Optionen und Zubehör für TNC-Steuerungen - Heidenhain
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Optionen und Zubehör für TNC-Steuerungen 10/2021

Optionen und Zubehör für TNC-Steuerungen Inhalt
Übersicht Übersichtstabellen 4
Dynamic Precision 10
Dynamic Efficiency 11
HEIDENHAIN-Steuerungen sind bekannt
für ihren kompletten Leistungsumfang und Connected Machining 12
die umfangreiche Ausstattung. Zusätzlich
lassen sie sich durch eine Reihe von Steue-
rungsoptionen und Zubehörkomponenten an Optionen Programmieren und Bedienen 13
die jeweilige Anwendung optimal anpassen.
Dieser Prospekt bietet Ihnen einen umfas-
senden Überblick der verfügbaren Optionen Maschinengenauigkeit 31
und wichtigsten Hardware-Erweiterungen
für die aktuellen Steuerungsversionen.
Neben einer detaillierten Funktionsbeschrei- Bearbeitungsfunktionen 38
bung finden Sie jeweils auch eine Auflistung,
ab welchem Software-Stand die Option
oder Hardware-Erweiterung verfügbar ist. Kommunikation 49
Optionen sind in der Steuerung integrierte
Funktionen, mit denen sich der Funktions- Maschinenanpassung 53
umfang der TNC auch nachträglich an den
tatsächlichen Bedarf anpassen lässt. Einige
Optionen müssen vom Maschinenherstel- Software 60
ler angepasst werden. Optionen werden
einfach per Schlüsselwort freigeschaltet.
Hardware-Erweiterung 74
Als Software stellt Ihnen HEIDENHAIN
nützliche Werkzeuge für Anwendungen
außerhalb der TNC zur Verfügung, z. B. zur Bitte beachten Sie auch die Seitenhinweise in den Übersichtstabellen.
Unterstützung der Datenübertragung oder
zum Erstellen eines PLC-Programms, bis
hin zum kompletten Programmierplatz.
Mit den Hardware-Erweiterungen wird
das Arbeiten an der Maschine schneller,
sicherer und einfacher. So ermöglicht z. B.
ein elektronisches Handrad das besonders
feinfühlige Verfahren der Maschine oder
reduziert ein Werkstücktastsystem die Zeit
für das Einrichten des Werkstücks enorm.
Windows 7, Windows 8, Windows 10 sind Marken der Microsoft Corporation
2 3
Übersicht
Option Anpassung ID Seite Option Anpassung ID Seite
Options
Options
nummer
nummer
TNC 320
TNC 620
TNC 640
TNC 320
TNC 620
TNC 640
durch OEM durch OEM
erforderlich erforderlich
Bearbeitungsfunktionen Bearbeitungsfunktionen
8 Advanced Function Set 1 – Rundtischbearbeitung • • • ja 617920-01 13 21 Advanced Function Set 3 – Handradüberlagerung – Handradpositionierung • ja 628254-01 39
• Programmieren von Konturen auf der Abwicklung eines Zylinders TNC 320: während des Programmlaufs überlagern
• Vorschub in mm/min oder Grad/min 536164-01
Advanced Function Set 3 – Werkzeugkorrektur – radiuskorrigierte Kontur • nein 628254-01 40
Advanced Function Set 1 – Koordinatenumrechnung • • • ja 617920-01 14 voraus berechnen (LOOK AHEAD)
Schwenken der Bearbeitungsebene, PLANE-Funktion TNC 320:
536164-01 22 Pallet Management – Palettenverwaltung – • ja 628255-01 19
Advanced Function Set 1 – Interpolation – Kreis in 3 Achsen • • • nein 617920-01 14 23 Anzeigeschritt bis 0,01 μm bzw. 0,000 01° – nein 632986-01 –
bei geschwenkter Bearbeitungsebene TNC 320:
536164-01 40 DCM Collision – DCM – Dynamische Kollisionsüberwachung – – • ja 526452-01 41
9 Advanced Function Set 2 – Interpolation – Gerade in 5 Achsen – • • nein 617921-01 – 42 CAD Import – DXF-Konverter – Konturen und Bearbeitungspositionen • • • nein 526450-01 21
TNC 320: aus DXF‑Dateien übernehmen
536164-01
CAD-Import – Konturen aus 3D-Modellen importieren • • • nein 526450-01 22
Advanced Function Set 2 – 5-Achs-Simultanbearbeitung – • • ja 617921-01 38
• 3D-Werkzeugkorrektur über Flächennormalen-Vektor TNC 320: 44 Global PGM Settings – Globale Programmeinstellungen – – • ja 576057-01 42
• Ändern der Schwenkkopfstellung mit dem elektronischen Handrad während 536164-01
des Programmlaufs; Position der Werkzeugspitze bleibt unverändert 45 AFC Adaptive Feed Control – AFC – Adaptive Vorschubregelung – – • ja 579648-01 43
(TCPM = Tool Center Point Management)
• Werkzeug senkrecht auf der Kontur halten 50 Turning – Drehfunktionen – – • ja 634608-01 23
• Werkzeug-Radiuskorrektur senkrecht zur Werkzeugrichtung • Werkzeugverwaltung Drehen
• Manuelles Fahren im aktiven Werkzeugachssystem • Schneidenradius-Kompensation
• Umschaltung Fräsbetrieb/Drehbetrieb
17 Touch Probe Functions – Tastsystemzyklen • ja 634063-01 15 • Drehspezifische Konturelemente
• Werkstückschieflage kompensieren, Bezugspunkt setzen • Drehzyklenpaket
• Werkstücke und Werkzeuge automatisch vermessen
• Tastsystem-Eingang für Fremdsystem freischalten Turning – Drehen mit exzentrischer Aufspannung – – • ja 634608-01 24
19 Advanced Programming Features – Erweiterte Programmierfunktionen • nein 628252-01 16 92 3D-ToolComp – Anstellwinkelabhängige 3D-Radiuskorrektur – – • nein 679678-01 47
• Freie Konturprogrammierung FK (nur mit Option 9)
• Bearbeitungszyklen
• Tiefbohren, Reiben, Ausdrehen, Senken, Zentrieren 93 Extended Tool Management – Erweiterte Werkzeugverwaltung • • • ja 676938-01 26
• Fräsen von Innen- und Außengewinden
• Abzeilen ebener und schiefwinkliger Flächen 96 Advanced Spindle Interpolation – Interpolierende Spindel – – – • ja 751653-01 27
• Komplettbearbeitung von geraden und kreisförmigen Nuten Interpolationsdrehen
• Komplettbearbeitung von Rechteck- und Kreistaschen
• Punktemuster auf Kreis und Linien 131 Spindle Synchronism – Spindelsynchronlauf von zwei oder mehr Spindeln – – • ja 806270-01 28
• Konturzug, Konturtasche – auch konturparallel 50 • Zyklus: Abwälzfräsen
• vom Maschinenhersteller erstellte Zyklen können integriert werden
• Gravierzyklus: Text oder Nummern auf Gerade und Kreisbogen g ravieren 136 Visual Setup Control – VSC – Kamerabasierte Überprüfung der – – • ja 1099457-01 48
• Konturnut im Wirbelfräsverfahren Aufspannsituation
20 Advanced Graphic Features – Test- und Programmlaufgrafik • nein 628253-01 17 145 Active Chatter Control – ACC – Aktive Ratterunterdrückung – • • ja 800547-01 44
• Draufsicht
• Darstellung in drei Ebenen 154 Batch Process Manager – Übersichtliche Darstellung der – • • ja 1219521-01 20
• 3D-Darstellung Palettenverwaltung
Advanced Graphic Features – Detailgetreue 3D-Darstellung • nein 628253-01 18
• = als Option verfügbar • = als Option verfügbar
– = nicht verfügbar – = nicht verfügbar
= Standard = Standard
4 5
Übersicht
Option Anpassung ID Seite Option Anpassung ID Seite
Options
Options
nummer
nummer
TNC 320
TNC 620
TNC 640
TNC 320
TNC 620
TNC 640
durch OEM durch OEM
erforderlich erforderlich
Bearbeitungsfunktionen Maschinenanpassung
156 Grinding – Schleif- und Abrichtfunktionen – – • ja 1237232-01 29 0 Additional Axis 1 bis 8 – zusätzliche Achse 1 • • • ja 354540-01 53
Zusätzliche Regelkreise
157 Gear Cutting – Funktion zum Herstellen von Verzahnungen – – • ja 1237235-01 30 1 zusätzliche Achse 2 • • • ja 353904-01
158 Advanced Function Set Turning – Erweiterte Drehzyklen und – – • ja 1237237-01 25 2 zusätzliche Achse 3 – • • ja 353905-01
Drehfunktionen
3 zusätzliche Achse 4 – • • ja 367867-01
167 Optimized Contour Milling – OCM – Ausräumprozesse optimieren – • • nein 1289547-01 45
4 zusätzliche Achse 5 – – • ja 367868-01
Maschinengenauigkeit
5 zusätzliche Achse 6 – – • ja 370291-01
48 KinematicsOpt – Tastsystemzyklen zum automatischen Vermessen – • • ja 630916-01 31
von Drehachsen 6 zusätzliche Achse 7 – – • ja 370292-01
52 KinematicsComp – 3D-Raumkompensation – – • ja 661879-01 32 7 zusätzliche Achse 8 – – • ja 370293-01
141 Cross Talk Compensation – CTC – Kompensation von Positions – • • ja 800542-01 33 24 Gantry Axes – Gleichlaufachsen – Gantry-Achsen, Tandem-Tische • • ja 634621-01 55
abweichungen durch Achs-Kopplungen
46 Python OEM Process – Python-Anwendungen – Sonderfunktionen • • • ja 579650-01 56
142 Positon Adaptive Control – PAC – Positionsabhängige Anpassung von – • • ja 800544-01 34 r ealisieren
Regelparameter
49 Double Speed Axes – Double Speed Regelkreise – Kurze Regelkreis- – • • ja 632223-01 57
143 Load Adaptive Control – LAC – Lastabhängige Anpassung von – • • ja 800545-01 35 Zykluszeiten für Direktantriebe
Regelparameter
77 4 Additional Axes – 4 zusätzliche Regelkreise – – • ja 634613-01 53
144 Motion Adaptive Control – MAC – Bewegungsabhängige Anpassung von – • • ja 800546-01 36
Regelparametern 78 8 Additional Axes – 8 zusätzliche Regelkreise – – • ja 634614-01
146 Machine Vibration Control – MVC – Aktive Schwingungsdämpfung – • • ja 800548-01 37 101 OEM-Option – Optionen des Maschinenherstellers – – • ja 579651-01 58
– –
155 Component Monitoring – Überlastung und Verschleiß von Komponenten – • • ja 1226833-01 46 130 579651-30
überwachen
135 Synchronizing Functions – RTC – Echtzeit-Koppelfunktion zum – – • ja 1085731-01 59
Kommunikation Synchronisieren von Achsen und Spindeln
18 HEIDENHAIN DNC – Kommunikation mit externen Windows- • • • nein 526451-01 49 160 Integrated FS: Basic – Gen 3 exclusive: Freischaltung der Funktionalen – • • ja 1249928-01 54
Anwendungen über COM-Komponente Sicherheit FS und Freischaltung 4 sichere Regelkreise
56 OPC UA NC Server 1 bis 6 – Standardisierte Schnittstelle für den Zugriff – • • nein 1291434-01 52 161 Integrated FS: Full – Gen 3 exclusive: Freischaltung der Funktionalen – • • ja 1249929-01
– auf Daten und Funktionen der Steuerung – Sicherheit FS und Freischaltung der maximalen Anzahl sicherer
61 1291434-06 R egelkreise ( 10)
133 Remote Desktop Manager – Anzeige und Fernbedienung externer • • • ja 894423-01 50 162 Add. FS Ctrl. Loop 1 – Gen 3 exclusive: Zusätzlicher sicherer Regelkreis 1 – • • ja 1249930-01
Rechner-Einheiten (z. B. Windows-PC)
163 Add. FS Ctrl. Loop 2 – Gen 3 exclusive: Zusätzlicher sicherer Regelkreis 2 – • • ja 1249931-01
137 State Reporting – State Reporting Interface (SRI) – Bereitstellung von • • • nein 1232242-01 51
Betriebszuständen 164 Add. FS Ctrl. Loop 3 – Gen 3 exclusive: Zusätzlicher sicherer Regelkreis 3 – • • ja 1249932-01
165 Add. FS Ctrl. Loop 4 – Gen 3 exclusive: Zusätzlicher sicherer Regelkreis 4 – • • ja 1249933-01
166 Add. FS Ctrl. Loop 5 – Gen 3 exclusive: Zusätzlicher sicherer Regelkreis 5 – • • ja 1249934-01
169 Add. FS Full – Gen 3 exclusive: Verbleibende sichere Regelkriese freischalten – • • ja 1319091-01
• = als Option verfügbar • = als Option verfügbar
– = nicht verfügbar – = nicht verfügbar
= Standard = Standard
6 7
Übersicht
Software Kosten Seite Hardware-Erweiterungen Anpassung ID Seite
TNC 320
TNC 620
TNC 640
TNC 320
TNC 620
TNC 640
pflichtig durch OEM
erforderlich
PLCdesign – PLC-Diagnose für alle HEIDENHAIN-Steuerungen • • • 63 Handrad HR 130 Einbauversion TTL mit Rastung • • • nein 540940-01 74
ohne Rastung 540940-03
ConfigDesign – Konfiguration der Maschinenparameter • • • –
HR 510 tragbares Handrad mit Rastung • • • nein 1120313-xx
PLCtext – Bearbeitung und Verwaltung von sprachabhängigen Texten • • • – ohne Rastung 1119971-xx
CycleDesign – Einbinden von entwicklten NC-Unterprogrammen als Zyklen • • • 65 HR 510 FS mit Rastung • • • nein 1119974-xx
tragbares Handrad ohne Rastung 1120311-xx
KinematicsDesign – Erstellen von Steuerungskinematiken • • • 64
HR 520 tragbares mit Rastung • • • nein 670303-xx
M3D Converter – Erstellen von hochauflösenden Kollisionskörpern • • • • 64 Handrad mit Display ohne Rastung 670302-xx
IOconfig – Konfiguration von z. B. Handrädern, Gen 3 • • • 69 HR 520 FS tragbares mit Rastung • • • nein 670305-xx
Handrad mit Display ohne Rastung 670304-xx
BMXdesign – Gestalten von sprachabhängigen Softkeys • • • 71
HR 550 FS tragbares mit Rastung • • • nein 1183021-xx
TNCopt – Inbetriebnahme von digitalen Regelkreisen – • • 68 Funkhandrad mit Display ohne Rastung 1200495-xx
TNCtest – Erstellen und Durchführen eines Abnahmetest • • • – HRA 551 FS Handradaufnahme für HR 550 FS • • • nein 1119052-xx
TNCscope – Aufzeichnen und Auswerten von z. B. Achskurven von H
EIDENHAIN-Steuerungen • • • 66 Werkstück-Tastsystem TS 260 mit Kabel • • • ja 738283-xx 75
TNCanalyzer – Analyse und Auswertung von Service-Dateien • • • TS 460 mit Funk- bzw. Infrarotübertragung • • • ja 1178530-xx
TNCdiag – Auswerten von Diagnoseinformationen digitaler Antriebssysteme – • • 67 TS 642 mit Infrarotübertragung • • • ja 653217-xx
TNCremo – Datenübertragungssoftware • • • 60 TS 740 mit Infrarotübertragung • • • ja 573757-xx
TNCremoPlus – Datenübertragungssoftware mit Live Screen • • • • 60 Werkzeug-Tastsystem TT 160 mit Kabel • • • ja 729763-xx 76
TeleService – Software zur Ferndiagnose • • • • 61 TT 460 mit Funk- bzw. Infrarotübertragung • • • ja 1192582-xx
RemoTools SDK – Funktionsbibliothek für die Entwicklung eigener K
ommunikationsanwendungen • • • • 49 Zusätzliche Bedienstation ITC 755 mit Touchscreen und ASCII-Tastatur – – • ja 1039527-xx 77
(Option 18 erforderlich)
ITC 750 15“-Bildschirm; – • • ja 1039544-xx
PCtoolsUpdateManager – Updatemanager für HEIDENHAIN Software • • • – separate TNC-Tastatur notwendig
TNCkeygen – Beinhaltet TNC OEMOption und TNC OEMNumber • • • 70 ITC 860 19“-Touchscreen; – – • ja 1174935-xx
separate TNC-Tastatur notwendig
TNC OEMOption – Schlüsselgenerator zur zeitlich begrenzten Freischaltung von Optionen • • • –
Industrie-PC IPC 6641 für Windows-Oberfläche auf TNC – • • ja 78
TNC OEMNumber – Tagesschlüsselgenerator für den Maschinenherstellerbereich • • • – mit 8 GB RAM 1039543-01
mit 16 GB RAM 1039543-02
StateMonitor • • • • 62
Kamerasystem VS 101 für Arbeitsraumüberwachung – – • ja 1137063-01 79
Programmierplatz • • • 72
virtualTNC – Für PC-basierte Maschinensimulation – • • • 73
• = als Option verfügbar
• = als Download verfügbar – = nicht verfügbar
– = nicht verfügbar = Standard
8 9
Übersicht
Dynamic Precision Dynamic Efficiency
Unter dem Begriff Dynamic Precision sind Unter dem Begriff Dynamic Efficiency
optionale Funktionen für HEIDENHAIN- fasst HEIDENHAIN innovative TNC-Funktio-
Steuerungen zusammengefasst, die die nen zusammen, die den Anwender dabei
dynamischen Fehler von Werkzeugmaschi- unterstützen, die Schwerzerspanung und
nen wirkungsvoll reduzieren. Sie verbessern die Schruppbearbeitung effizienter, aber
das dynamische Maschinenverhalten, er- auch prozesssicherer zu gestalten. Die
zielen eine höhere Genauigkeit am TCP und Software-Funktionen unterstützen den Ma-
ermöglichen so das Fräsen an der Grenze schinenbediener, machen aber auch den
des technologisch Möglichen, unabhängig Fertigungsprozess an sich schneller, stabi-
vom Alter der Maschine, ihrer Beladung ler und vorhersehbarer – kurz gesagt effizi-
und der Bearbeitungsposition. Und das alles enter. Dynamic Efficiency hilft dabei, die
ohne Eingriff in die Maschinenmechanik. Zerspanungsleistung zu erhöhen und die
Bearbeitungszeit zu senken.
Für genaue Werkstücke mit hoher Ober
flächengüte muss nicht mehr zwangsläufig Dynamic Efficiency umfasst vier Software-
langsam bearbeitet werden. Werkzeug Funktionen:
maschinen arbeiten mit Dynamic Precision • ACC – reduziert die Ratterneigung und
gleichzeitig schnell und präzise. lässt damit höhere Vorschübe und größere
Zustellungen zu
Hohe Präzision bei schneller Bearbeitung • AFC – regelt den Vorschub abhängig von
bildet die Grundlage für eine Erhöhung der der Bearbeitungssituation
Produktivität. Stückkosten sinken ohne • Wirbelfräsen – Funktion zur werkzeug-
Beeinträchtigung der Genauigkeit und der schonenden Schruppbearbeitung von
Oberflächenqualität. Dynamic Precision Nuten und Taschen
sorgt auch dafür, dass die Genauigkeit un- • OCM – Optimieren von Ausräumprozes-
abhängig von der Betriebsdauer und von sen – schnell und schonend bearbeiten
der Beladung erhalten bleibt. Somit müs-
sen Vorschübe nicht alters- oder beladungs- Die Funktionen AFC, ACC und OCM wer-
bedingt reduziert werden. den im Folgenden ausführlich beschrieben.
Sie sind mit dem Logo Dynamic Efficiency
Die Funktionen von Dynamic Precision gekennzeichnet.
stehen als Optionen für Steuerungen von
HEIDENHAIN zur Verfügung. Sie können Jede Lösung für sich bietet dabei entschei-
vom Maschinenhersteller sowohl einzeln dende Verbesserungen des Bearbeitungs-
als auch in Kombination eingesetzt werden. prozesses. Besonders aber die Kombination
• CTC – Kompensation beschleunigungs- dieser TNC-Funktionen nutzt das Potenzial
abhängiger Positionsabweichungen am von Maschine und Werkzeug aus und redu-
Tool Center Point, dadurch höhere Ge- ziert gleichzeitig die mechanische Belastung.
nauigkeit in den Beschleunigungsphasen Auch wechselnde Bearbeitungsbedingun-
• MVC – Dämpfung von Maschinenschwin- gen, wie beispielsweise unterbrochene
gungen für bessere Werkstückoberflächen Schnitte, verschiedene Material-Eintauch-
• PAC – Positionsabhängige Anpassung verfahren oder einfaches Ausräumen zeigen,
von Regelparametern TNC 640 TNC 620 Seite dass sich der Einsatz lohnt. Steigerungen TNC 640 TNC 620 Seite
• LAC – Lastabhängige Anpassung von des Zeitspanvolumens von 20 bis 25 Pro-
Regelparametern, dadurch hohe Genauig- Dynamic Precision zent sind in der Praxis möglich. Dynamic Efficiency –
keit unabhängig von Beladung und Alte-
rung CTC – Kompensation von Positions Option Option 33 Dynamic Efficiency ermöglicht höhere Zeit- ACC – Aktive Ratterunterdrückung Option Option 44
• MAC – Bewegungsabhängige Anpas- abweichungen durch Nachgiebigkeiten spanvolumina und dadurch eine gesteigerte
sung von Regelparametern Produktivität, ohne dass notwendigerweise AFC – Adaptive Vorschubregelung Option – 43
MVC – Dämpfung von Maschinen Option Option 37 auf Sonderwerkzeuge zurückgegriffen wer-
Die Funktionen von Dynamic Precision schwingungen den muss. Die Vermeidung von Werkzeug- Wirbelfräsen Standard Standard –
werden in der Regler-Einheit – einer Kom- überlastungen und vorzeitigem Schneiden-
ponente der HEIDENHAIN-Steuerungen – PAC – Positionsabhängige Anpassung Option Option 34 verschleiß sowie der zusätzliche Gewinn an OCM Option Option 45
mit hoher Taktrate an die Bewegungen und von Regelparametern Prozesssicherheit, tragen deutlich zur Ver-
Belastungen der Werkzeugmaschine ange- besserung der Wirtschaftlichkeit bei. Installation durch Maschinenhersteller/Anwender
passt. LAC – Lastabhängige Anpassung Option Option 35
von Regelparametern Weitere Information Technische Information Dynamic Efficiency; www.klartext-portal.de
Da es sich bei Dynamic Precision um Soft-
ware-Funktionen handelt, ist keinerlei Ein- MAC – Bewegungsabhängige Anpassung Option Option 36
griff in die Maschinenmechanik oder in den von Regelparametern
Antriebsstrang notwendig. Allerdings muss
der Maschinenhersteller die einzelnen Installation durch Maschinenhersteller
Funktionen freischalten, parametrieren und
an die Maschine anpassen. Weitere Information Technische Information Dynamic Precision; www.klartext-portal.de
10 11
Connected Machining Programmieren und Bedienen
Lösungen für die vernetzte Fertigung Rundtischbearbeitung
Mit dem Funktionenpaket Connected Viele der auf den ersten Blick recht kom-
Machining bietet HEIDENHAIN Lösungen plex erscheinenden 5-Achs-Bearbeitungen
für eine individuelle Vernetzung der Ferti- lassen sich auf die üblichen 2D-Bewegun-
gung. Sie stellen den Anwender über die gen reduzieren, die lediglich auf einer
Steuerung seiner Fräs- oder Drehmaschine Zylinderfläche stattfinden. Damit Sie auch
ins Zentrum des digitalen Auftragsmanage- solche Programme schnell und einfach
ments. Die Vernetzung der HEIDENHAIN- ohne CAM-System erstellen und editieren
Steuerung mit allen produktionsbegleiten- können, unterstützt Sie die TNC mit praxis-
den Bereichen im Unternehmen erfolgt gerechten Funktionen.
ganz individuell, abgestimmt auf die bereits
bestehenden Strukturen und ist offen für Zylindermantelbearbeitung
zukünftige Entwicklungen. Das Programmieren von Konturen – beste-
hend aus Geraden und Kreisen – auf zylind-
Die Vorteile sind Arbeitserleichterungen rischen Flächen mit Rund- und Drehtischen
durch einfache Datennutzung, zeitsparende ist für die TNC kein Problem: Sie program-
Abläufe und transparente Prozesse in allen mieren die Kontur einfach in der Ebene
Bereichen des Unternehmens: natürlich in (achsunabhängig bei TNC 640, TNC 620 und
der Werkstatt, aber auch in der Konstruktion TNC 320), auf der Abwicklung des Zylinder-
und Arbeitsvorbereitung, in der Verwaltung, mantels. Die TNC führt die Bearbeitung
in der Logistik, im Service usw. So ergänzt jedoch auf der Mantelfläche des Zylinders
ein durchgängig digitales Job-Management aus.
mit Connected Machining die fertigungs-
technischen Stärken moderner Maschinen Zur Zylindermantelbearbeitung stellt die
und Anlagen. TNC vier Zyklen zur Verfügung:
• Nut fräsen (Nutbreite entspricht Werk-
Schon eine einfach über Ethernet in das zeugdurchmesser)
Firmennetzwerk eingebundene TNC-Steue- • Führungsnut fräsen (Nutbreite größer als
rung bietet mit ihren Standardfunktionen der Werkzeugdurchmesser)
vielfältige Möglichkeiten, digitale Auftrags- • Steg fräsen
daten direkt an der Steuerung zu empfan- • Außenkontur fräsen
gen und zu nutzen:
• PDF-Viewer, z. B. zur Anzeige von Auf- Vorschub bei Rund- und Drehtischen in
spannplänen und Konstruktionszeichnun- mm/min
gen Standardmäßig ist der programmierte
• CAD-Viewer, z. B. zur Anzeige von 3D‑ Vorschub bei Drehachsen in Grad/min an-
Modellen gegeben. Die TNC kann diesen Vorschub
• Bildanzeige, z. B. zur Anzeige von Auf- aber auch in mm/min interpretieren. Der
spannsituation und Fertigungshinweisen Bahnvorschub an der Kontur ist somit un-
• Webbrowser für den Zugriff auf web abhängig von der Entfernung des Werkzeug-
basierte Anwendungen, z.B. auf ERP- Mittelpunkts zum Drehachsenzentrum.
und MES-Clients, E-Mail-Clients und
HTML5‑Clients
Darüber hinaus stehen folgende Lösungen
und Optionen zur Verfügung:
• Die Software StateMonitor schafft
transparente Prozesse durch Datenerfas-
sung und Datenanalyse
• Der Remote Desktop Manager TNC 640 TNC 620 Seite
(Option 133) ermöglicht direkt an der
Steuerung einen Zugriff auf PCs und die Connected Machining
darauf installierte Software
• Die Schnittstelle HEIDENHAIN DNC StateMonitor 62
(Option 18) bindet die Steuerung an Wa-
renwirtschafts- und Leitstandsystem an Remote Desktop Manager Option Option 50 Advanced Function Set 1 Option 8
• Die erweiterte Anzeige Extended Work- TNC 640 HSCI/TNC 620 HSCI ID 617920-01
space bietet eine übersichtliche Darstel- HEIDENHAIN DNC Option Option 49 TNC 320 ID 536146-01
lung und Bearbeitung der Auftragsdaten
an der Maschine OPC UA NC Server Option Option 52 TNC 640 HSCI Ab NC-SW 34059x-01
• Die Option OPC UA NC Server ermög- TNC 620 HSCI Ab NC-SW 34056x-01/73498x-01/81760x-01
licht die plattformunabhängige und ein Extended Workspace – 77 TNC 320 Ab NC-SW 34055x-01/771851-01
fache Anbindung an Ihre IT-Systemland-
schaft Installation durch Maschinenhersteller Installation durch Maschinenhersteller
Weitere Information TNC-Prospekte Weitere Information TNC-Prospekte
12 13
Programmieren und Bedienen Programmieren und Bedienen
Koordinatenumrechnung – Schwenken der Bearbeitungsebene, Tastsystemzyklen
PLANE-Funktion
Programme für Konturen und Bohrungen Werkstücke ausrichten
auf schrägen Flächen sind meist sehr auf- Mit den Tastsystemen von HEIDENHAIN
wändig und mit viel Rechen- und Program- und den Antastfunktionen der TNC sparen
mierarbeit verbunden. Die TNC hilft Ihnen Sie sich das zeitaufwändige Ausrichten des
hier viel Programmierzeit zu sparen. Sie Werkstücks:
programmieren die Bearbeitung wie ge- • Spannen Sie das Werkstück in beliebiger
wohnt in der Hauptebene, z. B. X/Y. Die Lage auf
Maschine führt die Bearbeitung jedoch in • Das Tastsystem erfasst durch Antasten
einer Ebene aus, die um eine oder mehre- einer Fläche die tatsächliche Aufspannlage
re Drehachsen zur Hauptebene ge- • Die TNC kompensiert die Schieflage
schwenkt wurde. durch eine „Grunddrehung”, d. h. das Be-
arbeitungsprogramm wird um den ermit-
Mit der PLANE-Funktion wird die Definition telten Winkel gedreht ausgeführt oder Schieflage kompensieren durch Grunddrehung des Koordinatensystems oder durch Rundtischdrehung
einer geschwenkten Bearbeitungsebene ein Rundtisch korrigiert die Schieflage
einfach: Auf sieben unterschiedliche Arten durch eine Drehbewegung
können Sie geschwenkte Bearbeitungs- • Die TNC bietet manuelle, automatische
ebenen festlegen, abhängig von den Anga- und halbautomatische Zyklen zum Aus-
ben in der Werkstückzeichnung. Um die richten von zwei- oder dreidimensionalen
Handhabung dieser komplexen Funktion Schieflagen
möglichst einfach zu halten, steht zu jeder
Ebenendefinition eine eigene Animation Bezugspunkte setzen
zur Verfügung, die Sie bereits vor der Funk- Ein schnelles und sicheres Erfassen des
tionsauswahl betrachten können. Über- Bezugspunktes spart Nebenzeiten und er-
sichtliche Hilfsbilder unterstützen Sie bei höht die Bearbeitungsgenauigkeit. Die TNC
der Eingabe. verfügt über eine Vielzahl von Antastzyklen
zum automatischen Setzen von Bezugs-
Auch das Positionierverhalten beim Ein- punkten. Bezugspunkt setzen z.B. an einer Ecke oder in der Mitte eines Lochkreises
schwenken können Sie mit der PLANE-
Funktion festlegen, damit beim Abarbeiten Werkstücke überprüfen
des Programmes keine Überraschungen Die TNC verfügt über eine Vielzahl von
entstehen. Die Einstellungen für das Posi Messzyklen, mit denen Sie die Geometrie
tionierverhalten sind bei allen PLANE-Funk- der bearbeiteten Werkstücke überprüfen
tionen identisch und erleichtern so die können. Damit können Sie:
Handhabung erheblich. • Werkstück erkennen und ein entspre-
chendes Bearbeitungsprogramm aufrufen
• Überprüfen, ob Bearbeitungen korrekt
ausgeführt wurden
• Werkzeugverschleiß erkennen und kom-
pensieren usw.
Werkstücke vermessen z.B. Winkel einer Ebene oder Rechtecktasche
Werkzeuge vermessen
Zusammen mit den Tastsystemen TT zur
Werkzeugvermessung bietet die TNC die
Möglichkeit, Werkzeuge in der Maschine
automatisch zu vermessen. Die ermittelten
Werte Werkzeuglänge und Werkzeugradius
legt die TNC im zentralen Werkzeugspeicher
ab. Mit der Überprüfung des Werkzeugs
während der Bearbeitung erfassen Sie Ver-
schleiß oder Bruch schnell und direkt und
vermeiden so Ausschuss oder Nacharbeit.
Die Tastsystemzyklen sind an der TNC 620
nur mit Option 17 verfügbar. Beim Einsatz Werkzeuge vermessen z.B. Werkzeuglänge und -radius oder Werkzeugverschleiß
Advanced Function Set 1 Option 8 von HEIDENHAIN-Tastsystemen mit
TNC 640 HSCI/TNC 620 HSCI ID 617920-01 EnDat-Schnittstelle wird die Software-
TNC 320 ID 536164-01 Option 17 automatisch freigeschaltet (ab
NC-SW 81760x-06). An der TNC 640 und Touch Probe Functions Option 17 ID 634063-01
TNC 640 HSCI Ab NC-SW 34059x-01 TNC 320 sind die Tastsystemzyklen bereits
im Standardfunktionsumfang enthalten. TNC 640 HSCI Standard
TNC 620 HSCI Ab NC-SW 34056x-01/73498x-01/81760x-01 TNC 620 HSCI Ab NC-SW 34056x-01/73498x-01/81760x-01
TNC 320 Ab NC-SW 34055x-01/771851-01 TNC 320 Standard
Installation durch Maschinenhersteller Installation durch Maschinenhersteller
Weitere Information TNC-Prospekte; www.klartext-portal.de Weitere Information TNC-Prospekte; Prospekt Tastsysteme für Werkzeugmaschinen
14 15
Programmieren und Bedienen Programmieren und Bedienen
Erweiterte Programmierfunktionen – Freie Konturprogrammierung FK, Test- und Programmlaufgrafik
Bearbeitungszyklen
Freie Konturprogrammierung FK Programmiergrafik
Nicht immer ist das Werkstück NC-gerecht HEIDENHAIN-Steuerungen unterstützen Sie
bemaßt. Dank FK, der „Freien Konturpro- mit einer detaillierten Programmiergrafik.
grammierung“ tippen Sie in diesen Fällen Sie ist auf allen Steuerungen standardmäßig
einfach die Daten aus der Zeichnung ein – verfügbar und in den jeweiligen Prospekten
ohne etwas umrechnen oder ausrechnen beschrieben.
zu müssen! Dabei können durchaus ein
zelne Konturelemente unbestimmt sein, Weitere grafische Darstellungen sind zum
solange die Gesamtkontur „an sich“ be- Teil optional:
stimmt ist. Führen die Daten auf mehrere
mathematische Lösungen, werden diese Testgrafik
von der hilfreichen Programmiergrafik der Um vor dem Abarbeiten auf Nummer
TNC zur Entscheidung dargeboten. sicher zu gehen, kann die TNC die Werk-
stückbearbeitung grafisch simulieren.
Standardzyklen Dabei kann die TNC die Bearbeitung auf
Neben den Bearbeitungszyklen zum Bohren verschiedene Arten darstellen:
und Gewindebohren (mit oder ohne Aus- • In der Draufsicht mit unterschiedlichen
gleichsfutter) stehen Ihnen mit der Option 19 Tiefenniveaus
auch Zyklen zum Gewindefräsen, Reiben • In drei Projektionen (wie in der Werk-
und Ausdrehen sowie für Bohrbilder, Fräs- stückzeichnung)
zyklen zum Abzeilen ebener Flächen, zum • In der 3D-Darstellung
Ausräumen und Schlichten von Taschen,
Nuten und Zapfen zur Verfügung. Details können Sie sich auch vergrößert
anzeigen lassen. Zusätzlich gibt Ihnen die
Zyklen für komplexe Konturen TNC die berechnete Bearbeitungszeit in
Eine besondere Hilfe beim Ausräumen von Stunden, Minuten und Sekunden an. Die
Taschen mit beliebiger Kontur sind die soge- Steuerungen TNC 640 und TNC 620 erken-
nannten SL-Zyklen (SL = Subcontour List) nen in der Simulation auch Kollisionen
und OCM (Optimized Contour Milling). Diese zwischen Werkstück und Werkzeughalter
Zyklengruppen beinhalten jeweils Bearbei- und geben entsprechende Warnmeldungen
tungszyklen zum Ausräumen und Schlichten. aus.
Die Kontur bzw. die Teilkonturen werden in
Unterprogrammen festgelegt. Somit wird Programmlaufgrafik
eine Konturbeschreibung für verschiedene Die TNC zeichnet die laufende Werkstück-
Arbeitsgänge mit unterschiedlichen Werk- bearbeitung grafisch mit. Mit einem Tasten-
zeugen verwendet. druck können Sie während Ihrer Program-
mierarbeit immer wieder mal einen „Blick“
Herstellerzyklen auf die laufende Werkstückbearbeitung
Die Maschinenhersteller können durch zu- werfen – die direkte Beobachtung ist wegen
sätzliche Bearbeitungszyklen ihr spezielles des Kühlmittels und der Schutzkabine
Fertigungs-Know-how einbringen und diese meist nicht möglich.
in der TNC ablegen. Aber auch der Endan-
wender hat die Möglichkeit eigene Zyklen zu
programmieren. HEIDENHAIN unterstützt
die Programmierung dieser Zyklen mit der
PC-Software CycleDesign. Damit können
Sie die Eingabeparameter und die Softkey-
Struktur der TNC nach Ihren Wünschen
gestalten.
Advanced Graphic Features Option 20 ID 628253-01
Advanced Programming Features Option 19 ID 628252-01
TNC 640 HSCI Standard TNC 640 HSCI Standard
TNC 620 HSCI Ab NC-SW 34056x-01/73498x-01/81760x-01 TNC 620 HSCI Ab NC-SW 34056x-01/73498x-01/81760x-01
TNC 320 Standard TNC 320 Standard
Installation durch Anwender Installation durch Anwender
Weitere Information TNC-Prospekte; www.klartext-portal.de Weitere Information TNC-Prospekte; www.klartext-portal.de
16 17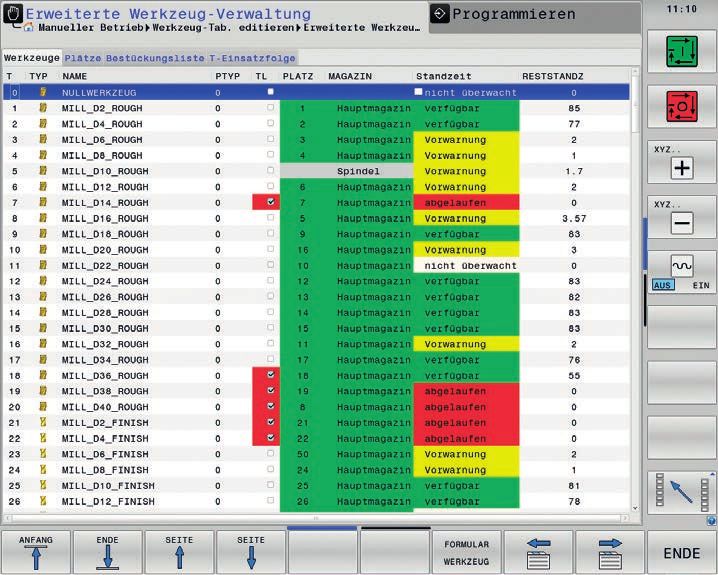
Programmieren und Bedienen Programmieren und Bedienen
Detailgetreue 3D-Darstellung in Test- und Programmlaufgrafik Palettenverwaltung
Detailgetreue 3D-Darstellung Die TNC kann unterschiedlichen Werk
TNC 640, TNC 620 und TNC 320 verfügen stücken, die in beliebiger Reihenfolge über
innerhalb der Test- und der Programmlauf- Paletten zugeführt werden, das passende
grafik über erweiterte Darstellungsfunk Bearbeitungsprogramm und die entspre-
tionen mit detailgetreuer 3D-Darstellung. chende Nullpunktverschiebung zuordnen.
Diese helfen bei der Beurteilung der Werk-
stückqualität schon vor der eigentlichen Wird eine Palette für die Bearbeitung ein-
Bearbeitung in der Simulation und während gewechselt, ruft die TNC automatisch das
der Bearbeitung in Echtzeit. zugehörige Bearbeitungsprogramm auf.
Dadurch ist das automatische Bearbeiten
Die hochauflösende 3D-Darstellung mit unterschiedlicher Teile in beliebiger Reihen-
hohen Zoom-Faktoren zeigt kleinste Pro- folge möglich.
grammfehler auf der Werkstückoberfläche.
Um die Analyse von NC-Daten noch genauer Palettenzuführungen können über PLC-
betrachten zu können, besteht auch die Achsen gesteuert werden. Die Reihen
Möglichkeit die Werkzeugbahnen inklusive folge, sowie Paletten-Bezugspunkte und
der entsprechenden Satznummer einzu- Werkstück-Bezugspunkte definiert der Be-
blenden. Sehr hilfreich ist die einstellbare nutzer in den Palettentabellen. Die Paletten
Werkstücktransparenz, welche verborgene tabellen sind vom Maschinenhersteller frei
Hohlräume und Hinterschneidungen er konfigurierbar, es können also beliebige
kennen lässt. Informationen in den Tabellen abgelegt und
über die PLC abgerufen werden.
Die erweiterte Darstellungsgrafik macht
auch werkzeugspezifische Bearbeitungen Die Palettentabellen können werkstück-
besser sichtbar: Jede Bearbeitung, die mit oder werkzeugorientiert abgearbeitet
ein und demselben Werkzeug durchgeführt werden (mit TNC 640 ab NC-SW 34059x-08
wird, stellt sie in einer eigenen Farbe dar. und TNC 620 ab NC-SW 81760x-05).
Zudem verfügt die TNC in der 3D-Darstel-
lung über eine Messfunktion. Sie können die
Maus in der Grafik beliebig positionieren,
um sich die Koordinaten anzeigen zu lassen.
Falls nur eine schnelle Übersicht für Kontur
und Bearbeitungszeit gewünscht wird,
kann die Auflösung und der Simulations-
Modus für eine beschleunigte Berechnung
verändert werden.
Bei der TNC 640 wird ab NC-SW 34059x-09
zusätzlich zur Abtragssimulation das kom-
plette 3D-Maschinenmodell dargestellt.
Damit können die Abläufe im Arbeitsraum
vor der eigentlichen Fertigung vom Anwen-
der genau beurteilt werden. Die Kollisions-
körper der Maschine werden vom Maschi-
nenhersteller konfiguriert und aktiviert.
Das Importieren von STL-Dateien ermöglicht
ein komfortables Einbinden von komplexen
Roh- und Fertigteilen, z. B. 3D-Modelle aus
CAM-Systemen. Zudem kann in der Simu-
lation der aktuelle Bearbeitungszustand als
STL-Datei gespeichert werden, um diese
in anderen Programmen als Rohteil einzu-
binden (mit TNC 640 ab NC-SW 34059x-11
und TNC 620 ab NC-SW 81760x-08).
Advanced Graphic Features Option 20 ID 628253-01 Pallet Management Option 22 ID 628255-01
TNC 640 HSCI Standard ab NC-SW 34059x-04 TNC 640 HSCI Standard
TNC 620 HSCI Ab NC-SW 81760x-01 TNC 620 HSCI Ab NC-SW 34056x-01/73498x-01/81760x-01
TNC 320 Standard ab NC-SW 771851-01 TNC 320 –
Installation durch Anwender Installation durch Maschinenhersteller
Weitere Information TNC-Prospekte; www.klartext-portal.de Weitere Information TNC-Prospekte; www.klartext-portal.de
18 19Programmieren und Bedienen Programmieren und Bedienen
Batch Process Manager – Übersichtliche Darstellung der CAD-Import – Konturen und Bearbeitungspositionen aus
Palettenverwaltung DXF‑Dateien übernehmen
Der Batch Process Manager ist eine leis- Warum noch Konturen programmieren,
tungsfähige Funktion für die Palettenbear- wenn Ihnen die Zeichnung sowieso schon
beitung und Serienfertigung. Mit der über- im DXF-Format vorliegt? Sie haben die
sichtlichen Bedienoberfläche planen Sie Möglichkeit, DXF-Dateien direkt auf der
Ihren Fertigungsablauf und erhalten wichtige TNC zu öffnen, um daraus Konturen oder
Informationen zu den anstehenden Bear- Bearbeitungspositionen zu extrahieren. Sie
beitungen. sparen damit nicht nur Programmier- und
Testaufwand, Sie sind auch sicher, dass die
Der Batch Process Manager bietet die Mög- gefertigte Kontur exakt der Vorgabe des
lichkeit, auf einfache Art und Weise Paletten Konstrukteurs entspricht.
zu editieren und die Reihenfolge anstehen-
der Aufträge zu verändern. Außerdem führt DXF-Dateien enthalten in der Regel mehrere
der Batch Process Manager eine Voraus- Ebenen (Layer), mit denen der Konstrukteur
rechnung über alle geplanten Aufträge bzw. eine Zeichnung organisiert. Um bei der
NC-Programme durch. Der BPM prüft, ob Konturauswahl möglichst wenig überflüssige
z.B. alle NC-Programme fehlerfrei abgear- Informationen am Bildschirm zu haben,
beitet werden können oder alle notwendigen können Sie per Mausklick alle in der DXF-
Werkzeuge mit ausreichender Standzeit zur Datei enthaltenen überflüssigen Layer
Verfügung stehen. Das Ergebnis der Prüfung ausblenden. Dazu benötigen Sie das Be-
stellt der BPM in der Statusübersicht dar. dienfeld mit Touch-Pad oder ein externes
Dadurch sorgt der Batch Process Manager Zeigegerät. Die TNC kann einen Konturzug
für eine reibungslose Abarbeitung der ge- auch dann selektieren, wenn er auf unter-
planten Aufträge. schiedlichen Layern gespeichert ist.
Im Batch Process Manager werden folgende Auch bei der Definition des Werkstück-
Informationen bereits im Voraus angezeigt: Bezugspunktes unterstützt Sie die TNC.
• Bearbeitungsreihenfolge Die TNC stellt dafür eine Funktion zur Verfü-
• Zeitpunkt des nächsten manuellen Ein- gung, mit der Sie den Zeichnungsnullpunkt
griffs einfach durch Anklicken eines Elementes
• Programmdauer und -laufzeit an eine sinnvolle Stelle verschieben können.
• Statusinformationen: Bezugspunkt, Besonders komfortabel ist die Konturaus-
Werkzeug und Programm wahl. Sie selektieren ein beliebiges Ele-
ment per Mausklick. Sobald Sie das zweite
Der Batch Process Manager benötigt zu- Element gewählt haben, kennt die TNC
sätzlich die Freischaltung der Palettenver- den von Ihnen gewünschten Umlaufsinn
waltung (Option 22). Bei Steuerungen mit und startet mit der automatischen Kon-
NC-Software-Versionen bis 34059x-08 bzw. turerkennung. Dabei selektiert die TNC
81760x-05 muss auch die erweiterte Werk- automatisch alle eindeutig erkennbaren
zeugverwaltung (Option 93) freigeschaltet Konturelemente, bis die Kontur geschlos-
werden. sen ist oder sich verzweigt. Dort wählen
Sie das nachfolgende Konturelement. So
definieren Sie mit wenigen Klicks auch um-
fangreiche Konturen. Bei Bedarf können Sie
Konturelemente auch kürzen, verlängern
oder aufbrechen.
Aber auch Bearbeitungspositionen
können Sie einfach auswählen und als
Punktedatei abspeichern, insbesondere,
um Bohrpositionen oder Startpunkte für
Taschenbearbeitung zu übernehmen.
Selbstverständlich speichert die TNC
Bearbeitungspositionen so, dass diese
„wegoptimiert“ angefahren werden.
Batch Process Manager Option 154 ID 1219521-01 Mit der Option CAD-Import können Sie
Option 22 ID 628255-01 auch Konturen und Bearbeitungspositionen CAD-Import Option 42 ID 526450-01
aus 3D-Modellen importieren (siehe CAD-
TNC 640 HSCI Ab NC-SW 34059x-08 Import S. 22). TNC 640 HSCI Ab NC-SW 34059x-02
TNC 620 HSCI Ab NC-SW 81760x-05 TNC 620 HSCI Ab NC-SW 73498x-02/81760x-01
TNC 320 – TNC 320 Ab NC-SW 771851-01
Installation durch Maschinenhersteller Installation durch Anwender
Weitere Information TNC-Prospekte; www.klartext-portal.de Weitere Information TNC-Prospekte; www.klartext-portal.de
20 21Programmieren und Bedienen Programmieren und Bedienen
CAD-Import – Konturen aus 3D-Modellen importieren Drehfunktionen – Fräsen und Drehen auf einer M
aschine
CAD-Import (Option 42) Die TNC 640 bietet Ihnen leistungsfähige
Der CAD-Viewer ermöglicht das Anzeigen Funktionen, mit denen Sie auf ganz ein
von 2D- und 3D-Modellen (z. B. im DXF-, fache Weise programmgesteuert im NC‑
Step- oder IGES- Format) direkt auf der TNC. Programm beliebig zwischen Dreh- und
Mit der Option CAD-Import können Sie aus Fräsbetrieb wechseln können. So entschei-
diesen CAD-Dateien auch Konturen und den Sie vollkommen frei, wie und wann Sie
Bearbeitungspositionen einfach und direkt beide Bearbeitungsmethoden miteinander
in Ihr Klartext-Programm übernehmen. kombinieren wollen.
Damit verringern Sie den Programmierauf-
wand und vermeiden Eingabefehler, die Zerspanen einfacher Konturen
z.B. durch Zahlendreher oder falsch gesetz- Beim Zerspanen einfacher Konturen in
te Dezimalzeichen entstehen können. Längs- und Planrichtung stehen verschie
dene Zyklen zur Verfügung. Der zu zerspa-
Das Extrahieren von Bearbeitungsinfor nende Bereich kann dabei auch abfallen,
mationen direkt aus CAD-Daten bietet so dass ein Eintauchen erforderlich sein
insbesondere für die Erstellung von NC- kann. Selbstverständlich berücksichtigt die
Programmen mit geschwenkter Bear TNC 640 dabei den Einstellwinkel des
beitungsebene zusätzliche Möglichkeiten. Drehwerkzeugs vollautomatisch.
Sie können den Bezugspunkt auch mit
einer 3D-Grunddrehung am 3D-Modell Zerspanen beliebiger Konturen
definieren. Zudem können Sie einen Null- Werden die zu zerspanenden Konturen
punkt mit entsprechender 3D-Rotation auf komplexer und lassen sich nicht mehr über
der gewünschten Bearbeitungsebene einfache Zyklusparameter definieren, dann
platzieren. können Sie diese über Kontur-Unterpro-
gramme beschreiben. Die Vorgehensweise
Die Bearbeitungsebene können Sie kom- ist dabei vollkommen identisch zur Vorge-
fortabel in der Zwischenablage speichern hensweise bei der Nutzung der SL-Zyklen
und mit der entsprechenden Transformation im Fräsbereich: Mit Zyklus 14 definieren Drehbearbeitung mit einem Planschieber
und dem dazugehörigen PLANE-Befehl in Sie das Unterprogramm, in dem die Fertig- Mit einem Planschieber können Sie Dreh-
das NC-Programm übernehmen. Auf der teilkontur beschrieben ist. Im jeweiligen vorgänge an einem stehenden Werkstück
definierten Bearbeitungsebene können Drehzyklus können Sie die Technologie- ausführen. Dadurch sind auch Drehbearbei-
Sie Konturen und Bearbeitungspositionen Parameter festlegen. tungen außerhalb der Drehmitte oder in der
extrahieren und in das NC-Programm Auch bei der Konturbeschreibung nutzen Sie geschwenkten Ebene möglich. Bei einem
übernehmen. genau dieselben Klartext-Funktionen wie Planschieber wird die Rotationsbewegung
beim Definieren einer Fräskontur. Die Freie durch die Spindel ausgeführt, die Aussteu-
Die Auswahl der Kontur ist besonders kom- Konturprogrammierung FK natürlich einge- erung des Drehwerkzeugs (Planhub) über-
fortabel. Sie selektieren ein beliebiges Ele- schlossen. nimmt eine im Planschieber integrierte
ment per Mausklick. Sobald Sie das zweite Darüber hinaus stehen die drehspezifischen Achse. Mit der TNC 640 müssen Sie sich
Element gewählt haben, kennt die TNC den Konturelemente Einstich und Freistich zur über diese komplexen Bewegungsabläufe
von Ihnen gewünschten Umlaufsinn und Verfügung, die Sie wie Fasen und Rundun- keine Gedanken machen. Sie wählen über
startet mit der automatischen Konturerken- gen zwischen Konturelementen einfügen einen Programmbefehl einfach den Plan-
nung. Dabei selektiert die TNC automatisch können. Neben radialen und axialen Ein schieberbetrieb und programmieren wie
alle eindeutig erkennbaren Konturelemente, stichen stehen Freistiche der Formen E, F, gewohnt die Standard-Drehzyklen. Die
bis die Kontur geschlossen ist oder sich H, K, U und Gewindefreistiche zur Verfü- TNC 640 übernimmt sämtliche Umrech-
verzweigt. So definieren Sie mit wenigen gung. nungen und führt alle Bewegungsabläufe
Mausklicks auch umfangreiche Konturen. Je nach verwendetem Zyklus zerspant die selbständig aus.
Die selektierte Kontur können Sie dann ein- TNC 640 achsparallel oder konturparallel.
fach über die Zwischenablage in ein beste- Bearbeitungsumfang (Schruppen, Schlichten)
hendes Klartext-Programm kopieren. oder Aufmaß definieren Sie dialoggeführt
über entsprechende Parameter.
Der CAD-Import ist eine Erweiterung des
DXF-Konverters. Alle bisherigen Funktionen Weitere Bearbeitungen:
wurden übernommen und um 3D-Import- • Stechbearbeitungen
funktionen erweitert. Zudem können nun • Gewindebearbeitungen
fast alle gängigen DXF-, Step- und IGES- • Rohteilnachführung
Formate verwendet werden. Die Option • Orientierung des Drehwerkzeugs
CAD-Import ist für die Steuerungen TNC 640, CAD-Import Option 42 ID 526450-01 Turning Option 50 ID 634608-01
TNC 620 und TNC 320 verfügbar.
TNC 640 HSCI Ab NC-SW 34059x-08 TNC 640 HSCI Ab NC-SW 34059x-01
TNC 620 HSCI Ab NC-SW 81760x-05 TNC 620 HSCI –
TNC 320 Ab NC-SW 771851-05 TNC 320 –
Installation durch Anwender Installation durch Maschinenhersteller
Weitere Information TNC-Prospekte; www.klartext-portal.de Weitere Information Prospekt TNC 640; www.klartext-portal.de
22 23Programmieren und Bedienen Programmieren und Bedienen
Drehfunktionen – Drehen bei exzentrischer Aufspannung Drehfunktionen – Simultandrehen
Mit Hilfe der Funktion Drehen bei exzentri- Mit dieser Option können Sie komplexe
scher Aufspannung können Sie auch dann Konturen bearbeiten, die nur mit unter-
Drehbearbeitungen durchführen, wenn schiedlichen Anstellungen möglich sind.
aufgrund der Aufspannsituation die Werk- Dadurch können Sie z. B. hinterschnittene
stückachse nicht mit der Rotationsachse Konturen mit einem Werkzeug fertigen.
fluchtet. Beim Bearbeiten kompensiert die Bei einfachen Konturen kann dabei ein
TNC 640 die auftretende Exzentrizität durch großer Bereich der Schneidplatte verwen-
Ausgleichsbewegungen der mit der Dreh- det werden, um die Werkzeugstandzeiten
spindel gekoppelten Linearachse. Der Zeit- zu erhöhen. Dadurch ergibt sich mindes-
aufwand für das Einrichten kann sich da- tens eine 3-achsige Bewegung (zwei
durch erheblich reduzieren. Linearachsen und eine Drehachse).
Die Zyklen zum Simultandrehen über
wachen die Werkstückkontur gegenüber
dem Werkzeug und dem Werkzeugträger.
Um bestmögliche Oberflächen zu erzielen,
* Bei Steuerungen mit NC-Software-Version
34059x-04 muss die Option 135 (RTC) freige-
vermeiden die Zyklen dabei unnötige
schaltet werden. Schwenkbewegungen. Um Schwenkbe
wegungen jedoch zu erzwingen, können
Start- und Endwinkel definiert werden.
Ab NC-SW 34059x-11 ist auch ein Zyklus
für die simultane Schruppbearbeitung ver-
fügbar.
Für das Simultandrehen ist neben der
Option 158 (Advanced Function Set Turning)
auch die Option 50 (Drehfunktion) not
wendig
Turning Option 50 ID 634608-01 Advanced Function Set Turning Option 158 ID 1237237-01
TNC 640 HSCI Ab NC-SW 34059x-04 TNC 640 HSCI Ab NC-SW 34059x-09
TNC 620 HSCI – TNC 620 HSCI –
TNC 320 – TNC 320 –
Installation durch Maschinenhersteller Installation durch Maschinenhersteller
Weitere Information Prospekt TNC 640; www.klartext-portal.de Weitere Information Prospekt TNC 640; www.klartext-portal.de
24 25Programmieren und Bedienen Programmieren und Bedienen
Erweiterte Werkzeug-Verwaltung Interpolierende Spindel – Interpolationsdrehen
In der Erweiterten Werkzeug-Verwaltung Beim Interpolationsdrehen beschreibt die
steht eine Vielzahl an Funktionen zur Verfü- Werkzeugschneide eine kreisförmige Bewe-
gung, mit denen die Werkzeug- und Ma gung. Dabei orientiert sich die Schneide im-
gazinverwaltung erheblich transparenter mer auf das Zentrum des Kreises (Außen-
realisiert werden kann. So können Be- und bearbeitung) oder vom Zentrum weg
Entladevorgänge mit der Maus per Drag- (Innenbearbeitung). Durch Verändern des
and-Drop verwaltet werden, eine Werk- Kreisradius und der axialen Position, kön-
zeug-Einsatzliste gibt Auskunft darüber nen somit beliebige rotationssymmetrische
welche Werkzeuge wie lange unter Span Körper in einer beliebigen Bearbeitungs-
stehen, übersichtlich gestaltete Tabellen ebene erzeugt werden.
geben farbunterstützt verschiedene Werk-
zeugstatus an. Zudem können in einer Be- Mit dem Zyklus Interpolationsdrehen ist die
stückungsliste alle im angewählten Pro- TNC in der Lage, einen rotationssymmetri-
gramm verwendeten Werkzeuge angezeigt schen Absatz in der aktiven Bearbeitungs-
werden. ebene, der durch Start- und Endpunkt defi-
niert wird, zu erstellen. Die Rotationsmitte
Eine Importfunktion ermöglicht das Ein- ist der Startpunkt in der Bearbeitungsebene
und Auslesen von CSV-Dateien. CSV beim Zyklusaufruf. Die Rotationsflächen
(Comma Separated Values) stellt ein Text können geneigt und gegeneinander abge-
dateiformat dar, das den Austausch einfach rundet werden.
strukturierter Daten ermöglicht. Insbeson-
dere wenn Sie Ihre Werkzeuge mit exter- Der Zyklus eignet sich ausschließlich zum
nen Voreinstellgeräten vermessen, lässt Schlichten. Er ermöglicht keine Schruppbe-
sich mit dieser Funktion ein einfacher arbeitungen mit mehreren Schnitten. Die
Datenaustausch realisieren. Zudem kann Bearbeitungsstrategie kann flexibel einge-
Excel dieses Dateiformat öffnen und spei- stellt werden: Sowohl Innen- als auch
chern. Außenbearbeitung ist möglich. Mit der
TNC 640 können Sie zusätzlich beliebige
Über eine einfache Möglichkeit können Sie rotationssymetrische Konturen bearbeiten
Werkzeugdaten schnell und übersichtlich (ohne Hinterschnitte).
löschen. In einem Überblendfenster zeigt
die TNC die zu löschenden Werkzeugdaten
an, so dass Sie nochmal sicherstellen
können, dass nicht versehentlich wichtige
Daten gelöscht werden.
Extended Tool Management Option 93 ID 676938-01 Advanced Spindle Interpolation Option 96 ID 751653-01
TNC 640 HSCI Ab NC-SW 34059x-01 TNC 640 HSCI Ab NC-SW 34059x-05
TNC 620 HSCI Ab NC-SW 81760x-03 TNC 620 HSCI –
TNC 320 Ab NC-SW 771851-02 TNC 320 –
Installation durch Maschinenhersteller Installation durch Maschinenhersteller
Weitere Information TNC-Prospekte; www.klartext-portal.de Weitere Information Prospekt TNC 640; www.klartext-portal.de
26 27Programmieren und Bedienen Programmieren und Bedienen
Spindelsynchronlauf Schleif- und Abrichtfunktionen
Für spezielle Bearbeitungen muss die Rota- Mit der TNC 640 können Sie auch Schleif-
tion der Werkzeugspindel mit der Bewe- bearbeitungen auf Ihrer Maschine ausführen.
gung anderer Achsen synchronisiert werden. Zyklen zum Koordinatenschleifen und Ab-
Beispielsweise ist dies bei der Herstellung richten ermöglichen Ihnen dabei eine sehr
von Außenverzahnungen durch Abwälz einfache sowie komfortable Programmie-
fräsen erforderlich. rung der jeweiligen Funktion. Zudem kann
die TNC 640 die programmierten Bewe-
In Verbindung mit Option 50 (Drehfunktionen) gungen mit einem Pendelhub in der Werk-
und Option 131 (Spindelsynchronlauf) bietet zeugachse überlagern. Außerdem unter-
Ihnen die TNC 640 dazu den Zyklus 880 stützt eine optimierte Werkzeugverwaltung
Abwälzfräsen, mit dem Sie außenverzahnte den Anwender bei jedem Prozess – sowohl
zylindrische Zahnräder oder Schrägverzah- beim Schleifen als auch beim Abrichten.
nungen mit beliebigen Winkeln herstellen Damit bietet die TNC 640 die perfekte Basis,
können. Beim Abwälzfräsen wird die Rota- um höchste Oberflächengüte und Genauig-
tion der Werkzeugspindel und des Dreh keit in Ihren Anwendungen zu erzielen.
tisches zueinander synchronisiert. Zusätzlich
bewegt sich der Fräser in axialer Richtung Koordinatenschleifen*
am Werkstück entlang. Der Zyklus 880 Koordinatenschleifen ist das Schleifen einer
steuert automatisch diese komplexen 2D-Kontur. An einer Fräsmaschine nutzen
Bewegungen und ermöglicht Ihnen eine Sie das Koordinatenschleifen hauptsächlich
einfache und praxisgerechte Eingabe aller zur Nachbearbeitung von Bohrungen oder
relevanten Werte. Sie können die Verzah- vorgefertigten Konturen mithilfe eines
nungsparameter direkt aus Ihrer Zeichnung Schleifwerkzeugs. Die Schleifkontur können
verwenden – der Zyklus berechnet daraus Sie mit den definierten Schleifzyklen pro-
den fünfachsigen Bewegungsablauf. grammieren und anschließend abarbeiten.
Ab NC-SW 34059x-11 wird auch das Ge-
windebohren mit zwei oder mehr Spindeln Schleifen von offenen und geschlossenen
unterstützt. Die Spindeln können dazu ge- Konturen
koppelt werden. Das Gewindebohren wird Zudem haben Sie die Möglichkeit, die
mit der Master-Spindel ausgeführt. Die ge- Werkzeugbewegung mit einem Pendelhub
koppelten Slave-Spindeln folgen der Bear- entlang der Werkzeugachse zu überlagern.
beitung. Diesen können Sie mittels spezieller Zyklen
definieren, starten, stoppen. Mit dem Ver-
fahren des Pendelhubs erreichen Sie exakte
Geometrien der geschliffenen Flächen sowie
ein gleichmäßiges Abnutzen des Schleif-
werkzeugs.
Abrichten*
Abrichtzyklen bieten Ihnen die Möglichkeit,
Schleifwerkzeuge in der Maschine nach
zuschärfen bzw. in die gewünschte Form
zu bringen. Beim Abrichten wird das Schleif-
werkzeug mit einem speziellen Abricht-
werkzeug bearbeitet. Zum Abrichten des
Durchmessers oder des Profils eines
Schleifwerkzeugs stehen Ihnen entspre-
chende Klartextzyklen zur Verfügung.
* Die Maschine muss vom Maschinenhersteller
für diese Funktion angepasst sein.
Spindle Synchronism Option 131 ID 806270-01 Grinding Option 156 ID 1237232-01
TNC 640 HSCI Ab NC-SW 34059x-05 TNC 640 HSCI Ab NC-SW 34059x-10
TNC 620 HSCI – TNC 620 HSCI –
TNC 320 – TNC 320 –
Installation durch Maschinenhersteller Installation durch Maschinenhersteller
Weitere Information Prospekt TNC 640 Weitere Information Prospekt TNC 640; www.klartext-portal.de
28 29Sie können auch lesen