- und Energieeffizienz an-
Das ist insbesondere bedeutsam durch kommt, enorm an Bedeutung. Wichtig ist Ihre schnittsteLLe zu uns:
www.bobe-i-e.de
den enormen Markt- und Margendruck auch der Faktor Zeit: Wer jetzt handelt,
GIESSEREI 107 04/2020 43
SP_04_04 ABP.indd 43 31.03.2020 14:12:36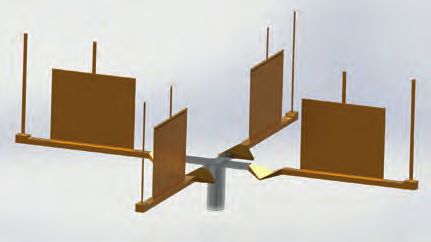
Sie können auch lesen