Sensorbasierte Sortierung zur Erzeugung einer Deponie-fraktion aus einer MBA-Schwerfraktion Praxiserfahrungen und Vergleich verschiedener ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 1
Sensorbasierte Sortierung zur Erzeugung einer Deponie-
fraktion aus einer MBA-Schwerfraktion
Praxiserfahrungen und Vergleich verschiedener
Aufbereitungsalternativen
Martina Meirhofer1, Arne M. Ragoßnig2, Manuel Sommer1, Simone M. Pieber1
1
BIOENERGY 2020+ GmbH, Forschungsstätte Pinkafeld, Österreich
2
Fachhochschulstudiengänge Burgenland Ges.m.b.H, Pinkafeld, Österreich
Sensor-based sorting systems for the generation of a landfill fraction
out of the heavy fraction of a MBT plant
Abstract
The processing of heterogeneous waste is a major challenge for waste treatment
equipment used in mechanical-biological (MB) waste treatment plants. This conference
contribution focuses on the technical feasibility and efficiency of different technologies
for the processing of a heavy waste fraction from a MB-plant which contains a high por-
tion of high caloric components. The aim is to meet the requirements for waste to be
landfilled in Austria. Also economic considerations with regard to the implementation of
an additional separation step and the resulting changes in the waste routing are dis-
cussed. The processing technologies looked at comprise sensor-based sorting technol-
ogies (NIR, X-ray transmission) as well as traditional mechanical density separation
technologies such as a jigger and cross-flow air classification.
Inhaltsangabe
Die Behandlung von Abfallströmen einer MBA-Anlage stellt in der Regel durch deren
heterogene Zusammensetzung besondere Anforderungen an Trennverfahren und
Trennaggregate. Am Beispiel einer Schwerfraktion, welche hohe Anteile an brennbaren,
energiereichen Bestandteilen enthält, sollen verschiedene Behandlungssysteme zur
Erzeugung einer auf Deponien ablagerungsfähigen Fraktion erprobt werden und durch
technische und wirtschaftliche Betrachtungen evaluiert werden. Die betrachteten Be-
handlungsverfahren umfassen sensorbasierte Verfahren, unter Anwendung von Nahinf-
rarot und Röntgentransmission, und klassische mechanische Dichtetrennverfahren wie
Nasssetzverfahren (Jigger) und Querstromsichtung.
Keywords
Mechanisch-Biologische Abfallbehandlung, Schwerfraktion, Sensorbasierte Sortierung,
Dichtetrennung, Wirtschaftlichkeitsbetrachtung, Sensitivitätsanalyse
Mechanical-Biological Treatment, Sensor-based Sorting, Density Separation, Economic
Evaluation, Sensitivity Analysis
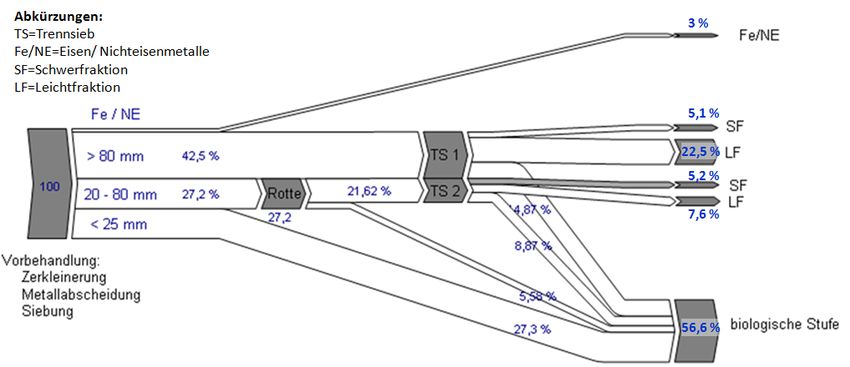
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de2 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 1 Einleitung Vorrangiges Ziel der Abfallwirtschaft ist die Vermeidung und Minimierung von Abfällen. Sind Abfälle bereits entstanden, gilt es diese best möglich zu nutzen. Primär ist eine stoffliche Verwertung gewünscht, ist diese technisch wie wirtschaftlich nicht mehr mög- lich gilt oft die thermische Nutzung als Ersatzbrennstoff als Methode der Wahl. Für alle Verwertungsoptionen gilt, dass einerseits Ressourcen geschont und anderseits durch optimierte Abfallbehandlungsverfahren negative Umweltauswirkungen minimiert wer- den. Nicht mehr nutzbare Abfallströme können unter strengen Auflagen einer Deponierung zugeführt werden. Aufgrund der rechtlichen Rahmenbedingungen, um Treibhausgas- emissionen aus Deponien zu vermeiden, gilt in Österreich ein Deponierungsverbot für Abfälle mit einem organischen Anteil höher als 5% TOC (Total organic carbon), sofern sie zuvor keiner Behandlung unterzogen wurden. Neben der thermischen Behandlung wird von der Gesetzgebung auch die mechanisch-biologische Abfallbehandlung (MBA) als geeignetes Verfahren akzeptiert, wobei hier für zu deponierende Abfälle u.a. das Brennwertkriterium mit einem Grenzwert von 6.600 kJ/kg TS(Trockensubstanz) einzuhalten ist (DVO 2010). In Zusammenarbeit mit einem Abfallbehandler wurde eine Schwerfraktion (20 – 80 mm) aus einer MBA-Anlage untersucht, welche große Anteile an inerten Bestandteilen je- doch auch mehr als 50% an energiereichen Materialien (wie Kunststoffe, Holz, Textili- en) enthält und somit aufgrund der Nichteinhaltung der Kriterien für eine unmittelbare Deponierung eine Herausforderung in der weiteren Aufbereitung darstellt. Diese Schwerfraktion soll im Weiteren durch ein geeignetes Trennverfahren in eine deponie- fähige (niederkalorische, weitgehend inerte) sowie eine thermisch zu entsorgen- de/verwertende (hochkalorische) Fraktion aufgetrennt werden. Der Fokus der Aufberei- tung liegt auf der Erzeugung einer Fraktion, welche die Kriterien der Deponierung ein- hält. Hierfür wurden in der Forschungsarbeit sensorbasierte Trennverfahren sowie Dich- tetrennverfahren für Aufbereitungsversuche ausgewählt und in Versuchsdurchführun- gen auf ihre Anwendbarkeit untersucht. Das in Abbildung 1 dargestellte Stoffflussdiagramm zeigt die Behandlungsschritte des Anlageninputs bis hin zur betrachteten Schwerfraktion nach Trennsieb 2 (in der Darstel- lung grau hinterlegt). Grob beschrieben besteht die Aufbereitung aus einer Zerkleinerung des Anlageninputs, mehreren Siebschritten sowie Stufen der ballistischen Separation zur Abtrennung von großflächigen (energiereichen) Bestandteilen sowie von mineralischen und biogenen Feinanteilen, Metallabscheidungsstufen (Eisen und Nichteisenmetalle) sowie einer dy- Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de
Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 3
namischen Vorrotte. Der Abfallstrom fällt mit rund 4.000 t pro Jahr an und macht einen
Massenanteil am Anlageninput von rund 5,2% aus.
Abbildung 1 Stoffflussdiagramm der MBA-Anlage (UDB 2009)
2 Aufbereitungsversuche
2.1 Verwendete Aufbereitungstechnologien
Für die Durchführung von Aufbereitungsversuchen wurden sensorbasierte Sortierver-
fahren und mechanische Dichtetrennverfahren verwendet. Für die sensorbasierten Ver-
fahren fiel die Entscheidung auf zwei verschiedene Nahinfrarotsysteme (NIR) und das
Röntgentransmissionsverfahren, als Dichtetrennverfahren wurden eine Nasssetzma-
schine, ein luftunterstütztes ballistisches Trennaggregat (Hartstoffscheider) und ein
Querstromsichter ausgewählt. In Tabelle 1 werden die für die Auswahl der Trennverfah-
ren wesentlichen Kriterien und Parameter zusammengefasst.
Für die Versuchsdurchführung mittels sensorbasierter Sortierung wurden zwei unter-
schiedliche Nahinfrarot Systeme (NIR) zum einen mit Multiplexer-Technologie (Wellen-
längenbereich von 1.400 – 1.900 nm) (LLA 2010) und zum anderen mit Spectral Ima-
ging (erweiterter Wellenlängenbereich bis 2.400 nm und Objekterkennung) (EVK 2008)
verwendet. Als weiteres System wurde das Röntgentransmissionsverfahren ausge-
wählt. Als Dichtetrennverfahren wurden das Nasssetzverfahren (Jigger) sowie zwei luft-
unterstütze Trennverfahren (Hartstoffschieder, Querstromsichter) betrachtet.
Mit den oben erwähnten trockenen Dichtetrennverfahren und dem Röntgentransmissi-
onsverfahren wurden bis zum gegenwärtigen Zeitpunkt nur orientierende Versuche
durchgeführt, weshalb diese in der Vergleichsdarstellung (siehe Abbildung 3) nicht auf-
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de4 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion
gelistet werden. Wissenschaftlich begleitete Aufbereitungsversuche mit diesen Verfah-
ren sind in Vorbereitung.
Tabelle 1 Klassifizierung ausgewählter Trennverfahren für die vorliegende Trennaufgabe
Anzahl
Technischer Korngröße Variable
Anlagentyp Materialfeuchte Trenn-
Aufwand [mm] Anlagenparameter
fraktionen
Hoch, durch Verwen- Abtastrate, Bandge-
NIR-Sortierung Problematisch, durch
dung von Sensoren, schwindigkeit, Druckluft-
(Optischer > 15 Veränderung der 2
EDV und mech. Kom- menge und Druckluft-
Multiplexer) Reflexionsspektren
ponenten impulsdauer
Hoch, durch Verwen- Abtastrate, Bandge-
Problematisch, durch
NIR-Sortierung dung von Sensoren, schwindigkeit, Druckluft-
> 10 Veränderung der 2
(Spectral Imaging) EDV und mech. Kom- menge und Druckluft-
Reflexionsspektren
ponenten impulsdauer
Hoch, durch Verwen-
Unproblematisch ,
dung von Sensoren,
möglicherweise Ein- Druckluftmenge und
Röntgensortierung EDV und mech. Kom- 15 - 250 2
fluss auf Austragever- Druckluftimpulsdauer
ponenten, Arbeits-
halten
schutz
Gering, Trennung
Nasssetzmaschine
erfolgt durch Schwin- > 12 Unproblematisch Hubhöhe und -zahl 2
(Jigger)
gungen
Hartstoffscheider, Gering; Trennung
Kaskadenförmig ange-
luftunterstützte erfolgt durch mechani- 20-80
Unproblematisch ordnete Trennbleche sind 3
ballistische sche Vibration und
in ihrer Neigung variabel
Separation Luftunterstützung
Gering, Trennung Luftdüsenwinkel, Volu-
Querstrom-
erfolgt durch horizonta- 20-80 Unproblematisch menstrom; Paddelstel- 3
sichter
le Luftströmung lung
2.2 Beurteilung des Aufbereitungsergebnisses
Ziel der Versuchsdurchführungen war es die kohlenstoffreichen und somit hochkalori-
schen Abfallbestandteile von den niederkalorischen, inerten Abfallbestandteilen abzu-
trennen. Der Fokus der betrachteten Verfahren liegt dabei auf dem maximalen Ausbrin-
gen der hochkalorischen Bestandteile und der Reinheit der zu deponierenden Fraktion.
Das Ausbringen stellt das Massenverhältnis des auszubringenden Materials im Auswurf
bzw. der Leichtfraktion bezogen auf dessen Inputmasse dar. Die Reinheit stellt den An-
teil des dem jeweils betrachteten Outputstrom korrekt zugeordneten jeweiligen Mas-
senanteil dar. Die durch manuelle Sortierung erfolgten Beurteilungen werden für die
niederkalorische / inerte Fraktion durch chemische Analytik (Parameter lt. Deponiever-
ordnung) ergänzt (DVO 2010). Die Leichtfraktion wird basierend auf den Parametern
der Abfallverbrennungsverordnung beurteilt (AVV 2010). Im mit brennbaren / energie-
reichen Materialien angereicherten Stoffstrom sollten sich sonstige Organik, Holz, PPK
(Papier, Pappe, Karton)-Anteile, Kunststoffe (sowohl hell als auch dunkel), Textilien und
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.deSensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 5 sonstige Abfälle wiederfinden. Der inerte/energiearme Rest sollte sich aus Metallen, schadstoffhaltigen Abfällen, Inertmaterialien und der Feinfraktion zusammensetzen. Bei den sensorbasierten Sortierungen, welche im Technikumsmaßstab durchgeführt werden, wurden in einem ersten Versuchsdurchlauf die Grundeinstellungen für ein vor- erst ausreichendes Trennergebnis festgelegt und diese im Laufe mehrerer Versuchs- durchgänge variiert um die Qualität des Durchlaufes (inerte / niederkalorische Materia- lien, wie Steine, Glas, Keramik, Metalle, etc.), welche vorerst anhand manueller Sortie- rungen beurteilt wurde, zu optimieren. Um die Durchlaufqualität zu verbessern, können der Druck und die Dauer des Druckluftimpulses und je nach verwendetem Verfahren die Abtastgeschwindigkeit der Sensoren und das tolerierte Rauschen der reflektierten Spektren (NIR) variiert werden. Je Versuchsreihe wurden drei Durchgänge mit den je- weils selben Parametereinstellungen durchgeführt, um eine statistische Bewertung der Ergebnisse zu erlauben. Die Erprobung der Dichtetrennverfahren wurde als einmalige Versuche im großtechnischen Maßstab konzipiert. Auch hier wurden jeweils drei Pro- ben der Output-Fraktionen charakterisiert. Um Schwankungen in der Zusammensetzung des Versuchsmaterials nachvollziehen zu können wurden im Vorfeld über ein Jahr hinweg im Rahmen einer Charakterisierung des Stoffstroms (Sortierungen an zwei Tagen in einer ausgewählten Woche je Quartal) die Bandbreiten der Fraktionsanteile ermittelt (Abbildung 2). Damit eine Interpretation hinsichtlich der Vergleichbarkeit der Trennergebnisse der einzelnen Verfahren gewähr- leistet ist, wurde die Zusammensetzung des Abfallstroms auch bei den Aufbereitungs- versuchen durch manuelle Sortierung ermittelt. Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de
6 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion
Abbildung 2 Gemittelte prozentuelle Materialzusammensetzung der Schwerfraktion nach
Trennsieb 2, als Mittelwert ± Standardabweichung
Der Vergleich des verwendeten Probenmaterials bei der sensorbasierten Sortierung
und dem Nasssetzversuch zeigt zum Teil erhebliche Abweichungen von den Ergebnis-
sen der manuellen Sortierung auf. Es wird deutlich, dass der Anteil sonstiger Organik
(im wesentlichen Vegetabilien), Holz und heller Kunststoffe erhöht und der Anteil der
Inertmaterialien und zum Teil der Metalle bei den NIR-Sortierungen bei der Betrachtung
der Mittelwerte stark reduziert war. Da die Probenahmen des Materials der Versuchs-
reihen 1 bis 5 und der Versuchsreihe 6 zu unterschiedlichen Zeitpunkten erfolgte, sind
die jeweiligen Zusammensetzungen als getrennte Datenreihen dargestellt. Das Ver-
suchsmaterial des Nasssetzversuches zeigte ein ähnliches Bild wie bei den Techni-
kumsversuchen der sensorbasierten Sortierung, auch hier waren die Mittelwerte der
Holz- und Kunststoffanteile erhöht und der Anteil an Inertmaterialien im Vergleich zu
den manuellen Sortierungen an der Anlage etwas niedriger, jedoch ist zu beachten,
dass das Probenmaterial aufgrund des Trennverfahrens einen deutlich höheren Was-
sergehalt aufwies und hierdurch Verschiebungen der Massenverhältnisse begründet
sein können. Es ist aber festzuhalten, dass die bei den Aufbereitungsversuchen festge-
stellte Materialzusammensetzung basierend auf den Standardabweichungen der durch-
geführten Stoffstromcharakterisierung in der zu erwartenden Bandbreite lag.
Dunkle Kunststoffe wurden bei der Charakterisierung des Abfallstromes wie auch der
des Versuchsmaterials separat angeführt, da deren Massenanteil insbesondere bei der
Beurteilung der sensorbasierten Sortierung (NIR), aufgrund ihrer schlechten Erkennbar-
keit, von entscheidender Bedeutung sein kann.
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.deSensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 7 2.3 Ergebnisse & Diskussion Bei der Durchführung der NIR-Versuche mit der Multiplexertechnologie wurden insge- samt sechs Versuchsreihen zu je drei Versuchen durchgeführt (je Versuch ca. 20 kgFS Probenmaterial). In den ersten fünf Versuchsreihen wurde schrittweise eine Parameter- variation durchgeführt und die Ergebnisse der nachfolgenden manuellen Sortierungen evaluiert. Die optimalen Parametereinstellungen wurden in der vierten Versuchsreihe gefunden. Aufgrund des fortgeschrittenen Probenalters wurde die letzte Versuchsreihe (Versuchsreihe 6) als Wiederholung der Versuchsreihe 4 mit einer frischen Probe durchgeführt um eine realitätsnahe Bewertung der Aufbereitung zu ermöglichen. Die Auswertung der manuellen Sortierung zeigte, dass insbesondere dunkle Kunststoffe aber auch sonstige Organik und Holz nicht in gefordertem Maße ausgebracht wurden. Durch den geringeren Anteil der Inertmaterialien im Input der Versuchsreihen, erhöhte sich darüber hinaus der Anteil auszubringender Masse was sich bei einer Negativsortie- rung (Ausschleusen nicht gewünschter Bestandteile) unvorteilhaft auf das Trennergeb- nis auswirkte. Nach dem im großtechnischen Maßstab durchgeführten Setzversuch wurde ein reprä- sentativer Anteil der separat verladenen und verwogenen Produktströme einer manuel- len Sortierung unterzogen. Die Detailauswertung der manuellen Sortierung der Pro- duktströme des Setzversuchs zeigt einen geringfügig höheren Metallanteil in der Leicht- fraktion, welcher durch die Ausschwemmung von Aluminium, insbesondere in Form von Verpackungsfolie, und anderen Metallen geringer Dichte resultiert und somit deren ho- hes Ausbringen begründet. Die hochkalorischen Bestandteile des Versuchsmaterials konnten im Allgemeinen mit hohen Ausbringraten abgetrennt werden. Die in der Schwerfraktion vorhandenen Kunststoffe, waren meist massive Abfallbestandteile oder in Materialverbunden integriert. Die Massenverhältnisse der hoch- und niederkalori- schen Bestandteile in den Produktströmen zeigten für das Setzverfahren im Vergleich zur sensorbasierten Sortierung jedoch grundsätzlich ein besseres Trennergebnis. In Abbildung 3 wird ein grafischer Vergleich der bisher in Versuchen erproben Trennver- fahren (NIR-Multiplexer und Setzverfahren) angestellt. Dargestellt werden die Rein- heiten der beiden Outputströme und das Ausbringen in die Leichtfraktion für beide Trennverfahren. Die niedrige Reinheit des niederkalorischen Stroms bei den NIR-Ver- suchen liegt darin begründet, dass große Anteile hochkalorischer / kohlenstoffreicher Bestandteile nicht ausgebracht werden konnten und im Durchlauf (d.h. der zu deponie- renden Fraktion) verblieben, dies wird auch durch das niedrige Ausbringen untermauert. Das hohe Ausbringen hochkalorischer Bestandteile wirkte sich im Setzversuch deutlich auf die Reinheit der niederkalorischen Fraktion aus. Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de
8 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
Reinheit Niederkalorik Reinheit Hochkalorik Ausbringen
NIR‐Sortierung Setzversuch
Abbildung 3 Vergleich der Trennergebnisse von NIR-Multiplexer Sortierung
und Setzversuch, Angaben in Prozent
Gründe für das niedrige Ausbringen bei den NIR-Versuchen für einzelne Fraktionen
sind ihre zum Teil schlechte Erkennbarkeit (zu geringe Reflexion), die teils geringe Par-
tikelgröße und ungünstige -geometrie (rollendes Verhalten) sowie oberflächlich anhaf-
tende Materialien und Verschmutzungen. Ein Einhalten des in der Deponieverordnung
geforderten Brennwertes von unter 6.600 kJ/kg TS kann mit diesem Trennergebnis noch
nicht gewährleistet werden. Weiterführende theoretische Betrachtungen zeigten jedoch,
dass z.B. alleine bei einer Steigerung des Ausbringens dunkler Kunststoffe auf die Grö-
ßenordnung des Ausbringens der Kunststoffe generell die Einhaltung des Brennwertkri-
teriums möglich wäre.
Über die Evaluierung des guten Trennergebnisses des Setzerfahrens hinausgehend ist
jedoch eine Gesamtbewertung des Verfahrens durchzuführen. Hier ist jedenfalls die
Notwendigkeit der Wasserhaltung negativ zu bewerten. Durch den intensiven Kontakt
des Materialstromes mit dem Wasser werden anhaftende Schmutzpartikel und somit
potentiell Schadstoffe und organische Fracht ausgewaschen. Diese finden sich nicht
mehr im zu deponierenden bzw. thermisch zu behandelnden Materialstrom, da sie in
die Wasserphase und in den ausgeschleusten Schlamm verlagert werden.
Um der Handhabe mit schadstoffbelastetem Prozesswasser und –schlamm zu entge-
hen wurden die Trockentrennverfahren der Querstromsichtung und das Röntgentrans-
missionsverfahren, welche ebenfalls die Dichte als Trennkriterium heranziehen, für wei-
tere Versuche ausgewählt. Da die Materialerkennung bzw. –ausschleusung hier nicht
durch oberflächliche Beschichtungen oder Materialanhaftungen beeinflusst werden. Zu-
sätzlich wurde das Spectral Imaging Verfahren (NIR), welches durch den Einsatz einer
Objekterkennung eine Zuordnung der Spektren zu Objekten ermöglicht und somit eine
gezieltere Steuerung und Entscheidungsfindung für den Ausbringimpuls getroffen wer-
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.deSensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 9 den kann, ausgewählt. Indikative Versuche lieferten vielversprechende Ergebnisse, ent- sprechende wissenschaftlich begleitete Versuche befinden sich derzeit in Umsetzung. 3 Ökonomische Bewertung Ein weiterer wesentlicher Schwerpunkt dieser Arbeit liegt in der detaillierten Darstellung einer gesamtwirtschaftlichen Betrachtung der jeweiligen Aufbereitungsalternativen. Ba- sierend auf der gegenwärtigen Marktsituation sowie der Abschätzung möglicher Markt- entwicklungen, wurde ein Kostenrahmen für die thermische Behandlung bzw. Verwer- tung der generierten Abfallfraktionen festgelegt, welcher als Ausgangsbasis zur Bewer- tung der Wirtschaftlichkeit diente. Das primäre Ziel liegt hierbei nicht nur in einer Be- trachtung der wirtschaftlichen Rentabilität der jeweiligen Aufbereitungsoptionen, son- dern in einem aussagekräftigen Vergleich der einzelnen Technologien. 3.1 Methodik Das grundlegende Prinzip der wirtschaftlichen Auswertungen, welche in den nachfol- genden Abbildungen dargestellt werden, beruht zunächst auf einer Identifikation jener Parameter, welche den signifikantesten Einfluss auf die ökonomische Bewertung besit- zen. Anhand eines vordefinierten Basisszenarios, in dem sämtliche Einflussgrößen ei- nen wahrscheinlichen Ausgangswert besitzen, erfolgte systematisch die Variation je- weils eines Parameters (bzw. einer Einflussgröße), um sowohl deren Auswirkung auf die spezifischen Aufbereitungskosten zur Erzeugung einer deponierfähigen Schwerfrak- tion als auch auf das jährliche Einsparungspotential für die Entsorgung des betrachteten Abfallstroms im Falle der Implementierung einer entsprechenden zusätzlichen Aufberei- tungsstufe zu untersuchen. An dieser Stelle sei zum besseren Verständnis angeführt, dass sich das Einsparungspotential aus der Differenz zwischen den anfallenden Be- handlungskosten des gegenwärtigen Referenzszenarios (Kosten für die thermische Be- handlung der Schwerfraktion) und den Gesamtkosten für den Betrieb der jeweiligen Aufbereitungsstufe (NIR-Sortierung bzw. Jigger) zuzüglich der Behandlungs- bzw. Ent- sorgungskosten für die aus dem zusätzlichen Aufbereitungsschritt resultierenden Ab- fallströme ergibt. Anhand von Abbildung 4 wird nachfolgend das Prinzip der grafischen Darstellung der Wirtschaftlichkeitsbewertung erläutert. Untersucht wird hierbei der Einfluss einer Verän- derung der Investitionskosten, des Strompreises sowie des jährlichen Durchsatzes auf die spez. Aufbereitungskosten der sensorbasierten Sortiermethode (NIR-Sortier- technik). Die x-Achse dient hierbei der Darstellung der Parametervariation, wobei eine sich verändernde Bandbreite von -50 % bis +50 % gegenüber dem Basisszenario (0%) Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de
10 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion
betrachtet wird. Die vertikale y-Achse stellt analog dazu die prozentuelle Erhöhung bzw.
Verminderung der spezifischen Aufbereitungskosten dar.
Abbildung 4 Einfluss der Parametervariation von Investitionskosten, Strompreis und jährli-
chem Durchsatz auf die spez. Aufbereitungskosten einer NIR-Sortierstufe
Wie in Abbildung 4 bereits sehr gut verdeutlicht wird, besitzen die einzelnen Parameter
einen durchaus unterschiedlichen Einfluss auf die wirtschaftliche Rentabilität der Anla-
ge. So zeigt eine Veränderung der Investitionskosten im gesamten Variationsspektrum
eine deutlich höhere Signifikanz für die spez. Aufbereitungskosten als die Änderung des
Strompreises. Werden die Investitionskosten beispielsweise um 50 % erhöht, bedeutet
dies einen Anstieg der spezifischen Aufbereitungskosten pro Tonne Abfall um ca. 34 %.
Dem gegenüber führt eine fünfzigprozentige Zunahme des Strompreises lediglich zu
einer knapp dreiprozentigen Steigerung der spez. Kosten.
Die größte Bandbreite in Hinblick auf eine Veränderung der Aufbereitungskosten resul-
tiert jedoch eindeutig aus einer Veränderung des jährlichen Durchsatzes, wie in Abbil-
dung 4 anhand der Kostenkurve ebenfalls ersichtlich ist. So führt eine Halbierung der
behandelten Abfallmenge annährend zu einer Verdoppelung der spez. Aufbereitungs-
kosten, woraus eindeutig die Erkenntnis gewonnen werden kann, dass dieser Parame-
ter das größte Einflusspotential besitzt und somit besondere Bedeutung für die wirt-
schaftliche Rentabilität der Anlage erlangt.
3.2 Vergleich der Aufbereitungsverfahren
Das selbe Auswertungsprinzip wie in Abbildung 4 erfolgte neben der sensorbasierten
NIR-Methode auch für das Nasssetzverfahren mittels Jigger und zeigt nahezu identi-
sche Auswirkungen der einzelnen Parametervariationen auf die spez. Aufbereitungs-
kosten. Von besonderer Bedeutung für einen aussagekräftigen Vergleich der einzelnen
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.deSensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 11
Technologien ist hier jedoch die Tatsache, dass die spezifischen Aufbereitungskosten
des Jigger-Verfahrens im Basisszenario um ca. 20 % über den spezifischen Aufberei-
tungskosten des NIR-Verfahrens liegen, was vor allem auf die Tatsache zurückzuführen
ist, dass die wirtschaftliche Kalkulation unter Betrachtung zusätzlicher relevanter Kos-
tenfaktoren (z.B. höhere Investitionskosten, Prozessschlammaufbereitungskosten, Kos-
ten für Prozesswasser, Abwasserentsorgungskosten) durchgeführt wurde.
Abbildung 5 zeigt einen Vergleich der Auswirkungen der Parametervariationen auf das
jährliche Einsparungspotential für die Entsorgung des betrachteten Abfallstroms in Be-
zug auf die aktuelle Situation (Referenzszenario) bei Implementierung einer zusätzli-
chen NIR-Sortierstufe sowie eines Jiggers. Dieser Vergleich setzt die Erreichung der
gesetzlich festgelegten Kriterien für eine Deponierung bei beiden Aufbereitungs-
technologien voraus.
Anhand der Bandbreite der y-Achse lässt sich hier ebenfalls erkennen, dass das jährli-
che Einsparungspotential, welches durch Implementierung der jeweiligen Aufberei-
tungstechnologie erzielt wird, maßgeblich von der Variation des jährlichen Durchsatzes
beeinflusst wird. Abbildung 5 zeigt in einem direkten Vergleich beider Aufbereitungs-
technologien ein höheres Einsparungspotential durch das NIR-Verfahren, was vor allem
auf die Tatsache zurückzuführen ist, dass das Kalkulationsmodell des Jiggers höhere
Investitions- sowie Entsorgung- bzw. Verwertungskosten der generierten Schwer- und
Leichtfraktion (aufgrund der Massenzunahme durch erhöhten Wassergehalt) als auch
die zuvor erwähnten Kostenfaktoren (für Prozessschlammaufbereitung usw.) berück-
sichtigt.
Abbildung 5 Vergleich des Einflusses der Parametervariation von Investitionskosten, Strom-
preis und jährlichem Durchsatz auf das jährliche Einsparungspotential bei Im-
plementierung einer NIR-Sortierstufe bzw. eines Jiggers
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de12 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion
Eine relevante Betrachtung liegt vor allem in der Parametervariation der spezifischen
Entsorgungskosten der Deponiefraktion sowie der Kosten für die thermische Verwer-
tung / Behandlung der heizwertreichen Leichtfraktion.
Abbildung 6 Vergleich des Einflusses der Parametervariation von Deponierungskosten der
SF sowie der spez. Kosten für die thermische Verwertung der LF auf das jährli-
che Einsparungspotential bei Implementierung einer NIR-Sortierstufe bzw. ei-
nes Jiggers
Eine Erhöhung der spezifischen Deponierungskosten für die generierte Schwerfraktion
führt zwangsläufig zu einer Reduzierung des Einsparungspotentials und stellt zudem
einen signifikanten Einflussfaktor dar, wie aus Abbildung 6 hervorgeht. So bewirkt bei-
spielsweise eine Reduktion der Deponiekosten um 30 % des Ausgangswertes einen
Anstieg der ursprünglichen Einsparung im Basisszenario um 7,5 % sowohl für die NIR-
Sortierstufe als auch den Jigger.
Die Variation der spez. Verwertungskosten der Leichtfraktion bewirken jedoch den sig-
nifikanteren Einfluss auf die Veränderung des Einsparungspotentials für beide Aufberei-
tungsverfahren. Der Verlauf des ansteigenden Einsparungspotentials bei einer Erhö-
hung der spezifischen Kosten für die Verwertung / Behandlung der heizwertreichen LF
liegt in der Tatsache begründet, dass ein Kostenanstieg für die thermische Verwertung /
Behandlung der LF jeweils auch mit einer entsprechenden Erhöhung der Kosten für die
thermische Behandlung der Schwerfraktion im Referenzszenario (spez. Kosten für die
thermische Behandlung der gegenwärtigen Schwerfraktion) einhergeht. Eine quantitati-
ve Erhöhung der spez. Kosten des Referenzszenarios steht wiederum in direktem Ver-
hältnis mit einem linearen Anstieg des Einsparungspotentials.
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.deSensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 13 4 Zusammenfassung und Ausblick Generell scheinen die beiden bereits im Detail betrachteten Verfahren für die Lösung der dargestellten Aufbereitungsfragestellungen geeignet. Aus den zuvor erläuterten Er- gebnissen wird deutlich, dass bei der Anwendung der NIR-Sortierung die Reinheit des Durchlaufes unter dem geringeren Ausbringen einzelner Materialien leidet. Grund hier- für sind die schlechte Erkennbarkeit von dunklen Materialien, organischen Bestandtei- len (wie Vegetabilien) sowie oberflächliche Verschmutzung und der Umstand, dass bei der Versuchsdurchführung die Beruhigungsstrecke auf dem Transportförderband für stark rollende Partikel zu kurz war. Aus diesem Grund wurde das NIR-Spectral Imaging als weiteres Verfahren ausgewählt, da durch einen erweiterten Spektralbereich und ei- ne Objekterkennung sowie des Scannens der Objekte im freien Fall, bessere Trenner- gebnisse zu erwarten sind. Orientierende Versuche mit diesem System zeigten bereits vielversprechende Ergebnisse. Auch das Röntgentransmissionsverfahren wurde als weitere sensorbasierte Sortiertechnologie ausgewählt, da hier die Materialerkennung über die Partikeldichte erfolgt und hier die Störfaktoren (Materialfeuchte, Schmutzanhaf- tungen, Oberflächenbeschichtungen) der NIR-Sortierung belanglos sind. Das Setzverfahren weist nach der Beurteilung der Ergebnisse eine deutlich bessere Trennschärfe auf, jedoch ist hier zu beachten, dass Wasser als Trennmedium einge- setzt wurde, dies erfordert zusätzlich eine Beurteilung der Auswaschung von Organik und Schadstoffen. Orientierende Versuche mit einem Hartstoffscheider konnten für die betrachtete Schwerfraktion keine zufriedenstellenden Trennergebnisse liefern, da sich insbesondere die Partikelgeometrien unvorteilhaft auswirkten. Erste Versuche mit ei- nem Querstromsichter erwiesen sich als erfolgreich – ein großtechnischer Versuch be- findet sich in Vorbereitung. Die wirtschaftliche Bewertung der einzelnen Varianten (inkl. Parametervariationen) hat deutlich gezeigt, dass selbst die Annahme verhältnismäßig ungünstiger wirtschaftlicher Bedingungen, wie beispielsweise hoher Entsorgungs- und Verwertungskosten, zu ho- hen Einsparungen gegenüber dem derzeit bestehenden Szenario führt. Ein direkter Vergleich zwischen der sensorbasierten Sortiermethode und dem Nasssetzverfahren zeigt aufgrund der unterschiedlichen Kostenstruktur klare wirtschaftliche Vorteile für das NIR-Verfahren. 5 Danksagung Das Forschungsvorhaben „Waste as Renewable Energy Source“ wird im Rahmen des Forschungsprogramms des K1-Zentrums BIOENERGY 2020+ – gefördert durch Mittel aus dem durch die Forschungsförderungsgesellschaft abgewickelten Förderprogramm COMET – durchgeführt. Das K1-Zentrum BIOENERGY 2020+ wird neben Bundesmit- Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de
14 Sensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion
teln aus Landesmitteln der Länder Burgenland, Niederösterreich und Steiermark finan-
ziert. Die erforderliche Co-Finanzierung für das gegenständliche Forschungsvorhaben
wird durch die Umweltdienst Burgenland GmbH, die Saubermacher Dienstleistungs AG
sowie die BT-Wolfgang Binder GmbH bereitgestellt.
6 Literatur / Referenzen
AVV 2010 Bundesminister für Land- und Forstwirtschaft,
(Abfallverbrennungsverordnung) Umwelt und Wasserwirtschaft (Hrsg.), BGBl. II Nr.
389/2002 in der Fassung BGBl. II Nr. 476/2010,
Wien
DVO (Deponieverordnung) 2010 Bundesminister für Land- und Forstwirtschaft,
Umwelt und Wasserwirtschaft (Hrsg.), BGBl. II
39/2008 in der Fassung BGBl. II 178/2010, Wien
EVK DI Kerschhaggl GmbH 2008 Sensorgestützte Sortierung 2008. 2D - NIR Spekt-
(Hrsg.); Kulcke A. et al. roskopie und materialselektive induktive Metaller-
kennung im Recycling: Technologie und Praxisbei-
spiele
LLA Instruments GmbH (Hrsg.) 2010 http://www.lla.de/index.php/content/view/75/148
UDB 2009 Informationen bereitgestellt von Fr. Szabo, Um-
weltdienst Burgenland GmbH
Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.deSensorbasierte Sortierung zur Erzeugung einer Deponiefraktion aus einer MBA-Schwerfraktion 15 Anschrift der Verfasser(innen) Martina Meirhofer, BSc, DI Manuel Sommer und DI Simone M. Pieber BIOENERGY 2020+ GmbH, Forschungsstätte Pinkafeld Steinamagerstraße 21 A-7423 Pinkafeld Telefon +43(0)3357/45370-1335 Email martina.meirhofer@bioenergy2020.eu Website: www.bioenergy2020.eu Prof.(FH) DI Dr. Arne M. Ragoßnig, MSc (OU) Fachhochschulstudiengänge Burgenland Ges.m.b.H. Steinamagerstraße 21 A-7423 Pinkafeld Telefon +43(0)3357/45370-1070 Email arne.ragossnig@fh-burgenland.at Website: www.fh-burgenland.at Waste-to-Resources 2011 IV Internationale Tagung MBA & Sortierung waste-to-resources.com wasteconsult.de
Sie können auch lesen