Referenzfolien durchgeführter Beratungsprojekte - Projektfokus Kern- & Unterstützungsprozesse
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
WBA Referenzfolien durchgeführter Beratungsprojekte Projektfokus Kern- & Unterstützungsprozesse

Industrieberatung
Übersicht des ganzheitlichen Beratungsangebots der WBA
Markt- & Produkt- & Intelligente Werkzeuge
Kundenpotenzial Servicespektrum & Dienstleistungen
Kundennutzensteigerung (extern)
Wettbewerbsanalyse & Strategie
Effizienzsteigerung (intern)
Lean-, Prozess- & Lieferantenauswahl & Industrie 4.0 & Aufbau- &
Projektmanagement -management Vernetzung Ablauforganisation
Unterstützende Prozesse
Vertrieb, Entwicklung und Konstruktion Mechanische Fertigung, Montage und Try-out Serienproduktion
Engineering,
Kundengewinnung & Planung & Layout & Werkzeug-Lifecyle-
Konstruktion &
Vertrieb Steuerung Standort cost-Optimierung
CAx-Prozesskette
Kalkulation & Additive Technologie- Fertigungskonzeption Auslegung Werkzeug-
$ Preisbildung Fertigung einsatz & Automatisierung instandhaltung
Legende: Markt und Kunde (extern) Kernprozesse (intern) Unterstützende Prozesse (intern)
Werkzeugbau Akademie | RWTH Aachen Campus Seite 2
Industrieberatung
Das Beratungsangebot der WBA im Detail (I/II)
Markt & Kunde Wettbewerb & Strategie
Markt- & Produkt- & Intelligente Werkzeuge Wettbewerbsanalyse
Kundenpotenzial Servicespektrum & Dienstleistungen & Strategie
Analyse technologischer Trends Analyse von markt- und Interne und externe Anforderungs- Benchmarking zur Bestimmung der
kundenseitigen Anforderungen analyse organisatorischen und
Analyse von Marktgrößen und
technologischen Leistungsfähigkeit
-entwicklungen Analyse des unternehmens- Identifizierung und Auswahl von
spezifischen Leistungsspektrums passenden Sensorik- und Identifikation von Handlungsfeldern
Ermittlung von Absatz- und
Aktoriklösungen
Beschaffungspotenzialen von Analyse von Kernkompetenzen Identifikation strategischer Erfolgs-
Leistungen Konzeption unternehmens- positionen und Strategieentwicklung
Gestaltung von ergänzenden
übergreifender Serviceplattformen
Identifikation potenzieller Kunden Dienstleistungen Entwicklung Umsetzungsroadmap
und Abnehmer von Leistungen und Ableitung konkreter Maßnahmen
Unterstützende Prozesse
Lean-, Prozess- & Lieferantenauswahl & Industrie 4.0 & Aufbau- &
Projektmanagement -management Vernetzung Ablauforganisation
Prozessanalyse und Definition von Beschaffungsumfängen Analyse und Reifegradbestimmung des Analyse von Tätigkeitsstrukturen und
Soll-Prozessgestaltung und relevanten Beschaffungsprozessen Status quo Bewertung des Wertschöpfungsgrads
Kennzahlendefinition und Lieferantenidentifikation, -bewertung Zielbild-, Konzept- und Roadmap- Prozessuale und organisatorische
informationstechnische Abbildung und -auswahl entwicklung inkl. Investitionsplanung Restrukturierung
Konzeption und Einführung eines Anbahnung und Ausgestaltung Ableitung konkreter Use-Cases inkl. Konzeption & Einführung agiler
(digitalen) Shopfloormanagements strategischer Partnerschaften Umsetzungsbegleitung Organisationsstrukturen
Definition und Umsetzung agiler Ganzheitliche Auslegung inter- Aufnahme und Analyse von Maschinen- Maßnahmenableitung zur Gestaltung
Projektmanagementmethoden nationaler Werkzeugversorgung und Fertigungsdaten des organisatorischen Wandels
Werkzeugbau Akademie | RWTH Aachen Campus Seite 3
Industrieberatung
Das Beratungsangebot der WBA im Detail (II/II)
Kernprozesse
Kundengewinnung & Kalkulation & Planung & Instandhaltung &
Marketing $ Preisbildung Steuerung
Layout & Standort
Reparatur
Analyse von markt- und kunden- Analyse und Optimierung der Fertigungsprozessanalyse und Materialflussanalyse und Datenerfassung und -auswertung
seitigen Anforderungen eingesetzten Kalkulationsmethoden Ableitung von Standardprozessfolgen -optimierung sowie Kennzahlenbestimmung für
eine höhere Transparenz
Entwicklung von Vertriebs- und Analyse von durchgeführten Konzeption von virtueller/physischer Grob- und Feinlayoutgestaltung
Marketingstrategien Kalkulationen zur Kostenoptimierung Segmentierung sowie Taktung sowie -optimierung Optimierung von Ersatzteilmengen
durch Standzeitanalyse und
Identifikation und Auswahl relevanter Erarbeitung von Lösungen zur Konzeption von Hard- und Software zur Konzeptionierung und Detaillierung
Prozessdefinition
Marketinginstrumente Datenerfassung und -bereitstellung Datenerfassung und -bereitstellung von Logistikkonzepten
Auslegung von vorbeugender
Detaillierung ausgewählter analoger Anforderungsdefinition und Auswahl Anforderungsdefinition und Auswahl Planung und Unterstützung von
Instandhaltung und Reparaturen
und digitaler Marketinginstrumente von Kalkulationssoftware von Planungssoftware Umzügen und Verlagerungen
Engineering,
Additive Fertigungskonzeption
Konstruktion & Technologieeinsatz
Fertigung & Automatisierung
CAx-Prozesskette
Konzeption und Einführung Identifikation von technologischen Bestimmung und Detaillierung der Analyse des aktuellen und
synchronisierter und agiler Anwendungsfeldern fertigungstechnologischen zukünftigen Werkstückspektrums
Produktentwicklungsprozesse Leistungsfähigkeit
Anforderungs- und Nutzenanalyse Entwicklung eines Fertigungs-
Bewertung und Optimierung der bezogen auf das Werkstückspektrum Technologiebewertung und konzepts und Technologie-
Werkzeugstandardisierung Wirtschaftlichkeitsrechnung roadmapping
Technologiebewertung und
Anforderungsdefinition und Auswahl Maschinenauswahl Analyse und Optimierung der Anforderungsanalyse, Spezifikation
von CAx-Systemen Fertigungsprozesse und -verfahren und Auswahl von Maschinen
AM-Integration in bestehende
Analyse und Optimierung der CAx- Prozessketten mit Fokus auf Analyse und Optimierung der Haupt-, Konzeption und Auswahl von
Prozesskette Weiterbearbeitung Neben- und Rüstzeiten Automatisierungslösungen
Werkzeugbau Akademie | RWTH Aachen Campus Seite 4
Industrieberatung
Vier unterschiedliche Projektfokusse innerhalb der Beratungsprojekte
Markt & Kunde Strategie & Wettbewerb
Kern- &
Individuelle Kombination
Unterstützungsprozesse
Werkzeugbau Akademie | RWTH Aachen Campus Seite 5
Industrieberatung
Kern- & Unterstützungsprozesse
Kern- &
Unterstützungsprozesse
Werkzeugbau Akademie | RWTH Aachen Campus Seite 6
Aufnahme und Analyse des Fräsprozesses im Großmaschinenpark von Audi zur
Senkung der Nebenzeiten
Vorgehensweise
Prozessaufnahme und Dokumentation des Dokumentation der
1. Aufnahme
Prozessaufnahme
Großmaschinenparks und Ermittlung der aktuellen Maschinentechnik
Verteilung von Hauptzeit und nicht produktiver Zeit
Analyse des aktuellen Ist-Prozesses der mechanischen
Fertigung im Fräsbereich und Vergleich mit Wettbewerbern
hinsichtlich ausgewählter Kennzahlen
Wettbewerbs- Analyse der Ursachenanalyse
2. Analyse
Priorisierung der Optimierungspotentiale und Ableiten von vergleich Ist-Prozesse auf dem Shopfloor
Maßnahmenplänen mit zugeordneten Verantwortlichkeiten
3. Umsetzung
Priorisierung der
Maßnahmenpläne
Handlungsfelder
1
2
3
4
Ergebnisse
fraisa
► Ermittelter Wettbewerbsvergleich hinsichtlich der Haupt- und Nebenzeiten im Großmaschinenpark
► Identifizierte Handlungsfelder und abgeleitete Maßnahmenpläne zur Senkung der Nebenzeiten
Werkzeugbau Akademie | RWTH Aachen Campus Seite 7
Reduzierung der Werkzeugvarianz durch Einführung von standardisierten
Werkzeugkonstruktionen bei Bekomold
Vorgehensweise
Aufnahme des Werkzeug- und Produktspektrums von Bekomold 1 Charakteristischer modularisierter Werkzeugaufbau
Mold base modules
Moving Half (MH) Fixed Half (MH) Mold base module 1 = CP 1 + PP 2 + EP 2 …
Durchführung einer Detailanalyse von über 200 Werkzeugen Slide
system
Mold base module 2 = CP 2 + PP 3 + EP 2 …
Slide
hinsichtlich Baugruppen und Komponenten auf Stücklistenbasis Individual mold base = CP 3 + PP X* + EP 3 …
Pre-movement plate
inserts
Moving plate (MP)
Ejector plate (EP)
Fixed plate (FP)
Clamped plate
sowie hinsichtlich Anzahl, Durchmesser, Positionierung und CP CP CP CP
inserts
inserts
inserts
inserts
inserts
…
(CP)
(PP)
MP
CP
PP
FP
1 2 3 n
EI
Sub-modules
Layout der Kavitäten PP 1 PP 2 PP 3 … PP n
PP
X*
Slide
inserts
Definition eines charakteristischen Werkzeugaufbaus bestehend Slide
system
EP 1 EP 2 EP 3 … EP n
… … … …
aus Modulen und Sub-Modulen sowie einheitlicher Standards
für die diversen Plattengrößen 2 Entscheidungsmatrix zur Auswahl von Standardwerkzeugen
Definition erforderlicher Standardwerkzeuge zur Reduzierung
der Variantenvielfalt
1 Receive information on article &
quantity of cavities by customer
Entwicklung einer Entscheidungsmatrix zur auftragsspezifischen
Double check
2 Define cavity diameter
(stack diameter)
Auswahl der Standardwerkzeuge in der Werkzeugkonstruktion 3 Define if slide or
non-slide mold
4 Choose plate size &
decide if standard can be used
Ergebnisse Use matrix &
apply standard template
► Charakteristischer modularisierter Werkzeugaufbau bestehend aus austauschbaren Modulen und Sub-Modulen
► Entwickelte Entscheidungsmatrix zur Auswahl von Standardwerkzeugen in der Werkzeugkonstruktion
Werkzeugbau Akademie | RWTH Aachen Campus Seite 8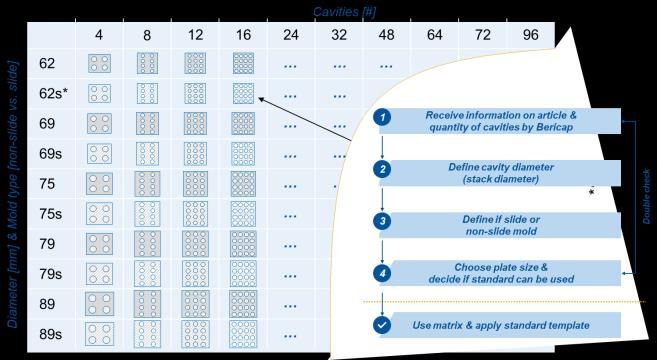
Optimierung der Projektplanung und -steuerung im internen Werkzeugbau der
Otto Bihler Maschinenfabrik GmbH & Co. KG
Vorgehensweise
Durchführung einer detaillierten Analyse des Auftrags- Analyse
abwicklungs- und Planungsprozesses sowie einer Auswertung Auftrags-
A B Benchmarking
projektbezogener Auftragsdaten abwicklung
Ableitung eines Stärken- und Schwächen-Profils für Mitarbeiter-
Projektplanung und -steuerung sowie übergeordnet für C Auftragsdaten D
interviews
die gesamte Auftragsabwicklung
Konzeption Zielzustand
Entwicklung und Beschreibung eines Soll-Zustands einer
digital vernetzten Projektplanung und -steuerung, beste-hend
aus Grobplanung, Feinplanung und Steuerung A
Definition von
Handlungsfeldern
Festlegung und Priorisierung von Maßnahmen zur Umsetzung
des definierten Zielzustands der Projektplanung und
-steuerung Maßnahmenplanung
Unterstützung und Controlling der operativen Umsetzung der
Maßnahmen A
Definition von
B
Priorisierung
Maßnahmen von Maßnahmen
Ergebnisse
► Entwickelter und beschriebener Zielzustand einer digital vernetzten Projektplanung und -steuerung
► Detaillierte Maßnahmen mit Verantwortlichkeiten und Fristen zur Erreichung des Zielzustands
Werkzeugbau Akademie | RWTH Aachen Campus Seite 9
Werkzeugbauzentralisierung und Auslegung Fertigungslayout der Böhler
Schmiedetechnik
Vorgehensweise
Analyse des aktuellen sowie Kalkulation des zukünftigen
Ressourcenbedarfs und Ressourcenangebots
Quantitative und qualitative Bewertung der Projektstufen
Werkzeugbauzentralisierung in einem Business Case sowie Ressourcen-
Entscheidung über die Werkzeugbau-zentralisierung analyse
Entwicklung eines materialflussorientierten Fertigungslayouts
für den zentralisierten Werkzeugbau
Business Case
Erarbeitung eines detaillierten Umzugsplans für jede Bewertung
Ressource
Kalkulation der Einsparpotenziale sowie der Amortisation des
zentralisierten Werkzeugbaus Layout-
gestaltung
Ergebnis
► Zentralisierter und ressourcenseitig sowie layoutseitig neu ausgelegter Werkzeugbau unter Berücksichtigung von
Budgetrestriktionen
Werkzeugbau Akademie | RWTH Aachen Campus Seite 10Umzugskoordination und Mitarbeiterschulung für den internen Werkzeugbau der
Firma Böllhoff
Vorgehensweise
Erarbeitung eines stufenweisen Umzugsplans mit detaillierten
Umzugsplanung
Zuständigkeiten sowie der zeitlichen Abfolge der Böllhoff - Umzugsplanung
Was
Neue Aufgabe?
Datum 10.12.2015
Plan
Wann
Ist
Verantwortlich Mitwirkend notwendige Vorarbeiten Status
7Tage Verzug
Umzugstätigkeiten zur Minimierung des Fertigungsausfalls
Start Ende Dauer (Tage) Start Ende Dauer (Tage) Böllhoff intern Fremdfirma 14Tage Verzug
1 Maschinenumzug 05.10.2015 30.06.2016 269
Umzug Drehmaschine 10.10.2015 11.11.2015 32 11.11.2015 12.11.2015 1 Abteilung XY/Herr Schmidt Fertigung - Anschlüsse verlegen, Hallenboden erneuern erledigt
Umzug Presse 12.11.2015 13.12.2015 31 12.11.2015 Abteilung XY/Herr Schmidt - Transportunternehmen Anschlüsse verlegen, Fundament gießen, Transportgerät mieten gestartet
Aufgabe 3 13.11.2015 30.06.2016 230 nicht gestartet
Aufgabe 4 06.11.2015 08.12.2015 32 06.12.2015 08.12.2015 2 erledigt
Aufgabe 5 15.11.2015 29.11.2015 14 07.12.2015 08.12.2015 1 erledigt
Aufgabe 6 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 7 02.11.2015 30.12.2015 58 nicht gestartet
Aufgabe 8 05.10.2015 17.02.2016 135 nicht gestartet
2 Einkauf Ausrüstungsgegenstände 05.10.2015 30.12.2015 86
Aufgabe 2.1 16.10.2015 02.12.2015 47 nicht gestartet
Aufgabe 2.2 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 2.3 18.11.2015 20.11.2015 2 20.11.2016 gestartet
Aufgabe 2.4 05.10.2015 30.12.2015 86 nicht gestartet
Aufgabe 2.5 10.10.2015 11.11.2015 32 nicht gestartet
3 Umzug Montage 05.10.2015 30.12.2015 86
Aufgabe 3.1 26.11.2015 12.12.2015 16 nicht gestartet
Aufgabe 3.2 13.11.2015 30.11.2015 17 nicht gestartet
Aufgabe 3.3 16.10.2015 02.12.2015 47 18.10.2015 04.12.2015 47 erledigt
Definition und Beschaffung von notwendiger neuer
Aufgabe 3.4 10.10.2015 11.11.2015 32 nicht gestartet
Aufgabe 3.5 05.10.2015 30.12.2015 86 nicht gestartet
Aufgabe 3.6 30.11.2015 07.12.2015 7 nicht gestartet
4 Umzug Technikum 05.10.2015 12.05.2016 220
Aufgabe 4.1. 01.11.2015 12.05.2016 193 nicht gestartet
Aufgabe 4.2 13.11.2015 30.11.2015 17 nicht gestartet
Aufgabe 4.1. 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 4.3 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 4.1. 16.10.2015 02.12.2015 47 16.10.2015 gestartet
Aufgabe 4.4 02.11.2015 30.12.2015 58 nicht gestartet
Aufgabe 4.1. 05.10.2015 30.12.2015 86 nicht gestartet
5 Umzug Lager 05.10.2015 30.12.2015 86
Aufgabe 5.1 01.12.2015 12.12.2015 11 nicht gestartet
Aufgabe 5.2 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 5.3 16.11.2015 02.12.2015 16 nicht gestartet
Ausstattung sowie von Transportdienstleistungen
Aufgabe 5.4 10.10.2015 11.11.2015 32 nicht gestartet
Aufgabe 5.5 05.10.2015 30.12.2015 86 nicht gestartet
6 Fertigungslogistik 10.10.2015 12.06.2016 246
Markierungen kleben 01.12.2015 12.12.2015 11 nicht gestartet
Aufgabe 6.2 10.10.2015 11.11.2015 32 nicht gestartet
Aufgabe 6.3 06.02.2016 12.06.2016 127 nicht gestartet
Aufgabe 6.4 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 6.5 16.11.2015 02.12.2015 16 nicht gestartet
Umzugskoordination
Aufgabe 6.6 02.11.2015 30.12.2015 58 nicht gestartet
7 Vorarbeit für den Fertigungsausfall während Umzug 10.10.2015 30.12.2015 81
Aufgabe 7.1 01.12.2015 12.12.2015 11 nicht gestartet
Aufgabe 7.2 13.11.2015 30.11.2015 17 nicht gestartet
Aufgabe 7.3 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 7.4 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 7.5 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 7.6 02.11.2015 30.12.2015 58 nicht gestartet
Aufgabe 7.7 10.10.2015 11.11.2015 32 nicht gestartet
Koordination des Umzugs
Implementierung des erarbeiteten Layouts an neuem Standort
Schulung und Motivation der Mitarbeiter für die Veränderungen
zum neu eingeführten Fertigungskonzept „industrieller Mitarbeiterschulung
Werkzeugbau“ durch Lernspiele und Vorträge
Ergebnisse
► Umzug des Werkzeugbaus bei minimalem Fertigungsausfall in eine neue, produktionstechnisch optimierte Werkshalle
► Geschulte Mitarbeiter mit verbessertem Verständnis für industriellen Werkzeugbau
Werkzeugbau Akademie | RWTH Aachen Campus Seite 11Analyse von Heißkanalsystem-Anbietern für deninternen Werkzeugbau der Firma
Böllhoff
Vorgehensweise
Identifizierung von Heißkanalsystem-Anbietern im
deutschsprachigen Raum
Erstellung eines
Erstellung eines unternehmensspezifischen Anforderungsprofils
Anforderungsprofils zur systematischen Bewertung der
Eignung der Heißkanalsystem-Anbieter
Auswertung und Validierung
Detaillierung und Gewichtung der definierten Anforderungen in der Fragebögen
Bezug auf Leistungsumfang, Technologieeinsatz, etc.
Erstellung und Versand eines Fragebogens zur
systematischen Erhebung der notwendigen Informationen der
Heißkanalsystem-Anbieter Erstellung von
Unternehmensprofilen
Validierung der Auswertungsergebnisse durch den Vergleich
mit Erfahrungswerten ausgewählter Partnerunternehmen und
Anbieterempfehlung
Ergebnisse
► Detailliertes Anforderungsprofil für Heißkanalsystem-Anbieter des Unternehmens
► Stärken-Schwächen-Profile der Key Player für Heißkanalsysteme im deutschsprachigen Raum
Werkzeugbau Akademie | RWTH Aachen Campus Seite 12Technologie-Roadmap und Investitionsbedarf für den internen Werkzeugbau von
Böllhoff
Vorgehensweise
Analyse der Werkstücke und der Fertigungsdaten sowie
strategische Entscheidungen zur Werkzeugproduktion
Werkstück- und
Untersuchung der zukünftigen Entwicklungen im Fertigungsanalyse
Produktportfolio und der damit verbundenen
Produktionsanforderungen
Auswertung und Auswahl der geeigneten
Fertigungstechnologien für die zukünftige Werkzeugproduktion Auswahl des
passenden Konzepts
Entwicklung geeigneter Fertigungskonzepte für den internen
Werkzeugbau unter Berücksichtigung möglicher
Produktionsstrategien
Ableitung einer Technologie-Roadmap für das ausgewählte
Fertigungskonzept inklusive Investitionsentscheidungen für
Technologien und zugehörige Maschinen Ableitung einer
detaillierten
Investitions-Roadmap
Ergebnis fraisa
► Umfassende Technologie-Roadmap mit Investitionsentscheidungen über Technologien und damit verbundene
Produktionsressourcen, um das unternehmensspezifische Fertigungskonzept zu erreichen
Werkzeugbau Akademie | RWTH Aachen Campus Seite 13Analyse und Optimierung des Auftragsdurchlaufs im Böllhoff Werkzeugbau
Vorgehensweise
Quantitative Betrachtung der drei Dimensionen Geschwin-
digkeit, Termintreue und Kosteneinhaltung im Form einer Quantitative Qualitative
projekt- und werkzeugart-spezifischen Auftragsdatenanalyse Prozessanalyse Prozessanalyse
sowie Vergleich der ermittelten Werte mit dem Wettbewerb
Qualitative Betrachtung des Auftragsabwicklungsprozesses Geschwindigkei
t
zur Identifizierung von Ursachen für die quantitativ aufge- Termintreue
deckten Schwachstellen und Ermittlung weiterer
Optimierungspotenziale Kosteneinhaltung
Definition von Sofortmaßnahmen zur kurzfristigen Begegnung
erster Schwachstellen Werkzeug- und projektartspezifische
Ableitung von Kennzahlen zum zukünftigen kontinuierlichen Schwachstellen
Tracking der Leistungsfähigkeit des Werkzeugbaus
Entwicklung eines optimierten Soll-Auftragsabwicklungs-
Maßnahmen
prozesses und Ableitung einer Maßnahmenroadmap -roadmap
Konzeptionierte Gestalteter
Sofortmaßnahmen Soll-Prozess
Ergebnisse
► Aufgedeckte Schwachstellen auf Basis einer Daten- und Prozessanalyse
► Entwickelte Sofortmaßnahmen und abgeleiteter Soll-Auftragsabwicklungsprozess
Werkzeugbau Akademie | RWTH Aachen Campus Seite 14Planungssystematik und PPS-Softwaresystemauswahl im Werkzeugbau
Vorgehensweise
Analyse der Planungssystematik und Ableitung eines
zukünftigen Planungsvorgehens
Vorauswahl
Erstellung eines Lastenhefts für ein PPS-Softwaresystem
− Identifikation von unternehmensspezifischen
Anforderungen
− Beschreibung von erforderlichen Funktionalitäten
Auswahl eines PPS-Softwaresystems
− Analyse vorhandener PPS-Softwaresysteme
− Definition eines Bewertungssystems für PPS-
Softwaresysteme
− Bewertung der analysierten PPS-Softwaresysteme
Auswahl
Ergebnis
► Auswahl eines PPS-Softwaresystems zur Gestaltung einer systemunterstützten Planungssystematik zur Verbesserung der
Leistungs- und Wettbewerbsfähigkeit
Werkzeugbau Akademie | RWTH Aachen Campus Seite 15Umsetzungsbegleitung der Werkzeug- und Prozessstandardisierung bei
Braunform
Vorgehensweise
Analyse des Produkt- und Werkzeugspektrums Makro- und mikrogeo-
Durchführung einer makro- und mikrogeometrischen Bauteil- metrische Bauteilanalyse
analyse auf Basis von 57 zur Verfügung gestellten Stücklisten
Bewertung des Standardisierungspotenzials von relevanten
Bauteilen in definierten Produkt- und Werkzeugspektren
Verifizierung des Standardisierungspotenzials durch Mitarbeiter der
Konstruktion, der Arbeitsvorbereitung sowie der Fertigung Ableitung Standar-
disierungspotenziale
Definition von Handlungsfeldern der Werkzeugstandardisierung: Definition Hohes Standardisierungspotenzial
– Durchführung der Bauteilstandardisierung Handlungsfelder Mittleres Standardisierungspotenzial
– Einführung von Identifikationsnummern
Niedriges Standardisierungspotenzial
– Standardisierung bei Folgeaufträgen
Aufwand- und Nutzenbewertung der Werkzeugstandardisierung
Ableitung einer Roadmap 2025 zur Sicherstellung und Aufwand-/
Roadmap 2025 Nutzenbewertung
Synchronisierung der Werkzeug- und Prozessstandardisierung
Ergebnisse
► Identifizierte europäischen Absatzmärkte für Werkzeuge zur Herstellung von Hitzeschutzblechen
► Unternehmenssteckbriefe von identifizierten potenziellen Kunden für den Werkzeugbau von Bilsing
Werkzeugbau Akademie | RWTH Aachen Campus Seite 16Neuausrichtung und Industrialisierung des internen Werkzeugbaus am Standort
Traunreut
Vorgehensweise
Positionierung und Neuausrichtung des internen
Werkzeugbaus im Konzern
Projekt „Werkzeugbau mit Zukunft“
Standardisierung auf Werkzeugklassen-, Bauteilgruppen- und
Komponentenebene
Ableitung von Standardprozessfolgen und Fokussierung u. Kooperation
Standardarbeitsplänen der Fertigung
Segmentierung der Werkzeugfertigung und Ableitung eines
ermöglicht
Werkzeugstandardisierung
erfordert
Planungsvorgehens
Umsetzung einer synchronen Fertigung nach dem Fluss-
Prinzip
Prozessstandardisierung
Synchronisierung
Ergebnisse
► Erarbeitung und Umsetzung eines Konzepts einer zukunftsweisenden Werkzeugfertigung
► Realisierung einer kontinuierlichen Produktivitätssteigerung von 20% über 4 Jahrez
Werkzeugbau Akademie | RWTH Aachen Campus Seite 17Erschließung von Kostenpotenzialen durch Modularisierung und
Standardisierung des Werkzeugprogramms
Vorgehensweise
Quick-Check Modularisierungsstatus
Analyse des Produktspektrums 3
Rahmen/Thermoplast/ 2-Loch
1
Analyse der Werkzeugtypen ◼ Standardbeschreibung
Identifikation von Potenzialen ◼ Liefervorschriften
◼ Standardgestell 3 (3D-Daten)
Werkzeugstandardisierung und –modularisierung
◼ Flachführung A2 (3D-Daten)
Verbesserung des Werkzeugbeschaffungs-prozesses WBA
Ableitung von Handlungsmaßnahmen
2 Merkmal A Merkmal B Merkmal C Merkmal D Merkmal E
(#: 2) (#: 2) (#: 2) (#: 2) (#: 3)
C-1 D-2 E-1
B-1 C-2 D-2 E-1
E-1
A-1 B-2 C-2 D-1
E-2
A-2 B-1 C-1 D-1 E-3
C-2 D-1 E-2
Ergebnisse
► Definition von sieben Standard-Werkzeuggestellen für Thermoplast-Spritzgießwerkzeuge
► Definition von variantenübergreifenden Werkzeugmodulen
► Konzeption eines Tools zur Unterstützung der Beschaffung von modularisierten Werkzeugen
Werkzeugbau Akademie | RWTH Aachen Campus Seite 18Steigerung des Standardisierungsgrads im Sonder-
anlagenbau am Beispiel Fahrwerke für Vorrichtungen
Vorgehensweise
Bewertung des aktuellen Status Quo hinsichtlich des Brennerzustellung
mehrere
Standardisierungsgrads im Sonderanlagenbau Brennerzustellung Positionen, kleine Brennerzustellung Positionier-fahrwerk
Funktion 2 Positionen Wege manuell 2 Positionen
Identifizierung von Standardisierungspotenzialen auf Basis
bestehender Ähnlichkeiten und Anforderungen Servomotor, Pneumatik, D
Pneumatik, Kugel/ Spindel, Kugel/ mit Spindel, Kugel/ Kugel/ Rollen-
Entwicklung von Ansätzen zur Standardisierung anhand der Technologische Umsetzung
Rollen-Führung,
kleine Tragzahl
Rollen-Führung,
kleine Tragzahl
Rollen-Führung,
kleine Tragzahl
Führung,
kleineTragzahl mittlere Tragzahl große Tragzahl
R
Pilotbaugruppe Fahrwerke Grobdefintion der Standards
Beschreibung der Komponenten
Grundplatte Größe 1b Größe 1b Größe 1b Größe 1a Größe 2a Größe 3a G
Definition von Maßnahmen und Erstellung eines Soll- Wagenplatte Größe 1b Größe 1b Größe 1b Größe 1a Größe 2a Größe 3a G
Fußplatte Größe 1d Größe 1c Größe 1c Größe 1b Größe 2b Größe 3b G
Prozesses/ Umsetzungsplans Kopfplatte Größe 1d Größe 1c
Komponente K3 Größe 1c Größe 1b
Komponente K7 Größe 2b Größe 3b G
Kugel/Rollen- Kugel/Rollen- Kugel/Rollen- Kugel/Rollen- Kugel/Rollen- Kugel/Rollen- K
Bewertung von effizienten Produktionslosgrößen mittels einer Führung
Anzahl 1
Führung
Anzahl 1
Führung
Anzahl 1
Führung
Anzahl 2
Führung
Anzahl 2
Führung
Anzahl 2
F
A
Größe 1 Größe 1 Größe 1 Größe 1 Größe 2 Größe 3 G
Kostenabschätzung Abstand: 0 Abstand: 0 Abstand: 0 Abstand 1 Abstand 2 Abstand 3 A
Führungsschiene Länge variabel Länge variabel Länge variabel Länge variabel Länge variabel Länge variabel L
Größe 1 Größe 1 Größe 1 Größe 1 Größe 2 Größe 3 G
Anzahl 1-2 Anzahl 1-2 Anzahl 1-2 Anzahl 4 Anzahl 4 Anzahl 4 A
Führungswagen Abstand 1 Abstand 1 Abstand 1 Abstand 1 Abstand 2 Abstand 3 A
Spindel: Spindel: S
Kugel/Roll, Kugel/Roll, K
Durchmesser 1, Durchmesser 1,
Modul K7/K3 D
Steigung 1 Steigung 1 S
Zahnstange, Spindel oder Zylinder 0 Länge variabel Länge variabel 0 0 0 L
Kupplung / Zylinderanbindung Z-Anbindung 1 Typ 1b Handkurbel Z-Anbindung 1 Z-Anbindung 2 Z-Anbindung 3 T
Motor oder Druckeinheit Zylinder 1 Servo Typ 1 0 Zylinder 1 Zylinder 2 Zylinder 3 D
Ergebnis Kupplungsglocke 0 Typ 1b 0 0 0 0 T
externes Wegmesssystem (linear) 0 0 0 0 0 0 0
Endlagenabfrage 2 Endschalter 0 0 2 Endschalter 2 Endschalter 2 Endschalter 2
► Prüfung und Durchführung von Standardisierungsoptionen anhand einer Pilotbaugruppe und Definition einer Modul-Roadmap
Federpaket mit Abfrage (Spanndruck0 erreicht) 0 0 0 0 0 0
Andruckstück (bauteilabängig) bauteilabhängig bauteilabhängig bauteilabhängig bauteilabhängig bauteilabhängig bauteilabhängig b
inklusive Sollprozess zur weiteren Standardisierung der Produkte
Werkzeugbau Akademie | RWTH Aachen Campus Seite 19Unterstützung des Daimler internen Projektes „Prozessanalyse Werkzeugbau für
die Erweiterung des Betriebsmittelbaus“
Vorgehensweise
Simulation von Segmentierungsszenarien
Definition der Fertigungstiefe
Ressourcenaufteilung/ Hallenlayout
Detaillierte Ausarbeitung der Prozessschritte Kapazitäten u.
Prozesse
Ressourcen
Aufgabenbeschreibung/ Tätigkeitsabgrenzung
Einbindung der Segmente in den Gesamtkontext
Definition der Schnittstellen Werkzeugbau
Industrialisierung der Werkzeugeinführung
Gesamt-
Aufgaben
kontext
Ergebnisse
► Detaillierter Konzeptentwurf zur Erweiterung und Segmentierung des Werkzeugbaus
► Konzept zur Standardisierung der Werkzeugeinführung
Werkzeugbau Akademie | RWTH Aachen Campus Seite 20Optimierung des Angebotserstellungsprozesses und der Kalkulationssystematik
bei DMW
Vorgehensweise
Analyse der erstellten Angebote und durchgeführten Aufträge
hinsichtlich Auftragsarten und Werkzeugtypen
Festlegung möglicher Vergleichscharakteristika
Standardisierung der vorhandenen Daten von durchgeführten
Werkzeug-Projekten B C D E
Methoden- Daten- Angebots- Angebots-
definition bestimmung erstellung freigabe
Ableitung einer Kalkulationssystematik und Umsetzung im
Rahmen eines Access-Tools M0 M1 M2 M3
Aufnahme des Angebotserstellungsprozesses und
Durchführung von Mitarbeiterinterviews
Definition des Angebotserstellungsprozesses inkl. Festlegung
von Meilensteinen
Ableitung eines Regelwerks zur operativen Umsetzung
Ergebnisse
► Detaillierter Angebotserstellungsprozess mit definierten Meilensteinen und festgelegtem Regelwerk
► Anfrage- und Projektdatenbank inklusive Kalkulationssystematik auf Basis von Microsoft Access
Werkzeugbau Akademie | RWTH Aachen Campus Seite 21Analyse und Szenariokonzeption der CAx-Prozesskette im internen Werkzeugbau
von ERCO
Vorgehensweise
Visualisierung und Optimierung des Auftragsabwicklungs-
prozesses und der CAx-Prozesskette
Analyse des gesamten Auftragsabwicklungsprozesses im
Werkzeugbau
Analyse der eingesetzten CAx-Systeme entlang der Prozesskette
Technologische Festkriterien
Prüfen möglicher Ansatzpunkte für eine Optimierung im Sinne
Technologische Automatische
einer durchgängigen CAx-Prozesskette Wunschkriterien Programmierung
Szenarien für CAx-Prozesskette
Vorstellung geeigneter Software-Lösungen zur durchgängigen
Entwicklungspotential Kollisionssimulation
CAx-Prozesskette
Erarbeitung eines Anforderungsprofils für CAx-Systeme Greenfield
Anfertigung eines möglichen Soll-Szenarios für die Einführung Upgrade
Einsatz im Werkzeugbau
eines optimalen CAx-Systems
Optimierter
Partnerschaft mit
Aufzeigen der zeit- und kostenbestimmenden Faktoren Steuerungsherstellern
Status-quo
fraisa
Ergebnisse
► Software-Szenarien um Potentiale in der Durchgängigkeit der CAx-Prozesskette zu heben
► Sollkonzept als Leitfaden zur Einführung eines CAx-Systems
Werkzeugbau Akademie | RWTH Aachen Campus Seite 22Durchführung eines Workshops zur Optimierung der Werkzeugkalkulation beim
FASSNACHT Werkzeug-Formenbau
Vorgehensweise
Analyse des aktuellen Kalkulationsvorgehens und Diskussion von
Kalkulationsmethode mit individuell
Potenzialen in der Werkzeugkalkulation definierten Standardwerten
Grundpreis (GP) [€]
Vorstellung und Diskussion branchenüblicher Kalkulationsmethoden 1
Anspritzung [€] Grundpreis aus
Entwicklung einer Datenbankstruktur für bereits abgeschlossene entwickelter Datenbank
…
Werkzeugprojekte zur systematischen Identifikation ähnlicher
Produkte als Kalkulationsgrundlage = Zwischensumme 1 (ZS1) [€]
2 z. B. Entformung, Konturen
oder Werkzeuggröße
Entwicklung einer Kalkulationsmethode mit individuell definierten Kavitäten [Faktor * ZS1]
Standardwerten für unterschiedliche Werkzeugspezifikationen = Zwischensumme 2 (ZS2) [€]
3 z. B. Risikofaktor oder
Versandaufschlag
Validierung der Kalkulationsmethode sowie der individuell definierten Kundenwertung [% * ZS2]
…
Standardwerte durch die Kalkulation verschiedener Werkzeugprojekte
= Angebotspreis (AP) [€]
Diskussion und Definition des weiteren Vorgehens zur 4
Implementierung der entwickelten Kalkulationsmethode
Ergebnisse
► Datenbankkonzept für bereits abgeschlossene Projekte als Kalkulationsgrundlage
► Auf Produktähnlichkeit basierende Kalkulationsmethode mit individuellen Standardwerten
Werkzeugbau Akademie | RWTH Aachen Campus Seite 23Entwicklung einer Industrie 4.0-Strategie für die fischer Werkzeug- und
Formenbau GmbH
Vorgehensweise
Analyse der Kernprozesse und Identifikation von Bereichen mit Identifikation aller zu
hohen Optimierungspotenzialen betrachtenden Bereiche mit
Durchführung eines Branchenvergleichs zur Ermittlung des Status konkretem Nutzenpotenzial
quo sowie des angestrebten Industrie 4.0-Reifegrads der einzelnen Branchenvergleich Industrie 4.0-Reifegradbewertung
Bereiche Ermittlung des X
X
Industrie 4.0- fischer X
Vernetzung
Recherche und Detaillierung bzw. Anpassung von Industrie 4.0-
Computer-
isierung
Adaptabiltiät
Reifegrads der
Vorhersage
Anwendungen für den Werkzeugbau zur Adressierung der
lisierung
parenz
Trans-
Visua-
einzelnen Bereiche
identifizierten Bereiche Branche
Bewertung der Industrie 4.0-Anwendungen für die jeweiligen
Bereiche Monetäre Nutzen-/
Aufwandsbewertung Bewertung von
Zeitliche und inhaltliche Umsetzungsplanung der bewerteten Industrie 4.0-
Umsetzungsplanung
Industrie 4.0-Anwendungen Anwendungen für die
jeweiligen Bereiche
Konsolidierung aller Industrie 4.0-Anwendungen für die jeweiligen
Bereiche in einer Industrie 4.0-Roadmap sowie einer Industrie 4.0- Heute Q4/19 2020 Q3/20 2021
Strategie Ableitung einer Industrie 4.0- Definition Umsetzung
1 2 3
Roadmap und einer Prüfung
Implemen-
tierung
2
Ergebnisse Industrie 4.0-Strategie 1 3
Detaillierung
Vorbereitung
► Detaillierte Industrie 4.0-Anwendungen zur zukunftsfähigen Ausrichtung des fischer Werkzeugbaus
► Ausgearbeitetes Vorgehen inklusive Verantwortlichkeiten zur Umsetzung der Industrie 4.0-Strategie
Werkzeugbau Akademie | RWTH Aachen Campus Seite 24Ganzheitliche Analyse und Auslegung von Prozessen, Software, Organisation und
Vertrieb im fischer Werkzeugbau
Vorgehensweise
Analyse des aktuellen Auftragsabwicklungsprozesses im fischer
Werkzeugbau
Detaillierte Analyse von Kalkulationsvorgehen und Auftragsdaten
sowie daraus abgeleitete Identifikation von Ursachen für Kosten-
und Terminüberschreitungen
Prozess- Kalkulations- Auftragsdaten- Kostenüberschrei-
Auslegung eines effizienten Auftragsabwicklungsprozesses und analyse analyse analyse tungsanalyse
Definition notwendiger Maßnahmen zur Umsetzung
Optimierung des Planungsvorgehens und systematische Auswahl Definition Handlungsfelder
geeigneter Planungssoftware
Bewertung verschiedener Optionen für die Organisation des fischer
Werkzeugbaus und Ableitung einer Empfehlung zur
Segmentierung von Neu- und Reparaturwerkzeugbau
Systematische Festlegung der zukünftigen Ausrichtung des Auftragsabwick- Software- Organisations- Vertriebs-
lungsprozess landschaft struktur ausrichtung
Vertriebs des fischer Werkzeugbaus
Ergebnisse
► Effizienter und transparenter Auftragsabwicklungsprozess, welcher zukünftig durch eine systematisch ausgewählte
Planungssoftware unterstützt wird
► Systematische und zukunftsfähige Ausrichtung der Organisationsstruktur sowie des Vertriebs
Werkzeugbau Akademie | RWTH Aachen Campus Seite 25Systematische Auslegung der Planungssystematik und Auswahl eines passenden
PPS-Systems für den fischer Werkzeugbau
Vorgehensweise
Analyse des aktuellen Planungsvorgehens und Identifikation von
Schnittstellenproblemen Schritt 1:
Identifikation
22
Ableitung der Anforderungen an die Planung sowie an eine potenzieller
Anbieter
unterstützende Software zur verknüpften Planung für Grob- und
Feinplanung sowie Steuerung Interessenten-
selektion Schritt 2:
Identifikation relevanter PPS-Softwareanbieter und Vorauswahl 13
Analyse
Lastenheft und
mittels eines Lastenhefts Anbieterprofil
Detaillierter Vergleich der Softwarelösungen auf Basis von Online- Angebots-
sowie Vor-Ort-Vorstellungen der Softwareanbieter und Bewertung analyse Schritt 3:
entsprechend der Anforderungen des fischer Werkzeugbaus 7
Auswahl für
Online-
Vorstellung
Ausarbeitung einer Handlungsempfehlung unter Berücksichtigung
der Option zur internen Optimierung eines eigenentwickelten PPS- Systematische
Softwaresystems Bewertung Schritt 4:
Auswahl für
3 Vor-Ort-
Vorstellung
Detail-
analyse Schritt 5:
Ergebnis 1 Einführungs-
empfehlung
► Verbesserung der Kosten- und Termintreue durch einen optimierten Planungsprozess und ein unterstützendes PPS-
Softwaresystem
Werkzeugbau Akademie | RWTH Aachen Campus Seite 26Optimierung der strategischen Ausrichtung und operativen Auftragsabwicklung
im Ford Werkzeugbau
Vorgehensweise
Analyse der Kernkompetenzen des Ford Werkzeugbaus Evaluierung und Vergleich Strategische Bewertung
des Produktspektrums der Prozessaktivitäten
− Aufnahme und Analyse der vorhandenen Kompetenzen auf Basis Mechanische Mechani
Material-
von Mitarbeiterinterviews sowie vorhandener Benchmarkingdaten Simulation Konstruktion Planung
vorbereitung
Fertigung
(klein)
Fertigu
(groß
− Vergleich der Kompetenzen des Ford Werkzeugbaus mit
Evaluierung:
Marktbegleitern ▪ Prozesse Handlungs-
▪ Insourcing empfehlung
− Ableitung von Maßnahmen zur Stärkung von Kernkompetenzen ▪ Outsourcing
und zur Erhöhung der Flexibilität
Konzeptionierung eines schnittstellenarmen Auftragsabwicklungsprozess
− Identifikation notwendiger Prozessschritte für die
Auftragsabwicklung und Analyse bestehender Entwicklung Prozess Ableitung konkreter Maßnahmen
und Meilensteine zur Umsetzung Final Design Freigabe
Schnittstellenprobleme
− Definition eines Soll-Prozesses inkl. Verantwortlichkeiten und M0 M1 M2 M3 M4
Kurzfristig M5 M6 M7
festgelegten Übergabeprozessen Phase 1 Phase 2 Phase 3 Phase Mittelfristig
4 Phase 5 Phase 6 Phase 7
Loadingphase/ Methoden- Konstruk tions- Arbeitsplanungs- Mechanische Zwischenaufbau Montage
−
Angebotsphase planung phase phase und CAM- Fertigung und Fertig-NC-
Ausarbeitung einer optimierten Organisationsstruktur zur Programmierung Bearbeitung
Umsetzung eines schnittstellenarmen ▪ Kapazitäten ▪ Werkzeug- Langfristig▪
▪ Konstruktion Fertigungsfol- ▪ Maschinen- ▪ Zwischen- ▪ Zusammen-
prüfen projekt prüfen erstellen genplan belegungsplan aufbau bau
Auftragsabwicklungsprozesses ▪ Kalkulationen ▪ Funktionelle (extern) erstellen erstellen ▪ NC- ▪ Funktionshub
durchführen Prozess- ▪ Konstruktion ▪ Zeitenplanung ▪ Maschinen- bearbeitung ▪ Abnahme
Ergebnis ▪ Fremdvergabe
von
methoden
planen
prüfen
▪ Konstruktion ▪
im PPS
Fremd-
vorbereitung
▪ Mechanische
▪ Vermessung
kritischer
Werkzeugen ▪ Simulation freigeben vergabe von Fertigung Bauteile
des ▪ Stücklisten Einzelteilen ▪ Abnahme der
► Vorgehensweise zur effizienten, wirtschaftlichen und leistungsfähigen Werkzeugherstellung
Bei externen durch Fokussierung
ableiten Fräsbear- auf
Werkzeugs und Prozess-
schritten
Kunden: ▪ 2D- beitung
Kernkompetenzen und Reduzierung der Schnittstellen ▪ Anfrage Zeichnungen ▪ Wirkflächen
konstruieren
analysieren erstellen
▪ Vertragswerk ▪ CAM-
Programm-
Werkzeugbau Akademie | RWTH Aachen Campus klären Seite 27
ierungFertigungskonzeption des externen Werkzeugbaus von Gebhardt Werkzeug- und
Maschinenbau
Vorgehensweise
Systematische Erfassung aller bearbeiteten Werkstücke
einschließlich detaillierten Eigenschaften über einen bestimmten
Zeitraum
Analyse der technologischen Fähigkeiten in Bezug auf angewandte
Fertigungstechnologien und eingesetzte Maschinen
Auswertung und Auswahl der geeigneten Fertigungstechnologien Technologie-
für zukünftige Werkstücke auswahl
Entwicklung und Bewertung möglicher zukünftiger
Fertigungskonzepte unter Berücksichtigung von Technologietyp
und Maschinenauslastung
Ableitung einer Investitions-Roadmap für das ausgewählte Konzept Entwicklung von
einschließlich definierter Technologien und Maschinen Fertigungskonzepten
Spezifikation der benötigten Maschinen in Bezug auf
technologische Leistung und Automatisierungstechnik
Spezifikation der
benötigten Maschinen
Ergebnis
fraisa
► Entwicklung des zukünftigen Fertigungskonzeptes mit spezifizierten Technologien und Maschinen, um langfristig die
Produktionsanforderungen zu erfüllen
Werkzeugbau Akademie | RWTH Aachen Campus Seite 28Gestaltung des Fertigungslayouts für den neuen Werkzeugbaustandort von GIRA
Vorgehensweise
Sensibilisierung und Mobilisierung der Mitarbeiter mithilfe 1
Sensibilisierung &
eines Lernspiels
Mobilisierung Mitarbeiter
Detaillierte Analyse der Fertigungsprozessfolgen
Entwicklung einer Roadmap zur Standardisierung der
Fertigungsprozessfolgen für Werkzeugkomponenten des
gesamten Werkzeugspektrums 2
Analyse Standardisierung 3
Erarbeitung von Grob- und Feinlayoutvarianten gemeinsam mit Fertigungsprozessfolgen Fertigungsprozessfolgen
den Mitarbeitern
Bewertung der erarbeiteten Layoutvarianten hinsichtlich
definierter Zielgrößen, wie bspw. Materialflussorientierung und
Erweiterbarkeit
Erarbeitung Grob- & 4 Bewertung & Auswahl 5
Auswahl einer Layoutvariante für den GIRA Werkzeugbau Feinlayoutvarianten Layoutvariante
Ergebnisse
► Mit den Mitarbeitern entwickeltes, detailliertes Fertigungslayout auf Basis definierter Zielgrößen
► Erarbeitete standardisierte Fertigungsprozessfolgen sowie Roadmap zur Prozessstandardisierung
Werkzeugbau Akademie | RWTH Aachen Campus Seite 29Erschließung von Kostenpotenzialen durch Modularisierung und
Standardisierung im Werkzeugbau
Vorgehensweise
Quick-Check Modularisierungsstatus Merkmal A Merkmal B Merkmal C Merkmal D Merkmal E
(#: 2) (#: 2) (#: 2) (#: 2) (#: 3)
Analyse des Produktspektrums
Analyse der Werkzeugtypen C-1 D-2 E-1
Identifikation von Potenzialen zur Werkzeugmodularisierung
und -standardisierung B-1 C-2 D-2 E-1
Ableitung von Handlungsmaßnahmen
E-1
Priorisierung der Maßnahmen nach Aufwand und Nutzen A-1 B-2 C-2 D-1
E-2
A-2 B-1 C-1 D-1 E-3
C-2 D-1 E-2
Ergebnisse
► Stärken-/ Potenzialprofil des Status Quo von Werkzeug- und Prozessstandardisierung
► Definition von variantenübergreifenden Werkzeugmodulen
► Erstellung eines Umsetzungsplans der Maßnahmen
Werkzeugbau Akademie | RWTH Aachen Campus Seite 30Entwicklung eines Werkzeugstandardisierungskonzepts für Hajdu Autotechnika
Vorgehensweise
Analyse des Produkt- und Werkzeugspektrums hinsichtlich Charakteristika der
Stückzahlen, Ähnlichkeiten und zukünftiger Entwicklung Serienbauteile und des
Serienprozesses
Makro- und mikrogeometrische Analyse der intern und extern
gefertigten Werkzeugkomponenten für das gesamte Standardisierte Werkzeugrahmen
Werkzeugspektrum
Definition von Konstruktionsrichtlinien für intern zu fertigende
Werkzeugkomponenten sowie zukünftiger Outsourcing-
Potenziale
Standardisierte Module der
Standardisierung von Werkzeugrahmen, Stammformen für Operationsstufen
Operationsstufen und individueller Werkzeugkomponenten
Erarbeitung einer einheitlichen Nomenklatur für alle
Werkzeugkomponenten
Ableitung einer ganzheitlichen Implementierungsroadmap
Konstruktionsrichtlinien basierend auf
mitsamt notwendiger Maßnahmen und Verantwortlichkeiten makro- und mikrogeometrischen Analysen
Ergebnisse Keine Anpassung der Module Nur Anpassung der formgebenden Teile
► Standardisierte Werkzeugrahmen, Operationsstufen und Werkzeugkomponenten je Werkzeugtyp
► Ganzheitliche Implementierungsroadmap zur Umsetzung der Standardisierung
Werkzeugbau Akademie | RWTH Aachen Campus Seite 31Neuorganisation der Fräsbearbeitung durch Fertigungskonzeption,
Maschinenauswahl und Automatisierungsempfehlungen
Vorgehensweise
Analyse des Werkstückspektrums mit anschließender
Datenkonsolidierung sowie Ableitung eines Werkstückklasse 1 Werkstückklasse 2 Werkstückklasse 3
120 120%
Anforderungsprofils
100 100%
107
154
Ableitung der Anforderungen an die Bearbeitungsmaschinen, 80 80%
Häufigkeit
Spannsysteme und CAx-Prozesskette und Automatisierung
25
60 60%
305
Bildung von Fertigungskonzepten und anschließende Auswahl 40 40%
1359
102
184
313
328
450
304
304
304
17
40
über Nutzwert- und Investitionskostenanalysen 20 20%
Ermittlung eines wirtschaftlichen Automatisierungsgrads und 0 0%
0
50
0
0
0
0
0
0
0
0
e
10
15
20
25
30
35
40
45
or
Erarbeitung eines Automatisierungskonzepts
M
Werkstücklänge [mm]
Länge [mm]
Längenvert eilung ohne Sondermaschinenbau
Längenvert eilung mit Sondermaschinenbau
Ant eil ohne Sondermaschinenbau
Ant eil mit Sondermaschinenbau
Hermle Hermle
Ergebnisse
► Maschinenauswahl unter Berücksichtigung des vorliegenden Werkstückspektrums
► Reduktion der benötigten Maschinen um 25%
Werkzeugbau Akademie | RWTH Aachen Campus Seite 32Prozessanalyse und -gestaltung im Hartmann Codier Werkzeugbau
Vorgehensweise
Durchführung einer quantitativen Analyse von Auftragsdaten 1 Auftragsdatenanalyse Engpassanalyse 2
hinsichtlich Plan- und Ist-Werten in den Dimensionen
Durchlaufzeit und Kosten
x
xxx € xxx €
xxx € x
xxx € xxx €
Durchführung einer Engpassanalyse aktueller
4.177€ x
x 2
xxx €
xxx € xxx € x
Tätigkeitsstruktur-
x x
x
x x x
x
xxx €
3
x x
Werkzeugprojekte hinsichtlich Bearbeitungszustand und
x
0 x x x x x x
analyse
Verzug Tätigkeit 1
Tätigkeit 2
Tätigkeit 3
Durchführung einer Tätigkeitsstrukturanalyse zur Identifikation Tätigkeit 4
4 Prozessanalyse Tätigkeit 5
Rollenverständnis 5
der Tätigkeiten in der Werkzeugbeschaffung Tätigkeit 6
Tätigkeit 7
Tätigkeit 8
Aufnahme des Auftragsabwicklungsprozesses und Tätigkeit 9
Tätigkeit 10
Durchführung von Mitarbeiterinterviews sowie Analyse des Tätigkeit 11
Tätigkeit 12
aktuellen Rollenverständnisses im Werkzeugbau Tätigkeit 13
Tätigkeit 14
Tätigkeit 15
Konzeptionierung eines optimierten Soll- Tätigkeit 16
Auftragsabwicklungsprozesses
Konzeptionierung optimierter
Soll-Auftragsabwicklungsprozess
Ergebnisse
► Identifizierte Potenziale im Auftragsabwicklungsprozess des Werkzeugbaus
► Optimierter Soll-Auftragsabwicklungsprozess inklusive definierter Meilensteine
Werkzeugbau Akademie | RWTH Aachen Campus Seite 33Umsetzungskoordination zur Prozessverbesserung der Werkzeugbeschaffung bei
der Hartmann Codier GmbH
Vorgehensweise
Definition von sechs Verbesserungsprojekten: KVP-Maßnahmen-Tool
− Optimierung Auftragsabwicklungsprozess
− Einführung Projektplanung und -management
− Lieferantenqualifizierung
− Vereinheitlichung Qualitätssicherung
− Optimierung IT-Systeme
− Einführung Kennzahlentracking
Steuerung der Projekte nach Scrum-Vorgehensweise
Einführung eines iterativen Projektmanagement-vorgehens zur
Weekly
Durchführung der Verbesserungs-projekte angelehnt an die Scrum- Scrum Monatliche Sprint-
Sprint
Vorgehensweise (monatlich) (wöchentlich) Reviews zur
Definition der
Etablierung von wöchentlichen Abstimmungs-runden innerhalb des Maßnahmen
Projektteams Sprint
Review
Wöchentliche
Durchführung von monatlichen Sprint-Reviews zur Prüfung des Project
Backlog … Abstim-mungs-
Projektfortschritts und Ableitung von Maßnahmen „Stehungen“ zur
Umsetzungs-
Ergebnisse begleitung
► Strukturierte Koordination von sechs Verbesserungsprojekten zur Prozessoptimierung
► Etablierte Systematik zur kontinuierlichen Verbesserung in definierten Themenfeldern
Werkzeugbau Akademie | RWTH Aachen Campus Seite 34Konzeption einer leistungs- und wettbewerbsfähigen
industriellen Werkzeugfertigung
Vorgehensweise
Status Quo Analyse des internen Werkzeugbaus
Vor- Fertig-
Standardisierung von Werkzeugkomponenten und Definition Schmieden drehen
Schweißen
drehen
Fräsen Schleifen Kontrolle
von Fertigungsrohlingen groß
Aufnahme und Analyse der Prozessfolgen Schmieden
klein
Definition von Hauptprozessflüssen
Segmentierung der Werkzeugfertigung
Sortierplatz
Erarbeitung eines prozessorientierten
Fertigungssteuerungskonzepts Wareneingang Warenausgang
Erstellung von Gestaltungsoptionen für das Layout Tag 1
Prozess
Rahmenplanung für die Umsetzung S N
Vordrehen 5 5 6 6
Erwärmen 3 3 5 5
Ergebnis Schweißen 4 4 3 3
► Industrialisierungskonzept für den Werkzeugbau mit höherer Produktivität und kürzeren Durchlaufzeiten durch ein neues
Fertigungskonzept und einen erhöhten Standardisierungsgrad
Werkzeugbau Akademie | RWTH Aachen Campus Seite 35Layoutgestaltung und Planung des Projektmanagements
für eine Verlagerung des Werkzeugbaus
Vorgehensweise
Erstellung eines Projektplans für die Verlagerung mit .
5t
Paternoster
B
ü
r
o
Kran
S
t
a
n
g
K
r
a
n
geplanten Tätigkeiten
. . M e
a n
g m
. a a
. z t
. i e
n r
.
Magazin i
4036 a
l
Neu l
a
.
g
e
. r
Klare Definition von Aufgaben, Terminen und Verantwortlichen
4
0
2
6
3001
4000
von über 70 Teilaufgaben 4043
4
0
4
9
3
0
4
0
0 1
4 8
4
0
4
4
.
.
Identifizierung von Teilaufgaben auf dem kritischen Pfad zur 4012
A
P
Entsp.Ofen
Kontrolle des Endtermins
4019
l
a
g
4
7
7
8
e
0
. R
0
2 Wärmekammer
402
.
7
. 4
0
0
3
0
0
4
6
David&Baader
Prüfung und Planung von Maßnahmen zur Absicherung der
.
n
e
f
.
O
4042
3
1
0
4
4041 .
.
benötigten Halleninfrastruktur zu dem Verlagerungstermin
2t . 4028
. i
b
u
.
z
A .
.
4
0 2
.
.
3 t
2 i
4037
0
. e
4
b
0
r
4 1
a
3
d 749
0 .
n
4
Layoutplanung für den optimierten Prozessfluss einzelner
a
H
.
Kontrolle 1
2t t .
. i
e
b
T r
i a
s
4021 d
c
1t n
h a
4011 .
H Schweißerei
4034
Fertigungssegmente
601
Bür
T S o
i ch 4 Azu
s lei 4 4 bi
0
z
t
a
l
p
e
g
a
t
n
o
M
.
c fe 0 0
0
n 3 0
8
3
0
4
h 9
Ö 3 5
l
.
Ergebnis
► Projektplan zur systematischen Abstimmung aller Einzelaufgaben und Controlling des Fortschritt und Erarbeitung einer
Layoutplanung für einen neuen Werkzeugbaustandort
Werkzeugbau Akademie | RWTH Aachen Campus Seite 36Verlagerung des Werkzeugbaus und Effizienzsteigerung der Werkzeugversorgung
Vorgehensweise
Projekt- und Kostencontrolling der Verlagerung
des Werkzeugbaus von Bad Sobernheim nach Grolsheim Projektcontrolling Kostencontrolling
Durchführung eines 6S-Workshops zur Identifizierung nicht Kostenposition
IT / EDV €
Plan
30.000 €
Ist
27.562
Maßnahme / Begründung
Kein eigener Server in GRO, direkte Anbindung an SO €
Diff.
-2.438
benötigten Inventars Transformator
Maschinenumzug
€ 30.000
€ 250.000
€ 18.902
€ 198.000
Gebrauchter Transformator
Übernahme vieler Arbeitspakete durch WZB-Team (bspw. Regale
€
€
-11.098
-52.000
durch eigenen LKW), kein Probelauf
Paternoster benötigt (Lagermöglichkeiten ohne Paternoster durch
Paternoster € 15.000 € 10.500 € -4.500
Prozessorientierte Anordnung der Fertigungs-bereiche Tiefbau € 80.000 € 64.925
teure Schränke)
Teerung bis zum Gastank nötig, teurere Fundamente (Köcher)
nötig, um Platz zu sparen
€ -15.075
Ausbau Sanitäranlagen / Verkleinerter Umfang Umbaubereich Damenumkleide, Büromöbel
€ 106.000 € 94.560 € -11.440
Umkleiden / Büromöbel aus Insolvenz
Validierung des geplanten Hallenlayouts unter Beachtung der
Lean Prinzipien
Risikomanagement zur Gewährleistung einer durchgängigen Risikomanagement Reihenfolgeplanun
Schadenausmaß
g ½
Werkzeugversorgung hoch
22
23 6
24
25
21
17
16
17
Zu wenig Personal für den Umzug verfügbar
(KW 51)
Reparaturaufträge der Schmiedelinie über der 1
2
12 Kapazität (KW 51)
3
Verzug bezüglich der genehmigungspflichtigen
19
Feinplanung der Umzugsreihenfolge und Koordination von mittel 10
8
9
14
11 16
19
21
Transporte (KW 51)
Erster Teilumzug des Schweiß-bereichs noch
nicht abgeschlossen (KW 2)
4
5
2
13
externen Dienstleistern
5
5
27
18 Gegenmaßnahmen:
26 ▪ Verbleib des Bereichs Ausbrennen und des WIG-
7 Arbeitsplatzes in Bad Sobernheim (KW 51)
28 15 ▪ Vorausplanung der Problempressen (KW 51) 6
20 ▪ Absprachen mit Bockenau (KW 51) 3
▪ Absprache mit WISAG (KW 51)
4 ▪ 4021 und 4011 als Ersatzmaschinen (KW 51) Phase I
1 2 ▪ 4033 und 4038 zu Beginn der KW 2
gering 4 Phase II
▪ Vorbereitungen Erodierbereich schon in KW 1
gering mittel hoch
Phase III
Eintrittswahrscheinlichkeit
Ergebnisse
► Verkürzung des Umzugszeitraums um 2 KW durch effizientes Projekt- und Risikomanagement
► Reduzierung der Verlagerungskosten um 21,5 % durch stringentes Projekt- und Kostencontrolling
Werkzeugbau Akademie | RWTH Aachen Campus Seite 37Konzeption und Einführung einer Pilotlinie zur getakteten
Fertigung von Werkzeugen zur Massivumformung
Vorgehensweise
Theoretische Detaillierung des Konzepts zur getakteten 4018 3001
Fertigung in einer Prozessabfolge 2
„Nur Drehen“ Kisten
Detaillierte Planung der Einführung und Umsetzung der
Dreh-
Pilotlinie mit Auswahl benötigter Infrastruktur 1 maschinen
4012
Durchführung von Mitarbeiterschulungen zum neuen
Fertigungskonzept mit Hilfe eines Lernspiels, welches den
neuen Fertigungsablauf nachstellt und Unklarheiten der
Sortierplatz Prozesskiste Erwärmen
Mitarbeiter beseitigt Walzen klein
Drehen Erodieren
Begleitung der Umsetzung der Pilotlinie und Controlling der
Auswirkungen auf die Produktionskennzahlen Kreuzschlitzschrauben (M4) Innensechskant-schrauben (M3)
Schleifen Fräsen
Vorgefertigte Teile
mit Gewinde (M4) Senkkopfschrauben (M4)
WBA
Eingang Rohmaterial Bohren
Ergebnis Außensechskant-schrauben (M4)
► Einführung einer getakteten Pilotlinie in der Werkzeugfertigung zur Reduzierung von Nebenzeiten und Verkürzung der
Auftragsdurchlaufzeiten von ca. 7 Tagen auf 3,5 Tage
Werkzeugbau Akademie | RWTH Aachen Campus Seite 38Sie können auch lesen