Rapid Prototyping in der Medizintechnik
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Universität Karlsruhe
Fakultät für Informatik
Institut für
Industrielle Anwendungen der Informatik
und Mikrosystemelektronik
Seminar Medizinische Simulationssysteme
Rapid Prototyping
in der
Medizintechnik
Seminararbeit
von
Tobias Wissmüller
7. Februar 2001
Betreuer: Dipl.-Ing. Tilo GockelInhaltsverzeichnis
1 Einleitung 3
2 Verfahren 4
2.1 Rückblick: CNC - Fräsen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Stereolithographie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.3 Selektives LASER-Sintern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.4 Three Dimensional Printing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.5 Laminated Object Manufactoring . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.6 Solid Ground Curing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.7 Laser Engineered Net Shaping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.8 Fused Deposition Modeling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.9 Inkjet (Ballistic Particle Manufacturing) . . . . . . . . . . . . . . . . . . . . . . . . 8
3 Prozesskette 10
3.1 Datenerfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.2 Bildaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.3 Flächenrückführung / Polygonisierung . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.4 Modellierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.5 Fabrikation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
4 Anwendungen in der Medizin 13
4.1 Fallbeispiel 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4.2 Fallbeispiel 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5 Zusammenfassung 15
A Daten der Verfahren 16
B Das STL-Dateiformat 18
C Analyse und Korrektur von STL-Dateien mit ADMesh 20
1Abbildungsverzeichnis
2.1 Schematische Darstellung: Stereolithographie [10] . . . . . . . . . . . . . . . . . . 5
2.2 Schematische Darstellung: Selektives Lasersintern [10] . . . . . . . . . . . . . . . . 5
2.3 Schematische Darstellung: Three Dimensional Printing [10] . . . . . . . . . . . . . 6
2.4 Schematische Darstellung: Laminated Object Manufacturing [10] . . . . . . . . . . 6
2.5 Schematische Darstellung: Solid Ground Curing [10] . . . . . . . . . . . . . . . . . 7
2.6 Schematische Darstellung: Laser Engineered Net Shaping [4] . . . . . . . . . . . . . 7
2.7 Schematische Darstellung: Fused Deposition Modeling [10] . . . . . . . . . . . . . 8
2.8 Schematische Darstellung: Inkjet [4] . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.1 Teilprozesse zur Erstellung physikalischer Modelle mittels RP-Verfahren . . . . . . . 10
4.1 Präoperative Planung anhand von RP-Modellen [3] . . . . . . . . . . . . . . . . . . 14
4.2 Implantat-Design gestützt auf RP-Modellen [3] . . . . . . . . . . . . . . . . . . . . 14
B.1 Räumliche Darstellung eines Würfels im STL-Format . . . . . . . . . . . . . . . . . 18
2Kapitel 1
Einleitung
Die menschliche Vorstellungskraft ist bekanntlich sehr begrenzt. Ab einer gewissen Komplexität ist
es uns unmöglich, uns Gegenstände räumlich vorzustellen. Speziell in der Medizin hat man es sehr
oft mit komplizierten Strukturen zu tun. Durch bildgebende Verfahren, wie z.B. Röntgen, Computer-
tomographie oder Ultraschall, war es lange Zeit nur möglich, sich auf zweidimensionale Bilddaten zu
stützen. Anhand dieser Daten musste man sich gedanklich vorstellen, wie eine Serie von Querschnitts-
aufnahmen räumlich aussehen könnte. Oft war dies unmöglich, besonders dann, wenn Strukturen zu
komplex waren. Genau an dieser Stelle greift das Zusammenspiel von Informatik und Maschinenbau
ein. Mit deren Hilfe ist es möglich, aus zweidimensionalen Bilddaten dreidimensionale Modelle am
Computer zu generieren und diese dann mit den unterschiedlichen Rapid Prototyping Verfahren phy-
sisch herzustellen. Nun hat man ein Referenzmodell und kann es anfassen, drehen und bearbeiten wie
man möchte. Die geistige Vorstellungskraft erhält somit Unterstützung des Tast- und Sehsinns, so wie
wir es von der natürlichen Betrachtung von Objekten jeglicher Art gewohnt sind.
Die vorliegende Ausarbeitung soll zuerst verschiedene Rapid Prototyping (RP) Verfahren in de-
ren Funktionsweisen sowie Vor- und Nachteilen darstellen. Die Beschreibung der Verfahren im pro-
duktionstechnischen Sinn soll aber nicht im Detail erläutert werden, sondern es soll lediglich das
prinzipielle Vorgehen dargestellt werden.
Anschließend wird näher auf den gesamten Produktionsprozess mit seinen Teilschritten eingegan-
gen. Von den bildgebenden Verfahren ausgehend sollen die wichtigsten Schritte dargestellt werden,
die notwendig sind, um ein physikalisches Modell erhalten zu können. Dies wird an zwei der wohl
häufigsten Anwendungen der RP-Verfahren in der Medizin geschildert.
3Kapitel 2
Verfahren
In diesem Teil der Ausarbeitung soll ein kurzer Überblick der gängigsten RP-Verfahren dargestellt
werden. Ebenso wird kurz auf das herkömmliche CNC-Fräsen und dessen Unterschied eingegangen.
Im Anhang A werden die spezifischen Daten der einzelnen Verfahren tabellarisch verglichen. [4, 10]
2.1 Rückblick: CNC - Fräsen
Im Gegensatz zu den RP-Verfahren ist das CNC-Fräsen (Computer Numerical Controlled) ein sub-
traktives Verfahren. Von einem Ausgangsobjekt wird solange Material entfernt, bis es sich in der
gewünschten Form befindet.
Ein grosser Nachteil besteht aber in der geringen Komplexität der Objekte die mit diesem Ver-
fahren hergestellt werden können. Vor allem im medizinischen Bereich müssen sehr komplizierte
Strukturen physikalisch realisiert werden. Dies ist mit der CNC-Technik nicht erreichbar. Denn ne-
ben diesem Nachteil birgt dieses Verfahren ein paar Vorteile gegenüber den RP-Verfahren. CNC ist
sehr präzise und man kann damit sehr genau arbeiten. Ebenso können sehr viele unterschiedliche
Materialen eingesetzt werden, wie z.B. Holz, Metall, Kunststoffe, u.v.m. Im RP sind die Verfahren an
bestimmte Materialen gebunden. [5]
2.2 Stereolithographie
Die Stererolithographie ist das erste RP-Verfahren, entwickelt von 3D-Systems Incorporated [6]. Es
erfreut sich heutzutage sehr grosser Beliebtheit, denn die damit herstellbaren Objekte sind relativ
vielseitig einsetzbar und können eine hohe Komplexität aufweisen.
In einem Behälter befindet sich flüssiges Polymerharz. Dieser Behälter enthält auch die Bau-
plattform auf dem sich das zu erstellende Objekt befindet. Die Plattform kann in vertikaler Richtung
bewegt werden. In der Ausgangsposition ist diese nur mit einer sehr dünnen Schicht Harz bedeckt.
Nun wird mittels eines UV-Laserstrahls die erste Schicht des Objekts gebildet, indem der Strahl die
zweidimensionalen Konturen des Querschnittes entlang fährt. An der Stelle, die der Strahl trifft, ver-
härtet sich das Harz.
Nun wird die Plattform um eine Schichtdicke abgesenkt und die darüberliegende Kontur der vor-
her erzeugten mit dem Laser abgefahren. Dies wiederholt man solange, bis das entgültige Modell
vorliegt.
4Abbildung 2.1: Schematische Darstellung: Stereolithographie [10]
2.3 Selektives LASER-Sintern
Selektives LASER-Sintern ist der Stereolithographie sehr ähnlich. Statt einem flüssigen Polymerharz
kommt hier pulverförmiges Polyamid zum Einsatz und statt einem UV-Laser verwendet man einen
CO2 -Laser.
Abbildung 2.2: Schematische Darstellung: Selektives Lasersintern [10]
In der Ausgangsposition befindet sich die Plattform in der obersten Stellung. Nun wird eine dünne
Pulverschicht darüber gezogen. Der Laser bildet die Konturen des zu erstellenden Modells ab und bei
Auftreffen des Strahls verhärtet sich das Polyamid. Nach diesem Arbeitschritt wird das überschüssige
Pulver entfernt, die Plattform um eine Schichtdicke abgesenkt und von einer neuen Pulverschicht
überzogen. Dies wird ebenfalls solange wiederholt, bis die gewünschte Form erreicht ist.
52.4 Three Dimensional Printing
Abbildung 2.3: Schematische Darstellung: Three Dimensional Printing [10]
Hier besteht eine grosse Ähnlichkeit zum Selektiven LASER-Sintern, nur wird bei diesem Verfah-
ren der Laser durch einen Druckkopf mit mehreren Düsen ersetzt. Zuerst wird die Plattform mit einem
Pulver überzogen. Aus dem Druckkopf fliesst dann eine flüssig klebrige Verbindung. Das Pulver wird
dadurch an den Stellen verklebt an welchen diese Verbindung aufgetragen wird. Anschliessend wird
die Plattform abgesenkt und eine neue Pulverschicht aufgetragen. Der komplette Vorgang kann von
neuem wiederholt werden.
2.5 Laminated Object Manufactoring
Ein ebenfalls sehr weit verbreitetes Verfahren ist das Laminated Object Manufacturing (LOM).
Abbildung 2.4: Schematische Darstellung: Laminated Object Manufacturing [10]
Auf einer grossen Rolle befindet sich papierähnliches Material. In der Ausgangsposition ist die
Plattform von einer Schicht dieses Materials überzogen. Mittels Laserschneiden werden wie bei den
oben genannten Verfahren die Konturen erstellt. Die Form wird sozusagen ausgeschnitten. Das rest-
liche Papier wird entfernt und die Plattform wieder um eine Schichtdicke abgesenkt und mit neuem
Papier überzogen. Die einzelnen Schichten werden nach jedem Ausschneiden automatisch miteinan-
der verklebt.
6So erhält man am Ende ein holzähnliches Objekt. Ein Vorteil dieses Verfahren ist die Grösse der
herzustellenden Modelle, welche über derer anderer Verfahren liegt.
2.6 Solid Ground Curing
Abbildung 2.5: Schematische Darstellung: Solid Ground Curing [10]
Beim Solid Ground Curing werden Photopolymere durch intensives UV-Licht ausgehärtet. Man
kann den Prozess der Erstellung einer einzelnen Schicht in zwei Schritte unterteilen. Zuerst wird eine
Maske erstellt durch die das UV-Licht fällt. Diese Maske ist ein Negativ der darzustellenden Schicht.
Erst dann wird im zweiten Schritt die tatsächliche Schicht erzeugt.
2.7 Laser Engineered Net Shaping
Abbildung 2.6: Schematische Darstellung: Laser Engineered Net Shaping [4]
7Bei diesem Verfahren wird Hochenergie-Laser dazu verwendet um metallisches Pulver zu schmel-
zen. Der Laser wird durch ein spezielles Linsensystem zentriert. In diesem fokusiertem Bereich wird
das Pulver koaxial zugeführt. Die Bauplattform lässt sich horizontal in zwei Richtungen bewegen,
wohingegen sich der Zuführungskopf in vertikaler Richtung bewegt.
2.8 Fused Deposition Modeling
Fused Deposition Modellung erinnert sehr stark an die Arbeitsweise von Tintenstrahldruckern.
Abbildung 2.7: Schematische Darstellung: Fused Deposition Modeling [10]
Das Formteil entsteht schichtweise durch Auftragen von geschmolzenem thermoplastischen Werk-
stoffen duch eine einem Plotterstift ähnliche Düse. Dabei wird dünner Plastikdraht von einer Spule
abgerollt und in eine Düse geführt. Die Düse wird erhitzt, wodurch das Plastik geschmolzen wird.
Die Düse wird horizontal und vertikal bewegt.
Die gesamte Apparatur befindet sich in einem erhitzten Behälter. Die Temperatur liegt gerade
unterhalb des Schmelzpunktes des verwendeten Plastiks. Dies hat den Vorteil, dass der Spritzdüse nur
noch geringfügig Energie zugeführt werden muss, damit das Plastik geschmolzen wird.
2.9 Inkjet (Ballistic Particle Manufacturing)
Bei diesem Verfahren kommen mehrere Materialien zum Einsatz. Zum einen das Material mit wel-
chem das Formteil hergestellt werden soll und zum anderen Material zum Abstützen des Formteils
während des Fertigungsprozesses. Beide Materialen befinden sich in geschmolzenem Zustand in von
einander getrennten Behältern. Über Schläuche werden sie zu Druckköpfen geleitet und punktweise
auf die Bauplattform aufgetragen. Hier verbindet sich das Material mit schon vorher aufgetragenem
Material und kühlt dann ab. Ist eine Schicht fertig, wird ein Teil der Schicht bzw. überstehende Klum-
pen abgefräst, um eine einheitliche Schichtdicke zu gewährleisten. Nun wird die Plattform wieder
abgesenkt und der Prozess beginnt von neuem.
8Abbildung 2.8: Schematische Darstellung: Inkjet [4]
9Kapitel 3
Prozesskette
Nachdem ein Überblick verschiedener RP-Verfahren gegeben wurde, soll nun näher auf den Prozess
eingegangen werden, der zur Erstellung eines physikalischen Modells notwendig ist. Dieser lässt sich
in mehrere Teilprozesse untergliedern, wie in Abbildung 3.1 dargestellt. Dazu muss aber erwähnt
werden, dass der Schritt der Datenerfassung unter Umständen entfallen kann. Möchte man z.B. ein
Modell komplett computergenerieren, so muss nicht auf externes Bildmaterial zurückgegriffen wer-
den. Im Folgenden wird hier angenommen, dass spezifisches Bildmaterial eines zu behandelnden
Patienten vorliegt.
Daten− Bildauf−
erfassung bereitung
Flächen−
rückführung /
Polygoni−
sierung
Modellierung
Fabrikation
Abbildung 3.1: Teilprozesse zur Erstellung physikalischer Modelle mittels RP-Verfahren
103.1 Datenerfassung
Am Beginn des gesamten Prozesses steht die Datenerfassung. Damit sind Verfahren gemeint, mit
denen man reale Objekte in digitalisierte Form bringen kann. Dies kann in sehr unterschiedlicher
Art und Weise erfolgen. Ebenso unterschiedlich sind die daraus resultierenden Informationen. Im
medizinischen Bereich jedoch findet die Computer- und Magnetresonanztomographie den wohl häu-
figsten Einsatz. In diesem Fall bekommt man Schichtbilder des gescannten Bereichs. Diese dienen
als Ausgangsmaterial zur weiteren Bearbeitung.
Natürlich gibt es noch eine Vielzahl anderer bildgebender Verfahren und je nach darzustellendem
Körperteil sind diese teilweise besser geeignet. Am Rande seien aber noch Oberflächenscanner er-
wähnt. Hier bekommt man direkt eine Punkewolke als Ergebnis welche ohne Bildaufbereitung direkt
in die Flächenrückführung eingehen kann.
3.2 Bildaufbereitung
Liegt entsprechendes Bildmaterial vor, muss dieses in den meisten Fällen vorverarbeitet werden. So
verursachen z.B. metallische Implantate bei der Computertomographie starke Störungen. Durch Ein-
satz entsprechender Filter und Algorithmen, angewandt auf das Bildmaterial kann eine deutliche Ver-
besserung erzielt werden.
Nun geht es darum, die Bilder zu segmentieren und die zu modellierenden Bildausschnitte durch
Kantendetektion hervorzuheben. Dies ist ein sehr schwieriger Vorgang, da sehr feine Strukturen ver-
loren gehen können.
Anschliessend müssen einzelne Punkte aus den einzelnen Strukturen und Querschnitten detektiert
werden bis letztendlich ein vollständiges dreidimensionales Punktewolken-Modell vorliegt.
3.3 Flächenrückführung / Polygonisierung
Oft wird zwischen den Begriffen Flächenrückführung und Polygonisierung nicht unterschieden, da sie
grob gesehen dem selben Zweck dienen und zwar die Überführung eines Punktewolken-Modells in
ein Oberflächenmodell. Es besteht aber ein wichtiger Unterschied zwischen diesen beiden Verfahren.
Die Flächenrückführung kann als Bindeglied zwischen der 3D-Digitalisierung und der CAD-
Modellierung (Computer Aided Design) gesehen werden. Sie überführt die einzelnen Punkte in ver-
schiedene Geometrieelemente wie z.B. Kurven und Flächen, so dass daraus eine komplette Oberfläche
entsteht die von CAD-Programmen weiterverarbeitet werden kann [11]. Wenn das Modell nicht bear-
beiten werden soll so können die Daten direkt polygonisiert werden.
Bei der Polygonisierung werden die einzelnen Punkte zu Polygonen verknüpft. Die Summe dieser
bildet dann die komplette Oberfläche. Ein gängiges Verfahren ist die Triangulation. Hierbei werden
drei Punkte nach einem bestimmten Algorithmus zu einem Dreieck zusammengefasst. Allerdings ist
dies ein sehr rechenintensives Verfahren, welches meist ein vorheriges ausdünnen der Punktewolke
notwendig macht.
Allerdings gibt es andere Verfahren, welche direkt aus den segmentierten Bilddaten ein Oberflä-
chenmodell erzeugen. Zu nennen wären hier voxelbasierte Verfahren.
Ebenfalls sei noch der Marching Cubes Algorithmus genannt. Dieser wurde speziell zur Gene-
rierung von dreidimensionalen Oberflächenmodellen aus medizinischen Bilddaten entwickelt. Die
Pixel in den einzelnen Querschnitten werden als Eckpunkte von Quadern angesehen, welche einen
11bestimmten Grauwert haben. Somit lässt sich der gesamte Datensatz als Punktegitter interpretieren
[1].
3.4 Modellierung
Da ein komplettes Oberflächenmodell vorliegt, kann mit der Modellierung des Objekts begonnen
werden. Hierzu gibt es mittlerweile eine Vielzahl von Programmen, die speziell für den medizinischen
Bereich entwickelt wurden. Soll das Modell unbearbeitet bleiben, so kann gleich mit der Fabrikation
begonnen werden.
Möchte man aber auf dieses Modell gestützt z.B. Implantate entwerfen, so bieten die derzeitigen
Softwarepakete eine Vielzahl von Möglichkeiten um dies zu realisieren. So lässt sich anhand eines
patientenspezifischen Modells ein präzises und passgenaues Implantat entwerfen, welches dann wie-
derum mittels RP-Verfahren hergestellt werden kann. Das zuvor berechnete Modell dient somit als
Vorlage zur Fertigung anderer Objekte. [3, 7]
3.5 Fabrikation
Ist die Bearbeitung beendet, so ist eine Konvertierung des Datensatzes, welches RP-Maschinen in-
terpretieren können, notwendig. Als Standard hat sich das STL-Format bewährt. Näheres dazu in
Anhang B. STL-Datensätze können Mängel aufweisen. Typische Fehler sind z.B. Löcher in der Ober-
fläche, unzusammenhängende Dreiecke, etc. Hier gibt es aber auch spezielle Software-Werkzeuge,
die dies automatisch überprüfen. Eines davon, ADMesh [2], wird in Anhang C beschrieben.
Ist man sich aber der Qualität seines Modells sicher, so kann dies an die entsprechende Maschine
geschickt werden, welche dann mit der Herstellung des Modells beginnen kann.
Meist werden die Objekte noch von Hand nachbearbeitet, um z.B. die Oberflächen zu egalisieren
oder restliches Baumaterial zu entfernen. Dies hängt aber von der Qualität der eingesetzten Maschine,
vom gewählten Verfahren und vom Verwendungszeck ab.
12Kapitel 4
Anwendungen in der Medizin
Grob können die Anwendungen in der Medizin in zwei Gebiete unterteilt werden. Zum einen die
Erstellung von identischen Modellen von Körperteilen des zu behandelnden Patienten. Zum anderen
die Erstellung von Implantaten mithilfe der zuvor digitalisierten dreidimensionalen Patienteninforma-
tionen.
Mit RP-Verfahren erstellte Modelle bieten dem Arzt die Möglichkeit, die Anatomie des Patienten
genauer kennenzulernen, als dies mit reinen zweidimensionalen Daten möglich wäre. So kann er
schon vor der Operation genau planen, welche Werkzeuge einzusetzen sind und wie er diese einsetzen
muss. RP-Modelle machen in vielen Fällen erst eine Operation möglich, da viele Eingriffe zu komplex
und nicht überschaubar wären.
Die Planung von Implantaten aufgrund zweidimensionaler Bildinformationen ist ungemein kom-
pliziert und für den Menschen nicht sehr intuitiv. Nun läßt sich aber anhand eines realen Modells
planen wie ein Implantat auszusehen hat. Damit können Implantat und der Körperteil, für das es
bestimmt ist, mittel RP hergestellt und genau überprüft werden, ob sie zueinander passen.
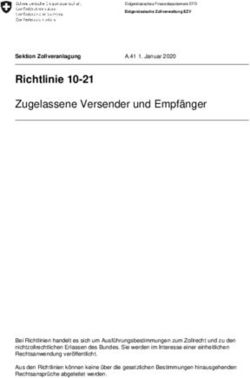
4.1 Fallbeispiel 1
So konnte zum Beispiel einem neunjährigen Mädchen, welches unter mehreren Beieinträchtigungen
leidete, geholfen werden. Sie litt unter einer verfrühten Verknöcherung der Schädelnähte (Kranio-
synostosis) und einer Oberlippenspalte. Ebenfalls war der Abstand der Augen zu gross (Hyperteloris-
mus), der durch die Operation verkleinert werden sollte. Um die Operation zu planen, wurden zwei
Modelle mittels RP gefertigt. Eines wurde als Referenzmodell verwendet und das andere zur Simu-
lation der einzelnen operativen Schritte. Eines der Ausgangsmodelle ist in Abbildung 4.1 links oben
zu sehen. Rechts daneben sieht man, wie der Schädel an den Osteotomie Linien markiert wurde, um
ihn entsprechend aufzusägen. Das Aufsägen wurde mit herkömmlichen medizinischen Werkzeugen
durchgeführt. Das Bild links unten zeigt, wie die einzelnen Teile auseinander genommen wurden.
Hierbei wird deutlich, wie der gesamte Mittelteil entfernt wurde um den Augenabstand zu verrin-
gern. Die einzelnen Segemente wurden abschliessend zusammengenäht. Im Bild rechts unten ist das
angestrebte Ergebnis dargestellt. [3]
4.2 Fallbeispiel 2
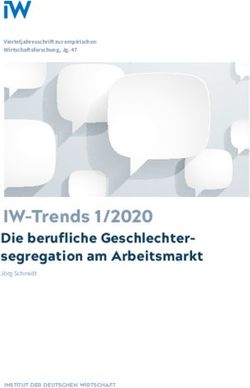
Abbildung 4.2 zeigt links die gerenderte Darstellung eines Schädels. Der Patient, von dem dieses
Modell erstellt wurde, litt an einem Tumor und musste mehrmals operiert werden um diesen zu besei-
13Abbildung 4.1: Präoperative Planung anhand von RP-Modellen [3]
tigen. Dazu mussten immer wieder Teile der Schädeldecke entfernt werden. Nun sollte ein Implantat
entworfen werden um die Schädeldecke wieder zu schliessen. Der behandelnde Arzt entschied sich
für ein massgefertigtes Implantat der Firma Anatomics um diesen Defekt zu decken. Das passge-
naue Implantat ist im rechten Bild zu sehen. Das Implantat und der Schädel wurden beide mittels
Stereolithographie erstelllt. [3]
Abbildung 4.2: Implantat-Design gestützt auf RP-Modellen [3]
14Kapitel 5
Zusammenfassung
Wie schon in der Einleitung erwähnt, fällt es dem Menschen um einiges leichter, gewisse Gegenstän-
de in der Hand zu halten und aus verschiedenen Blickwinkeln zu betrachten, anstatt sich einfach nur
vorstellen zu müssen, wie es dreidimensional aussehen "könnte". Für einen Arzt ergeben sich daraus
eine Vielzahl ungeahnter Möglichkeiten. Präoperativ kann er nun genau planen wo und wie er seinen
Patienten zu behandeln hat. Auch während der Operation kann er sich ständig auf sein RP-Modell
stützen und so genauer operieren. In einer Fallstudie von Anatomics [3] wird z.B. berichtet, dass
ein Arzt während der Operation kein einziges mal einen Blick auf die vorliegenden Röntgen- und
CT-Daten werfen musste, da ihm ein RP-Modell zu Verfügung stand. So erweisen sich RP-Modelle
vor und während einer Operation meist als hilfreicher als die herkömmlichen Bilddaten. Auch ist
es dem Arzt möglich, seinem Patienten oder auch dessen Angehörigen den Vorgang einer Operati-
on zu schildern. Mittels dieser Modelle ist es leichter, komplexe Eingriffe zu veranschaulichen als
dies mit zweidimensionalen Daten möglich wäre. Auch aus dem Blickwinkel betrachtet, dass diese
Bildmaterialen a priori Wissen voraussetzen und für den Laien oft schwer zu interpretieren sind.
Aufgrund der verbesserten präoperativen Planung ergibt sich ein weiterer, nicht unerheblicher
Vorteil, nämlich die Zeitersparnis. Nach [3] ergeben sich im Schnitt Zeiteinsparungen von 2 - 3
Stunden. Dadurch können die Narkosedauer und die Nebenwirkungen der Narkose erheblich reduziert
werden. Für körperlich labile Menschen, wie z.B. Säuglinge, Kleinkinder und ältere Menschen ist dies
von entscheidender Bedeutung.
Durch diesen Vorteil lassen sich finanzielle Einsparungen erzielen. Dies ist in der heutigen Zeit
ebenfalls ein nicht zu unterschätzender Faktor, da dem Gesundheitswesen immer weniger Geld zu
Verfügung steht. Mithilfe von Rapid Prototyping ergeben sich z.B. Einsparungen in den Personal-
und Materialkosten. Anders betrachtet kann in der selben Zeitspanne effizienter und günstiger operiert
werden.
Dies sind die wohl wichtigsten Vorteile, die sich durch Anwendung des Rapid Prototyping in
der Medizin ergeben. Nun geht es darum, die Verfahren und den damit verbundenen Gesamtprozess
zu vereinfachen. Mit vereinfachen ist hier hauptsächlich die Prozesskette, die in Kapitel 3 geschildert
wurde, gemeint. Hier muss derzeit noch viel Spezialwissen einfließen, damit ein akzeptables Ergebnis
vorliegt. Ziel wäre es z.B. diese Prozesskette dahingehend zu vereinfachen, dass sie von nicht speziell
ausgebildetem Personal durchgeführt werden kann. Ebenfalls sind RP-Modelle in ihrer Komplexität
und Genauigkeit begrenzt. Auch hier gilt es, die Verfahren zu verbessern oder gänzlich neue Verfahren
zu entwickeln.
15Anhang A
16Technologie Stereolitho- Wide Area Single Jet Laminated Selekctives Fused Three
graphie Inkjet Inkjet Manufacturing LASER- Deposition Dimensional
Sintern Modelling Printing
Hersteller z.B. 3-D Systems 3-D Systems Solidscape Helisys DTM Stratasys Z Corp.
Qualitative Eigenschaften
maximale 20 x 20 x 24 10 x 8 x 8 12 x 6 x 9 32 x 22 x 20 15 x 17 x 18 24 x 24 x 24 8 x 10 x 8
Baugrösse
(inch)
Geschwin- mittel gut schlecht gut mittel schlecht hervorragend
digkeit
Diese Tabelle wurde aus [4] entnommen.
Genauigkeit sehr gut gut hervorragend schlecht gut mittel mittel
Oberflächen- sehr gut mittel hervorragend mittel mittel mittel mittel
qualität
Stärken Genauigkeit, Geschwindig- Genauigkeit, Modellgrösse, Genauigkeit, Preis, Geschwin-
Modellgrösse keit, Oberflächen- Materialkosten Materialien Büro digkeit
Büro tauglich beschaffenheit tauglich Büro tauglich,
Daten der Verfahren
Büro tauglich Preis,
17
mehrfarbig
Schwächen Nachbearbeitung Grösse, Geschwindig- Brandgefahr, Oberflächen- Material- Materialien,
notwendig Gewicht, keit, Rauchent- beschaffenheit vielfalt, zerbrechliche
zerbrechliche Materialien, wicklung, Geschwin- Modelle
Modelle, Modellgrösse Stabilität der digkeit
eingeschränkte Modelle
Materialvielfalt
Preis $ 100.000 - $ 60.000 $ 60.000 $ 120.000 - $ 320.000 $ 55.000 - $ 60.000
500.000 240.000 300.000
Materialkosten in $ pro Pfund (Jahr 2000)
Plastik $ 75 - 110 $ 65 $ 175 $ 23 - 37 $ 60 - 180
Metall $ 40
andere $ 5 - 8 Papier $5 $ 0,35 / cubic inch
Nylon Stärke
$ 0,60 / cubic inch
GipsAnhang B
Das STL-Dateiformat
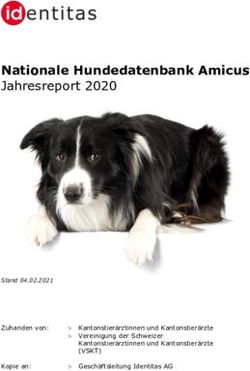
Das STL-Dateiformat (Standard Triangulaton Language) beschreibt die gesamte Oberfläche eines
Objekts durch einzelne Dreiecke. Durch Angabe der Eckpunkte und eines Normalenvektors ist solch
eine Dreiecksfläche definert. Die Lage der einzelnen Eckpunkte im Raum wird durch deren x/y/z-
Koordinaten zu einem festen Ursprung festgelegt. Der Normalenvektor legt fest, welche Seite der
Fläche nach aussen zeigt. Eine STL-Datei selbst kann entweder binär oder im ASCII-Format kodiert
sein.
Abbildung B.1 zeigt einen einfachen Kubus mit dessem Lage zum Ursprung. Dieser Würfel wird
minimal durch 12 Dreiecke beschrieben, welche nacheinander in der STL-Datei aufgeführt werden.
Im untenstehenden Auszug aus der Datei im ASCII-Format sind nur drei der hier insgesamt sechs
sichtbaren Flächen aufgeführt. Die Zahlen auf den Flächen bedeuten dabei deren Reihenfolge wie sie
in der Datei auftauchen.
z
3
y
5 7 x
Abbildung B.1: Räumliche Darstellung eines Würfels im STL-Format
solid OBJECT
...
facet normal 0.000000e+000 0.000000e+000 1.000000e+000
outer loop
vertex -6.805856e+000 -6.461711e+000 6.254360e+000
18vertex 6.777373e+000 -6.461711e+000 6.254360e+000
vertex 6.777373e+000 6.656591e+000 6.254360e+000
endloop
endfacet
...
facet normal 0.000000e+000 -1.000000e+000 0.000000e+000
outer loop
vertex -6.805856e+000 -6.461711e+000 -5.763423e+000
vertex 6.777373e+000 -6.461711e+000 -5.763423e+000
vertex 6.777373e+000 -6.461711e+000 6.254360e+000
endloop
endfacet
...
facet normal 1.000000e+000 0.000000e+000 0.000000e+000
outer loop
vertex 6.777373e+000 -6.461711e+000 -5.763423e+000
vertex 6.777373e+000 6.656591e+000 -5.763423e+000
vertex 6.777373e+000 6.656591e+000 6.254360e+000
endloop
endfacet
...
endsolid OBJECT
19Anhang C
Analyse und Korrektur von STL-Dateien
mit ADMesh
ADMesh ist ein frei erhältliches Programm zur Analyse und Korrektur von STL-Dateien, bzw. all-
gemein von Dateiformaten welche Oberflächen durch Dreiecksnetze beschreiben. Es ist in der Lage
Fehler wie z.B. lose Dreiecke, Löcher in der Oberfläche, falsche Normalenvektoren, usw. zu erkennen
und zu korrigieren. Im moment ist es nur möglich das STL-Dateiformat zu lesen. Es kann aber ande-
re Formate wie z.B. VRML (Virual Reality Modeling Language) [9] oder DXF (Drawing Exchange
Format) [8] schreiben.
Untenstehend sieht man die Bildschirmausgabe wenn man ADMesh auf die obige STL-Datei des
Würfels ohne jegliche Angabe von Parametern anwendet.
================= Results produced by ADMesh version 0.95 ================
Input file : cubus.stl
File type : ASCII STL file
Header : solid OBJECT
============== Size ==============
Min X = -6.805856, Max X = 6.777373
Min Y = -6.461711, Max Y = 6.656591
Min Z = -5.763423, Max Z = 6.254360
========= Facet Status ========== Original ============ Final ====
Number of facets : 12 12
Facets with 1 disconnected edge : 0 0
Facets with 2 disconnected edges : 0 0
Facets with 3 disconnected edges : 0 0
Total disconnected facets : 0 0
=== Processing Statistics === ===== Other Statistics =====
Number of parts : 1 Volume : 2141.435547
Degenerate facets : 0
Edges fixed : 0
Facets removed : 0
Facets added : 0
Facets reversed : 0
Backwards edges : 0
Normals fixed : 0
Die Ausgabe von ADMesh ist in mehrere Teile untergliedert. Zuerst werden allgemeine Informationen
über die Datei, dessen Format (ASCII oder Binär) und Header angegeben. Danach wird die Grösse des
Objekts in x/y/z-Richtung ausgegeben. Im nächsten Abschnitt wird die Anzahl der Dreicke aufgelistet
deren Ecken mit keinem anderen Dreieck verbunden sind. Hierbei wird zwischen dem Ausgangsob-
jekt und dem korrigiertem Objekt unterschieden, sofern man das Original korrigieren möchte. Am
Ende der Ausgabe wird ersichtlich was und wie oft ADMesh korrigiert hat. [2]
20Literaturverzeichnis
[1] Gaugler, Tobias; Der Marching Cubes Algorithmus; Proseminar Informa-
tik in der Medizin; Universität Karlsruhe; 2000/01; online unter URL:
(13.12.2001)
[2] Anthony Martin; ADMesh Version 0.95, 13.09.1998; online unter URL:
(11.12.2001)
[3] Anatomics Pty. Ltd.; online unter URL:
(24.11.2001)
[4] Castle Island Co.; Introduction to RP-Technologies; online unter URL:
[5] Kief, Hans B.; NC / CNC Handbuch 2001/02; Hanser Fachbuch; 2001
[6] 3D-Systems Inc.; online unter URL: (04.01.2002)
[7] Materialise; online unter URL: (18.01.2002)
[8] Autodesk; online unter URL: (20.01.2002)
[9] The VRML Consortium Incorporated; VRML97 Specification, ISO/IEC 14772-1:1997, 1997;
online unter URL: (20.01.2002)
[10] ViewTech AG.; online unter URL:
(13.11.2001)
[11] Farin, Gerald; Kurven und Flächen im Computer Aided Geometric Design - Eine praktische
Einführung; Vieweg Verlag, 2. Auflage, 1994
21Sie können auch lesen