Speedfactor - Performance meets Precision - Chiron Group
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
speedfactor Das Kundenmagazin der CHIRON Group 02.2018 Performance meets Precision Weltpremieren auf der AMB Neue Baureihen von CHIRON und STAMA Digitale Helfer SmartLine mit drei neuen Modulen

_
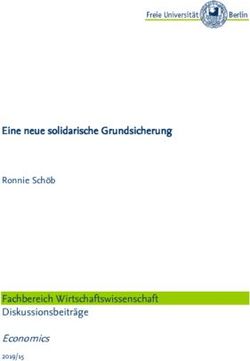
2 CHIRON GROUP IN ZAHLEN DAS JAHR 2017 3
466
Umsatz Mio. € Sonstige 9 %
2017 466
Werkzeugherstellung 4 %
2016 461
2015 457 Luft- und Raumfahrt 3 % 63 % Automobil-
Auftrags- industrie
2014 446 Präzisions- und 6 %
Millionen Euro Umsatz erlöste eingang nach
die CHIRON Group 2017 2013 368 Medizintechnik Branchen
Maschinenbau 16 %
65 % 14.000
Quadratmeter im neuen Werk in Taicang 30 % Deutschland
> 260
des Gesamtumsatzes in Amerika 21 %
Deutschland und Europa
Umsatz nach
Regionen
Serviceprofis weltweit
Asien 14%
150
Auszubildende welt- 35 % Europa
weit innerhalb der
CHIRON Group
63 %
der Aufträge aus der
Automobilindustrie
Service 30 %
Umsatz nach
Segmenten
36 % Standard-
maschinen
Mitarbeiter
Turnkey 34%
215 SCHERER
41 CMS
weltweit Stand 31.12.2017
1056 CHIRON
403 STAMA China 149 Frankreich 22
2017 2.100
USA 124 Türkei 15
2016 1.990
2015 1.900 Italien 36 Indien 8
2014 1.850
Polen 25 Mexiko 4
2013 1.800
_
4 CHIRON GROUP DAS JAHR 2017 5
Die Weichen gestellt sungen etabliert hat, an ihre Kapazitätsgrenzen
gestoßen. Über 10 Mio. Euro investiert die Grup-
pe in China. Die Produktion in Taicang soll in der
»China bietet vor allem in der Automo-
für neue Standards
ersten Hälfte 2019 anlaufen.
bilindustrie und in der Medizintechnik
CHIRON Group schärft Markenprofile
aber auch in der Luftfahrtindustrie große
Wachstumspotenziale und ist deshalb ein
im digitalen Zeitalter
Die Neuentwicklung von Plattformen für künf-
tige Baureihen nutzt die Gruppe, um das Profil
von CHIRON und STAMA zu schärfen. Beide Mar-
strategisch höchst bedeutender Markt.
ken stehen grundsätzlich für Produktivität und Analysen zufolge gilt China als der größter
Präzision. Die spezifische Ausprägung zeigt sich
bei CHIRON mit einem Plus an Genauigkeit und
Zukunftsmarkt für die E-Mobilität. Daraus
Dynamik, bei STAMA mit einem Plus an Stabili- ergeben sich hervorragende Absatzchan-
Die fortschreitende Digitalisierung und E-Mobilität prägen unter anderem die tät und Leistung. Beide Plattformen zeichnen
sich aufgrund neuer Bauprinzipien durch eine
cen für unsere Unternehmensgruppe in
Unternehmensstrategie der CHIRON Group. Aus diesem Grund wird das Soft- besonders hohe Steifigkeit aus. Damit ergeben der Automobilindustrie. Hinzu kommt der
ware-Lösungsportfolio für die digitale Fertigung konsequent erweitert. Mit dem sich für CHIRON und STAMA neue Möglichkeiten,
mit ihrer ausgeprägten Turnkey-Kompetenz be-
steigende Bedarf an hochpräzisen Bear-
Modulbaukasten für CHIRON und STAMA, den Bauvorhaben Precision Factory in stehende Fertigungs- und Prozesslösungen zu beitungszentren für die Fertigung chirurgi-
Neuhausen ob Eck und dem neuen Werk in Taicang, China sowie Plattformen für optimieren und neue Märkte zu erschließen. Die
ersten Bearbeitungszentren auf Basis der neuen
scher Instrumente und Implantate.«
eine neue Generation von Bearbeitungszentren ist die Gruppe gut gerüstet für Plattformen zeigen beide Unternehmen auf der
die Herausforderungen der Zukunft. AMB 2018.
Neue Lösungen für die digitale Fertigung tisierungssystemen maßgeschneiderte Lösun- Das Jahr 2017 in Zahlen
Softwaresysteme für die digitale Fertigung ge- gen: Neue Fahrzeug- und Antriebskonzepte er- Die CHIRON Group konnte 2017 den Umsatz er- »Unser Software-Lösungsportfolio
hören seit mehreren Jahren zum Leistungsport- fordern spezielle Bauteile, Baugruppen sowie neut steigern: Mit 466 Mio. Euro liegt die Un-
folio der CHIRON Group und sind ein wichtiger Aggregate, beispielsweise elektrische Kälte- ternehmensgruppe über dem Vorjahresniveau.
bauen wir konsequent aus und realisieren
Wachstumstreiber. Aus dem Zusammenspiel von mittelverdichter, elektromechanische Brems- Der Umsatzanteil der europäischen Märkte lag derzeit weitere SmartLine-Module. Sie
Maschine und Software entstehen integrierte kraftverstärker oder elektrische Achsantriebe. mit 65 Prozent im Bereich des Vorjahres. Ameri-
Systemlösungen, die es den Kunden ermögli- Gleichzeitig wächst der Bedarf an Turboladern ka und Asien trugen mit 21 bzw. 14 Prozent zum
ermöglichen, etwa durch die gezielte
chen, das gesamte Potenzial der digitalen Fer- für Verbrennungsmotoren und somit auch der Gruppenumsatz bei. Planung von Wartung und Instandhaltung,
tigung zu nutzen. Mit dem SmartLine-Programm Anteil von Verdichterrädern, deren Bearbeitung
und seinen Modulen DataLine, ProcessLine höchsten Anforderungen an Präzision und Dyna- 2017 erzielte die CHIRON Group mit Standardma-
eine nochmals gesteigerte Produktivität
und RemoteLine können die Produktqualität mik genügen muss. schinen (36 Prozent) den größten Umsatzanteil. und Maschinenverfügbarkeit. Als Kern-
optimiert und dabei die Produktivität der Zer- Turnkey-Aufträge lagen bei 34 Prozent, Services
spanung und die Maschinenverfügbarkeit ge- und Dienstleistungen legten mit 30 Prozent
team-Player der VDW-Initiative für ver-
steigert werden. Schwerpunkt der Aktivitäten Ausbau des Leistungsumfangs leicht zu. netzte Produktion und Gründungsmitglied
2017/18 war die Entwicklung weiterer Module, in Asien und Europa
die den SmartLine-Baukasten ab 2019 ergänzen. Mit dem Neubau der CHIRON Precision Factory Beim Auftragseingang ist die Automobil- und
von Mindsphere World für das offene
in Neuhausen ob Eck tätigt die CHIRON Group Zulieferindustrie mit 63 Prozent weiterhin das IoT-Betriebssystem MindSphere ist die
die größte Einzelinvestition seit ihrem Beste- stärkste Segment. Der Maschinenbau lag mit 16
E-Mobilität stärkt internationales Wachstum hen. 2017 war gekennzeichnet durch Strategie- Prozent über dem Vorjahr. Es folgen Medizin-
CHIRON Group an maßgeblichen Initiativen
Zwei Drittel des Umsatzes generiert die CHIRON und Planungsprojekte sowie die Entscheidung und Präzisionstechnik mit 6 Prozent und Luft- der Branche beteiligt.«
Group mit Kunden aus der Automobil- und Zu- von Verwaltungsrat und Geschäftsführung, am und Raumfahrt mit 3 Prozent. Der Bereich Werk-
lieferindustrie. Maximale Produktivität ist im Standort Tuttlingen/Neuhausen über 30 Mio. € zeugherstellung steuerte 4 Prozent bei.
Automotive-Sektor wettbewerbsentscheidend. zu investieren. 2019 soll die Montage im neuen Dr. Markus Flik, CEO
Gleichzeitig ist der Blick stets auf die Entwick- Werk mit einer Fläche von fast 14.000 Quadrat-
lung dieses Markts gerichtet. Ziel dabei ist, pro- metern starten. Am Standort Taicang, China,
aktiv branchenspezifisches Prozess-Know-how wurde Ende Oktober 2017 der Grundstein für ein
zu entwickeln und in neue Fertigungslösungen neues Werk gelegt. Durch die gestiegene Nach-
einfließen zu lassen. Zur Produktion von Bau- frage nach Bearbeitungszentren und Services
teilen für Elektroantriebe bietet die CHIRON im Reich der Mitte ist die CHIRON Group, die sich
Group mit Bearbeitungszentren und Automa- dort als Anbieter hochwertiger Bearbeitungslö-
INHALT 7
INTRO
8 News & Events
10 Automotive und E-Mobility
IMPULS
12 Neue SmartLine Module
Digitale Helfer für mehr Produktivität
12
14
Neue SmartLine Module
Neue STAMA-Baureihe MT 733
16 Neue CHIRON-Baureihe 16
20 Schwerzerspanung mit
Sehr geehrte Kunden, liebe Freunde unserer CHIRON Group, STAMA MT 338 Twin
im Vorfeld der AMB möchten wir Ihnen in dieser Ausgabe bereits
die neue Werkzeugmaschinen-Generation vorstellen, die in Stutt-
gart ihre offizielle Premiere feiert: die CHIRON-Bearbeitungszentren
DZ16 W und FZ16 S für hochdynamisches, präzises 5-Achs-Fräsen und
INTOUCH
das STAMA MT 733 zur robusten Fräs-Dreh-Bearbeitung für schwer 22 Sechs Mill 6000 bei WILA
zerspanende Werkstoffe. 26 Komplettbearbeitung
bei Eppendorf
Weiteres wichtiges Thema – im Heft und am Messestand – ist die digi-
talisierte Fertigung mit neuen Komponenten des modularen Smart-
Line-Programms: ConditionLine erkennt frühzeitig Störungen, War-
16 Weltpremiere bei CHIRON
Neue Baureihe 16
30
34
36
Stiftung Balm mit FZ 15 W Baseline
OPEN HOUSE bei CHIRON
OPEN HOUSE bei STAMA
tung und Reparaturen lassen sich gezielt planen. ProtectLine schützt
Ihre Bearbeitungszentren vor drohenden Kollisionen und TouchLine
bietet dem Bediener kontextsensitive Informationen.
Zudem in dieser Ausgabe: eine STAMA-Anwenderreportage aus der
Medizintechnik, ein Rückblick auf die Hausmessen bei CHIRON und
INSIDE
STAMA und ein Bericht über die Schweizer Stiftung Balm, wo ein 37 CHIRON Precision Factory
CHIRON-Bearbeitungszentrum die Mitarbeiter dabei unterstützt, trotz 38 Entwicklungspotenzial
Handicap wettbewerbsfähig zu fertigen. bei der CHIRON Group
Und noch ein Hinweis in eigener Sache: Um das Zusammenwirken
22
aller Unternehmen der CHIRON Group auch nach außen transparent
42.000 Spindelstunden im Jahr
zu machen, haben wir uns ein neues Corporate Design gegeben. Im
Sechs Mill 6000 bei WILA
Zuge dessen hat auch der speedfactor ein neues Gesicht erhalten:
frischer, aufgeräumter und noch stärker auf Ihre Anforderungen nach
vertiefter und dabei lesefreundlich strukturierter Information ausge-
richtet. Wir wünschen Ihnen eine spannende Lektüre!
Die Geschäftsführung der CHIRON Group
Aus Gründen der besseren Lesbarkeit wird auf
Wolfgang Ehrk Dr. Markus Flik die gleichzeitige Verwendung männlicher und
26
weiblicher Sprachformen verzichtet. Sämtliche
Mit 30.000-facher Erdbeschleunigung Personenbezeichnungen gelten gleichermaßen
Komplettbearbeitung bei Eppendorf für beiderlei Geschlecht.
_ _
8 INTRO NEWS NEWS & EVENTS INTRO 9
SEPTEMBER
10.09. – 15.09. IMTS Chicago, USA
Events
18.09. – 22.09. AMB Stuttgart, Deutschland
25.09. – 27. 09. OPEN HOUSE Machinery Oy Tampere, Finnland
OKTOBER
2018/19
01.10. – 05.10. MSV Brno, Tschechien
02.10. – 07.10. Maktek Avrasya Istanbul, Türkei
10.10. – 13.10. TIB Bukarest, Rumämien
04.10. Workshop* Neuchâtel, Schweiz
Auch im kommenden Jahr
sind wir auf zahlreichen
NOVEMBER
07.11. – 09.11. FMB Bad Salzuflen, Deutschland
14.11. Innovationsforum CH Luzern, Schweiz
Messen und Ausstellungen
14.11. – 16.11. Machinery Central Asia Tashkent, Usbekistan
vertreten. Besuchen Sie uns!
15.11. Workshop* Neuhausen / Filder, Deutschland
20.11 – 23.11. Intern. Industrial Forum Kiew, Ukraine
21.11. – 24.11. Metalex Bangkok, Thailand
21.11. – 24.11. EMAF Leca da Palmeira, Portugal
*
Themen und weitere Informatio- 28.11. 9. Medizintechnisches Tuttlingen, Deutschland
nen zu unseren Workshops finden Kolloquium
Sie unter www.chiron.de/events
JANUAR
24.01. – 30.01. IMTEX Bangalore, Indien
FEBRUAR
05.02. – 08.02. INTEC Leipzig, Deutschland
MÄRZ
05.03. – 08.03. INDUSTRIE Paris Paris, Frankreich
21.03. MAV Innovationsforum Böblingen, Deutschland
27.03. – 29.03. MTMS Brüssel, Belgien
28.03. – 30.03. MECSPE Parma, Italien
APRIL
09.04 – 12.04. Metalworking Minsk, Belarus
Ausgezeichnete Ausbildung bei CHIRON 15.04. – 20.04. CIMT Beijing, China
Was die Auszubildenden in Tuttlin- denden von den hohen CHIRON-Stan- genauere Förderung des Einzelnen.
CMS liefert 1.000 Retrofit-Maschine aus
gen jeden Tag »live« erfahren, ist dards: Von den Grundlehrgängen bis Das Programm wertet zum Beispiel
nun offiziell: CHIRON gehört laut zum letzten Aufbaukurs haben die prüfungsvorbereitende Aufgaben au-
einer Studie von DEUTSCHLAND TEST Ausbilder die Lehrpläne mit individu- tomatisch aus und wir Ausbilder kön-
und FOCUS MONEY zu Deutschlands ellen Herausforderungen aufgewer- nen uns auf unsere eigentliche Arbeit
Am 8. Februar 2018 gab es für CMS Die CHIRON FZ18 W ist bereits das fünfte erfolgreiche Retrofit- und Modernisie-
besten Ausbildungsbetrieben. tet, zudem erhalten ab Ausbildungs- fokussieren: die umfassende, praxis-
einen besonderen Grund zu fei- rungsprojekt von CMS für das Tochterunternehmen der LEIBER Group. Mit gutem
beginn im September 2018 alle Azubis bezogene Kompetenzvermittlung in
ern: Geschäftsführer Rui Böninger Grund: Alle Anlagen, die für ein umfassendes »Update« in Neuhausen ob Eck wa-
Strukturelle Daten, Ausbildungser- ein Tablet mit Zugang zur neuen, digi- technischen und kaufmännischen Be-
übergab die tausendste neuwertig ren, sind danach – zum Beispiel durch aktuellste Steuerungstechnik mit höherer
folg, Vergütung, Ausbildungsquote talen CHIRON Lernplattform. »Damit«, rufen.«
überarbeitete Anlage zurück an die Prozessorleistung – rund 20 Prozent produktiver als in ihrem ursprünglichen
und ergänzende Angebote: Das waren so Herbert Mattes, »ermöglichen wir
LEIBER-Poland Sp.z.o.o. Neuzustand und fit für viele weitere Jahre. Das Team in Ruda Slaska in Südpolen
die fünf Themenfelder für die Beurtei- individuelleres Lernen und eine noch
bearbeitet heute mit fünf CHIRON-Bearbeitungszentren dasselbe Auftragsvolu-
lung von rund 20.000 Unternehmen
men wie vorher mit sechs. Die freigewordene
aus über 90 Branchen. Dass CHIRON
Zerspankapazität nutzen die Experten für Leicht-
insgesamt sehr gut abschnitt, freut
bauteile, um flexibel auf aktuelle Marktchancen
besonders Ausbildungsleiter Herbert
reagieren zu können und den zeitweiligen Still-
Mattes: »Die Auszeichnung bestätigt
stand der sechsten Anlage zu überbrücken. Denn
unsere seit vielen Jahren anerkannt
auch die ist inzwischen zur Aufarbeitung und Mo-
hohe Ausbildungsqualität.« Das Un-
dernisierung an CMS übergeben. Gefeiert wurde
ternehmen setzt, angesichts des zu-
die tausendste CMS-Maschine in der polnischen
nehmenden Fachkräftemangels, ver-
CHIRON-Niederlassung mit einem zünftigen
stärkt auf Nachwuchs aus den eigenen
Frühstück. Als Geschenk erhielt LEIBER-Poland
Reihen und überlässt in der Ausbil-
einen aufwendig gestalteten Glasquader mit
dung nichts dem Zufall. Auf dem Weg
3D-Lasergravur der FZ18 W.
zu Experten profitieren die Auszubil-
Geschäftsführer Rui Böninger und Rainer Keller von der Firma LEIBER-Poland bei der Übergabe
_
10 INTRO AUTOMOTIVE UND E-MOBILITY 11
Anforderungen an Bauteile für die E-Mobilität Im Fokus: noch produktiver fertigen
International gewinnt die Elektrifizierung des »Für die Automobilindustrie ist maximale Pro-
CHIRON Group besetzt
Antriebsstrangs immer mehr an Bedeutung. duktivität wettbewerbsentscheidend«, so Stefan
Neue Fahrzeug- und Antriebskonzepte für den Birzle, Leiter Global Account Management Auto-
Personen- und Gütertransport erfordern spezi- motive bei CHIRON. »Mit
elle Bauteile, Baugruppen und Aggregate wie den neuen Bearbeitungs- Mehr Produktivität:
internationale Zukunftsmärkte
elektrische Kältemittelverdichter, elektrome- zentren der CHIRON Group
chanische Bremskraftverstärker oder elektrische erzielen unsere Kunden den
Reduktion der Be- und
Achsantriebe. Die hohen Genauigkeiten, die die- erforderlichen Vorsprung im Entladezeiten um bis
se Komponenten teilweise erfordern, lassen sich Markt.« So lassen sich etwa
konzeptbedingt gerade auf vertikalen Bearbei- die Be- und Entladezeiten
zu 20 Prozent, bei Be-
tungszentren hervorragend erzielen. Die CHIRON um bis zu 20 Prozent redu- arbeitungszeiten sogar
Group hat für diesen Markt frühzeitig Prozess- zieren, die Bearbeitungs-
um bis zu 50 Prozent.
E-Mobility und China Know-how aufgebaut und ist mit ihrem Portfolio zeiten um bis zu 50 Prozent.
Die deutschen Automobilhersteller haben 2017 mehr Fahr- »Zwei Drittel des Umsatzes generieren wir mit Kunden aus an Fertigungszentren bereits heute auf diese Zwei Baureihen aus der gruppenweiten Produk-
zeuge gebaut als je zuvor und auch weltweit ist die Nach- der Automobil- und Zulieferindustrie«, so Dr. Markus Flik, Anforderungen spezialisiert. toffensive sind bereits realisiert und werden der
frage nach Pkw ungebremst. Die Trends in der Branche Vorsitzender der Geschäftsführung der CHIRON Group. »Da- Fachwelt auf der AMB im September 2018 vorge-
gehen nicht nur in Richtung Hybrid- und Elektroantriebe, her sind wir als Gruppe gefordert, die Entwicklungen und Zudem hat die Gruppe eine große Produktoffen- stellt.
auch Verbrennungsmotoren müssen künftig noch ener- künftigen Anforderungen der Branche sicher einzuschät- sive gestartet und bringt neue Bearbeitungszen- Die digitalen Tools des SmartLine-Programms
gie- und leistungseffizienter sein: So wird etwa durch das zen und in geeignete Fertigungslösungen umzusetzen.« tren auf den Markt, ausgelegt vor allem auf die tragen ebenfalls dazu bei, Prozesse zu optimie-
fortschreitende Downsizing der geschätzte Bedarf an Tur- Fertigung von Strukturbauteilen und schwierig zu ren, die Fertigung flexibler zu gestalten und die
boladern in den nächsten fünf Jahren um 40 Prozent auf zerspanenden Werkstoffen. Mit der Kombination Verfügbarkeit der Anlagen zu optimieren. Zum
57 Millionen Stück weltweit anwachsen. aus hoher Steifigkeit und ausgezeichneter Dyna- Beispiel durch präventive Wartung und Instand-
mik tragen diese Bearbeitungszentren den neuen haltung. Maschine und Digitalisierung ergänzen
Anforderungen Rechnung, die im Zuge der Elektri- sich somit zu einer Systemlösung, die geprägt ist
fizierung an moderne Fertigungsprozesse gestellt vom optimalen Nutzen für den Kunden.
werden.
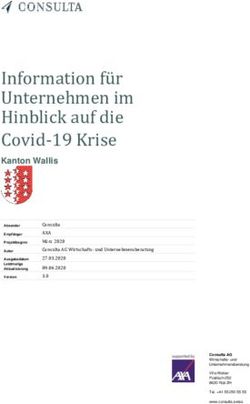
Elektrifizierte Antriebe auf dem Vormarsch
Produzierte Fahrzeuge weltweit in Mio
Großes Marktpotenzial in China
94 Mio Verbrennungsmotoren der Zukunft benötigen Mit dem größten Anteil am weltweiten Produk-
91,7 Mio
88,3 Mio komplexere Werkstücke tionsvolumen ist China für die deutsche Automo-
85,6 Mio
81,8 Mio
78,5 Mio »2025 werden weltweit immer noch um die bilindustrie mittlerweile der mit Abstand wich-
3% 5% 15 %
2%
90 Prozent der Fahrzeuge mit einem Verbren- tigste Absatzmarkt und Produktionsstandort.
8% 15 % 21 %
30 % nungsmotor unterwegs sein«, prognostiziert Auch für die CHIRON Group ist der chinesische
4%
Flik. »Dies werden Hightech-Motoren sein, denn Markt von zentraler Bedeutung. Daher investiert
48 % nur so lässt sich das CO2-Limit von 95 g/km 2021 die Gruppe aktuell über 10 Mio. Euro in das neue
… und die späteren Reduzierungen erreichen.« Werk in Taicang: »China ist der Wachstumsmarkt
Dies wird nicht nur durch weiter steigende An- und wir sehen in der Automobilindustrie großes
95 % 91 % 83 % 76 %
65 % forderungen an die Genauigkeiten der im Motor Potenzial. Das neue Werk ist für uns eine konse-
verbauten Komponenten erreicht werden. Auch quente Investition in die Zukunft«, so Dr. Markus
37 %
die Komplexität der einzelnen Baugruppen wird Flik.
weiter zunehmen. So sind zum Beispiel Ölwan-
2016 2018 2020 2022 2024 2030 nen in Zukunft nicht mehr nur Auffangbehältnis Marktanalysen gehen bis 2025 von einer weite-
für das Schmiermittel, sondern auch Motorhalter, ren Steigerung des Automobilabsatzes und der
Versteifung des Kurbeltriebes und Gehäuse für Fertigungskapazitäten aus. Zudem entwickelt
Rein elektrisch weitere Aggregate wie Ölpumpen und -filter. Mit- sich der Sektor E-Mobilität in Asien schneller als
entscheidend für die Emissionsreduzierung ist in Europa. China ist heute schon der Markt mit der
Hybrid
die Erhöhung der Einspritzdrücke. Dies erfordert größten Anzahl batteriebetriebener Fahrzeuge.
Konventionell engere Toleranzen und präzisere Dichtflächen. »Mit unseren Bearbeitungslösungen zur Herstel-
(Benzin & Diesel) Diese Entwicklung erfordert neben einer höhe- lung der erforderlichen Antriebsstränge sind wir
ren Zahl von Werkzeugen in den Bearbeitungs- gut für diesen Zukunftsmarkt gerüstet«, unter-
Quelle: IHS, www.ihs.com, AutoInsight 04/2016, FEV zentren auch ein großes Maß an Prozess-Know- streicht Bernd Hilgarth, Vertriebsdirektor CHIRON
how. Als Turnkey-Spezialist verfügt die CHIRON Group, die internationale Positionierung der Un-
Group hier mit ihren Maschinenbaureihen wie ternehmensgruppe in der Automobilindustrie.
auch mit den Automatisierungssystemen über
optimale Lösungen. Dynamik in Kombination mit
Genauigkeit – das sind die Eigenschaften, die für
die Fertigung zunehmend komplexer und ge-
nauer Bauteile entscheidend sind.
_
12 IMPULS NEUE SMARTLINE MODULE 13
SmartLine – alle Module im Überblick
RemoteLine ConditionLine Permanente Überwachung und Analyse Instandhalter
Digitale Helfer für
Cloud ConditionLine des Maschinenzustands Service
Frühzeitiges Erkennen untypischen
Kunde entscheidet:
Betriebsverhaltens
Datentransfer? Individueller Vernetzungsgrad
mehr Produktivität
DataLine
ProtectLine Kollisionsüberwachung in allen Maschinenbediener
ProcessLine
Fabrik Betriebsarten Instandhalter
ConditionLine
Präventive Kollisionsvermeidung
Sicherheit während der Bearbeitung
Kunde entscheidet:
Datentransfer?
TouchLine Kontextsensitive Informationen Maschinenbediener
Wie wird die CHIRON Group auch beim Thema Digitalisierung ihrer TouchLine Maschinenspezifische Hilfestellungen Einrichter
Rolle als führender Partner gerecht? Wie lassen sich die Forde- ProtectLine Benutzergeführte Bedienung Instandhalter
ConditionLine
rungen nach mehr Produktivität, optimierter Produktqualität und Maschine
erhöhter Maschinenverfügbarkeit überzeugend erfüllen? Eine Ant- RemoteLine Maschinenfernzugriff Kundeninstandhalter
Schnelle Hilfe im Fehlerfall Service
wort – und zugleich viele: SmartLine. Modulares Software-System Automatische Benachrichtigung
mit drei neuen Tools: ConditionLine, ProtectLine und TouchLine. Höchste Datensicherheit
DataLine Visualisierung von Maschinenzustands Produktionsplaner
und Prozessfortschritt Fertigungsleiter
Konfigurierbares System Controlling
Echtzeit-Informationen über den
gesamten Maschinenpark
ProcessLine Digitaler Zwilling und Postprozessor Produktionsplaner
»Digitales« Einfahren von Prozessen
Kollisionsgeprüftes NC-Programm
Mit dem SmartLine-Programm stellt die CHIRON Group ein modulares Software-System Kollisionen ausgeschlossen
bereit, mit dem Kunden das gesamte Potenzial der digitalisierten Fertigung erschließen ProtectLine schützt in jeder Betriebsart präventiv vor Kollisionen. Dazu verfügen die neuen
können. Auf der AMB in Stuttgart erstmals zu sehen sind ConditionLine zur automatischen Bearbeitungszentren FZ/DZ16 über einen »digitalen Zwilling«, der die reale Maschine
Maschinenzustands-Überwachung, ProtectLine zum Schutz vor Kollisionen und Touch- exakt abbildet. Im Betrieb fährt der digitale Zwilling der realen
Line, das neue interaktive Bediensystem. Maschine um 0,8 Sekunden voraus – eine drohende Kollision
wird erkannt, die Maschine kontrolliert stillgesetzt und so, »Die laufende Überwachung
potenziell großer Schaden vermieden.
ConditionLine – neues Modul für höhere Produktivität der Anlagen und präventive
Genauigkeit, Geschwindigkeit, Verfügbarkeit: Das sind die Kriterien, die an eine Werkzeug- Intuitiv und interaktiv: TouchLine
maschine anzulegen sind. Um diese permanent zu erfüllen, ist eine zustandsorientierte In- Ebenfalls auf der AMB findet die Einführung von TouchLine statt. Wartungen mit ConditionLine
standhaltungsstrategie essentiell. Basis hierfür ist das permanente Überwachen und Ana- Präsentiert wird das neue Bediensystem an den CHIRON-Anla-
lysieren des Maschinenzustands. Das passende Tool dafür ist ConditionLine. Die Software gen FZ/DZ16 und an der STAMA MT 733, die ab Verkaufsstart bringen erhebliche Vorteile im
analysiert vollautomatisch alle für den zuverlässigen Betrieb relevanten Maschinendaten. serienmäßig damit ausgestattet sind. Das Panel bietet mit einer
Untypisches Betriebsverhalten und Verschleißerscheinungen werden frühzeitig erkannt, Bildschirmdiagonalen von 24“ viel Platz für eine übersichtliche, Hinblick auf die Maschinenver-
Wartung und Reparatur lassen sich gezielt planen, kostspielige Stillstände und Produkti- klar verständliche Darstellung der richtigen Informationen
vitätsverluste vermeiden. zum richtigen Zeitpunkt. Die Interaktionsmöglichkeiten sind fügbarkeit und steigern somit
auf das Wesentliche reduziert, das Bedienen erfolgt intuitiv
und interaktiv über die von Smartphone und Tablet vertrauten die Produktivität.«
Skalierbarer Ansatz von Maschine bis Cloud Bewegungen – drücken, ziehen, wischen. Die von den bishe-
Einzigartig an der Lösung ist, dass Erfassen, Aggregieren und Verarbeiten der Daten mit- rigen Steuerungen bekannten Abläufe sind eingebunden, der Pascal Schröder, Projektleiter Condition Monitoring
tels Edge Computing direkt auf der Anlage erfolgen. Ausgehend von der Maschine lässt Wechsel auf das neue System ist schnell und ohne Einlern-
sich der Funktionsumfang von ConditionLine von der Maschine über die Fabrik bis zur Cloud phase möglich. Ebenfalls in die Visualisierung eingebettet sind
skalieren. Aufgrund dieser explizit kundenorientierten Systemarchitektur erfordert Con- Zustandsmeldungen, die kritische Parameter anzeigen, die Ur-
ditionLine beispielsweise nicht zwingend eine Cloudinfrastruktur, sondern ermöglicht es sache erkennen und Lösungen für die Behebung vorschlagen.
jedem Kunden, den gewünschten Grad der Vernetzung selbst zu wählen.
_
14 IMPULS NEUE STAMA-BAUREIHE MT 733 15
Bearbeiten aller sechs Werkstückseiten
in nur fünf Schritten
Die DNA optimiert
1 Zufuhr Stangenmaterial über
Text: Rüdiger Kroh © NCF 6/2018 Stangenlader
Gekürzte Fassung 2 Fräs-/Drehbearbeitungen OP 10
3 Abtrennen/Werkstückübergabe
4 Fräs-/Drehbearbeitungen OP 20
5 Automatische Abfuhr Fertigteil
STAMA hat das Thema Komplettbearbeitung auf ein neues Fundament gestellt: Bei der
Baureihe MT 733 sorgt erstmals die Portalbauweise für deutlich gesteigerte Stabilität und 2 4
Dynamik. Weitere Optimierungen an Frässpindeln, Antriebskonzept oder Wärmemanage-
5
ment erhöhen die Prozessstabilität. Der Anwender kann aus den vier Modellen des Modul- 1
baukastens und einer großen Ausstattungsvielfalt die passende Maschine konfigurieren.
3
Weltpremiere AMB 2018
Man kennt es aus der Automobilindustrie: In re- tung. Beim Fräsen von der Stange in einer Auf-
gelmäßigen Abständen werden die Modelle ei- spannung vereint man alle Prozesse in einer Besser komplett bearbeiten –
nem Facelift unterzogen, ehe dann die nächste Maschine, spart sich also das Umrüsten und ist
Generation mit der großen Rund- hochflexibel. Zudem verbessert sich die Quali-
die neue MT 733er-Baureihe
»Die Anlage eignet sich her- umerneuerung folgt. Bei STAMA tät, weil nur einmal gespannt werden muss.«
stand man nun vor einer solchen
vorragend für hochpräzise Frage: Facelift oder Neuanfang? der klassischen Fahrständerbauweise kamen part ein. Das Ziel in diesem Umfeld heißt Pro-
Bauteile mit zahlreichen Bear- »Wir wollten nicht nur eine typische Zwei Arbeitsräume bringen wir dabei an physikalische Grenzen, weil dort zessstabilität, um die Losgrößen weiter zu re-
Weiterentwicklung, bei der man Produktivitätsschub verhältnismäßig hohe Massen bewegt werden duzieren und dennoch die Sicherheit zu haben,
beitungsschritten und mög- nochmal ein Zehntel mehr aus der Der Produktivitätsschub folgte 2007 mit der müssen. Die Überlegungen führten schließlich dass schon das erste produzierte Teil den Vorga-
lichst vielen Werkzeugen.« Maschine herausholt, sondern ei- Baureihe MT 2C, die über zwei Arbeitsräume mit zur ersten STAMA-Maschine in Portalbauweise.« ben entspricht. Diese Anforderung wird immer
nen wirklichen Cut vollziehen«, gibt je einer Fräs- und einer Drehspindel verfügt. Da- wichtiger, insbesondere überall dort, wo teure
Gerhard Ulmer, Verkaufsleiter bei der STAMA, die mit konnte man zeitparallel zwei Werkstücke Mit der MT 733 will STAMA höchsten Ansprüchen Bauteile lange bearbeitet werden. Genau dafür
Antwort. »Unser Ziel war es, die Komplettbear- komplett bearbeiten. War STAMA mit dieser Bau- an die 5-Achs-Simultanbearbeitung gerecht ist die Baureihe MT 733 gemacht.«
beitung weiterzudenken, ohne die STAMA-DNA reihe bis dahin nur bei kleinen Losgrößen bis 50 werden. Daher kommt für die B-Achse anstelle
zu verlieren.« Das Ergebnis dieser Überlegun- Stück unterwegs, erschloss man sich jetzt auch des bisherigen Schneckenantriebs das neue An-
gen heißt MT 733. »Mit dieser neuen Baureihe die Großserienfertigung. Außerdem kam mit der triebskonzept Galaxie® zum Einsatz. Da hier im Mit der 733er-Baureihe neue Märkte
haben wir die klassische STAMA-Fahrständer- 2C-Maschinengeneration zur Stangen- auch die Gegensatz zur klassischen Evolventenverzah- erschließen
welt verlassen und uns für die Portalbauweise Futterbearbeitung hinzu. Somit hat das Schlier- nung ein annähernd vollflächiger Kontakt ent- Doch damit nicht genug: »Es geht uns ganz klar
entschieden«, nennt Ulmer die gravierendste bacher Unternehmen in den vergangenen 21 steht, sind Torsionssteifigkeit, Langzeitgenau- darum, neue Märkte zu erobern, aber auch unse-
Veränderung. »Wir wollten gezielt die Eigen- Jahren immer wieder auf die gestiegenen An- igkeit und Überlastfähigkeit beispielhaft. Auf re Position in vorhandenen Märkten zu behaup-
schaften unserer Milling-Turning-Maschinen so forderungen von Kundenseite reagiert – und das die thermische Stabilität wurde bereits durch ten«, so der Vertriebschef. »Die Anlage eignet
verbessern, dass wir mit dem neuen MT-Konzept mit Erfolg. »Wir haben heute hunderte Maschi- konstruktive Maßnahmen großer Wert gelegt. sich hervorragend für hochpräzise Bauteile mit
für die nächsten Jahre gerüstet sind.« nen im Markt und wissen, dass sie über 3.000 Die 733er-Baureihe hat einen thermosymmetri- zahlreichen Bearbeitungsschritten und mög-
verschiedene Werkstücke bearbeiten«, führt Ul- schen Aufbau, der Grundgestellwerkstoff Poly- lichst vielen Werkzeugen – idealerweise mit ei-
1997 wurde bei STAMA der erste Schritt zur Kom- mer an. »Dabei handelt es sich ausschließlich um merbeton bietet eine hohe Wärmekapazität und nem Mix von 50 Prozent Fräsen und 50 Prozent
plettbearbeitung vollzogen. Auf einem vertika- Turnkey-Lösungen und von den Anteilen liegen eine geringe Wärmeleitfähigkeit, reagiert also Drehen. Das können beispielsweise Grundkör-
len Bearbeitungszentrum konnte von der Stan- Mehrspindler und Fräs-Drehzentren gleichauf.« auf Schwankungen der Umgebungstemperatur per für Zerspanungswerkzeuge, Teile aus dem
ge ein Werkstück in zwei Spannlagen komplett Doch der Markt verändert sich. Es galt, die pas- viel träger als eine Stahl-Schweißkonstruktion. Pkw-Einspritzbereich oder Turbolader sein.« Bei
gefräst und gebohrt werden – und sende Antwort auf neue Herausforderungen zu Zudem sorgt eine aktive Temperaturkompensa- STAMA verfolgt man, so Ulmer, ambitionierte
»Unser Ziel war es, das 5-achsig, auf allen sechs Seiten. geben. Das Ergebnis: die 733-er Baureihe. tion an der Frässpindel für höhere Genauigkeit Ziele: »Wir wollen in den nächsten zwei bis drei
Das führte zu einer deutlich verkürz- an der Werkzeugspitze. Optional ist eine aktive Jahren den Verkauf der gesamten 7er-Baureihe
die Komplettbearbei- ten Durchlaufzeit von Rohling zu Fer- Kühlung des Grundgestells erhältlich, die Küh- auf etwa den doppelten Absatz pro Jahr deutlich
tung weiterzudenken, tigteil. Aber warum von der Stange? Hohe Stabilität als Ziel lungsrohre sind dabei in den Polymerbeton ein- steigern.«
Ulmer erläutert: »Der klassische Weg, »Es kommen immer mehr schwer zerspanba- gegossen. »Damit erreichen wir eine Abfuhr der
ohne die STAMA-DNA um die Stückkosten zu senken, ist das re Materialien zum Einsatz, die Anforderungen Wärme und eine direkte Kühlung der Linearfüh- Der Verkauf der neuen Baureihe 733 startet zur
zu verlieren.« Taylor-Prinzip, bei dem jede Produk- an die Genauigkeit der Bauteile steigen stetig«, rungen in der x- und y-Achse sowie des Späneka- AMB – und für potenzielle Kunden hat STAMA ein
tionseinheit auf einen Einzelprozess betont STAMA-Produktmanager Michael Wurs- nals“, erklärt Wurster. »Gedacht ist diese Option gutes Argument für den Einstieg in die nächste Ge- Komplett bearbeiten – und dabei
hin optimiert ist. Diese Aufteilung des Gesamt- ter und nennt damit auch die Schwerpunkte für die Präzisionsbearbeitung mit höchsten An- neration der Komplettbearbeitung parat: Die MT den Widerspruch von hochflexi-
prozesses in kleine Einzelschritte ist unflexibel der Entwicklung. »Wir brauchten also eine sehr forderungen an Genauigkeit der Bauteile.« 733 two erzielt im Vergleich zur MT 724 2C Einspa- bel und voll produktiv auflösen:
6 Seiten-/simultane 5-Achs-Bear-
gegenüber Werkstückveränderungen und das stabile Maschine mit hoher statischer Steifigkeit Vertriebsleiter Ulmer führt weiter aus: »Wir tau- rungen in der Prozesszeit von bis zu 16 Prozent. beitung mit Fräsen und Drehen ab
Bauteil ist mehr unterwegs als in der Bearbei- und geringer dynamischer Nachgiebigkeit. Mit chen damit in die Welt von first part gleich good Stange und Futter
_
16 IMPULS NEUE CHIRON-BAUREIHE 16 17
Aus Vision Standards setzen – für Produktivi-
tät, Genauigkeit und Flexibilität.
Das ist der Anspruch, mit dem
wird
CHIRON auf der AMB 2018 eine
neue Werkzeugmaschinen-Gene-
ration vorstellt: die Bearbeitungs-
Präzision
zentren FZ16 S five axis und DZ16 W
für hochpräzise und dynamische
CNC-Bearbeitung.
Bereits bei ihrer Vorpremiere im Juni waren die
beiden Bearbeitungszentren der Publikumsma-
gnet auf der CHIRON OPEN HOUSE in Tuttlingen.
Ihre offizielle Weltpremiere feiern der Einspindler
FZ16 S five axis und der Doppelspindler DZ16 W
vom 18. bis 22. September auf der Leitmesse der
Metallbearbeitung in 2018 – der AMB in Stuttgart.
Auf dem Messestand der CHIRON Group sind beide
Anlagen live unter Span zu sehen.
Die beiden Bearbeitungszentren sind das Ergeb-
nis eines Entwicklungsprozesses, der im Herbst
2015 begann und von Anfang an das Ziel verfolgte,
Erleben Sie Präzision und Dynamik! eine komplett neue Maschinengeneration auf
den Markt zu bringen, exakt ausgerichtet auf die
heutigen und künftigen Kundenanforderungen.
Live auf der AMB in Stuttgart Nach umfassenden Marktanalysen zeigten sich
drei zentrale Bedarfe bei der Bearbeitung: Prä-
18. – 22. September 2018 zision, Dynamik und hohe Oberflächengüte bei
zunehmend komplexen Werkstücken – vom
Halle 10 – Stand 10A51 künstlichen Titangelenk in der Medizintechnik
über Achsschenkel, Lenksäulen und -gehäusen
im Automotive-Bereich bis hin zu Turbinen-
schaufeln für die Luftfahrt.
_
18 IMPULS NEUE CHIRON-BAUREIHE 16 19
»Sowohl bei der Zerspanleistung
als auch bei der Dynamik und der
erzielten Oberflächenqualität hat
CHIRON nicht zuviel versprochen.«
Emanuele Cipolletti
Geschäftsführer Emminger Aluminium GmbH
Stellvertretend für das Projektteam (v. l.): Michael Eble (Forschung & Entwicklung), Patrik Schlayer (Produktmanagement) und Reinhold Stehle (Vertrieb) Blick in den Innenraum der neuen CHIRON FZ16 S five axis Publikumsmagnet bei der CHIRON OPEN HOUSE im Juni: Die neuen FZ/DZ 16
Modulares Konzept für steht immer ein perfekt passendes System. Die Intuitiv bedienen mit TouchLine Zerspanleistung als auch bei der Dynamik hat
anwendungsorientierte Konfiguration Bearbeitungszentren erlauben, je nach Platz- Als Bedienpult kommt ein SmartLine-Modul zum CHIRON nicht zu viel versprochen, auch mit der
Besonderheit der neuen Baureihe 16 ist die vorgabe, unterschiedliche Maschinenaufstel- Einsatz, das ebenfalls auf der AMB Premiere hat: erzielten Oberflächenqualität sind wir vollauf
Fahr-Portalbauweise – dadurch wird die Stei- lungen – Späneförderer und Kühlmittelanlage das neue TouchLine-Bediensystem mit 24“-Multi- zufrieden.« so Emanuele Cipolletti, Geschäfts-
figkeit entscheidend er- lassen sich entweder hinten oder seitlich an- Touch-Bildschirm (siehe auch Artikel Seite 12). führer der Emminger Aluminium GmbH. Für eine
»Eine komplett neue höht und in der Folge eine ordnen. Optional lassen sich FZ16 S five axis und An einem schwenkbaren Tragarm angebracht, weitere Anlage fand während der Hausmesse in
höhere Präzision erzielt. DZ16 W um weitere Komponenten wie Mess- lässt sich das Panel elektrisch höhenverstellen Tuttlingen die Abnahme unter Span statt – auch
Maschinengeneration – Die modulare Konzeption systeme, Kühlaggregate und diverse NC-Steue- und optimal auf Körpergröße und Position des hier sah der Kunde seine hohen Erwartungen an
exakt ausgerichtet an den der Bearbeitungszentren rungsvarianten ergänzen. Zudem bietet CHIRON Bedieners ausrichten. Die Kranbeladung von das neue Bearbeitungszentrum überzeugend
gewährleistet eine Kon- Komplettpakete für z. B. verkürzte Rüstzeiten, oben über die Tischmitte, eine angenehme Be- erfüllt. Für Interessenten besteht die Möglich-
heutigen und zukünftigen figuration exakt entlang eine noch effizientere Bedienung und auf die ladehöhe und gute Zugänglichkeit sind weitere keit, bei CHIRON Musterbearbeitungen durch-
Kundenanforderungen: der jeweiligen Anforde- fertigungstechnischen Gegebenheiten abge- Pluspunkte im Hinblick auf die Ergonomie der führen zu lassen. Hierfür stehen ein- und dop-
rungen. Ob 5-Achs-Einzel- stimmte Serviceleistungen. Und natürlich sind neuen Bearbeitungszentren. pelspindlige Bearbeitungszentren bereit.
Präzision, Dynamik und eine oder -Doppelspindel, mit die neuen FZ/DZ16 optimal für die Integration der Für die neue Baureihe entsteht auch eine neue
hohe Oberflächengüte.« Kugelgewindetrieb oder aktuellen und künftigen SmartLine-Software- Fabrik: Ab Herbst 2019 werden die neuen
zukünftig in der Version module vorbereitet. Für einen vom Start weg Erfolgreicher Einsatz bei Testkunden FZ/DZ16 am Standort Neuhausen ob Eck in der
DYNAMIC+ mit Linearantrieben, ob mit Stan- noch produktiveren Betrieb sorgen optionale Bereits vor der CHIRON OPEN HOUSE wurden die CHIRON Precision Factory hergestellt. Diese
dard-Automation VARIOCELL UNO oder kunden- Pakete mit ConditionLine, DataLine, ProtectLine ersten FZ16 S five axis und DZ16 W ausgeliefert modernste Werkzeugmaschinenfabrik Europas
individuell mit VARIOCELL SYSTEM: Am Ende sowie weiteren Bausteinen. und laufen mittlerweile im 3-Schicht-Betrieb ist auf höchste Präzision und Flexibilität ausge-
zur vollsten Zufriedenheit: »Sowohl bei der legt (siehe Artikel auf Seite 37)._
20 IMPULS SCHWERZERSPANUNG MIT STAMA MT 338 TWIN
Produktivitätsboost
Teamwork bringt auch bei Maschinen höhere Präzision
und beschleunigt den Prozess: um 25 Prozent. Ein
veritabler Produktivitätsboost der STAMA Turnkey-
Lösung für die Turbinengehäusefertigung, erreicht
durch die Kombination von mechatronischen Werk-
zeugen und einem Fräs-Dreh-Zentrum.
Das STAMA Fräs-Dreh-Zentrum MT 838 TWIN ist voll auf den Einsatz
in der Schwerzerspanung ausgerichtet. Mit großer Leistungsdichte
und hoher Dynamik bieten das Grundkonzept der Maschine und die
Multifunktionalität die nötige Freiheit bei der Abfolge und Wahl der
Die Vorteile optimalen Zerspanungsoperationen: Fräsen, Drehen, Drehen, Fräsen,
Tiefbohren, Gewinden, Drehen, Fräsen, Bohren …
Gesamter Bearbeitungsprozess HSK-A100 Fräs-Dreh-Zentrum MT 838 TWIN
Da wir vornehmlich von hochproduktiven Prozessen für die Großserie
mit Spindelabstand 600 mm
um 25 Prozent schneller sprechen, ist die Maschinenstabilität und -steifigkeit für die doppel-
spindlige Schwerzerspanung ausgelegt. Für eine erfolgreiche Umset-
zung von Prozessinnovationen – zum Beispiel die hochpräzise dop-
Hohe Genauigkeit, pelspindlige Bearbeitung mit Komet-U-Achsen – leistet die MT 838
TWIN das geforderte „Mehr“ an Genauigkeit, Stabilität und Dynamik.
bessere Werkstückqualität Mit positiven Auswirkungen auf die Präzision, die Stückkostenvorteile
und schließlich die Produktivität, der gesamte Prozess ist 25 Prozent
schneller. Für viele Branchen im Bereich der Schwerzerspanung bie-
Höhere Standzeit der Werkzeuge tet die MT 838 TWIN der HSK-A100-Leistungsklasse alle Eigenschaften,
um auch bei hohen Anforderungen wirtschaftlich zu produzieren.
Einsparen von Werkzeugen Mehr zu den Themen Turbinengehäuse und Turbolader erfahren Sie
bei: Gerfried.Winkler@stama.de oder Stefan.Birzle@chiron.de
Integriertes Assistenz- und
Überwachungssystem
Hoher Automatisierungsgrad,
ausgelegt für die Serienfertigung
KOMET KomTronic® U-Achsen bei der
doppelspindligen V-Band-Bearbeitung_ _
22 INTOUCH SECHS MILL 6000 BEI WILA SECHS MILL 6000 BEI WILA INTOUCH 23
42.000
Obwohl Lochem auf fast 800 Jahre Stadt- durch die Fabrik, mit langen Vorlaufzeiten. Ein
geschichte zurückblickt und viele Schlösser sowie Ausfall einer Maschine führte sofort zu Engpäs-
ein herrschaftlicher Park einen Besuch wert sind – sen in der gesamten Kette«,
außerhalb der Region kennen nur wenige die beschreibt Dipl.-Ing. Frank Ein besonderes Feature der
Kleinstadt im niederländischen Achterhoek nahe Rouweler, Entwicklungslei-
der deutschen Grenze. Anders in der globalen ter bei WILA, die vorherige
CHIRON-Maschine ist das Hin-
blechverarbeitenden Industrie: Hier ist Lochem Situation und ergänzt: tergrundmagazin, welches
Spindelstunden pro Jahr
ein Synomym für WILA und die WILA B.V. ein »Kurze Durchlaufzeiten sind
Synonym für innovative Abkantwerkzeuge und in unserem Markt entschei-
mit der Frässpindel mitfährt –
Klemmsysteme, die bestmögliche Produktivität dend. Beim Kauf einer neuen so dauern Werkzeugwechsel
und Qualität ermöglichen. Abkantpresse entscheiden
unsere Kunden zunehmend
nur wenige Sekunden.
erst sehr spät, welcher Ober- oder Unterbalken
Konstant zweistellige Wachstumsraten in der Abkantpresse zum Einsatz kommt – wir
Ob metallische Konstruktionen in Aufzügen, Küchen, Rolltreppen: Vieles, was WILA verzeichnet seit fast einem Jahrzent Wachs- müssen also schnell und flexibel reagieren
tumraten zwischen zehn und zwanzig Prozent können und bis Losgröße 1 produktiv fertigen.«
uns täglich umgibt, erhält die richtige Form und hochwertige Verarbeitung pro Jahr, rund 90 Prozent der Produktion gehen
durch Abkantwerkzeuge von WILA aus Lochem. Die Klemmsysteme für diese von Lochem an OEMs, darunter namhafte interna-
tionale Hersteller. Um die wachsende Nachfrage Komplett automatisierte Produktionszelle
Werkzeuge entstehen 24/7 in einer automatisierten Fertigungszelle mit sechs zu erfüllen, setzt WILA auf Automatisierung. Bei 2015 hat WILA mit dem Bau einer neuen, auto-
MILL 6000 von CHIRON für die schnelle Langbettproduktion. der Herstellung der bis zu 5,5 Meter langen Ober- matisierten Produktionszelle begonnen, in der
und Unterbalken der Abkantpressen geht das die Ober- und Unterbalken 24/7 in Losgröße 1
Unternehmen noch einen Schritt weiter: »Früher mit einem Minimum an Belegung verarbeitet
Text: Franc Coenen, Made-in-Europe hatten wir verschiedene Verarbeitungswege werden. Alle CNC-Bearbeitungen werden seither24 25
»Wir sind effektiv 10 bis 15 Prozent schneller –
bei höchster Präzision: auf einer Länge von
6 Metern mit einer Genauigkeit von 0,02 mm.«
2
4
3
6
1 1 Sechs vertikale CHIRON-Bearbeitungszentren MILL 6000 sorgen
für kürzere Durchlaufzeiten und höhere Liefertreue.
5 2 WILA bearbeitet die langen Balken komplett in einer Aufspannung
und mit Losgröße 1.
3 Während der Bediener an einer Maschine arbeitet, werden die
anderen vom Portallader bestückt.
4 V. l.: Projektleiter Frank Kaemingk und Entwicklungsleiter Frank Rouweler
von WILA und Danny van Rij von der niederländischen CHIRON-Vertretung.
auf nur einer Maschine durchgeführt, ein Portal- der Position in X-Richtung, nur wenige Sekun- Prozesse hinein optimieren. Dies erfordert von
5 Verglichen mit einem Roboter sorgt der Portallader bei WILA
lader bestückt automatisch alle sechs MILL 6000 den. Frank Rouweler: »In der Zelle finden viele allen Beteiligten entsprechendes Wissen und die für deutlich kürzere Umrüstzeiten.
High Speed Vertikal-Bearbeitungszentren. Mit Bohr- und Gewindeschneidoperationen statt, Bereitschaft zu einer engen Zusammenarbeit.
klaren Vorteilen, so Frank Rouweler: »Der Portal- mit entsprechend vielen Werkzeugwechseln. CHIRON hat beim Thema Automatisierung ein 6 Die Zelle mit sechs Bearbeitungszentren läuft rund um die Uhr,
pro Schicht mit zwei Bedienern.
lader, der bis zu 2.500 kg heben kann, wechselt Das Hintergrundmagazin spart bei der Fertigung hohes Maß an Kompetenz eingebracht, davon
das hydraulisch eingespannte Spanwerkzeug der langen, schlanken Produkte viel Zeit und haben alle profitiert.«
mit dem Werkstück in zwei Minuten und hat eine bindet kaum Personal. In Kombination mit den
Transportreichweite von 12 x 35 m.« dynamischen Eigenschaften der Maschinen sind
wir effektiv 10 bis 15 Prozent schneller.« Und dies Losgröße 1 und just in time
bei bester Qualität, die Produkte werden auf der »Das Ziel von insgesamt 42.000 Spindelstunden
10 bis 15 Prozent Zeit gespart gesamten Magazinlänge von sechs Metern mit pro Jahr ist nah, aber,« so Frank Rouweler, »noch
Frank Rouweler und sein Team wussten bei einer Genauigkeit von 0,02 mm bearbeitet. nicht ganz erreicht. Aktuell nutzen wir 80 Prozent
Projektbeginn genau, was sie wollten: »Eine der Kapazität. Bevor wir die gesamten 7.000 Pro-
Maschine, die 7.000 Spindelstunden leistet, duktionsstunden pro Maschine freigeben, muss
schnell bearbeitet und auf Endgenauigkeit frä- Erfolgreiches Projekt mit vielen Beteiligten das System absolut zuverlässig sein.« Schon seit über 85 Jahren entwickelt
sen kann. Von einem Hersteller mit dem nötigen Die Steuerung des Projekts aus sechs MILL 6000, und produziert das niederländische
Lochem, NL
Know-how. Nicht nur bei Maschinen, sondern Portallader von Güdel und Software zur Zellen- Die Durchlaufzeiten sind jedoch schon heute Unternehmen WILA weltweit Clam-
auch bei der Softwareanbindung von Maschinen, steuerung von Fastems übernahm ein Team bei deutlich kürzer. Die Ober- und Unterbalken wer- ping-, Crowning- und Tooling-
MES- und Zellensteuerung. Und natürlich sollte WILA, für CHIRON war Danny van Rij vom nieder- den im Dauerbetrieb bearbeitet und gelangen systeme und Zubehör zur Verkürzung
auch die Serviceorganisation entsprechend leis- ländischen Vertriebs- und Servicepartner Oude just in time an Härterei und Schleiferei. Mit der der Aufstellzeit der Abkantpresse und Präzi-
tungsfähig sein. CHIRON bietet all das.« Weiteres Reimer beteiligt: »Eine solche Partnerschaft Zelle kann WILA wesentlich flexibler auf Kunden- sionsverbesserung. WILA beschäftigt mehr als
Auswahlkriterium für die MILL 6000 war ein be- kann nur dann erfolgreich sein, wenn man von wünsche reagieren. Um die Vorlaufzeit der Auf- 350 Mitarbeiter/-innen und verfügt über eigene
sonderes Feature der CNC-Maschine: ein Hinter- Anfang an die Erwartungen klar kommuniziert – träge von derzeit drei bis vier Wochen weiter zu Abteilungen für Forschung und Entwicklung sowie
grundmagazin, das mit der Frässpindel mitfährt. an alle. Deshalb waren bereits beim ersten reduzieren und für alle Eventualitäten ein »Back- Produktion und weltweite Vertriebsorganisationen
Für die Anforderungen bei WILA wurde dieses Meeting 14 Personen dabei. Zudem ist,« so Frank up« zu haben, soll bis Ende 2018 eine zweite, in den Niederlanden, den USA und in China.
Magazin auf sechs Meter verlängert. Dadurch Rouweler, »Vertrauen unerlässlich. Für eine identische Fertigungszelle einsatzbereit sein.
dauern die Werkzeugwechsel, unabhängig von Zelle wie diese muss man bis tief in die Software- www.wila.nl_
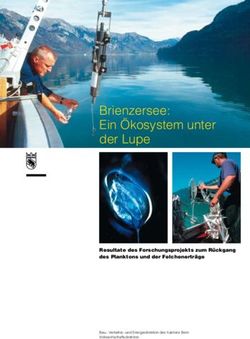
26 INTOUCH KOMPLETTBEARBEITUNG BEI EPPENDORF 27
Diese
Anlagen
sind eine Wucht Eppendorf ist ein Unternehmen der Life
Sciences und entwickelt, produziert und
vertreibt Systeme für den Einsatz in For-
schungslaboren weltweit. Das Portfolio
umfasst Pipetten und Pipettierauto- Leipzig
maten, Dispenser und Zentrifugen
Wenn Zentrifugen der Eppendorf GmbH mit über 30.000-facher sowie Verbrauchsartikel wie Reaktions-
gefäße und Pipettenspitzen. Die Pro-
Erdbeschleunigung Proben separieren, ist Sicherheit oberstes dukte kommen in Pharma- und Biotech-
Gebot. Für die Unwucht-Freiheit von Rotoren und Komponen- Unternehmen ebenso zum Einsatz wie in
der Chemie- und Lebensmittelindustrie.
ten sorgt die automatisierte 5-Achs-Komplettbearbeitung auf Bei der Eppendorf Zentrifugen GmbH mit
Fräs-Dreh-Zentren von STAMA. Sitz in Leipzig entwickeln und fertigen rund
160 Mitarbeiter eine hohe Varianz an Zentrifugentypen.
Eine der Zentrifugen-Varianten aus dem
Text: Helmut Damm © Werkstatt und Betrieb 6/2018, Gekürzte Fassung Produktspektrum bei Eppendorf www.eppendorf.de_
28 INTOUCH KOMPLETTBEARBEITUNG BEI EPPENDORF 29
»Der Service ist über die Jahre hinweg hervorragend mit 1 Arbeitsraum einer MT 734 2C: Die schwenkbare Drehspindel unten über-
nimmt bei der 5-Achs-Bearbeitung die Werkstückausrichtung, wohingegen
das Werkzeug stets vertikal von oben zustellt.
Experten besetzt, die unsere Maschinen aus dem Effeff 2 Gemeinsam Produktivitäts- und Technologiefortschritte erzielt (von links):
kennen – wir fühlen uns sehr gut betreut.«
Stefan Prinz und Marcel Steinbach von Eppendorf, Gerhard Schweicker von
Marcel Steinbach STAMA und Steffen Weckel von Eppendorf – vor der vierten MT 734 2C mit
Roboterzelle.
3 Die Rohlinge gelangen über ein Palettenband mit Auflegeschablone lage-
orientiert zur Komplettbearbeitung am STAMA Fräs-Dreh-Zentrum.
1
4 Festwinkelrotor Roh- und Fertigteil: Bei diesen variantenreichen Schmiede-
2010 2013 2015 2017 teilen aus hochfester Aluminiumlegierung werden auf den Fräs-Dreh-Zent-
ren bei Eppendorf in zwei Aufspannungen über 80 Prozent der Rohmasse in
Erste STAMA-Maschine als Weitere baugleiche Neue Anlage mit Vierte STAMA-Anlage mit Späne verwandelt.
Turnkey-Lösung mit inter- Maschine mit zwei Sonderspannmittel für Roboterzelle und Fanuc-
ner Automatisierung Fahrständern Ausschwingrotoren Vision-Kamerasystem
Die Medizintechnik ist eine Branche mit extremen Anfor- Maschine um, auf ein Zweiplatz-Fräs-Dreh-Zentrum MT 734 drei verschiedene Futter benötigen. Die lageorientierte Null-
derungen und entsprechend restriktiven Regularien. Dies 2C. Pro Arbeitsraum sind je eine Fräs- und eine Drehspindel punkt-Übergabe der Teile von der Haupt- zur Gegenspindel
gilt auch für Geräte, die nur indirekt mit dem menschlichen im Einsatz und ermöglichen eine präzise und leistungs- ermöglicht uns, in der ersten OP sämtliche Bohrungen einzu-
2
Körper in Kontakt kommen. Wenn die Eppendorf Zentri- starke 5-Achs-Komplettbearbeitung. bringen und dann mit der zweiten OP auf der Rückseite die
fugen GmbH jährlich Zehntausende ihrer Maschinen rund Zwischenräume komplett auszufräsen – mit gleichbleibender
um den Globus liefert, erfüllen diese diverse länderspezi- Wandstärke von exakt 1,8 mm. Wir haben auf den Fräs-
fische Sicherheits-Zertifikate. Stets gilt: Bei einem Crash Vom Rohteil zum Fertigteil mit steigendem maschinen mit Drehfunktionalität beidseitig die Möglichkeit
darf keine Komponente das Gerät verlassen. Auch dürfen Automatisierungsgrad zur 5-Achs-Simultanbearbeitung und können weitestgehend
sich die Zentrifugen im Betrieb kaum bewegen. Besonderes Mittlerweile bilden vier nahezu baugleiche MT 734 2C ohne Störkontur arbeiten, da wir die Spindel zwischen -30 und
Augenmerk liegt folglich auf der Präzision sämtlicher auf Maschinen eine vernetzte Fertigungsinsel, an der pro +90 Grad in jedem beliebigen Winkel anstellen können. Mit dem
bis zu 17 500 min-1 beschleunigten Teile, die, neben wei- Schicht zwei Bediener arbeiten. 2010 wurde die erste Schwerzerspanungspaket haben wir ausreichend Leistungs-
teren Kernkomponenten, am Standort in Leipzig entwickelt STAMA-Maschine als Turnkey-Lösung geliefert – Maschine, reserven bei Dreh- und Frässpindel. Dank des massiven Ma-
und gefertigt werden. interne Automatisierung in Form eines umlaufenden schinenaufbaus und der optimalen Ausstattung mit Kühl-
Palettenbandes (i-Lader), Spannmittel, NC-Programme schmierstoffdüsen sowie 70 bar IKZ (innere Kühlmittelzufuhr)
und Werkzeuge aus einer Hand. Die Erfahrungen wa- erzielen wir teilweise derart lange Standzeiten, dass wir die
Komplettbearbeitung ersetzt sequenzielle ren so nachhaltig positiv, dass Eppendorf in drei weitere Schneidplatten ab und an rein aus Vorsorge austauschen.«
Fertigungsmethode STAMA-Lösungen mit der MT 734 2C investierte: 2013 in
Das Leipziger Spektrum an Zentrifugen umfasst aktuell eine baugleiche Maschine mit zwei Fahrständern, 2015 in Auch beim Thema Service zeigt sich Marcel Steinbach vollauf
über 100 Modelle, die sich im Wesentlichen in zwei Punkten eine Anlage mit Sonderspannmittel für Ausschwingrotoren zufrieden: »Um nach Rücksprache alle nötigen Untersuchungen
unterscheiden: in der zu zentrifugierenden Menge (Proben aus Edelstahl-Feinguss sowie im vergangenen Jahr in eine vornehmen zu können, haben wir STAMA bei allen Maschinen
von 2 ml bis 1 l) sowie in der Winkelstellung während des vierte MT 734 2C. Diese ermöglicht, in Kombination mit den Zugriff für einen Teleservice freigeschaltet. Der Service
3
Zentrifugiervorgangs. Gemäß eines rollierenden Forecasts einer Handling-Tech-Roboterzelle und einem Fanuc-Vision- ist über die Jahre hinweg hervorragend mit Experten besetzt.
fertigt die Zerspanungsabteilung Komponenten – Rotoren, Kamerasystem das noch freiere Auflegen von bis zu 118 Mittlerweile haben wir direkte Ansprechpartner, die unsere
Becher und Zubehör – in wirtschaftlichen Losgrößen von Rohteilen auf das Zuführband – ein wichtiger Schritt zum Maschinen aus dem Effeff kennen und uns im Servicefall
100 bis 2.000 Teilen. Die Abfolge der Aufträge erfolgt bedienerlosen Fertigen übers Wochenende. innerhalb einer Stunde Rückmeldung geben. Mit der Zeit ist
streng kostenoptimiert, was im Sinne hoher Flexibilität ein persönlicher Kontakt entstanden, so dass wir uns sehr gut
minimale Rüstzeiten bedeutet. betreut fühlen.«
Eppendorf wollte aus fertigungstechnischen und wirt- Technologie bringt Prozessfortschritte
schaftlichen Gründen weg von der sequenziellen Ferti- Die weitgreifenden Vorzüge der Lösungen von STAMA fasst
gung auf Eintechnologiemaschinen und bisher extern ver- Marcel Steinbach, Gruppenbeauftragter und CNC-Program-
gebene Zerspanungsaufgaben kostengünstiger inhouse mierer, zusammen: »Auf den ersten beiden Maschinen
durchführen. Gemeinsam mit STAMA stellte man hierfür arbeiten wir mit einem Captex-Schnellwechselsystem von
die Fertigung der Zentralkomponenten Rotor und Becher Hainbuch, bei dem wir mit nur einer Schraube und einem
in mehreren Stufen auf eine automatisierte Rundum- Bajonett-Verschluss das komplette Futter wechseln kön-
Fertigbearbeitung in zwei Aufspannungen auf derselben nen, wobei wir für 125 verschiedene Teile gerade mal
4Sie können auch lesen