Validierung, Verifizierung und Überwachung - von Metallsuch- und Röntgeninspektionssystemen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Food Kongress / Köln
30.10.2019 /
Mettler-Toledo PI-D,
Andreas Jurewicz
Validierung, Verifizierung und
Überwachung
von Metallsuch- und
Röntgeninspektionssystemen
Warum sind wir heute hier? 2
Wir möchten Ihnen helfen zu
verstehen, was zur Erfüllung von
Regularien erforderlich ist
Erklärung wichtiger Begriffe
Die Praxis des
Nähere Ausführung der Validierung, richtigen
Verifizierung und der Überwachung
Testens erfolgt
Richtiges Testen von Inspektionssystemen
in
anhand des Beispiels eines Metallsuchbandes. 5 wichtigen
Schritten
Copyright METTLER TOLEDO 2019
Warum sind wir heute hier? 3
Wir möchten Ihnen helfen zu
verstehen, was zur Erfüllung von
Regularien erforderlich ist
Erklärung wichtiger Begriffe
Die Praxis des
Nähere Ausführung der Validierung, richtigen
Verifizierung und der Überwachung
Testens erfolgt
Richtiges Testen von Inspektionssystemen
in
anhand des Beispiels eines Metallsuchbandes. 5 wichtigen
Schritten
Copyright METTLER TOLEDO 2019
Begriffserklärung 4
Das richtige Testen bezieht 3 unterschiedliche aber miteinander verkettete
Prozesse ein
Validierung
(engl. Validation)
Verifizierung Überwachung
(engl. Verification) (engl. Monitoring)
Copyright METTLER TOLEDO 2019
Begriffserklärung: Validierung (engl. Validation) 5
1. Validierung
Die initiale Qualifikation eines Produktes oder
Prozesses hinsichtlich der festgelegten
Gestaltungsspezifikation
Ziel zum Beantworten der Frage: "wird dieser
Anlagenteil die spezifizierten Ziele (Werte)
erreichen" Validierung nach
IFS 6.1 ...
Anmerkung: Die festgelegten Ziele sollten eine
dokumentierte und tolerierte Fehlauswurfrate "Bestätigung durch die
beinhalten z.B. 1/100,000 (0.001%) Bereitstellung objektiver
Nachweise, dass die
Anforderungen für den
spezifisch vorgesehenen
Gebrauch oder die
Anwendung erfüllt sind."
Codex Alimentarius Commission
Copyright METTLER TOLEDO 2019
Begriffserklärung: Validierung (engl. Validation) 6
Rejected Test Samples
POD = Probability of Detection = ------------------------------- x100%
(Detektionswahrscheinlichkeit) Total Samples Inspected
Total Rejected ´- Correct Rejected
FFR = False Reject Rate = ---------------------------------------- x100% Validierung nach
(Fehlauswurfrate) Total Samples Inspected
IFS 6.1 …
Wie bereits erwähnt: Diese Werte sollten dokumentiert sein und " Bestätigung durch die
dabei sollte die Fehlauswurfrate einen akzeptablen Wert enthalten
Bereitstellung objektiver
(z.B. 0,001%)
Nachweise, dass die
Anforderungen für den
spezifisch vorgesehenen
Gebrauch oder die
Anwendung erfüllt sind."
Codex Alimentarius Commission
Copyright METTLER TOLEDO 2019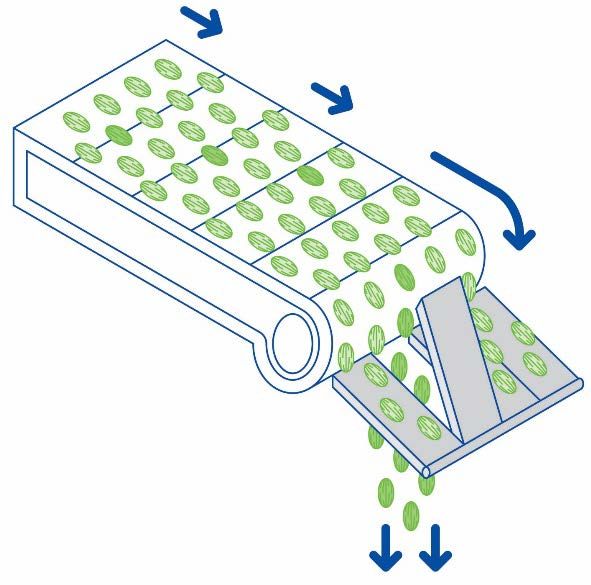
Begriffserklärung: Validierung (engl. Validation) 7
Re-validierung kann erforderlich sein wenn eine
wesentliche Änderung nach dem Zeitpunkt der
Installation mit Validierung erfolgt ist:
Technische Änderung der Anlage
Änderungen bei den zu untersuchenden
Produkten Validierung nach
- Größe IFS 6.1 …
- Verpackungsmaterial
- usw. " Bestätigung durch die
Bereitstellung objektiver
Nachweise, dass die
Anforderungen für den
spezifisch vorgesehenen
Gebrauch oder die
Anwendung erfüllt sind."
Codex Alimentarius Commission
Copyright METTLER TOLEDO 2019
Begriffserklärung: Verifizierung (engl. Verification) 8
2. Verifizierung
Die periodische Überprüfung um fest zu stellen
ob das Gerät auch weiterhin funktionsfähig
arbeitet
Verifizierung nach
Verwendet standardisierte Prozesse um
sicherzusellen: "ist mein verwendetes Gerät
IFS 6.1 …
unter Kontrolle und funktioniert es wie erwartet"
"Das Bestätigen aufgrund
einer Untersuchung und
durch Bereitstellung eines
objektiven Nachweises,
dass festgelegte
Forderungen erfüllt
worden sind."
Codex Alimentarius Commission
Copyright METTLER TOLEDO 2019
Begriffserklärung: Verifizierung (engl. Verification) 9
Die durchgeführten Verifizierungen müssen
vollständig dokumentiert sein
Es gibt eine Serie von Kontrollen die
durchgeführt werden müssen
Der einmal jährlich
durchgeführte
Verifizierungsprozess
beinhaltet mehr als die
einfache Wiederholung der
regelmäßig geplanten und
routinemässig
durchgeführten
Leistungskontrollen durch
den Anwender.
Copyright METTLER TOLEDO 2019
Begriffserklärung: Verifizierung (engl. Verification) 10
Diese Verifizierungskontrollen sind vollständig
zu dokumentieren
Der Prozess sollte auch abdecken:
Der einmal jährlich
durchgeführte
Verifizierungsprozess
beinhaltet mehr als die
einfache Wiederholung der
regelmäßig geplanten und
routinemässig
durchgeführten
Personal- Auflistung der Leistungskontrollen durch
Schulungen durchgeführten
den Anwender.
Verifizierungstests
Plus einer Angabe der Leistungsfähigkeit seit
dem letzten durchgeführten Test
Copyright METTLER TOLEDO 2019Begriffserklärung: Verifizierung (engl. Verification) 11
Typische Verifizierungschecks bei Fremdkörperdetektionssysteme
Metallsuchsystem Röntgensystem
Sichere Detektion von …
… spezifizierte … spezifizierte
Metallarten und Kontaminationen
Größen
Plus… einwandfreie Aussortierung von nicht-konformen Produkten
Basierend auf Kontamination, Packungsvollständigkeit oder anderer Qualitätschecks
sofern zutrefffend
Copyright METTLER TOLEDO 2019Begriffserklärung: Überwachung (engl. Monitoring) 12
3. Überwachung
Eine Serie von Leistungstests durchgeführt in
frequenten, regelmäßigen Intervallen
Diese Tests sind so gestaltet, daß die festlegten
Prozesse unter Kontrolle sind Überwachung nach
IFS 6.1 …
"die Durchführung einer
planmässig aufgestellten
Reihenfolge von
Beobachtungen (z.B. bei
Sieben) oder Messungen
von Kontrollparametern
(z.B. Testteil bei
Metallsuchgeräten) zur
Prüfung ob die Kontroll-
Methode unter Kontrolle
ist"
Copyright METTLER TOLEDO 2019Begriffserklärung: Überwachung (engl. Monitoring) 13
Das Ziel:
Zu verifizieren, dass es seit dem letzten
Leistungstests zu keiner wesentlichen Veränderung
gekommen ist.
Veränderungen in der Leistung kann darin
begründet sein dass:
Einstellungen an der Anlage wurden verändert
Produkteigenschaften haben sich verändert
Die Systemfunktionalität hat sich verändert
Erfüllt das Inspektions-
system ständig den fest-
gelegten Anforderungen
von Detektion und
Aussortierung?
Copyright METTLER TOLEDO 2019Begriffserklärung: Zusammenfassung 14
Jeder Prozess spielt im "Food Safety Program" eine wesentliche Rolle
Copyright METTLER TOLEDO 2019Was ist bei der Validierung zu beachten? 15
1. Überprüfung der Lieferung
2. Überprüfung der Applikation
Testing can be costly
3. Überprüfung des in terms of time and
Lieferumfangs und der resources, but the
Maschinenfunktionen consequences of not
4. Überprüfung der doing it are more
Bedienerschulung expensive
Copyright METTLER TOLEDO 20191. Überprüfung des Lieferung 16
Diese könnte zum Beispiel wie folgt aussehen:
Überprüfung auf Transportschäden
Überprüfung Maschinentyp / -Nr.
Überprüfung der Maschinenabmessungen
Überprüfung der dynamische Spezifikationen (Geschwindigkeit, Laufrichtung, etc.)
Überprüfung alle mechanischen Optionen
Überprüfung der Software (z.B. Version, Sprachen, Optionsfreischaltungen)
Überprüfung aller Dokumente, z.B.
- Kundenspezifikation - Instandhaltungsanleitung
- Angebot - Kalibrieranleitung
- Auftragspapiere - Mechanische Zeichnung
- Auftragsbestätigung - Kabelplan
- Material Zertifikat - Ersatzteilliste
- CE-Zertifikat - …
- Transport + Installationsanleitung
- IBN Anleitung
- Bedienungsanleitung
Copyright METTLER TOLEDO 20192. Überprüfung der Applikation 17
Stimmen etwa die nachfolgende Punkte noch mit der ursprünglichen Aufgabenstellung
überein:
Bezeichnung
Inhalt
Verpackung
Gewicht
Temperatur
Länge
Breite
Höhe
Durchsatz (Produktion Einheiten/min)
Zuführgeschwindigkeit
sonstiges
Copyright METTLER TOLEDO 20193. Überprüfung des Lieferumfangs und der
Maschinenfunktionen (Teil 1) 18
Diese könnte zum Beispiel wie folgt aussehen:
Vollständige Erstinbetriebnahme gemäß Bedienungsanleitung (sinnvollerweise in Begleitung
eines Servicetechnikers des Geräteherstellers).
Anlegen aller relevanten Produktsorten gemäß Bedienungsanleitung.
Prüfung der Suchempfindlichkeit (für jeden CCP sind entsprechende kritische Grenzwerte
definiert um eindeutig erkennen zu können, wann ein Prozess nicht beherrscht wird.)
Es sollten möglichst alle Produktvarianten getestet werden Prüfreihen von je 60 (?)
Produkten sind üblich, je nach Schwankung der Produkteigenschaften auch mehr.
Es soll unter möglichst realen Produktionsbedingungen geprüft werden.
Es müssen Produkteinstellungen gefunden werden, bei denen Gut-Produkte keinen
Fehlauswurf verursachen.
Es müssen gleichzeitig Produkteinstellungen gefunden werden, die gegebenenfalls
vertraglich zugesagte, intern festgelegte oder zu ermittelnden Suchempfindlichkeiten sicher
erreichen. Hierzu werden geeignete Prüfmittel (Testkugeln in Trägermaterial) benötigt.
Zur Prüfprozedur siehe auch das Kapitel "Testen"
Prüfung der Auswurf-Funktion, z.B. Pusher, Ausblasvorrichtung, Wippenband, etc.
Zu überprüfen ist ein korrekter Produktauswurf bei allen definierten
Bandgeschwindigkeiten, Produktabmessungen, Produktabständen etc.
Copyright METTLER TOLEDO 20193. Überprüfung des Lieferumfangs und der
Maschinenfunktionen (Teil 2) 19
Prüfung der Überwachungsfunktionen:
- Ausscheideüberwachung
- Füllstandüberwachung
- Druckluftüberwachung
- Auffangbehältertür-Überwachung
- Lichtschrankengegenkontrolle
- Produktabstandüberwachung
- Endlagenüberwachung (bei Fallschachtanlagen)
Zu überprüfen ist eine korrekte Fehlermeldung / Signalisierung (Leuchten, Bandstopp
etc.) durch gezielte Fehlerverursachung (z.B. Druckluftreduzierung,
Stromunterbrechung, Lichtschrankenunterbrechung etc.)
Prüfung der Schnittstellen, z.B.
- externe Ausgänge
- Datenübertragung
- Bandantriebssteuerung
- Notausfunktionen
Zu überprüfen ist eine korrekte Schnittstellenfunktionalität durch Aktivierung jeglicher
Schnittstellen-relevanter Ereignisse
Copyright METTLER TOLEDO 20194. Überprüfung der Personal-/Bedienerschulung 20
Aufbau des geforderten Grundwissens des relevanten Bedienpersonals wie z.B. Bediener,
Techniker und QS
- Wer wurde geschult?
- Welche Einzelthemen wurden geschult?
- Wer hat geschult?
- Wann wurde geschult?
Hersteller wie Mettler-Toledo erstellen hierzu die entsprechenden Schulungs-
Teilnahmebescheinigungen mit oder ohne Leistungsnachweis
(M&S fordert z.B. einen bestandenen Abschlusstest von den Teilnehmern)
Wichtig: Ein nicht-beherrschen eines CCP kann zu einer KO-Bewertung führen, also es
sollten entsprechende Kenntnisse vorliegen nach denen auch gehandelt wird.
Copyright METTLER TOLEDO 2019Warum muss man eigentlich Tests dürchführen? 21
3 Wichtige Gründe:
1. Die Leistungsfähigkeit der
Anlage kann sich im Laufe der
Zeit verschlechtern
Tests können zwar
Zeit und Personal
2. Die Einhaltung von industrieller beanspruchen, aber
Regularien (BRC, IFS, FFSC die Konsequenzen es
22000, SQF) nicht zu tun, können
wesentlich teurer
sein
3. Vermeidung von
Produktrückrufaktionen
Copyright METTLER TOLEDO 2019Was eine gute Test-Praxis? 22
5 Einfache Schritte
1. Verwenden Sie die richtigen
Testteile "All measuring devices
shall be checked,
2. Verwenden Sie adequate adjusted and calibrated,
Testpackungen under a monitoring
3. Folgen Sie den empfohlenen Test- system, at specified
Prozeduren intervals and in
accordance with defined
4. Vollenden Sie die end-to-end Test- recognized standard /
Prozeduren in den geforderten methods."
Intervallen
IFS, Version 6
5. Dokumentieren und Speichern der
Testergebnisse
Copyright METTLER TOLEDO 2019Schritt 1: Verwenden Sie die richtigen Testteile 23
Zertifizierte Testteile sind
unverzichtbar für die Konformität
Die Verwendung von zertifizierten Testteilen bietet "Use of test pieces
eine Bestätigung das die Anlage: incorporating a sphere
Einwandfrei funktioniert und … of a known diameter
gemäß der Spezifikation funktioniert selected on the basis of
risk. The test pieces
shall be marked with the
size and type of test
material contained"
BRC
Global Food Safety Standards
Issue 8,
Section 4.10.3.4
Copyright METTLER TOLEDO 2019Schritt 1: Verwenden Sie die richtigen Testteile 24
Wählen Sie die richtige Ausführung des Testteils für Ihre Applikation
Testteile sind in einer großen Auswahl hinsichtlich ihrer Ausführung erhältlich und
passend zu den unetrschiedlichen Applikationen
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 25
Testpackungen werden üblicherweise
bei Verpackungslinien verwendet
Die nachstehenden Anforderungen sollten
definiert und in der Test-Prozedur erfüllt sein:
Die "best practice" schreibt
vor dass die
Testpackung(en) sich nicht
an der Anlage befinden
sollten (wie z.B. im
Kontaminations-frei Kreation/Position Auffangbehälter).
Am Besten nicht an der
Anlage und idealerweise in
einem kontrollierten Bereich
außerhalb der Produktion.
Frequenz Erkennbarkeit
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 26
Testkarten werden normalerweise verwendet
bei verpackten Produkten
Einzelne Produkte auf einem
Transportband
Testteile sollten an den Stellen positioniert Testpackungen
sein wo die Anforderungen diese zu finden
am höchsten sind. Diese Positionen können sollten den aktuell
für Metallsuchsysteme und Röntgensysteme produzierten
unterschiedlich sein. Produkte in den
Eigenschaften
representativ
entsprechen.
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 27
Teststifte warden normalerweise verwendet
bei verpackten Produkten
Testen von Gläser / (Blech-)Dosen
Mit Testteilen
Es gibt innerhalb eines Glases mehrere
mögliche Kontaminationsbereiche. präparierte
Idealerweise sind Testgläser entsprechend Testgläser /-dosen
präpariert um sicher zu stellen, dass das sollten sich anhand
inspektionssystem entsprechend gefordert
ist. unterschiedlicher
farblicher Markierung
(z.B. am Deckel) von
normalen Produkten
unterscheiden.
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 28
Testkarten werden normalerweise bei
verpackten Produkten verwendet
Test-Dosen
Hochgeschwindig-
keitsproduktions-
linien für Gläser und
Dosen werden
meistens zum
Testen angehalten.
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 29
Test-Scheiben oder -/Stäbe werden häufig bei
Schüttgütern oder unverpackten Produkten
verwendet
Schüttgut auf einem Transportband
Testteile sollten
dem Produktfluß
direkt zugefügt
Direction of werden.
Product Flow
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 30
Bei Applikationen wo das Produkt
unverpackt gefördert wird, wird das Testteil
dem Produktfluß zugefügt
Es müssen
geeignete
Frei-Fall Applikation Vorkehrungen
getroffen werden,
sodaß das Testteil
nicht im
Produktstrom
verloren geht, falls
dieses nicht erkannt
oder nicht
aussortiert wird.
Copyright METTLER TOLEDO 2019Schritt 2: Verwenden Sie adequate Testpackungen 31
Bei Applikationen wo das Produkt
unverpackt gefördert wird, wird das Testteil
dem Produktfluß zugefügt
Es müssen
geeignete
Rohrleitung Applikationen
Vorkehrungen
Product Flow
getroffen werden,
Sensor Test Piece
Input Port
sodaß das Testteil
nicht im
Test Piece in Produktstrom
Product Flow
Reject
Failsafe
Valve Valve verloren geht, falls
dieses nicht
erkannt oder nicht
aussortiert wird.
Copyright METTLER TOLEDO 2019Schritt 3: Folgen Sie den empfohl. Test-Prozeduren 32
Vielleicht ist eine Vielzahl von Testroutinen erforderlich um die spezifischen
Anforderungen der unterschiedlichen Regularien zu erfüllen
Falls Kontaminationsarten getestet werden, so
sind die minimalen Anforderungen für die
Tests, daß diese Tests zumindest Folgendes
erfüllen:
Den relevanten anerkannten GFSI-Standard
Die externen Kundenanforderungen
Die Regularien der entsprechenden
Handelskette(n)
Spezifizierte Qualitätsvorgaben des
Unternehmens / Test-Anforderungen
Schlußendlich sind, die zu verwendenen Kontaminationsarten bei Tests und die
Anzahl der ausgeführten Tests, abhängig vom Risikolevel welches ein
Unternehmen eingehen will.
Copyright METTLER TOLEDO 2019Schritt 3: Folgen Sie den empfohl. Test-Prozeduren 33
Tests bei Metallsuchbändern
Basis-Test: Ununterbrochener VerpackungsTest
Die bevorzugte Methode
Metalsuchgerät
Verpackungen entsprechend
vereinzelt
Transportrichtung
Copyright METTLER TOLEDO 2019Schritt 3: Folgen Sie den empfohl. Test-Prozeduren 34
Tests bei Metallsuchbändern
Basis-Test: Test einzelner Verpackungen
Akzeptierte, aber nicht bevorzugte Methode
3 separate Tests erfolgen:
Testpackung mit Testteil an der Vorderseite
platziert und zwischen Gut-Verpackungen
Ergebnisse notieren
Diese Prozedur wiederholen für die Fälle
dass sich das Testteil zunächst in der Mitte
der Verpackungslänge und zuletzt an der
Rückseite der Verpackungs befindet.
P.S. In allen Fällen ist das Testteil zudem
möglichst Nahe der Suchspulenmitte des
Metallsuchgerätes zu platzieren
Copyright METTLER TOLEDO 2019Schritt 3: Folgen Sie den empfohl. Test-Prozeduren 35
Tests bei Röntgensystemen
Testteile sollten an den Stellen positioniert sein, wo die
Anforderungen diese zu finden am höchsten sind.
.
Der Testablauf sollte
für eine spezifizierte
Anzahl von Tests
wiederholt werden.
Copyright METTLER TOLEDO 20193: Folgen Sie den empfohl. Test-Prozeduren 36
Tests bei Metallsuchbändern
Zusätzliche Tests welche vielleicht gefordert
werden:
"Memory"-Test
Packs Equally
Metal Detector Spaces
Verfügbare
Testroutinen bieten
dem Bediener eine
Schritt für Schritt
Transportrichtung Hilfe bei der
korrekten
Durchführung von
Tests.
Copyright METTLER TOLEDO 2019Schritt 3: Folgen Sie den empfohl. Test-Prozeduren 37
Tests bei Metallsuchbändern
Zusätzliche Tests welche vielleicht gefordert
werden: Der Test ist
Test mit einem großen Metallteil erfolgreich wenn:
Der Test mit einem großen Metallteil erfolgt um 1. Es nicht zu einem
ein Bandsystem mit lichtschranken-
synchronisierter Aussortierung zu prüfen
Produktionsstau
kommt
2. Das große
Metallteil erkannt
wurde und
3. die Testverpack-
ung richtig
aussortiert wurde
Copyright METTLER TOLEDO 2019Schritt 4: Testen Sie zu den geforderten Intervallen 38
Testfrequenzen unterliegen einer
Anzahl von Faktoren
Die Frequenz wie häufig ein Test erfolgen soll,
wird bestimmt durch:
Die zutreffenden anerkannten GFSI-Standards
Die externen Kundenanforderungen
Die Regularien der entsprechenden
Handelskette(n)
Spezifizierte Qualitätsvorgaben des
Die Zeitintervalle
Unternehmens / Test-Anforderungen zwischen Tests
Die Haltbarkeitsdauer des Produktes und der muss innerhalb der
jeweiligen Quarantänezeit (die Zeit in der das
Unternehmen noch Zugriff auf das Produkt hat)
Quarantänezeit des
Produktes liegen.
Copyright METTLER TOLEDO 2019Schritt 4: Testen Sie zu den geforderten Intervallen 39
Test zur Überwachung des Inspektionssysteme finden zu unterschiedlichen
Zeitpunkten statt
Zum Start und regelmäßigen Nach Chargen- Nach Einstel- Nach
Ende einer Intervalle wechsel lungsänderung- Stillstandszeiten
Schicht / Tages- während der (während der en an der nach einer
Produktion Produktion Produktion) Inspektionsanla Reparatur
ge
Dokumentierte Prozeduren sollten eindeutig erklärt sein wenn
routinemäßige Leistungstestsüberwachungen innerhalb vom Produktionsprozess
ausgeführt werden sollen
Copyright METTLER TOLEDO 2019Schritt 5: Dokumentieren und Speichern der
Testergebnisse 40
Unterschiedliche Handelsketten
haben oft unterschiedliche
Anforderungen an die Testreports.
In manchen Fällen, reichen Papierkopien aus.
Ausgedruckte Dokumentation kann durch den
Einsatz eines lokalen Druckers bereitgestellt
werden
Protokolle können "gedownloaded" werden auf
einen USB-Stick oder über ein Netzwerk "Best practice" zur
Dokumentation von
Leistungstests ist
eine automatische
Protokollierung der
Ergebnisse und
deren elektronischer
Speicherung.
Copyright METTLER TOLEDO 2019Informationen 41
Applikations- Technologie White Webinare User
Literatur Leifäden Papers Newsletters
Hunderte von technische Technologie "On Demand" Industrie
Applikations- Grundlageninfo Übersicht Webinare spezifische
beschreibungen rmationen Industrielle Live Webinare Informationen
Für alle "best practices" Fall Beispiele
relevanten
Industriezweige
Besuchen Sie uns auf der Webseite www.mt.com oder demnächst
auf der Interpack 2020 vom 03. bis 10. Mai in Düsseldorf
Copyright METTLER TOLEDO 201942
Vielen Dank für Ihre Aufmerksamkeit!
Fragen?
Anlagenverfügbarkeit | Leistungsfähigkeit | Einhaltung von Regularien | Kompetenz
Copyright METTLER TOLEDO 2019Sie können auch lesen