Elektostatisches Beschichtungsverfahren Electrostatic Coating Process - Delta Squared
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
Pulverbeschichtung:
Das Pulverbeschichten oder die Pulverlackierung ist ein Beschichtungsverfahren, bei dem ein elektrisch
leitfähiger Werkstoff mit Pulverlack beschichtet wird. Eine typische Beschichtungsanlage besteht aus
Oberflächenvorbehandlung (Reinigung und/oder Aufbringen einer Konversionsschicht), Zwischentrock-
nung, elektrostatischer Beschichtungszone und Trockner. Die Werkstücke werden dabei durch ein För-
dersystem transportiert.
Die erzeugten Pulverlackschichten haben typischerweise Schichtdicken zwischen 60 und 120 μm. Ab-
hängig von Anwendung und Oberflächenausprägung kann die Schichtdicke jedoch auch ober- oder un-
terhalb dieses Bereichs liegen.
Die zur Pulverbeschichtung verwendeten Pulverlacke bestehen im Allgemeinen aus trockenen, körnigen
Partikeln, die zwischen 1 und 100 µm groß sind. Chemisch basieren diese meist auf Epoxid- oder Poly-
esterharzen, für bestimmte Anwendungsfälle auch auf Basis von Polyamid (Nylon), Polyurethan, PVC
oder Acryl. Daneben sind Hybridsysteme verbreitet, die sowohl Epoxid- als auch Polyesterharze als Bin-
demittel enthalten. Wie sich ein Pulverlack bei der Beschichtung verhält, wird hauptsächlich durch seine
mechanischen Eigenschaften wie der Partikelgröße und der Rieselfähigkeit bestimmt. In geringerem
Maße spielt auch die chemische Zusammensetzung des verwendeten Pulverlackes eine Rolle. Je nach
Zusammensetzung neigen die Pulverlackpartikel zum Ansintern in der Beschichtungsanlage. Sie sind
temperaturempfindlich und beginnen aufzuschmelzen und zu verkleben, wenn die Temperatur 50 °C
übersteigt.
Zur Pulverbeschichtung existieren mehrere Normen. DIN 55633 bezieht sich auf den Korrosionsschutz
und die Bewertung von beschichteten Stahlbauten, eines der Hauptanwendungsgebiete der Pulverbe-
schichtung. EN 15773 bezieht sich auf die Pulverbeschichtung von feuerverzinkten und sherardisierten
Gegenständen aus Stahl. EN 12981 definiert Sicherheitsanforderungen an Spritzkabinen.
Vorbehandlung:
Unter dem Begriff Oberflächenvorbehandlung oder Vorbehandlung werden die Schritte zusammenge-
fasst, die vor der Beschichtung mit Pulverlack durchgeführt werden. Diese umfasst neben der Entfer-
nung von Oberflächenrückständen (Lacke, Fette), das Anbringen geeigneter Halterungen, die Reinigung
und das Aufbringen von mehreren Konversionsschichten. Diese dienen dazu, eine bessere Abstimmung
zwischen Untergrund und Lack zu erzielen. Zur Reinigung dienen bei Zimmertemperatur verdampfende
Reinigungsmittel auf Ethanol- oder Acetonbasis, die auf der Oberfläche keine Rückstände zurücklassen.
Bei manchen Ausgangsmaterialien muss eventuell eine Vorbehandlung zum Korrosionsschutz folgen.
Eine unzureichend durchgeführte Oberflächenvorbereitung kann zu Haftungsminderung bis hin zur
spontanen Ablösung oder zu Kratern im Lackfilm führen.
Durch die mechanische Vorbehandlung werden grobe Verunreinigungen wie Rost oder Zunder entfernt.
Typische bei der Pulverbeschichtung angewendete Verfahren stellen Schleifen, Bürsten und Strahlen
dar. Die Entfettung erfolgt meist mit Lösemitteln oder wässrigen Reinigern. Bei der Reinigung mit wäss-
rigen Reinigern ist die Reinigung der Oberfläche häufig mit der Phosphatierung verbunden. Verfahrens-
technisch erfolgt die Reinigung meist durch Spritzen oder Tauchen.
Es schließt sich das Aufbringen einer Konversionsschicht an. Die Entfettung reicht zwar für eine reine
Oberfläche meist aus, Konversionsschichten vergrößern durch ihre Rauheit zusätzlich die aktive Ober-
fläche. So verbessert sich die Lackanbindung. Typische Verfahren im Bereich des Pulverbeschichtens
sind die Phosphatierung auf Stahl, das Anbeizen auf verzinktem Stahl, die Chromatierung, sowie die
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
Anodisierung, bzw. Eloxierung auf Aluminium. Aufgrund der zunehmenden gesetzlichen Einschränkun-
gen für chromhaltige Schichten werden chromfreie Vorbehandlungsmethoden bedeutender.
Vor der Applikation des Pulverlacks muss die Oberfläche des Werkstücks absolut trocken sein. Der dazu
verwendete Haftwassertrockner gleicht dem späteren Pulverlacktrockner, ist jedoch meist einfacher
ausgeführt. Je nach Qualitätsanforderung kann das Abblasen mit Druckluft ausreichen.
Beschichtungsvorgang:
Damit das zu beschichtende Pulver aufgetragen werden kann, muss es zunächst zur Lackierpistole
transportiert werden. Typischerweise wird das Pulver vom Frischpulvergebinde in einen Behälter geför-
dert. Dort wird es, falls mit Rückgewinnung gearbeitet wird, mit aufbereitetem Rückgewinnungspulver
gemischt und gelangt von dort zur Pistole. Das nicht auf das Werkstück übertragene Pulver wird zur
Aufbereitung transportiert und von dort wieder in den Kreislauf zurückgebracht. Wichtig ist, dass die
Förderung schonend ist, so dass die Eigenschaften des Pulvers nicht wesentlich beeinflusst werden.
Die Pulverlackpartikel werden bei den meisten Förderverfahren zunächst fluidisiert, so dass der Pulver-
lack gefördert werden kann. Teilweise werden zusätzlich Rührwerke oder vibrierende Elemente einge-
setzt. Wird das Pulver direkt aus dem Originalgebinde gefördert, so findet nur eine lokale Fluidisierung
statt.
Wird eine Rückgewinnung verwendet, so muss das erneut dem Kreislauf zugeführte Pulver zunächst
von Fasern, Grobpartikeln und Schmutz gereinigt werden. Hierzu kommen verschiedene Siebtypen zum
Einsatz, etwa Rüttel-, Rotations-, Taumel- oder Ultraschallsiebe. Das Rückgewinnungspulver wird dem
Frischpulver in einem festzulegenden Verhältnis zugesetzt.
Schichtbildung:
Durch die gleichnamige Aufladung der Pulverlackpartikel beziehungsweise der an ihnen anhaftenden
Luftionen stoßen sich diese ab und bilden eine gleichmäßige Pulverlackwolke aus. Diese folgt den Feld-
linien des elektrischen Feldes. Somit gelangen Pulverlackpartikel auf die Rückseite des Werkstücks,
wodurch dort ebenfalls eine Beschichtung stattfindet. Hohlräume und hinterzogene Kanten werden da-
gegen gemäß dem Prinzip des Faradayschen Käfigs nicht oder nur schwach beschichtet. Sehr kleine
Partikel werden in die Abluft hineingezogen und der Rückgewinnung zugeführt, wodurch das Rückge-
winnungspulver feiner als das Frischpulver wird. Sehr grobe Partikel fallen durch die Schwerkraft nach
unten und stehen somit nicht für die Beschichtung zur Verfügung.
Jedes auf das Werkstück auftreffende ionisierte Teilchen erzeugt im Moment des Aufpralls auf das
Werkstück eine Gegenladung. Durch die Anziehung zwischen beiden Ladungen haften die Partikel am
Werkstück. Durch die gleichnamigen Ladungen ist die Schichtbildung sehr gleichmäßig. Um das Herun-
terfallen des Pulvers zu verhindern, ist es nötig, dass die elektrische Anziehung (Coulombsche Kraft)
zwischen Partikelladung und Gegenladung größer ist als die Schwerkraft. Dies erfordert einen hohen
elektrischen Widerstand des Beschichtungspulvers, da die Entladung sonst zu schnell erfolgt. Die Be-
schichtung ist bis zu einigen Stunden haftfähig, ehe das Pulver durch allmählichen Ladungsausgleich
abfällt.
Die Schichtbildung selbst verläuft zunächst linear. Bei weiter wachsender Schichtdicke nimmt die Feld-
stärke innerhalb der Pulverschicht zu, so dass ab einer gewissen Schichtdicke die Durchschlagfestigkeit
der Luft überschritten wird. Es kommt zum Spannungsdurchschlag und damit zu einem Gegenstrom
geladener Luftionen. In der Sättigungsphase werden nachfolgende Teilchen durch den Gegenstrom so
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
weit entladen, dass sie nicht mehr haften können oder durch die Schwerkraft aus dem Feld fallen. An
diesem Punkt erfolgt kein Pulverauftrag mehr, stattdessen zeigen sich durch den Gegenstrom soge-
nannte Rücksprühkrater, eine Beschichtungsstörung. Aufgrund dieser Selbstbegrenzung der Schichtdi-
cke wird üblicherweise bei einer deutlich niedrigeren Schichtdicke als der maximal erreichbaren
Schichtdicke gearbeitet. Diese liegt bei handelsüblichen Pulverlacken bei etwa 150 µm.
Da die Pulverpartikel den Feldlinien folgen und deren Dichte an den Kanten höher ist, ist die Schichtdi-
cke an den Kanten meist höher. Dieser sogenannte Bilderrahmeneffekt ist ein Vorteil beim Korrosions-
schutz, aber ein Nachteil bezüglich der Passgenauigkeit der beschichteten Werkstücke.
Einbrennbedingungen:
Einbrenntemperaturen für Pulverlacke liegen theoretisch zwischen 110 und 250 °C. Bei industriell ver-
wendeten Einbrennlacken liegen die Einbrenntemperaturen meist zwischen 140 und 200 °C. Systeme,
die bei 140 °C vernetzen, werden bereits als Niedrigtemperaturpulverlack angeboten. Bei entsprechend
verlängerter Einbrenndauer können Pulverlacke bereits bei unter 120 °C vernetzt werden.
Die Haltezeit beträgt 5 bis 30 Minuten. Sie gibt den Zeitraum an, während dessen der Pulverlack auf der
Einbrenntemperatur gehalten wird und hängt im Wesentlichen vom Pulverlackmaterial ab. Die Aufheiz-
zeit hängt dagegen im Wesentlichen von der Dicke des Substrates ab. Die Summe beider Zeiten ist die
Verweilzeit. Die genaue Einstellung von Ofentemperatur und Verweilzeit hängt vom Werkstückdurchsatz
und vom Einbrennfenster des Pulverlackes ab. Dazu kommen trocknerspezifische Einflüsse wie das
Aufheizverhalten der Luft, Wärmeverluste und die Aufheizgeschwindigkeit des Förderers.
Trocknung:
Typische Pulverbeschichtungsanlagen werden mit Durchlauftrocknern ausgerüstet, die getaktet oder
kontinuierlich beschickt werden können. Im Takt gefahrene Anlagen bieten sich für größere Werkstücke
und geringe Durchsätze an, da zwischen den Werkstücken die Tore geschlossen werden können. Konti-
nuierlich beschickte Trockner werden häufig mit sogenannten A-Schleusen gegen Wärmeverluste aus-
gerüstet, bei denen sich Ein- und Auslauf tiefer als die eigentliche Trocknungseinheit befinden. Dadurch
wird der Verlust an aufgeheizter Luft minimiert, da diese aufsteigt und den Trockner nicht verlassen
kann.
Kammertrockner können chargenweise beschickt werden und sind nicht an Taktzeiten gebunden. Der
Einsatz erfolgt bei variierenden Einbrennbedingungen, die durch verschiedene Materialstärken, unter-
schiedliche Einbrennzeiten oder die Verwendung unterschiedlicher Pulverlacktypen notwendig werden
können. Im Labor- und Technikumsbereich sind Kammertrockner daher üblich. Die Aufheizzeit kann bei
diesem Ofentyp verlängert werden, da die Temperatur bei jedem Öffnen der Trocknertür absinkt. Mo-
derne Typen fangen die aufsteigende Luft auf, so dass der Temperaturverlust reduziert werden kann.
Üblich ist die Aufheizung des Trockners durch Konvektion. Das bezeichnet die Energieübertragung
durch einen Warmluftstrom, der am Werkstück abkühlt und diesem so die Wärme überträgt. Aufgrund
der relativ gleichmäßigen Aufheizung werden solche Trockner häufig verwendet, wenn unterschiedliche
Werkstückformen gleichzeitig lackiert werden sollen. Die Beheizung erfolgt indirekt über Wärmetau-
scher oder direkt durch die Beimischung von Heizgasen (Gasöfen). Letzteres stellt jedoch zusätzliche
Anforderungen an das Lacksystem (Gasofenstabilität), sowie an den Reinheitsgrad des Heizgases.
Grund dafür ist die mögliche Reaktion von Stickoxiden aus dem Heizgas mit Pulverlackbestandteilen,
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
die zu einer intensiven Vergilbung führen können. Meist wird der Pulverlack deshalb mit Antioxidantien
stabilisiert.
Die Wärmeübertragung durch IR-Strahlung kann bei der Beschichtung von dünnwandigen, flächigen
Objekten angewendet werden. Sie erreicht eine schnellere Energieübertragung und ist somit besser zu
steuern, schneller betriebsbereit und ermöglicht eine deutliche Platzersparnis. Bei unterschiedlichen,
gleichzeitig eingebrannten Objekten oder komplexen Formen wird dagegen eine hohe Temperaturdiffe-
renz an verschiedenen Stellen des Objektes erzeugt, was an der ungleichmäßigen Strahlungsverteilung
(Schatten) liegt.
Powder coating:
Powder coating or powder coating is a coating process in which an electrically conductive material is
coated with powder coating. A typical coating system consists of surface pretreatment (cleaning
and/or application of a conversion layer), intermediate drying, electrostatic coating zone and dryer. The
workpieces are transported by a conveyor system.
The powder coating layers produced typically have thicknesses between 60 and 120 μm. Depending on
the application and surface characteristics, however, the coating thickness can also be above or below
this range.
The powder coatings used for powder coating generally consist of dry, granular particles between 1 and
100 µm in size. Chemically these are mostly based on epoxy or polyester resins, for certain applications
also on polyamide (nylon), polyurethane, PVC or acrylic. Hybrid systems containing both epoxy and pol-
yester resins as binders are also widely used. How a powder coating behaves during coating is mainly
determined by its mechanical properties such as particle size and flowability. To a lesser extent, the
chemical composition of the powder coating used also plays a role. Depending on the composition, the
powder coating particles tend to sinter in the coating system. They are temperature-sensitive and begin
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
to melt and stick together when the temperature exceeds 50 °C. The powder coating particles are then
sintered in the coating plant.
There are several standards for powder coating. DIN 55633 refers to corrosion protection and the eva-
luation of coated steel structures, one of the main areas of application for powder coating. EN 15773
refers to the powder coating of hot-dip galvanized and sherardized steel objects. EN 12981 defines sa-
fety requirements for spray booths.
Pre-treatment:
The term surface pretreatment or pre-treatment covers the steps that are carried out before powder
coating. In addition to the removal of surface residues (paints, greases), this includes the attachment of
suitable holders, cleaning and the application of several conversion layers. These serve to achieve a
better match between the substrate and the paint. For cleaning, ethanol- or acetone-based cleaning
agents evaporate at room temperature and leave no residue on the surface. Some starting materials
may require pre-treatment for corrosion protection. Inadequate surface preparation can lead to reduced
adhesion or even spontaneous detachment or to craters in the paint film.
The mechanical pre-treatment removes coarse impurities such as rust or scale. Typical processes used
in powder coating are grinding, brushing and blasting. Degreasing is usually carried out with solvents or
aqueous cleaners. When cleaning with aqueous cleaners, the cleaning of the surface is often associa-
ted with phosphating. The cleaning process is usually carried out by spraying or dipping.
This is followed by the application of a conversion layer. Although degreasing is usually sufficient for a
clean surface, conversion layers additionally increase the active surface due to their roughness. This
improves the adhesion of the lacquer. Typical processes in the field of powder coating are phosphating
on steel, pickling on galvanized steel, chromating and anodizing on aluminium. Due to the increasing
legal restrictions for chromium-containing coatings, chromium-free pretreatment methods are beco-
ming more important.
Before applying the powder coating, the surface of the workpiece must be absolutely dry. The adhesive
water dryer used for this purpose is similar to the later powder coating dryer, but is usually of a simpler
design. Depending on the quality requirements, blowing off with compressed air can be sufficient.
Coating process:
In order for the powder to be coated to be applied, it must first be transported to the spray gun. Typical-
ly, the powder is conveyed from the fresh powder container into a container. There, if recovery is used,
it is mixed with prepared recovery powder and from there it is conveyed to the gun. The powder, which
is not transferred to the workpiece, is transported to the processing plant and from there returned to
the cycle. It is important that the conveying is gentle so that the properties of the powder are not signi-
ficantly affected.
In most conveying processes, the powder coating particles are first fluidised so that the powder coating
can be conveyed. In some cases, additional agitators or vibrating elements are used. If the powder is
conveyed directly from the original container, only local fluidization takes place.
If recovery is used, the powder, which is fed back into the cycle, must first be cleaned of fibres, coarse
particles and dirt. Various types of sieves are used for this purpose, such as vibrating, rotary, tumbling
or ultrasonic sieves. The recovery powder is added to the fresh powder in a ratio to be determined.
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
Layer formation:
Due to the charging of the powder coating particles with the same name or the air ions adhering to
them, these repel each other and form a uniform powder coating cloud. This follows the field lines of
the electric field. Powder coating particles thus reach the back of the workpiece, where they are also
coated. In contrast, cavities and edges are not or only weakly coated according to the Faraday cage
principle. Very small particles are drawn into the exhaust air and fed for recovery, which makes the
recovery powder finer than the fresh powder. Very coarse particles fall down due to gravity and are
therefore not available for coating.
Each ionized particle hitting the workpiece generates a countercharge at the moment of impact with the
workpiece. Due to the attraction between the two charges, the particles adhere to the workpiece. Due
to the charges of the same name, the layer formation is very uniform. To prevent the powder from
falling down, it is necessary for the electrical attraction (Coulomb force) between the particle charge
and the countercharge to be greater than the force of gravity. This requires a high electrical resistance
of the coating powder, otherwise the discharge is too fast. The coating can adhere for up to a few
hours before the powder falls off through gradual charge equalization.
The layer formation itself is initially linear. As the layer thickness continues to increase, the field
strength within the powder layer increases so that the dielectric strength of the air is exceeded above a
certain layer thickness. This leads to voltage breakdown and thus to a countercurrent of charged air
ions. In the saturation phase, subsequent particles are discharged by the countercurrent to such an
extent that they can no longer adhere or fall out of the field due to gravity. At this point there is no lon-
ger any powder application, instead the countercurrent causes so-called back-spray craters, a coating
malfunction. Due to this self-limitation of the layer thickness, work is usually carried out at a significa-
ntly lower layer thickness than the maximum achievable layer thickness. With commercially available
powder coatings, this is about 150 µm.
Since the powder particles follow the field lines and their density at the edges is higher, the layer thick-
ness at the edges is usually higher. This so-called picture frame effect is an advantage in corrosion
protection, but a disadvantage with regard to the accuracy of fit of the coated workpieces.
Baking conditions:
Baking temperatures for powder coatings are theoretically between 110 and 250 °C. The baking tempe-
ratures for industrial baking enamels are usually between 140 and 200 °C. Systems that cure at 140 °C
are already available as low-temperature powder coatings. With a correspondingly longer baking time,
powder coatings can already be cross-linked at temperatures below 120 °C. The holding time is 5 °C.
The holding time is 5 to 30 minutes. It indicates the period of time during which the powder coating is
kept at the baking temperature and essentially depends on the powder coating material. The heating
time, on the other hand, depends essentially on the thickness of the substrate. The sum of both times is
the residence time. The exact setting of oven temperature and residence time depends on the workpie-
ce throughput and the baking window of the powder coating. In addition, there are dryer-specific in-
fluences such as the heating behaviour of the air, heat losses and the heating speed of the conveyor.
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
Drying. Typical powder coating:
Typical powder coating systems are equipped with continuous dryers, which can be fed either cyclically
or continuously. Systems operated in cycles are suitable for larger workpieces and low throughputs, as
the gates can be closed between the workpieces. Continuously fed dryers are often equipped with so-
called A-locks against heat loss, where the inlet and outlet are lower than the actual drying unit. This
minimizes the loss of heated air as it rises and cannot leave the dryer.
Chamber dryers can be charged batchwise and are not tied to cycle times. They are used under varying
baking conditions, which may become necessary due to different material thicknesses, different baking
times or the use of different types of powder coating. Chamber dryers are therefore common in labora-
tories and pilot plants. The heating time can be extended with this type of oven, as the temperature
drops each time the dryer door is opened. Modern types catch the rising air so that the temperature
loss can be reduced.
The usual method is to heat the dryer by convection. This refers to the transfer of energy by a stream of
hot air which cools down on the workpiece and thus transfers the heat to it. Due to the relatively uni-
form heating, such dryers are often used when different workpiece shapes are to be painted at the sa-
me time. Heating is carried out indirectly via heat exchangers or directly by adding heating gases (gas
furnaces). However, the latter places additional demands on the paint system (gas oven stability) and
on the purity of the heating gas. The reason for this is the possible reaction of nitrogen oxides from the
heating gas with powder coating components, which can lead to intensive yellowing. The powder
coating is therefore usually stabilized with antioxidants.
Heat transfer by IR radiation can be used for coating thin-walled, flat objects. It achieves a faster ener-
gy transfer and is therefore easier to control, faster ready for operation and allows a significant space
saving. In the case of different, simultaneously burnt-in objects or complex shapes, on the other hand, a
high temperature difference is generated at different points of the object, which is due to the uneven
radiation distribution (shadow).
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Elektostatisches Beschichtungsverfahren
Electrostatic Coating Process
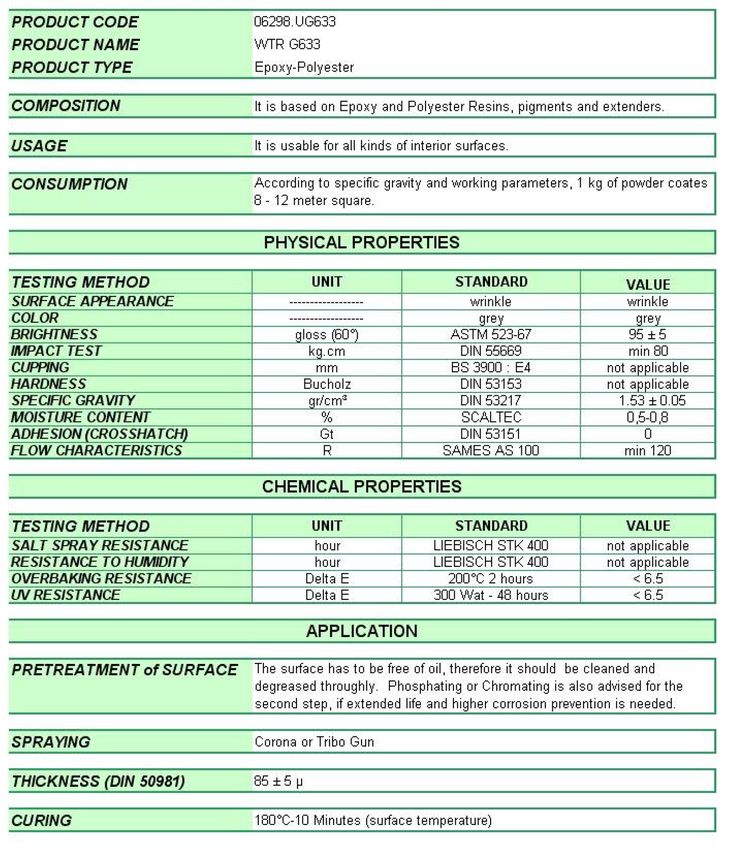
Datasheet Powder coating WTR G633 – Epoxy-Polyester:
/Volumes/03_Online-Kunden/AIB Kunstmann/projekte_online/AM2-1411-0004-Website Relaunch/02_Material/2 Klient/2 Certification-Downloads/1 Zertifikate/PE Beschichtung -
Coating - Elektrostatisch.doc geändert: 22.10.2018 Erstellt: 22.08.2014Sie können auch lesen