Exkursionsbericht Zur metallurgischen Fachexkursion des IME In Deutschland, Belgien und Niederlande Vom 26.09. bis 01.10.2016
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Metallurgische Exkursion 2016 B. Friedrich A.-K. Pophanken A. Birich Exkursionsbericht Zur metallurgischen Fachexkursion des IME In Deutschland, Belgien und Niederlande Vom 26.09. bis 01.10.2016 Metallurgische Prozesstechnik und Metallrecycling Institut und Lehrstuhl der Aachen

Metallurgische Exkursion 2016 Inhaltsverzeichnis Inhaltsverzeichnis ......................................................................................................... i 1 Einleitung ....................................................................................................... 1 1.1 Ablauf der Exkursion ...................................................................................... 1 1.2 Teilnehmer ..................................................................................................... 2 2 Saint-Gobain Sekurit ...................................................................................... 3 2.1 Unser Besuch bei der Saint Gobain Sekurit GmbH & Co. KG ....................... 4 2.2 Organisationsstruktur ..................................................................................... 4 2.3 Geschichte ..................................................................................................... 5 2.4 Produkte ........................................................................................................ 6 2.5 Führung ......................................................................................................... 8 2.6 Fazit ............................................................................................................. 11 3 Hydrometall – Engis ..................................................................................... 12 3.1 Allgemeines ................................................................................................. 13 3.2 Das Werk ..................................................................................................... 14 3.3 Das Analyselabor ......................................................................................... 15 3.4 Die hydrometallurgischen Aufbereitungsprozesse ....................................... 15 4 Aleris ............................................................................................................ 19 4.1 Unsere Besichtigung des Aleris Standortes in Duffel, Belgien ..................... 20 4.2 Das Unternehmen Aleris .............................................................................. 20 5 Umicore in Olen ........................................................................................... 28 5.1 Einleitung und Allgemeines .......................................................................... 29 5.2 Cobaltherstellung ......................................................................................... 30 5.3 Germaniumherstellung ................................................................................. 32 6 Campine - Beerse ........................................................................................ 37 6.1 Allgemeines ................................................................................................. 38 6.2 Prozesse in den Produktionsanlagen........................................................... 39 7 VITO NV ...................................................................................................... 44 i

Metallurgische Exkursion 2016 7.1 VITO im Rahmen der Exkursion 2016 ......................................................... 45 7.2 Über VITO .................................................................................................... 46 7.3 Die Arbeitsfelder von VITO .......................................................................... 47 7.4 Das Projekt zum Recycling von Stahlschlacken .......................................... 50 7.5 Die Führung durch die Forschungseinrichtung ............................................ 51 7.6 Abschluss des Besuchs und Abreise ........................................................... 52 8 Nyrstar Budel ............................................................................................... 53 8.1 Einleitung und Geschichte ........................................................................... 54 8.2 Produktion und Produktionsprozesse .......................................................... 54 8.3 Abwasserbehandlung .................................................................................. 61 9 TATA Steel in IJmuiden ............................................................................... 64 9.1 Einleitung ..................................................................................................... 65 9.2 Geschichte ................................................................................................... 65 9.3 Nachhaltigkeit .............................................................................................. 65 9.4 F&E .............................................................................................................. 66 9.5 Logistik ......................................................................................................... 67 9.6 Agglomeration .............................................................................................. 67 9.7 Kokerei ......................................................................................................... 67 9.8 Hochofen ..................................................................................................... 68 9.9 Stahlwerk ..................................................................................................... 69 9.10 HIsarna ........................................................................................................ 71 ii

Metallurgische Exkursion 2016 1 Einleitung Für das Jahr 2016 war eine Exkursion in den an Aachen angrenzenden Nachbarlän- dern Belgien und Niederlande vorgesehen. Die ausgewählten zu besuchenden Un- ternehmen sind teilweise sehr unterschiedlich, sodass den Exkursionsteilnehmern ein sehr facettenreicher Einblick in nichtmetallurgische und metallurgische Betriebe gewährt wurde. Die metallurgischen Betriebe zeigten Produktions- und Raffinations- verfahren diverser Metalle wie Nickel, Zinn, Blei, Kobalt, Germanium, Zink und ande- ren. Insgesamt wurden 7 Unternehmen und eine Forschungseinrichtung besichtigt. Die Exkursion wurde in der Stadt Amsterdam abgeschlossen. An diesem letzten Tag erfuhren die Exkursionsteilnehmer eine ausführliche Stadtführung durch das Zentrum von Amsterdam. Der Tag schloss mit einem späten Mittagessen in einem traditionell niederländischen Restaurant ab. An dieser Stelle soll im Namen aller Teilnehmer noch einmal ausdrücklich ein Dank an die Sponsoren dieser Exkursion gerichtet werden, die diese erst ermöglicht ha- ben. 1.1 Ablauf der Exkursion Datum Unternehmen Ort Saint-Gobain Herzogenrath, DE 26.09.16 Hydrometal Engis, Belgien Aleris Duffel, Belgien 27.09.16 Umicore Olen, Belgien Campine Beerse, Belgien 28.09.16 VITO Boeretang, Belgien 29.09.16 Nyrstar Budel, Niederlande 30.09.16 Tata Steel Ijmuiden, Niederlande 01.10.16 Amsterdam, Niederlande 1
Metallurgische Exkursion 2016 1.2 Teilnehmer Nr. Nachname Vorname Position 1 Friedrich Bernd Professor 2 Binz Florian Wiss. Mitarbeiter 3 Birich Alexander Wiss. Mitarbeiter 4 Borowski Nikolaus Wiss. Mitarbeiter 5 Brenk Janik Wiss. Mitarbeiter 6 Curtolo Danilo Wiss. Mitarbeiter 7 Feldhaus Dominic Vertieferfachstudent 8 Geilen Maximilian Vertieferfachstudent 9 Gertjegerdges Tom Vertieferfachstudent 10 Hilgendorf Simon Wiss. Mitarbeiter 11 Kirschbaum Julius Vertieferfachstudent 12 Klesen Alexander Vertieferfachstudent 13 Ma Yiqian Wiss. Mitarbeiter 14 Michaelis Diana Wiss. Mitarbeiter 15 Offermann Lukas Vertieferfachstudent 16 Pereira Coelho Leonel Vertieferfachstudent 17 Peters Lilian Wiss. Mitarbeiter 18 Pophanken Ann-Kathrin Wiss. Mitarbeiter 19 Schosseler Jil Wiss. Mitarbeiter 20 Schwenk Martin Wiss. Mitarbeiter 21 Zhang Xiaoxin Wiss. Mitarbeiter Abbildung 1: Foto der Exkursionsgruppe in Amsterdam 2

Metallurgische Exkursion 2016 2 Saint-Gobain Sekurit Protokoll: Jil Schosseler, Alexander Birich Saint-Gobain Sekurit Glasstr. 1 52134 Herzogenrath http://www.saint-gobain-sekurit.de Abbildung 2: Gruppenbild bei Saint-Gobain Sekurit in Herzogenrath 3

Metallurgische Exkursion 2016 2.1 Unser Besuch bei der Saint Gobain Sekurit GmbH & Co. KG Am Vormittag des ersten Tages (26.09.2016) fand der Besuch des Glasherstellers für Automobilanwendungen Saint-Gobain Sekukrit in Herzogenrath statt. Nach der obligatorischen Sicherheitseinweisung und Ausstattung der persönlichen Sicher- heitsausrüstung gab es eine kurze Vorstellung des Unternehmens durch den Mitar- beiter Ralf Reinartz. Direkt im Anschluss begann bereits die Unternehmensführung, bei der chronologisch der Produktionsablauf, beginnend mit der Glasanlieferung bis hin zur Formgebung und Modulanbringung, abgelaufen wurden. Leider war das Fotografieren auf dem gesamten Werksgelände untersagt, weswegen sich im Folgenden auf online verfügbare Abbildungen zurückgegriffen werden muss- te. 2.2 Organisationsstruktur Saint-Gobain Sekurit Deutschland GmbH & Co. KG ist ein Unternehmen der Saint- Gobain-Gruppe und wird von der Generaldirektion in Paris gesteuert. Die weitere Struktur nimmt die Form einer Matrixorganisation an, die nach Hauptsparten und De- legationen unterteilt ist. Damit wird gewährleistet, dass sowohl auf der Ebene der verschiedenen Aktivitäten, als auch in den verschiedenen Ländern und Regionen ein Verantwortungsbewusstsein vorhanden ist. Die Hauptsparten legen die weltweite Strategie für die einzelnen Aktivitäten fest und führen das operative Geschäft. Sie sind in drei Bereiche zusammengefasst: Innovative Werkstoffe, Bauprodukte und Baufachhandel. Saint-Gobain Sekurit gehört zur Hauptsparte Innovative Werkstoffe und dort zum Bereich Flachglas. Auf dem Betriebsgelände in Herzogenrath sind die Glasherstellung, ein voll automa- tisierter Prozess, und die Glasverarbeitung auf die zwei Tochterfirmen „Glas“ und „Sekurit“ der Saint-Gobain-Gruppe unterteilt. Bei der Saint-Gobain-Sekurit wird kein Glas hergestellt, es wird lediglich von dem Schwesterunternehmen angeliefert und verarbeitet. Grund für den Standort Herzogenrath ist die Nähe zu dem in der Region vorliegenden Grundrohstoff Sand. Dieser liegt in der Umgebung in hoher Qualität vor und fällt unter anderem als Nebenprodukt des Braunkohletagebaus an. Die Glasma- nufaktur bestand an dem Standort schon vor Saint-Gobain, wurde jedoch von diesem aufgekauft (siehe folgendes Kapitel). 4

Metallurgische Exkursion 2016 2.3 Geschichte Die Geschichte von Saint-Gobain beginnt im Jahre 1665. Damals beauftragte König Ludwig XIV die Gründung einer „Compagnie des Glaces“ in Paris. Dies ist die Ge- burtsstunde der „Manufacture Royale des glaces de Miroirs“ (königliche Spiegel- glasmanufaktur). Der erste Großauftrag des jungen Unternehmens war die Glaspro- duktion für den Spiegelsaal des königlichen Schlosses in Versailles. 1692 wird die Produktion in das Dorf Saint-Gobain in der Picardie in Nordfrankreich verlegt. Der neue Produktionsstandort dient schließlich als Namensgeber für die spätere „Com- pagnie de Saint-Gobain“. 1853 ist Saint-Gobain durch den gemeinsamen Betrieb einer Spiegelglasfabrik in Mannheim erstmals in Deutschland vertreten. Einige Jahre später folgen der Erwerb der Aachener Spiegelmanufaktur AG mit Sitz in Stolberg (1857) und einer Glashütte in Herzogenrath (1905). 1927 präsentiert Saint-Gobain erstmals das Sicherheitsglas SECURIT. In den darauf folgenden Jahren wird das Einscheibensicherheitsglas (vorgespanntes Glas) im Se- kurit-Verfahren von Saint-Gobain gemäß den Anforderungen der Automobilindustrie entwickelt und auf den Markt gebracht. Bereits 1909 führte eine zufällige Entdeckung zu einem großen Durchbruch in der Glasherstellung. Der französische Chemiker Edouard Benedictus ließ versehentlich eine Flasche fallen, in der sich Zellulosenitrat befand, und entdeckte dadurch die Laminierung. Die Scherben der zerbrochenen Flasche hafteten aneinander, anstatt auseinander zu fallen. Zu dieser Zeit war bereits die Gefahr von zerborstenen Wind- schutzscheiben bei Autounfällen bekannt. Man erkannte sofort die Vorteile dieses Glases im Einsatz als Windschutzscheibe für die Automobilindustrie (Verbundsicher- heitsglas). Seitdem entwickelte Saint-Gobain Sekurit zahlreiche neue Verfahren für Sicherheits- gläser, darunter die komplexe Heckscheibe (1955), direkte Profilextrusion auf Glas (1986) und Umspritzung des Glases mit Kunststoffrahmen (1989), ein getöntes Glas mit starker Wärmeabsorption und heizbares Glas mit Metallbeschichtung (1990er Jahre), Akustik-Verglasung: Verbundsicherheitsglas mit schalldämmender Zwischen- schicht (2001), Wärme- und UV-Schutzglas, Kunststoffverscheibung für die Autoher- 5
Metallurgische Exkursion 2016 stellung (2002), elektrochromes Glas mit einstellbarer Tönung für Glasdächer (2005), Head-Up-Display (HUD)-Windschutzscheibe (2006), komplexe Formen für Design- Innovationen bei Windschutz- und Rückwandscheiben (2009/10), die Allwetter- Windschutzscheibe SGS ClimaCoat, eine heizbare Windschutzscheibe mit einer un- sichtbaren Metallbeschichtung auf einer der inneren Glasseiten, die an eine 14-Volt- Spannung angeschlossen wird und gleichzeitig die Sonneneinstrahlung reflektiert (2011) sowie die SGS Dünnglas-Windschutzscheibe (2013), die mit 4mm Dicke zur Gewichtsreduktion und somit zur Treibstoffeffizienz des Fahrzeugs beiträgt. Zuletzt wurde SGS ComfortSky, ein Sonnendach mit niedriger Emissivität entwickelt (2014). 2.4 Produkte Die Produkte von Saint-Gobain werden in 3 Sparten unterteilt: Innovative Werkstoffe (Flachglas, Kunststoffe, Keramiken, Schleifmittel und glasfaserverstärkte Textilien) hier ist Sekurit unterzuordnen Bauprodukte (Gips, Dämmstoffe, Werkmörtel, Rohrleitungsguss, Asphalt, Ze- ment, PVC, etc.) Baufachhandel (Fliesen, Heizung, Sanitär und viele mehr) Die Saint-Gobain Sekurit in Herzogenrath spezialisiert sich auf die Herstellung von Einscheibensicherheitsglas als Zulieferer für die Automobilhersteller VW, Audi, Jagu- ar und weitere namhafte Unternehmen. Die sehr anspruchsvollen Kunden fordern höchste Qualität bei niedrigen Produktionskosten und hoher Funktionalität. Hierbei steht Sicherheit natürlich an erster Stelle. 6

Metallurgische Exkursion 2016 Abbildung 3: Einsatzgebiete und Anforderungen der von der Sekurit hergestellten Sicherheitsgläser Die Einscheibensicherheitsgläser (12 Millionen Scheiben im Jahr) in Herzogenrath werden vor allem für Heck- und Seitenscheiben verwendet, wo aus Gründen der Gewichtsersparnis ein Zweischeibenverbundglas nicht in Frage kommt. Dennoch müssen die Gläser hohen Sicherheitsansprüchen gerecht werden. Sie müssen hohe Festigkeit aufweisen, elastisch sein und dürfen beim Bruch nicht in scharfkantige Glasstücke zersplittern. Dies erreicht man bei Saint-Gobain Sekurit nur durch spezi- elle thermische Behandlung der Gläser. Verbundgläser, welche höhere Sicherheitsstandards gewährleisten und als Front- scheiben vorgeschrieben sind, werden nicht von der Sekurit in Herzogenrath herge- stellt. Die Schwesterfirma Sekurit in Stolberg hat sich auf die Verbundgläser speziali- siert. Bei Einscheibensicherheitsglas wird die Sicherheitsfunktion durch Abschrecken einer auf 600°C erhitzten Scheibe mit einem kalten Luftstrom erzeugt. Dabei wird das Glas vorgespannt, d. h. in der Oberfläche entstehen starke Druckspannungen, die die Biegefestigkeit und u. a. die Temperaturwechselbeständigkeit des Glases bedeutend erhöhen: 7
Metallurgische Exkursion 2016 Die Bruchfestigkeit bei langsamer Belastung ist 4- bis 10-mal so groß wie bei ge- wöhnlichem Glas. Bei starkem Stoß entstehen keine Splitter, sondern nur weniger gefährliche, rundliche Glasbröckchen. Für jede neue Automobilreihe muss Formgebung, Färbung, Druckmuster und die Be- festigung von Modulbausteinen separat angepasst werden. Häufig dauert es Wochen bis die Produktionsanlagen optimal eingestellt sind und die neuen Gläser fehlerfrei hergestellt werden können. 2.5 Führung Die Führung wurde so gestaltet, dass die einzelnen Verarbeitungsschritte chronolo- gisch gezeigt werden konnten. Der reguläre Produktionsablauf für Einscheibensi- cherheitsgläsern sieht dabei folgende Schritte vor: 1. Zuschnitt 2. Schneiden, Schleifen, Bohren 3. Siebdruck 4. Biegen 5. Löten Im Folgenden werden die Prozessschritte ausführlicher behandelt. 2.5.1 Zuschnitt Die Führung begann an der Zulieferung für neue Gläser, welche mittels spezieller, gefederten Glas-Transporter von dem Schwesterunternehmen Saint-Gobain Glas angeliefert werden. Hier erfolgt lediglich die Glasabnahme vom Laster manuell. So- bald die Glasscheiben, mit einer Fläche von ca. 10 m² in die entsprechende Haltevor- richtungen eingebracht sind, erfolgt der weitere Transport zur Schneidevorrichtung vollautomatisch. Von nun an, bis zum fertigen Glas, kommt keines der Gläser mehr in direkten Kontakt mit Menschen, außer bei Qualitätskontrollen. 8
Metallurgische Exkursion 2016 Die Gläser werden zwar größtenteils von dem Schwesterunternehmen Saint-Gobain Glas zugeliefert, teilweise jedoch auch von anderen Unternehmen. Der Zulieferer entscheidet sich je nach Farbe, Zusammensetzung, Dicke und anderer Eigenschaf- ten der Gläser, da nicht jeder Glashersteller einen vollständigen Produktionshorizont aufweist. Beim Zuschnitt werden die 10 m²-großen Gläser, je nach gewünschten Scheibengrö- ße, vollautomatisch „zugeschnitten“. Der Prozessschritt besteht aus Anritzen durch ein Diamantschneidkopf und Brechen des Glases, also kein richtiges Schneiden. Die Formen werden auch nur grob zugeschnitten. Erst im anschließenden Schritt wird die final erforderliche Glasfläche angepasst. 2.5.2 Schneiden, Schleifen, Bohren In diesem Prozessschritt finden der finale Zuschnitt und Bohrungen statt. Anschlie- ßend werden die scharfen Ränder geschliffen um zum einen die Verletzungsgefahr zu reduzieren aber zugleich auch das Risiko auf Rissbildung der schmalzen Kanten zu senken. Die Glas-Ausbringung nach dem finalen Zuschnitt beträgt ja nach Fahr- zeugmodell 90 – 94 %. Die abgeschnittenen Gläser werden in der Saint-Gobain Glas wieder eingeschmolzen und so vollständig recycelt. Die Bohrlöcher in den Scheiben für z.B. Befestigungsmechanik erfolgen durch ein Bohrkopf, der mit Diamanten bestückt ist, und die Scheibe wird von oben 1/3 und von unten 2/3 angeschnitten. Der Glasbruch beim Bohren und Schleifen beträgt etwa 2- 3% und wird ebenfalls wieder in den Recyclingschritt zurückgeführt. Der Zu- und Ab-Transport der Gläser erfolgt, nach einem Reinigungsschritt, vollau- tomatisch mittels Rollbahnen und unbemannten Transportfahrzeugen. Die unbe- mannten Transportfahrzeuge sind unter anderem für die Versorgung von Halbzeug und Betriebsmitteln zuständig. Grund für den hohen Automatisierungsgrad soll eine verbesserte Qualität sein, jedoch sind sicherlich auch Kostengründe ein Argument hierfür. 2.5.3 Siebdruck Der Siebdruck ist in 2 Schritte unterteilt. Zum einen soll eine raue Oberfläche auf dem Glas generiert werden (Funktionsdruck), welche später als Klebefläche beim 9
Metallurgische Exkursion 2016 Einbau der Scheiben dienen soll. Im zweiten Siebdruck wird ein Silberpaste (78-88% Ag) durch Druckverfahren aufgetragen, welches als elektrische Leiterbahnen für die Heckscheibenheizung oder die Antenne dient. Die Aushärtung der Photoemulsion nach dem Druckverfahren erfolgt durch UV-Bestrahlung. Je nach Modell und Funkti- on der Scheibe werden 3 Drücke hintereinander geschaltet. Alle Siebdruck-behandelten Gläser können von der Saint-Gobain nicht mehr einge- schmolzen werden, da diese störende organische und metallische Anteile enthalten. Die Gläser werden für den Straßenbau verwendet, wodurch je Scheibe etwa fünf Gramm Silber verloren gehen. 2.5.4 Biegen Der Verfahrensschritt Biegen sorgt für die finale Formgebung der Glasscheibe. Hier können auch komplizierte Formen, so beispielsweise Wellen oder Kanten, in das Glas eingebracht werden. Beim Biegen wird zwischen zwei unterschiedlichen Metho- den unterschieden; dem Senk-Biege und dem Press-Biege-Verfahren. Bei beiden Verfahren wird das Glas auf eine Temperatur von 600 – 700 °C (entspricht dem Ver- formungspunkt von Glas) vorgeheizt und anschließend in eine Form gegeben. Beim Senk-Biege-Verfahren wird die Formgebung alleine durch die Gravitation vorange- trieben. Das weiche Glas senkt sich hierbei in die Form. Beim Press-Biege-Verfahren hingegen wird zusätzlich eine Negativform verwendet um die Scheibe in die Form zu drücken. Die nachdem Biegen werden die warmen Scheiben von einem Luftgebläse schnell abgekühlt (Abschrecken). Dies sorgt innerhalb der Scheibe für eine Zugdruckspan- nung, die das Glas stabil macht. Erst durch diesen Schritt wird bei Glasbruch die Scheibe in kleine Körner zerspringen. Diese sind nicht so scharfkantig und die Ver- letzungsgefahr wird reduziert. Wichtige Qualitätsmerkmale sind die Anzahl der Kör- ner pro Fläche und der Körnerdurchmesser und müssen regelmäßig geprüft werden. 2.5.5 Löten Beim abschließenden Schritt, dem Löten, werden elektrische Bauteile an das Glas angebracht. Hierbei handelt es sich zum Beispiel um die Antennen- oder Heizungs- 10
Metallurgische Exkursion 2016 kotakte. Als Lötmedium wird Zinn verwendet, welches mittels Widerstandslöten an die Silberflächen angebracht wird. 2.6 Fazit Der Besuch der Saint-Gobain Sekurit in Herzogenrath als Fachfremde Person war vor allem aufgrund des hohen Automatisierungsgrades sehr interessant. Überra- schend war, wie so hochwertige Produkte trotz der hohen Ansprüche in Gewicht und Optik noch eine solch hohe Festigkeit aufweisen können. Abbildung 4: Danksagung und Verabschiedung 11
Metallurgische Exkursion 2016 3 Hydrometall – Engis Kontakt: Thomas Boiselle HYDROMETAL SA Rue du Parc Industriel, 3 B-4480 Engis - Belgique Fax : (32-4) 275 67 99 GSM : (32) 495 77 53 11 E-Mail : TBoiselle@hydrometal.be Visit us at : www.hydrometal.be Protokoll: Nikolaus Borowski, Yiqian Ma Abbildung 5: Gruppenbild bei Hydrometal, Engis 12
Metallurgische Exkursion 2016 3.1 Allgemeines Die Hydrometall S.A, gelegen im malerischen Engis, ist ein großer Industrierecycler, die sich auf die Aufbereitung komplexer metallhaltiger Rückstände und Nebenpro- dukte der NE-Metallerzeugung spezialisiert hat. Die aktuelle technische Ausstattung, basierend auf Hydrometallurgischen Prozessen, ist einzigartig in der Recyclingwelt. Die Prozesse sind energiearm und Produzieren nur sehr wenig CO2. Des Weiteren schafft es die Hydrometal S.A mit ihren Prozessen fast alle angelieferten Materialien soweit aufzuschließen, dass kaum nicht recycelbare Rückstände übrigbleiben. Be- sonderer Fokus liegt hierbei auf den neuen Technologien wie Solarzellen, Batterien, Sparlampen sowie Teile von Windturbinen. Am 26.09.2016 besuchte die Exkursions- gruppe die Hydrometal S.A. im Engis. Abbildung 6 Hydrometal S.A an der Maas in Engis Die Hydrometal s.a, ein Werk der JGI Group, ist ein Experte des Reststoffrecyclings der NE-Industrie und blickt hierbei auf eine 50 jährige Erfahrung zurück. Gegründet wurde Die JGI Group im Jahr 1960 von Jean Goldschmidt, damals noch unter dem Namen „Cerro International Brussels“ als eine Filiale der CGI (Cerro International New York), mit dem Auftrag einen Markt in Europa für NE-Metalle und Konzentrate aus Peru zu finden. Bei der Recherche aller Firmen und Unternehmen stellte sich re- lativ schnell heraus, dass es ein riesiges Potential im Bereich der Reststoffaufberei- tung gab und so wurde recht bald in den frühen 1960er Jahren der erste Verwer- tungsvertrag unterschrieben. Im Jahr 1972 wurde die Firma komplett von Jean Gold- schmidt gekauft und in den bis heute gültigen Namen JGI umbenannt. 1985 ergab sich die Möglichkeit eine alte Zinkhütte zu erwerben und mit der Erfahrung der JGI in 13
Metallurgische Exkursion 2016 ein florierendes Recycling Unternehmen zu entwickeln. Die Hydrometall s.a. war ge- boren. Heute ist die JGI Group ein Unternehmen der SILOX s.a. , einem Spezialisten für Schwefel und Zink Produktion der eine Reihe Zink- und Schwefelfirmen angehö- ren. 3.2 Das Werk Das Werk der Hydrometal s.a liegt im Industriegebiet des kleinen Örtchens Engis di- rekt an der Maas. Obwohl eine sehr gute Schiffsanbindung gegeben wäre, werden die Reststoffe, Versuchsmaterialien sowie die Zinkoxidkonzentrate hauptsächlich über LKWs angeliefert. Die Reststoffe und Versuchsmaterialien werden dabei meist in Big-Bags geliefert, welche auch auf dem gesamten Gelände in diversen Außen und Innenlagern aufbewahrt und gesammelt wurden, bis eine ausreichende Men- gengröße für den Prozess gegeben ist. Teilweise lagern Materialien bis zu 6 Monate auf dem Werksgelände, bis sie Aufbereitet werden können. Lediglich die Zinkherstel- lung ist eine kontinuierliche Produktion, die aus Zinkoxidkonzentraten erfolgt, die in zwei großen Silos separat gelagert werden. Im Jahr 2015 waren 95 Mitarbeiter bei der JGI Group beschäftigt, davon arbeiten 70 ganzheitlich bei Hydrometal. Jährlich werden im Schnitt ca. 60.000 – 70.000t an Zinkkonzentraten und Reststoffen aus der NE-Industrie verarbeitet. Dabei wurden aus den Reststoffen 23 NE-Metalle zurück- gewonnen und recycelt. Abbildung 7: Anlagenbilder aus dem Betrieb 14
Metallurgische Exkursion 2016 Das Werk ist eine Mischung aus sehr alten Aggregaten und modernsten Aufberei- tungsmethoden. Der älteste Teil der Anlage aus dem Jahr 1971 besteht heute noch in Form von drei Aufbewahrungstanks, von denen nur einer kontinuierlich Betrieben wird sowie drei Eindickern. Die restlichen Tanks dienen lediglich als Ersatz für Notfäl- le oder den Fall, dass ein Tank defekt sein sollte. 3.3 Das Analyselabor Zur Voruntersuchung jeglicher angelieferter Materialien verfügt die Hydrometal s.a über ein vollausgestattetes chemisches Labor. Neben der Probennahme und Quali- tätsüberprüfung, bietet dieses Labor auch die Möglichkeit zur Durchführung ver- schiedener Tests unbekannter Reststoffe sowie der Spezifizierung diverser Verfah- rensparameter für den späteren Aufbereitungsprozess. Abbildung 8: Probennahme und Test im Analyselabor 3.4 Die hydrometallurgischen Aufbereitungsprozesse Die Hydrometal s.a ist ein Experte der Hydrometallurgischen Reststoffaufarbeitung. Die Expertise kommt dabei aus der Basis des Werks der Zink- und Zinkprodukte- herstellung wie in Abbildung 4 dargestellt wird. Dabei schafft es die Hydrometall das gegebene Anlagensetup auf möglichst viele Recyclingverfahren für Reststoffe zu adaptieren und anzuwenden. 15
Metallurgische Exkursion 2016 Abbildung 9: Produktionsfließbild der Hydrometall s.a. Dabei kann man das gesamte Prozessportfolio in zwei Hauptprozesse, die auf die vier Filterkammerpressen zugeschnitten sind, von denen eine in Abbildung 4 exemp- larisch dargestellt wird, aufgliedern. Der eine Hauptprozess ist die Hydrometallurgi- sche Zink Herstellung, bei der 150t Wälzoxid täglich durch die Pressen laufen. Abbildung 10: Filterpresse für Wälzoxid im Betrieb Der zweite Hauptprozess befasst sich mit der Aufbereitung von Reststoffen aus der NE-Industrie. Während die Zinkherstellung ganzjährig betrieben wird, stellt die Rest- stoffaufbereitung eher einen Batchprozess dar, der auf den gerade zu behandelnden 16
Metallurgische Exkursion 2016 Reststoff individuell angepasst werden muss. Dabei liegt der Fokus auf stark blei-, kupfer- oder nickelhaltigen Reststoffen. Seit kurzem befasst sich die Hydrometal s.a. auch mit der Aufkonzentrierung von seltenen Erden. Dieser Bereich ist jedoch noch sehr neu und befindet sich erst in der Entwicklung. Hauptprodukte die die Hydrometal s.a produziert und verkauft sind eine Zinklösung, hergestellt aus Zinkkonzentrat, Bleicarbid aus Bleichlorid, das beim Recycling von Batterien anfällt sowie aus dem bei der Zinklösungsherstellung anfallendem Zinn hochreine Zinnbleche. Das 99,999% Zinn wird dabei in den vier hauseigenen Elektrolyselinien selber hergestellt. Hierfür wird das zuvor aus dem Wälzoxid gewonnene Zinn in 16 kg Anoden gegos- sen bevor es in ein temperiertes, kontinuierlich gespültes H2SO4 Bad gehängt wird. Abbildung 11: Elektrolyselinien zur hochreinen Zinnherstellung Durch Anlegen einer Spannung wandert das Zink von der Anode zur Kathode und wird dort abgeschieden bis ca. 6 kg hochreines Zink anhaften. Bei diesem Prozess- schritt geht es weitestgehend um die Abtrennung der noch enthaltenen Blei und Ar- sen Verunreinigungen im Zinn. Pro Elektrolyselinie können 700kg Zinn hergestellt und anschließend in zwei kleinen Öfen geschmolzen und direkt manuell in dünne Zinkbleche vergossen werden. 17
Metallurgische Exkursion 2016 Abbildung 12: Manuelle Zinnblechherstellung aus 99,999% reinem Zinn 18
Metallurgische Exkursion 2016 4 Aleris Protokoll: D. Curtolo ; X. Zhang Besuchte Anlagen: Hot Mill, Cold Mill and CALP line. Adresse: Stocletlaan, 2570 Duffel, Belgium Kontakt: LATHOUWERS, Wouter Wouter.Lathouwers@aleris.com +32 15 30 21 11 Website: https://www.aleris.com/locations/aleris-aluminum-duffel-bvba-2/ Abbildung 13: Gruppenfoto in der Aleris, Duffel 19
Metallurgische Exkursion 2016 4.1 Unsere Besichtigung des Aleris Standortes in Duffel, Belgien Der erste Besuch unserer Exkursionsgruppe am 27. September 2016 galt dem Aleris Standort in Duffel, nähe Antwerpen, in Belgien. Das Augenmerk des Besuches lag darauf einen guten Überblick über die Aluminium Bearbeitung nachdem dieses die Gießerei verlassen hat zu gewinnen. Hierbei wurde ein Blick auf das Warm- und Kaltwalzen und auf das CALP-Verfahren geworfen (Continuous Annealing Line with Pre-Treatment). 4.2 Das Unternehmen Aleris 4.2.1 Unternehmensgeschichte Das Unternehmen Aleris hat noch eine relativ kurze Unternehmensgeschichte. Es entstand Ende 2004 durch den Zusammenschluss von „Commonwealth Industries, Inc.“ Und „IMCO Recycling, Inc“. Das Ergebnis dieser Fusion schuf eine vertikal inte- grierte und an der New York Stock Exchange börsennotierte Einheit. Organisches Wachstum, Optimierungen im operativen Bereich und strategisch Akquisitionen in den Jahren darauf stärkten die Position. Eine dieser gewerblich essenziellen Ent- scheidungen wurde 2014 durch die Verabschiedung des Bereichs des Recycling und der Extrusion-Technik und der stattdessen zunehmenden Fokussierung auf Walzprodukte getroffen. Inzwischen ist Aleris ein Weltmarktführer in der Produktion und im Handeln von gewalzten Produkten aus Aliminium und besitzt 14 Standorte in 3 geographisch differenzierten Unternehmenseinheiten sitzend in Nord-Amerika, Eu- ropa und China. 4.2.2 Produkte Das Kundenspektrum dieses Verarbeiters und Händlers ist dabei breit gespannt. Die Produkte werden für Luft- und Raumfahrt, Automotive, Bau und Infrastruktur, Verpa- ckungen und Konsumgüter eingesetzt. Divers wie die verschiedenen Abnehmer sind auch die bearbeiteten Aluminium Pro- dukte. Beinahe jede Bestellung ist kundenspezifisch und fällt damit hinsichtlich eines Aspekts aus konkreten Normen. Diese Möglichkeiten werden durch die High-End An- 20
Metallurgische Exkursion 2016 lagen des Standorts, die von hoch designten Aluminium Verschalungen für den Hausbau bis hinzu technisch versierten Anwendungen hinsichtlich Qualität und Zu- verlässigkeit wie für die Raumfahrt bereitstellt, gewährleistet. Die Wahl möglicher Le- gierungen ist korrespondierend differenziert um anwendungsspezifisch den Anforde- rungen zu entsprechen. 4.2.3 Geschäftsvolumen Aleris ist mit seinen 14 Standorten in den drei Zonen Nord-Amerika, Europa und Chi- na ein „global player“ in der Herstellung und im Handeln von gewalzten Alu- Produkten. Diese drei Zonen werden von der Zentrale in Cleveland in den USA ge- steuert. Der Gesamtumsatz betrug in den Jahren 2014 und 2015 2918 beziehungs- weise 2882 Millionen Dollar. 4.2.4 Nachhaltigkeit Aleris vertritt und glaubt daran, dass Aluminium eine wichtige Rolle für die Zunahme der Nachhaltigkeit von Produkten jeglicher Branchen und damit implizierend auch für die Nachhaltigkeit der Metallindustrie spielt. Dies hat Aleris auch dazu bewegt über viele Jahre hinweg bereits ihre Performance bezüglich der Umweltbewussten Pro- duktion zu optimieren indem sie unter Anderem zunehmend recyceltes Material in ihre Produktion mit aufnahmen. Als kontrollierende Stelle wurde im Zuge dessen die Position eines Überwacher der Entwicklung und der Fortschritte etabliert und inte- griert. Um weitere Anreize zu sammeln und ein Kontrollgremium hinsichtlich weiterer As- pekte zu etablieren, nahm das Unternehmen um die 40 interne und externe Stake- holder darunter Führungspositionen, Kunden, Zulieferer und Industrie Vertretungen ins Boot, um ökonomische, ökologische und soziale Aspekte in der Produktionskette zu bewerten. Zusammen etablierten sie 21 Kriterien, die insgesamt als essenziel be- achtet werden, um den Kunden unter guten sozialen und ökologischen Aspekten zu- frieden zu stellen. 4.2.5 Forschung und Entwicklung Um die sich entwickelnde Anforderungen der Kunden gerecht zu werden, führt das Unternehmen Aleris verschiedene „Innovation Center“ (IC), welche drauf ausgerichtet 21
Metallurgische Exkursion 2016 sind die Produktionsperformance immer zu verbessern und nachhaltige Lösungen für aufkommende Wünsche und Probleme der Kunden anzubieten. Dabei besitzt die Forschungsabteilung ein wesentliches System. Jedes IC besitzt zwei Teams. Das Eine beschäftigt sich mit Forschung und Entwicklung. Das Andere beschränkt sich auf die Produktion. Das F&E-Team fokussiert sich darauf neue Materialien zu erfor- schen und zu entwickeln, um Aleris weiterhin für die Kunden den Zulieferer der Wahl sein zu lassen. Das Produktionsteam kümmert sich hingegen um die Produktionsop- timierung und die Technologieentwicklung Anbei sind die wichtigsten ICs der Firma Aleris genannt: 1. Aachen, Deutschland nutzt diverse fortgeschrittene Forschung und Modell- technicken, um die F&E-Abteilung von Kunden hinsichtlich der Produktions- planung und des Produktdesigns zu unterstützen. 2. Duffel, Belgien konzentriert sich auf den Automotive Bereich. Hierbei stehen Coils und Bleche im Fokus. Beispiele kürzlicher Innovation sind: Entwicklung von Legierungen, den dazugehörigen Prozessen und Pro- dukten, die es der Automobilindustrie ermöglichen von Stahl- zu Alumi- niumkarosserien zu wechseln und den Anteil an recycelten Materialien zu erhöhen Entwicklung korrosionsbeständiger Außenbleche, die durch einen er- höhten Grad an möglicher Formgebung die Designmöglichkeiten und die Sicherheit von Insassen verbessert 3. Koblenz, Deutschland beschäftigt sich mit der Luft- und Raumfahrt, Wärme- tauschern und kommerziellen Platten. Letzte Errungenschaften waren hier: Entwicklung von hochfesten Platten für strukturelle Applikationen für die Luft- und Raumfahrt-Industrie Entwicklung von Al-Mg-Sc-Legierungen, die sich durch ihr minderes Gewicht als Material für Flugzeugrumpfe eignet. Zu Anwendende Technologien für dieses Material wurde ebenso in Augenschein ge- nommen 22
Metallurgische Exkursion 2016 Entwicklung von Wärmetauscher, die Wärmeströmungsfreie Löt- Technologie anwenden und von korrosionsbeständigen Legierungen die für Luftkühler der neuen Generation mit geringer Größe - spezifisch für Triebwerke/Motoren mit Turbocharger– benötigt werden. Entwicklung von leichtem, gegen ballistische und Minenbedingte Ein- schläge widerstandsfähiges Material Entwicklung verschleißfester Materialien für den Gebrauch in Bauwa- gen-explizit Kippwägen 4. Zhenjiang, China ist das vierte IC, welches in Juli 2014 öffnete und sich mit der Entwicklung der vor Ort hergestellten Platten beschäftigt. Augenmerkt liegt hier insbesondere auf den Verbau in der Luft- und Raumfahrt-Industrie 5. Nord-Amerika, USA ist das nächste IC, was in Planung steht als nächstes er- öffnet zu werden. Die Schwerpunkte sollen in diesem Center in der Entwick- lung von Aluminium-Karosserie für die hiesige Automobilindustrie sein 4.2.6 Der Standort Aleris Duffel Das Gelände der Aleris Duffel befindet sich im Industrie Gebiet des namensgeben- den Ort Duffel (Provinz Antwerpen). Auf diesem befinden sich eine der längsten Walzanlagen Europas an denen 1000 Angestellte aus Aluminium und Speziallegie- rungen qualitativ hochwertige Walzprodukte herstellen. Die benutzte Technologie entspricht hierbei dem aktuellen Stand der Technik. Verwendete Anlagen sind so- wohl Warm- und Kaltwalzanlagen als auch eine CALP-Einheit (Continuous Annelaing Line with Pretreatment) über 3556m. Lokal werden hierbei konkret Bleche, Spulen und kundenspezifische Geometrien produziert, die zu meist ihre weitere Verarbeitung im Automotive, Konstruktion und anderweitigen Ingenieursentwürfen erfahren. Einen Abriss des Geländes liefert Abbildung 14. 23
Metallurgische Exkursion 2016 Abbildung 14: Überblick des Standorts Duffel 4.2.7 Die Besichtigung der Produktion Der Besuch begann zunächst mit Sicherheitskonstruktionen. Anbei wurden uns zu- sätzliche Informationen über Aleris und dessen Produkten hinsichtlich der Abnehmer- relevanten Aspekten im Automotive und Luft- und Raumfahrtbereich mitgeteilt. Die sich anschließende Werksbesichtigung begann bei der Warmwalzanlage. Un- glücklicherweise war für diesen Rundgang die Gießerei nicht seitens der Führung eingeplant, da angehende Konstruktionsarbeiten an dieser für so eine große Gruppe als zu große Gefahrenquelle eingeschätzt wurde. Die Warmwalz-Anlage beinhaltet eine „4-high reverse Hot-mill“. Diese wird mit vor- geheizten Barren chargiert. Vor dem Einfahren in die Anlage werden die untere und obere Seite dieser insofern noch bearbeitet, dass die groben Strukturen, die Rück- stände des Kontakts mit der Gießform bilden, entfernt werden. Dies versiegt eine Quelle der möglichen Fehlerbildung beim darauffolgenden Bearbeiten. Weitere Fehlerbildung wird durch das Abtrennen der oberen und unteren Enden der Barren vorgebeugt. Diese werden intern in der eignen Gießerei wieder recycelt. 24
Metallurgische Exkursion 2016 Abbildung 15: Warmwalz-Anlage Folgend auf diesen Prozess durchfahren die bleche eine Tandem-Walze. Diese be- steht aus 3 aufeinanderfolgende „4-high hot-mill“, die dazu dient die Dicke der Bleche so weit sukzessiv zu reduzieren, dass ein sich anschließendes Einbringen in eine Produktionskette bei Abnehmern möglich ist. Jedoch durchfahren nicht alle Produkte diese Station. Abhängig vom Kunden werden auch Bleche nach der ersten Station direkt verkauft. Dies liegt zum Beispiel beim Verkauf von dicken Aluminium-Blechen an die Luftfahrtindustrie vor. Abbildung 16: Tandem-Walz-Anlage Station 3 befindet sich nicht mehr in der Warm- sondern in der Kaltwalzhalle. Hier werden nicht nur die endgültigen Maße des Blechs eingestellt (maximale Dünne liegt bei 0,09mm), sondern auch die Mikrostruktur und die damit einhergehende mechani- schen Eigenschaft des Werkstücks eingestellt. Neben zwei weiteren Kaltwalz- Anlagen befindet sich hier die breiteste „6-high cold-mill“ in Europa, welche hinsicht- lich der Automatisierung, Qualität, Produktion und Verlässlichkeit dem Stand der Technik entspricht. Bezüglich der Weite lassen sich hierauf Objekte bis zu 235mm 25
Metallurgische Exkursion 2016 prozessieren. Weitere erwähnenswerte Aspekte sind die „Fedforward“ and „feed- back“ Kontrollen und die piezoelektrischen Sensoren, welche dazu dienen den Pro- zess bezüglich Objektmaße und der Dicke zu kontrollieren. Interessant ist, dass die- se Maschine eine der wenigen ist, die Kerosin als Schmiermittel benutzt und dieses auch nicht wegen Qualitätsanforderungen durch andere Mittel substituiert werden kann, obwohl die ausgehende Gefahr nicht nichtig ist. Abbildung 17: Breiteste Kaltwalz-Anlage in der EU Eine der wichtigsten Bestandteile am Standort Duffel ist die CALP-Kette. Hier werden in einem kontinuierlichen Verfahren die Werkstücke einer Wärmebehandlung unter- zogen. Diese 250m lange Anlage durchfahren jährlich 85Milionen Tonnen. Hierbei kommen die Coils durch einen „Buffer“, einen 100m langen Gas Ofen, werden in kal- ter Luft abgeschreckt und entfettet. Daran schließen sich die Behandlung der Passi- vierung mit Titan und Zr, ein weiterer „Buffer“-Bereich, das Schneiden und schließlich das Verpacken an. Die „Buffer“ dienen dazu die Kontinuität des Prozesses am Lau- fen zu halten, um eine maximale Auslastung der Anlage zu erreichen. Diese Anlage ist auch der momentane Flaschenhals der Aleris Duffel. Sie läuft 24 Stunden am Tag. Abnehmer der hier produzierten Bleche sind meistens die Automobil-Industrie. 26
Metallurgische Exkursion 2016 Abbildung 18: CALP-Anlage Nach dem Durchlaufen der CALP-Anlage erfahren die jeweiligen Coils noch einer In- spektion, um die internen als auch die Kundenanforderungen zu genügen. Die Coils werden hierbei so den Kunden zugewiesen, dass alle Kundenanforderungen erfüllt werden. Ist eine dieser Spulen nicht absetzbar, wird diese erneut behandelt oder – je nach Art der Fehler/Defekte – recycelt. Neben der Herstellung und Bearbeitung der Werkstücke ist zur optimalen Prozess- gestaltung die Lagerung technisch hochwertig gestaltet. Das Lager läuft voll automa- tisiert und gewährleistet dabei nach Auskunft der Prozessingenieure eine auch die Bereitstellung von Coils, dessen Bestellung der Bearbeitung nur kurzfristig einge- gangen ist. Derweil dient es auch als zusätzlicher Kühlbereich, der bereits bearbeite- ten Spulen. Abbildung 19: Das voll-automatisierte Lager 27
Metallurgische Exkursion 2016 5 Umicore in Olen Datum des Besuches: 27. September 2016 Protokoll: Florian Binz, Alexander Klesen, Lukas Offermann 28
Metallurgische Exkursion 2016 Abbildung 20: Gruppenfoto bei Umicore, Olen 5.1 Einleitung und Allgemeines Das Werk in Olen ist eines von 77 Umicore-Werken auf der Welt. Umicore wurde 1906 als Union Minière du Haut Katanga (Minenbetreiber im Kongo) gegründet. Nach der Verstaatlichung der Minen im Kongo 1968 wurde der Konzern in Union Mi- nière umbenannt. Der Fokus lag seitdem auf dem Geschäft in Europa. Bis 1995 schloss sich Union Minière mit diversen Metallproduzenten zusammen. 1995 wurde der Konzern dann um das neue Kerngeschäft der umweltfreundlichen Technologien umstrukturiert und in Umicore umbenannt. Die vorhandenen Zink- und Kupferhütten wurden abgespalten und verkauft, unter anderem die Kupferhütte in Olen, die aktuell von Aurubis betrieben wird. Heute hat Umicore vier Divisionen: Katalysatoren, Energiewerkstoffe, Hochleis- tungsmaterialien und Recycling. Die Aufteilung des Umsatzes auf diese Divisionen zeigt Abbildung 1. Abbildung 21: Anteile der Divisionen am Umsatz (2010) Heute setzt Umicore vor allem auf Nachhaltigkeit. 2013 brachte das der Firma den Preis Nr. 1 der “Global 100 Most Sustainable Corporations in the World” ein. In einem eigenen Horizon 2020 möchte Umicore seine Prozesse und Marktpositionen weiter verbessern und so an der Spitze von „clean mobility materials“ weltweit stehen. Die Nachhaltigkeit Umicores soll sich nicht nur auf die Umweltfreundlichkeit der verwen- deten Prozesse, sondern auch auf die soziale Verträglichkeit der Materialien bezie- hen. Daher sind Umicores Wertschöpfungsketten darauf optimiert, den Arbeitern auf der ganzen Welt faire Arbeitsbedingungen und Entlohnung zu bieten und Kinderar- 29
Metallurgische Exkursion 2016 beit abzuschaffen. Vor allem seit der Veröffentlichung der erschreckenden Zustände in vielen Cobaltminen sind viele Hersteller von Consumerelektronik, zum Beispiel Smartphones, daran interessiert, fair gehandeltes Cobalt zu kaufen. Das sorgt dafür, dass Umicores Umsatz im Cobaltmarkt ständig steigt und bereits heute 20 % der Li- thium-Ionen-Batterien Materialien von Umicore enthalten. Im Werk in Olen befinden sich Produktionslinen für Cobalt und Germanium sowie ei- ne große Forschungs- und Entwicklungsabteilung, in der etwa 30 % der Forschung von Umicore stattfindet. Germanium wird vor allem für Solarzellen, zum Beispiel in Satelliten, verwendet. Die globale Nachfrage für Germanium liegt derzeit bei etwa 100 Tonnen pro Jahr. Durch die geringe Nachfrage und die Komplexität der Prozesse kostet Germanium etwa 1000 $/kg. 5.2 Cobaltherstellung Führung durch: Tim Varde Cave, Projektingenieur und Leiter der Co-Pulverfabrik Schon in den 1920er Jahren begann man in Olen mit der Cobaltherstellung. Damals wurden hauptsächlich Rückstände aus der dortigen Kupferhütte verarbeitet, die mitt- lerweile nicht mehr zu Umicore gehört. Teilweise wird auch heute noch in Gebäuden aus dem Jahr 1924 produziert, wobei diese bald durch moderne Produktionsstätten ersetzt werden sollen. Die Cobaltherstellung in Olen ist zunächst in zwei Bereiche unterteilt. In einem wer- den cobalthaltige Rückstände mit 30 bis 70 % Cobaltanteil, im anderen metallisches Cobalt mit einem Gehalt von über 99,3 % verarbeitet. Letzteres stellt dabei den grö- ßeren Anteil der Produktion dar. 5.2.1 Hydrometallurgische Behandlung von cobalthaltigen Rückständen Die Rückstände stammen aus Hartmetallrecycling, Kupferabbau oder Batterierecyc- ling. Sie werden zunächst in Chlorhaltiger Säure (HCl oder H2SCl4) gelaugt. Cobalt geht dabei als Chlorid (CoCl2) in Lösung. Ebenso werden Eisen und Kupfer als Hauptverunreinigungen mit aufgelöst. Nach der Laugung werden alle nicht aufgelös- ten Rückstände in einer Filterpresse von der Lösung getrennt. 30
Metallurgische Exkursion 2016 Aus dieser Lösung wird anschließend das Kupfer entfernt. Dazu wird Metallpulver (Co oder Fe) eingerührt, sodass das Kupfer reduziert wird, metallisch ausfällt und erneut abfiltriert werden kann. Anschließend wird das gelöste Eisen entfernt. Dafür wird zunächst der pH-Wert er- höht. Anschließend wird Sauerstoff in die Lösung eingeblasen, wodurch das Eisen oxidiert wird und als Hydroxid ausfällt. Dieses kann dann ebenfalls abfiltriert werden. Dabei liegt es aber mit Gips (CaSO4) vergesellschaftet vor, weshalb der Rückstand gewaschen und deponiert wird. 5.2.2 Laugung von verunreinigtem Cobalt Hier wird metallisches Cobalt mit einer Reinheit von etwa 99,3 % mit Salzsäure bei 80 °C in 6 Laugungstürmen mit einem Gesamtvolumen von 12 m³ gelaugt. Der Durchsatz beträgt 6000 t/a. bei der Zugabe von Salzsäure zum Metall ist vor allem die Entstehung von Wasserstoff zu beachten. 5.2.3 Solventextraktion und Pyrolyse Anschließend werden die Lösungen durch Solventextraktion weiter raffiniert. Dabei werden Nickel, Mangan, Zink, Calcium, Blei, Eisen und Kupfer im organischen Sol- vent entfernt. Dieser wird anschließend gewaschen, um Zink und Eisen daraus zu entfernen. Die so gereinigte Cobaltchloridlösung wird nun in einem Sprührostofen bei Tempera- turen von 500 bis 700 °C pyrolisiert. Dabei wird Luft eingeblasen, deren Sauerstoff mit dem Kobaltchlorid zu Kobaltoxid reagiert. Das im Abgas entstehende Chlor wird mit Wasser zu Salzsäure umgewandelt, die anschließend im Prozess wiederverwen- det wird. Das Cobaltoxid wird an die Batterieindustrie oder als Pigment, vor allem an die Glasindustrie, verkauft. 5.2.4 Cobaltpulverherstellung Neben dem hochreinen Cobaltoxid wird auch feines metallisches Cobaltpulver in O- len hergestellt. Dieses wird vor allem für Hartmetalle verwendet. 31
Metallurgische Exkursion 2016 Um dieses Pulver herzustellen, wird aus der gereinigten Cobaltchloridlösung (s.o.) mittels Oxalsäure (C2H2O4) Cobaltoxalat (CoC2O4) hergestellt. Dieses wird dann un- ter Abgabe von CO2 nach folgender Reaktionsgleichung thermisch zersetzt. 2 4 → + 2 2 Das entstehende Cobaltpulver ist sehr fein und würde bei den erhöhten Temperatu- ren an der Luft oxidieren, weshalb der Prozess unter Inertgasatmosphäre stattfindet. Für den Prozess werden mehrere widerstandsbeheizte Rohröfen der Firma Elino verwendet und das gesamte Handling der Schiffe, in denen die verschiedenen Pulver transportiert werden, ist vollautomatisiert. Zudem wird die Temperatur des Cobaltpul- vers nach der Reaktion gemessen. Ist diese zu hoch, hat wahrscheinlich eine exotherme Oxidation des Cobalts stattgefunden. Das wäre ein Anzeichen dafür, dass sich unerwünschterweise Sauerstoff im System befand. 5.3 Germaniumherstellung Führung durch: Dr. Ir. Maarten Schurmans, Senior Manager, Process & Product De- velopment Die Germaniumherstellung im Werk Olen gehört zum Umicore-Geschäftsbereich „Electro-Optic Materials“. Da Germanium hauptsächlich zur Herstellung von High Tech-Anwendungen wie Solarzellen, Katalysatoren, Lichtwellenleiter oder Teilchen- detektoren verwendet wird, bestehen sehr hohe Anforderungen an die Reinheit der erzeugten Ingots und Wafer. Im Werk Olen werden Halbzeuge mit üblichen Reinhei- ten von 7N bis hin zu maximal 13N produziert. Die Größe der in Olen hergestellten Germanium-Ingots beträgt für gewöhnlich 4 Inch, es ist jedoch auch möglich Ingots mit einer Größe von bis zu 6 Inch herzustellen. Mit zunehmender Größe steigt jedoch aufgrund der Eigenschaften von Germanium die Anfälligkeit für Bruch stark an. 5.3.1 Primärproduktion und Recycling von Germaniumprodukten Im ersten Schritt des Herstellungsprozesses werden in der Vorbereitungshalle die Einsatzstoffe zusammengestellt. Dabei wird eine Mischung mit einem Germanium- Gehalt von mindestens 200 ppm umgesetzt, da die Nutzung geringerer Gehalte nicht wirtschaftlich wäre. In der Regel verfügen die im Werk Olen verwendeten Materialien über einen Germanium-Gehalt von ca. 0,5 % und stammen beispielsweise aus der 32
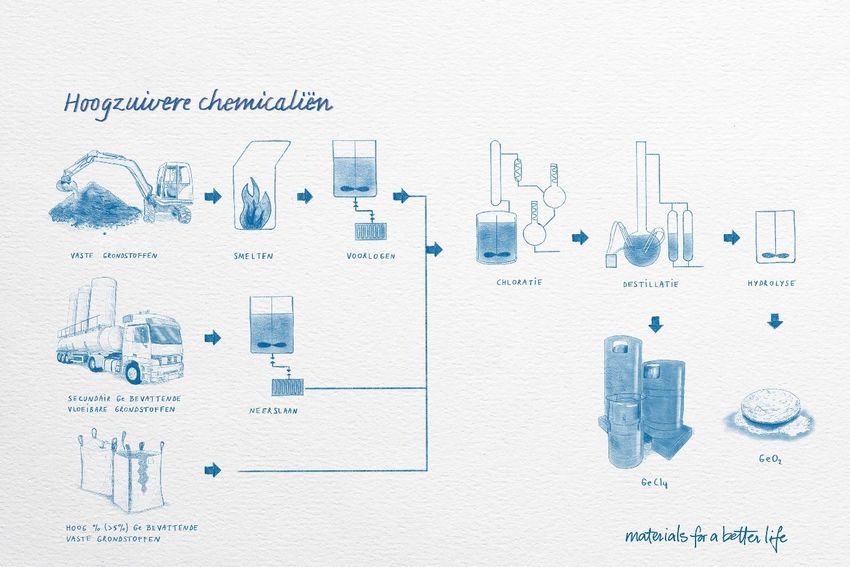
Metallurgische Exkursion 2016 Zinkherstellung, aus Kohlenflugaschen und von Produktionsschrotten, die entlang der Herstellungsroute entstehen. Außerdem werden inzwischen auch mehr und mehr Altschrotte aus End-of-Life Produkten im Prozess verwertet. Um einen möglichst ge- ringen Schmelzpunkt zu erreichen werden Schlackenbildner zugegeben. Die Mischung wird anschließend im ISA-Smelter eingeschmolzen. Der ISA-Smelter verfügt über eine vertikal verfahrbare Lanze. Die Schlacke bleibt an der wasserge- kühlten Lanze kleben und schützt diese so vor einem zu starken Angriff durch die Schmelze. Die Lanze muss daher nur ca. einmal im Monat ausgetauscht werden. Die im Prozess entstehenden Gase können abhängig von der Charge über 1000 °C heiß werden und werden mittels einer Luftquenche auf bis zu 100 °C abgekühlt. Im ISA- Smelter erfolgt eine Aufkonzentrierung des Materials um den Faktor 10 bis zu einem Ge-Gehalt von 5 %. Der Abstich erfolgt alle 14 Stunden. Die Produkte sind germani- umoxidhaltiges Konzentrat und Schlacke. Das entstandene Konzentrat erfährt zunächst eine Vorlaugung und wird dann in ei- nen Chlorierungsreaktor unter Zugabe von HCl (400 g/l) überführt. Im Reaktor ent- steht durch Reaktion des enthaltenen Germaniumoxids nach folgender Gleichung bei 220 °C sehr reines Germaniumtetrachlorid: 2 + 4 → 4 + 2 2 Problematische Elemente bei der Chlorierung sind Arsen, welches schwierig zu ent- fernen ist, und Fluor, welches die Gefahr der Bildung von Fluorwasserstoff-Gas birgt und zusätzlich die Keramik angreift, also Korrosion verursacht. Zur Überwachung des Fluor-Gehalts werden daher mehrere Messungen durchgeführt. Das entstandene Germaniumtetrachlorid wird schließlich über mehrere Stufen destilliert, um eine mög- lichst hohe Reinheit zu erreichen. Der Chlorierung schließt sich die Hydrolyse an. Dabei wird das Germaniumtetrachlo- rid mit destilliertem Wasser zur Reaktion gebracht, sodass Germaniumoxid (GeO2) entsteht. Nach der Hydrolyse sind nur noch sehr wenige Verunreinigungen vorhan- den, sodass eine Reinheit von 9N gewährleistet ist. Das Germaniumoxid-Produkt liegt als Pulver vor. Die Prozessschritte sind in Abbildung 22 nochmals dargestellt. 33
Metallurgische Exkursion 2016 Abbildung 22: Herstellung von GeO2-Pulver Im Rahmen der anschließenden Raffination durch Zonenschmelzen erfolgt im nächs- ten Schritt eine Reduktion des pulverförmigen Germaniumoxids mit Wasserstoff in Graphitbehältern zu reinem Germanium. Zunächst wird GeO2-Pulver in entsprechen- den Reduktionsöfen zu Germanium reduziert. Beim eigentlichen Zonenschmelzen wandert der zu raffinierende Germaniumkörper langsam durch eine Heizzone. Der Körper schmilzt auf und wird unmittelbar wieder abgekühlt. Die enthaltenen Verun- reinigungen wandern zum Probenende und können dort abgetrennt werden. Diese Prozesse werden in Quarzglas-Rohren verschiedener Größe unter Wasserstoff- bzw. Wasserstoff-Stickstoff-Atmosphäre durchgeführt. Nach dem Zonenschmelzen kommt als finaler Schritt das Czochralski-Verfahren zum Einsatz. Dabei wird durch Kristallziehen aus dem polykristallinen Germanium ein Einkristall erzeugt. Die Abfolge der Behandlungsschritte vom GeO2-Pulver bis hin zu Einkristall können anhand Abbildung 23 nachvollzogen werden. 34
Sie können auch lesen