Smart Factory im Werkzeugbau bei KAMAX - Reduzierung der Durchlaufzeit um 90 % - Industrie 4.0 ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Industrie 4.0
Smart Factory im Werkzeugbau
bei KAMAX
Reduzierung der Durchlaufzeit um 90 %
Christian Ludwig, Thomas Farrenkopf, Thomas Panske und Hilmar Gensert,
KAMAX Tools & Equipment GmbH & Co. KG, Homberg (Ohm)
Unter „Smart Factory“ wird die Vision einer Produktionsumgebung verstanden,
in der sich Fertigungsanlagen und Logistiksysteme ohne menschliche Eingriffe Smart Factory – Reduction of Lead Time in
weitestgehend selbst organisieren [1]. Im Beitrag wird ein Projekt beschrieben, Toolmaking by 90 %
zu dessen Start keiner der Beteiligten das Thema „Smart Factory“ oder „Indust- Smart Factory is the vision of a production en-
rie 4.0“ auch nur ansatzweise mit dem Projekt in Verbindung brachte. Vielmehr vironment in which manufacturing plants and
wurde die Zielsetzung verfolgt, die heutige Lieferzeit von 6-8 Wochen drastisch logistics systems organize themselves as far as
zu reduzieren. Das Ergebnis ist ein vollständig digitalisierter Geschäftsprozess possible without human intervention. The ar-
ticle describes a project, at the start of which
von der Auftragserstellung, der Produktentwicklung, der Konstruktion, der Fer- none of the participants created a relation to
tigung sowie der Abwicklung für „Losgröße 1“ mit einer Reduzierung der Durch- “Smart Factory” or “Industry 4.0”. Rather, the
laufzeit auf weniger als 10 %. objective was to drastically reduce the current
delivery time of 6-8 weeks. The result is a com-
pletely digitized business process from order
creation, product development, design, man-
Kundenindividuelle Produkte in „Losgröße 1“ Geschäftsprozesses und des ufacturing as well as processing for “batch size
und „just-in-Time“ liefern zu können, sind zwei Produktes. Zunächst wurde das 1” with a reduction in lead time to less than
entscheidende Faktoren, um in Zukunft erfolg- Produkt auf seine Standardi- 10 %.
reich am Markt zu bestehen. Ein Schlüssel hier- sierbarkeit betrachtet. Ausge- Keywords:
zu liegt insbesondere in der Umformtechnik hend von einem einheitlichen smart factory, smart supply chain, industry 4.0,
bei den Werkzeugen. Deren Lieferzeit entschei- Werkzeugstandard wurde der automation, knowledge management, auton-
det oftmals über den Erfolg eines Produkts, modulare Werkzeugaufbau omous production control, batch size 1
insbesondere bei Neuanläufen. Erschwerend umgesetzt. Aufbauend darauf
kommt hinzu, dass die Lösungsfindung, also konnten die Produktionsprozes-
die werkzeugseitige Realisierung einer mög- se automatisiert sowie die durchgängige Digi-
lichst optimalen Umformstrategie, häufig itera- talisierung der Geschäftsprozesse umgesetzt
tiv verläuft. Die Lieferzeit von Werkzeugen ist werden. Trotz der hier chronologisch beschrie-
dann umso bedeutender. Neben einer ohnehin benen Abfolge sind alle Stufen von Beginn an
geforderten hohen Qualität des Produktes und zu berücksichtigen, da sie in Abhängigkeit ste-
der kosteneffizienten Produktion, steht eine hen und sich wechselseitig beeinflussen. Das
Reduzierung der Lieferzeiten von Werkzeugen „zeitweise“ Festlegen von Randbedingungen Dr.-Ing. Christian Ludwig ist Direktor
der Abteilung Global Equipment
damit bei der Herstellung des Kernproduktes ist notwendig, bedarf aber der mehrfachen Development bei KAMAX Tools &
Equipment und verantwortlich für
besonders im Fokus. Im Fall von KAMAX sind iterativen Anpassung mit steigendem Detail- die Entwicklung von Maschinen &
das Verbindungselemente und Bolzen für die lierungsgrad und Wissenszuwachs. Verfahren.
Automobilindustrie. Dr. Thomas Farrenkopf ist Direktor
der Abteilung Software Engineering
Standardisieren − Modularisieren − bei KAMAX Tools & Equipment und
verantwortlich für das Systemkon-
Am Markt sind heute Lieferzeiten von 6-8 Wo- Automatisieren zept des vollständig automatisierten
End-to-End-Prozesses. Neben seiner
chen für Umformwerkzeuge üblich. Durch Tätigkeit bei KAMAX ist er Lehrbeauf-
die Individualität der Werkzeuge sind meist Eine Grundbedingung für eine Automatisie- tragter an der Technischen Hochschu-
le Mittelhessen (THM).
handbediente Universalmaschinen im Einsatz. rung ist die Standardisierung und Modulari-
Thomas Panske ist Entwicklungsleiter
Die aufwändige Logistik lässt keine größeren sierung. Im Projekt wurde das Ziel verfolgt, der Steuerungstechnik bei KAMAX
Tools & Equipment und verantwort-
Strukturen zu, Unternehmen sind meist kleiner mindestens 80 % der Warengruppe damit ab- lich für die LMS Systeme sowie deren
als 50 Mitarbeiter, die durchaus mehrere hun- decken zu können. Schnittstellen zu Bearbeitungs- und
Handlingssystemen.
dert Kunden bedienen.
Hilmar Gensert ist CEO von KAMAX
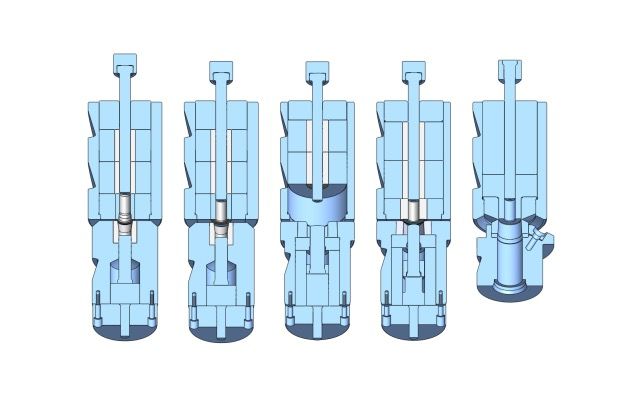
Im vorliegenden Beispiel sind das Einzelwerk- Tools & Equipment.
Die Reduzierung der Lieferzeit um 90% ver- zeuge und Matrizen eines Werkzeugsatzes Hilmar.Gensert@kamax.com
langt eine ganzheitliche Betrachtung des (Bild 1). Für den Fall, dass es sich um gewach- www.kamax.com
https://doi.org/10.30844/I40M_21-4_S29-33 29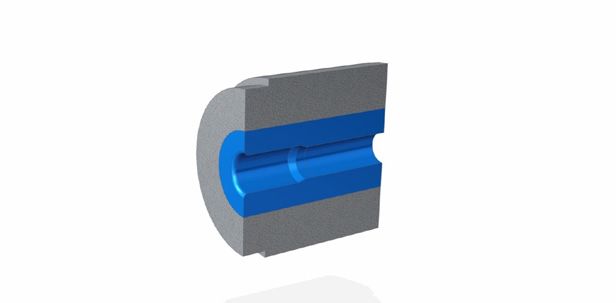
Industrie 4.0
Alt Neu Der Schnitt in Bild 1 zeigt einen prinzipiel-
len Aufbau einer Matrize. Die hohe Anzahl an
Einzelkomponenten ist einerseits die modu-
larisierte Lösung, aber andererseits auch eine
Herausforderung. Die Schnittstelle zwischen
Armierung und Kern ist funktionsbedingt mit
toleriert. Das ist bei nur einem Pressverband
mit üblicher Fertigungstechnik grundsätzlich
herstellbar und ausreichend. Werden beispiels-
weise acht Ringe ineinandergefügt, entsteht
durch die Toleranzkette eine weitere Heraus-
forderung. Eine Erweiterung der Toleranzen ist
nicht möglich.
Um dieser Problemstellung zu begegnen, sind
iterative Prozesse erforderlich. Die Maschine
oder das System hat das erzeugte Bearbei-
tungsergebnis zu erfassen und die Konse-
Bild 1: Werkzeugsatz. quenzen für die Fertigung der nächsten zur
Baugruppe gehörenden Teile abzuleiten. Das
heißt, entstehende Fertigungsabweichungen
sene Strukturen handelt, ist zudem zu beach- werden jeweils durch nachfolgend gefertigte
ten, dass bestehende Schnittstellen zunächst Baugruppenelemente kompensiert. Ähnlich
beizubehalten sind. Dies gewährleistet einen ist mit der Verschleißkompensation von Werk-
stufenweisen Übergang zum neuen Werkzeug- zeugen zu verfahren. Das Prinzip ist zielfüh-
konzept, schränkt aber gleichzeitig die Gestal- rend, geht aber in Abhängigkeit der benötig-
tungsmöglichkeiten ein. ten Messvorgänge und Iterationsschleifen zu
Lasten der benötigten Bearbeitungsdauer. Zur
In Bild 1 wird ein Werkzeugsatz dargestellt, der Optimierung der Iterationsschleifen wird ein
aus ca. 100 Einzelteilen besteht. Die rot-umran- Predictive Quality Analytics System in Echtzeit
deten Einzelwerkzeuge, die Matrizen, wurden genutzt.
für das Projekt ausgewählt.
Systemlandschaft
Bei den Matrizen war ein zielführender Ansatz,
ein Modulsystem zu entwickeln, aus dem sich Verfolgt man den Produktentstehungspro-
alle Fassungsdurchmesser (Außendurchmes- zess von der Definition des Produkts über die
ser der Matrizen) sowie alle Kerndurchmesser Fertigung bis zur Anlieferung beim Kunden,
(Hartmetallkerne der Matrizen) abbilden las- ist dieser gekennzeichnet durch eine Vielzahl
sen, um mit dem bestehenden System kom- von Schnittstellen zwischen unterschiedlichen
patibel zu bleiben. Die Konzeption ist patent- Softwaresystemen. Bilden üblicherweise ERP-
rechtlich geschützt. als auch MES-Systeme seit geraumer Zeit das
„IT-Rückgrat“ vieler Unternehmen, mangelt es
Aufgebaut aus dem Modulsystem werden oft an der Durchgängigkeit des Informations-
die Matrizen jetzt im Durchschnitt fünffach flusses durch alle involvierten Systemen.
armiert, woraus sich neben der Modularisie-
rung der Matrizenkomponenten auch ein Eine wesentliche Komponente in der moder-
technologischer Vorteil ergibt. So führt die nen Systemlandschaft bilden hierbei sowohl
Mehrfacharmierung bis zu einer Verdopplung die vertikale als auch die horizontale Integra-
der Vorspannung des Kerns und somit bei den tion aller beteiligten IT-Systeme und damit de-
meisten Einsatzfällen zu einer Vervielfachung ren hierüber abgebildeten Prozesse. Letztere
der Standmenge. umfassen vor allem auch Maschinen und An-
lagen. Neben der kaufmännischen Abwicklung
Um nur mit einer Bearbeitungstechnologie müssen auch sämtliche Engineering-Informati-
bei der Innenbearbeitung auszukommen, die onen automatisiert Richtung Produktion trans-
im Wesentlichen durch das Verhältnis Länge feriert werden.
zu Durchmesser der Bohrung bestimmt wird,
wurden zudem die Kerne in Abhängigkeit vom Nicht selten werden die meisten Schnittstel-
Innendurchmesser axial geteilt, d. h. die Modu- len manuell bedient. Im einfachsten Fall wer-
larisierung wurde konsequent radial und axial den an den Schnittstellen Daten von einem
umgesetzt. System zum anderen übertragen und ggf.
30 Industrie 4.0 Management 37 (2021) 4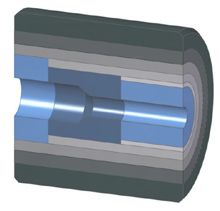
Industrie 4.0
ergänzt. Durch eine geschickte Produkt- Kunde /
Individual
Wahl der Systeme mit standardi- datenbank
Werkzeug- WWW Kunde/
PDM CAQ
sierten Schnittstellen, kann dies datenbank CAD KAMAX
VC Kunde/ CAD
überwunden werden. Um bei-
spielsweise den durchgängigen
Datenaustausch und höchsten KAMAX
Wissensmanagement
Automatisierungsgrad für CAD, CAM CRM
Entwicklung Experten Vertrieb
CAM und PDM zu erhalten, kann
es nicht nur hilfreich, sondern teil- VC: Varianten-Konfigurator
weise auch notwendig werden, CAD: Computer unterstützte Konstruktion
CAM: Computer unterstützte Fertigung
VC
neue Systeme in Betracht zu zie- ERP
CAQ: Computer unterstützte Qualitätskontr.
Production Stammdaten MES Feinplanung MES: Produktionsplanungssystem
hen. Dies spart den Umweg, mit CRM: Kundenmanagement
PDM: Produktdatenmanagement
Arbeitsplan
verschiedenen Compilern arbei- ERP: Ressourcenplanung
ten zu müssen. In der Regel ist dies
nicht nur aufwendiger, sondern
schränkt auch die Funktionalität stark ein. Ziel Wissen in explizites zu verwandeln, stellt sich Bild 2: Systemlandschaft.
muss es sein, direkt mit nativen Daten zu arbei- auch die Frage, wie dieses Wissen und die Er-
ten. fahrungen maschinell lesbar und verwertbar
aufbereitet werden können.
Eine weitere Herausforderung stellen Prozesse
dar, in denen menschliches Know-how not- Im vorliegenden Projekt war die Überführung
wendig ist, d. h. es werden Entscheidungen tausender Matrizen in das neue Modul-System
z. B. nach Verfahrensanweisungen gefällt. So- erforderlich. Aus diesem Grund wurde ein au-
lange es dafür „artikulierbare“ Regeln gibt, also tomatischer Entwurf zwingend erforderlich.
externalisierbares Wissen vorliegt, lassen sich Aber entscheidender ist die standardisierte
diese stark regelbasierten Abläufe meist auch Vorgehensweise, die definitiv nur maschinell
in Algorithmen überführen. Die besondere sichergestellt werden kann. Dies war die Ge-
Herausforderung liegt im impliziten Wissen; burtsstunde für ein „Wissensmanagement-Sys-
Wissen, das auf Erfahrungen, Einstellungen tem“, welches im Zuge der Entwicklung schnell
oder Erinnerungen basiert. Neben der ohnehin zum zentralen System aller beteiligten Syste-
schon enormen Herausforderung implizites me (Bild 2) wurde. Bild 3: Informationsfluss.
Web-Auftrag Produktentwicklung Abwicklung Fertigung Lieferung
Tedica Werkzeug- Werkzeug-
Lager management
Parameter
aus Kunden
Konfiguration Einlagerung
Bereitstellung
Parameter Kern/ Standmenge
Ringteilung Rücklagerung
Kernverengung
Kunde/Individuell Parameter
Kunde/KAMAX
Kunde/CAD
aus Kunden
Konfiguration
KXBrain WIKI Auftragsfreigabe
Aufträge
MES
Terminplanung
Davinci
Arbeitspläne PQA
Varianten-Konfigurator
Lernergebnis
Davinci
Aufträge
Stückliste
Arbeitspläne
Lieferpapiere
Trennen
Drehen HM
Davinci Davinci
Aufträge Auflösung
NC Sheets Aufträge
Variantenconfigurator Stückliste Polieren Variantenconfigurator
Stückliste
Shop Leitrechner Arbeitspläne Stückliste
CAX ERP Stammdaten Zeichnungen Zeichnung ERP Stammdaten
Arbeitsplan Lagerposition
Produktionsplanung Prüfpläne
Arbeitsplan
Prüfplan Drehen St
ERP Nummer Lieferpapiere Lieferpapiere
Pressen
Lager /Transport
Davinci Davinci
Maschinenanbindung
NC Sheets NC Sheets
Zeichnungen PDM Werkzeugdatenbank
Produktdatenbank Zeichnungen
Prüfplan Prüfplan
https://doi.org/10.30844/I40M_21-4_S29-33 31Industrie 4.0
Parameter aus
Kunden-
gungsschritt selbst ein.
Es werden keinerlei
konfiguration
Shop
TEDICA Parameter
Kern/
Ringteilung
Produktdaten auf den
Kernvereng
ung
Lastenheft
WIKI KXBrain
Parameter
aus Kunden-
konfiguration
Kunde/Individuell
Kunde/KAM AX
Kunde/CAD
Lastenheft
Maschinen abgelegt,
…
da die Fertigung für
… Varian ten -
konfigurator
„Losgröße 1“ ausgelegt
Hilfsmaterial (Zerspanungswerkzeuge)
Davinci
Aufträge
Stückliste
Arbeitspläne
Lieferpapiere
ist. Das setzt voraus,
dass die Maschinen die
Teleskopmatrizen
Davinci Maschinenanbindung Davinci
CAX NC Sheets PDM Werkzeugdatenbank NC Sheets
erforderliche Schnitt-
Zeichnungen Produktdatenbank Zeichnungen
Prüfplan Prüfplan
Aufträge Auflösung
Stückliste Davinci
stelle zur Verfügung
Stückliste
Varianten-Konfigurator Leitrechner
stellen.
Produktions- NC Sheets Trennen
ERP Stammdaten planung Arbeitspläne
Zeichnungen
ERP-
Nummer Arbeitsplan Lagerposition Prüfplan
Lieferpapier
Drehen HM
e
Polieren
Drehen St
Auftrags- MES Davinci
Pressen Komplexer wurde es
bei der automatischen
freigabe Arbeitspläne
Aufträge Termin-
planung
Lager
Montagezelle. Es wird
W erkzeug-
Einlagerung
Bereitstellung
Lern- Transport
die Regel sein, dass sich
Prüf-
PQA
die aufeinander folgen-
Lager ergebnis Variantenkonfigurator
ERP Stammdaten protokolle
Standmenge Arbeitsplan
Davinci Rücklagerung
Variantenknfigurator …
Aufträge ERP Stam m daten
den Werkstücke in den
Stückliste
Zeichnung Arbeitsplan
Prüfpläne
Lieferpapier
e
Werkzeug-
management
Variantenkonfigurator
ERP Stammdaten
Arbeitsplan
Abmessungen und der
Anzahl der zu montie-
renden Bauteile völlig
Prüf-
Lastenheft
…
Material (Stahlringe / Hartmetallrohre)
protokolle
…
unterscheiden. Hieraus
ergibt sich die Frage-
stellung, welche Infor-
mation die Zelle erhal-
Bild 4: Systemgrenzen des Relevantes Wissen wird zentral und digitalisiert ten muss, d. h. wie wird codiert und decodiert?
Werkzeugbaus. für alle Systeme maschinenlesbar abgelegt.
Um diese Herausforderung zu lösen, wurde ein
Ontologien [2] spielen hierbei eine zentrale Code entwickelt, der das Modell und die Ei-
Rolle für die formalisierte Repräsentation von genschaften beschreibt, der „Digitale Zwilling“.
Wissen und Informationen. Mithilfe semantisch Dieser Code wird praktisch mit dem Produkt
angereicherter Beschreibungen, ist zudem mitgeführt und steuert alle Bearbeitungs- und
eine Interpretation der Daten mit Logik und Transportfunktionen.
Schlussfolgerungen (sog. Inferenz) möglich.
Die Automation birgt aber noch ganz andere
Das System ist in der Lage, ausgehend von der Herausforderungen im Informations- und Da-
Eingabe der funktionsrelevanten Daten in ein tenaustausch mit sich. Besonders resistent für
Web-Frontend, eine komplette Auslegung und derartige Prozesse war das PDM- als auch das
Konstruktion der Matrize durchzuführen. ERP-System, da sie statisch arbeiten, aber jetzt
echtzeitfähige Bedingungs-Ereignis-Systeme
Durchschnittlich sind ca. 10 Eingabevariablen erforderlich sind.
ausreichend, um daraus ca. 800 Variablen zu
steuern. Beispielsweise sind im automatischen Prozess
Rohlinge zu entnehmen, Halbfertig- oder Fer-
Die Daten werden dann an die weiteren Soft- tigprodukte einzulagern. Reaktionszeiten der
waresysteme wie ERP, PDM, CAD-CAM, MES bis Systeme müssen in Echtzeit ablaufen. Eine
an die Steuerung der Maschinen verteilt. Rück- SPS-Funktion hat aber das ERP-System nicht.
meldungen zum Auftragsstatus können über Auch stellt die Art der Programmierung des Ge-
das Web-Frontend abgerufen werden. Durch samtsystems eine besondere Anforderung dar.
den gewählten Ansatz der Integration von Sys- Das Bedingungs-Ereignis-System, das die Steue-
temen in einer dynamisch serviceorientierten rung übernimmt, ist so zu gestalten, dass es für
Umgebung (Enterprise Service Bus) ist es mit alle Beteiligten und nicht nur für die SPS-Pro-
dem Wissensmanagement möglich, sowohl grammierer verständlich wird. So liegen die
die kaufmännischen Prozesse im ERP als auch Stärken der Softwaresprachen der SPS-Welt si-
die technologischen Systeme mit den relevan- gnifikant in ihrer hohen Performance und Echt-
ten Daten zu versorgen, anzutriggern und wie- zeitverarbeitung, hinsichtlich Integrationsfähig-
derum erzeugte Daten weiterzuleiten. keit, Datenvolumen und Versionsverwaltung
bestehen jedoch noch deutliche Schwächen
Alle Maschinen erhalten demnach bei jedem gegenüber IT-Hochsprachen, wie sie in moder-
Teil neue Daten und leiten den nächsten Ferti- nen IT-Systemen zum Einsatz kommen.
32 Industrie 4.0 Management 37 (2021) 4Industrie 4.0
Fazit
Im Zuge der Entwicklungstä-
(Zerspanungswerkzeuge)
(Zerspanungswerkzeug)
(Umformwerkzeuge)
Produkt (Schraube)
(Umformwerkzeuge)
tigkeiten wurde die Zielset-
Hilswerkzeuge
Hilfsmaterial
Zerspanungswerkzeug-Fertigung Umformwerkzeug-Fertigung Schrauben-Fertigung
Produkt
Produkt
zung erreicht, die Durchlaufzeit
von sechs Wochen auf wenige
Stunden zu reduzieren. Zu-
dem haben die modularisierten
Werkzeuge ein Vielfaches an Ge- Material Material Material
brauchswert.
Die Fertigung der „Losgröße
1“ nach Kundenvorgabe ist
möglich, die Maschinen arbei-
ten iterativ und das System ist
selbstoptimierend. Es wurde
eine Produktionsumgebung ge-
schaffen, in der sich Fertigungs-
anlagen und Logistiksysteme
weitgehend selbst organisieren.
Alles Eigenschaften, die sich mit
dem Thema „Industrie 4.0“ oder „Smart Facto- zeugbaus, sondern der gesamten Lieferkette Bild 5: Smart Supply Chain.
ry“ verbinden lassen. abbildet.
Der finale Prozessablauf des Gesamtsystems Bild 4 zeigt die gesamte Lieferkette, wobei das
wird in Bild 3 gezeigt. bestehende System nun als Blaupause zur Ver-
fügung steht und durch Modularität sukzessive
Der Kunde definiert im Shop sein Produkt, übertragen wird (Bild 5).
erhält sofort einen Preis und kann bestellen
(Auftrag). Danach wird, gesteuert durch das Die Herausforderung besteht darin, das kom-
Wissensmanagement, das Produkt entwickelt plexe System servicefreundlich zu machen.
(Produktentwicklung), gefertigt (Fertigung)
und geliefert (Abwicklung). Der Kunde erhält Auch wenn das System robust funktioniert,
nach Auftragserteilung eine Auftragsbestäti- bleibt es nicht aus, das Störungen auftreten Literatur
gung sowie den finalen Liefertermin. Vom Auf- können. In diesem Fall ist ein Experte für das
trag bis zur Lieferung ist in dem Prozess keine betroffene System notwendig. Auch hier sol- [1] Bracht, U.; Geckler, D.; Wenzel,
Entscheidung von Mitarbeitern mehr erforder- len Automatismen realisiert werden, die re- S.: Digitale Fabrik. VDI-Buch.
Berlin Heidelberg 2011.
lich. gelungstechnische Antworten auf Störungen [2] Grimm, S..; Hitzler, P.; Abecker,
generieren. Die Notwendigkeit der Unterstüt- A.: Knowledge Representation
and Ontologies. In: Studer, R.;
Das System wurde 2018 durch die Fachzeit- zung durch Experten soll so sukzessive redu- Grimm, S.; Abecker, A. (Hrsg):
schrift Produktion und ROI Management ziert werden. Hierfür ist ein selbstlernendes Semantic Web Services. Berlin
Heidelberg 2007.
Consulting bewertet und mit dem Industrie 4.0 Fehlermanagementsystem in Entwicklung. [3] ROI: BMW, SIEMENS UND KA-
Award ausgezeichnet [3, 4]. MAX TOOLS & EQUIPMENT
sind Deutschlands Industrie
Es ist das Ziel, dass bei erstmaligen Auftreten 4.0-Champions. URL: www.
Ausblick der Störung zunächst weiterhin der Experte roi.de/news/artikel/news/
bmw-siemens-und-kamax-
diese behebt und der Prozess im Wissensma- to o l s -equipment- s i n d
In Bild 3 wurde der Informationsfluss von der nagement gespeichert wird. Tritt die Störung -deutschlands-industrie-40-
champions, Abrufdatum
Anfrage bis zur Lieferung von Werkzeugen ein weiteres Mal auf, wird dem Experten der 01.01.2021.
gezeigt. Stellt man das Bild so um, dass die Ablauf vorgeschlagen, bis der Prozess letztlich [4] Industrie 4.0 Award: Die
Besten der Besten. URL:
Schnittstellen zu Unterlieferanten und Kunden vom Wissensmanagement übernommen wird www. industrie40award.de/
besser zu erkennen sind, ergibt sich Bild 4. Der und der Anlagenführer nur noch den Anwei- smart-scm-2018, Abrufdatum
01.01.2021.
Informationsfluss wird durch blaue Linien, der sungen zu folgen hat. [5] Gensert, H.; Ludwig, C.: Smart
Warenfluss durch orangefarbene Linien sym- factory. Tagungsband 33. VDI
Jahrestreffen der Kaltmas-
bolisiert. Der vorliegende Beitrag wurde in abgewandelter sivumformer 2018.
Form bereits in [5-7] veröffentlicht. [6] Gensert, H.; Ludwig, C.: Smart
factory. Tagungsband Um-
Aus der Sicht des Kunden (Schraubenfertigung) formtechnisches Kolloquium.
erscheint der Werkzeugbau als Unterlieferant Schlüsselwörter: Darmstadt 2018.
[7] Gensert, H.; Ludwig, C.; Farren-
von Verbrauchsmaterial (Umformwerkzeuge). Smart Factory, Smart Supply Chain, Industrie kopf, T.; Panske, T.: Smart Facto-
Damit ergibt sich eine gewisse Modularität, 4.0, Automatisierung, Wissensmanagement, ry im Werkzeugbau, Umform-
technik Massiv+Leichtbau.
die nicht nur den Geschäftsprozess des Werk- Autonome Produktionssteuerung, Losgröße 1 Bamberg 2021.
https://doi.org/10.30844/I40M_21-4_S29-33 33Sie können auch lesen