3DWoodWind Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz - BBSR
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………..
BBSR-
3DWoodWind
Online-Publikation
03/2023 Robotische Wickelverfahren für materialeffiziente
Leichtbauteile aus Furnierholz
von
Prof. Philipp Eversmann
Andreas Göbert
Julian Ochs
Ole Weyhe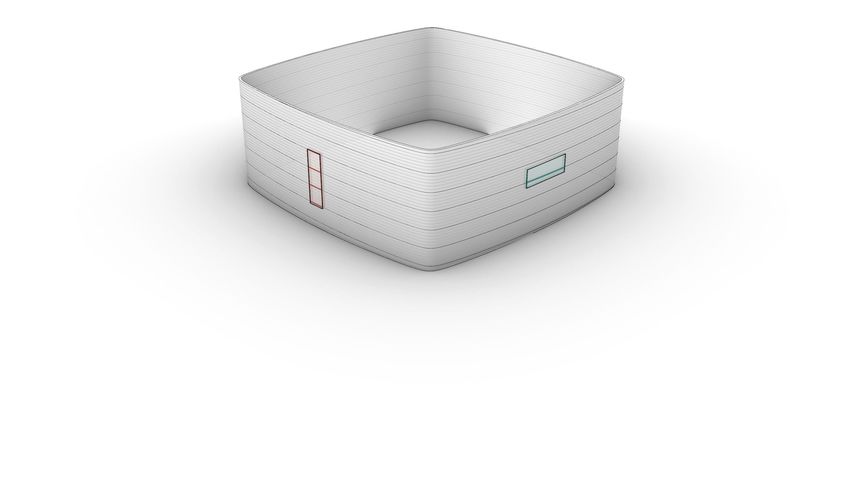
3DWoodWind
Robotische Wickelverfahren für materialeffiziente
Leichtbauteile aus Furnierholz
Dieses Projekt wurde gefördert vom Bundesinstitut für Bau-, Stadt- und Raumforschung (BBSR) im Auf-
trag des Bundesministeriums für Wohnen, Stadtentwicklung und Bauwesen (BMWSB) aus Mitteln des
Innovationsprogramms Zukunft Bau.
Aktenzeichen: 10.08.18.7-20.24
Projektlaufzeit: 02.2021 bis 12.2022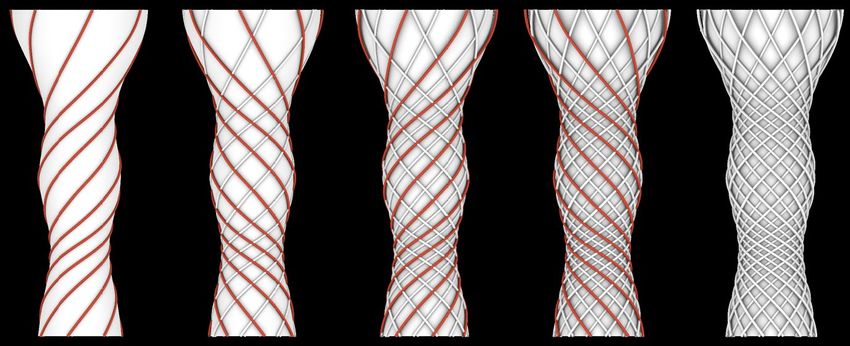
IMPRESSUM Herausgeber Bundesinstitut für Bau-, Stadt- und Raumforschung (BBSR) im Bundesamt für Bauwesen und Raumordnung (BBR) Deichmanns Aue 31–37 53179 Bonn Fachbetreuer Bundesinstitut für Bau-, Stadt- und Raumforschung Referat WB3 „Forschung und Innovation im Bauwesen“ Arnd Rose arnd.rose@bbr.bund.de Autoren Universität Kassel Fachbereich „Architektur, Stadtplanung, Landschaftsplanung“ Fachgebiet „Experimentelles und Digitales Entwerfen und Konstruieren“ Prof. Philipp Eversmann (Projektleitung) eversmann@asl.uni-kassel.de Andreas Göbert, M. Sc. goebert@asl.uni-kassel.de Julian Ochs, M. Sc. julian.ochs@uni-kassel.de Ole Weyhe, B. Sc. Redaktion Universität Kasel Andreas Göbert Stand Dezember 2022 Gestaltung Universität Kassel Andreas Göbert Bildnachweis Titelbild: Mona Schmidt Mona Schmidt: S. 51, 52; alle weiteren Abbildungen mit Ausnahme der Logos stammen von den Autoren Vervielfältigung Alle Rechte vorbehalten Der Herausgeber übernimmt keine Gewähr für die Richtigkeit, die Genauigkeit und Vollständigkeit der Angaben sowie für die Beachtung privater Rechte Dritter. Die geäußerten Ansichten und Meinungen müssen nicht mit denen des Herausgebers übereinstimmen. Zitierweise Eversmann, Philipp; Göbert, Andreas; Ochs, Julian; Weyhe, Ole, 2023: 3DWoodWind: Robotische Wickelverfahren für materialeffiziente Leicht- bauteile aus Furnierholz. BBSR-Online-Publikation 03/2023, Bonn. ISSN 1868-0097 Bonn 2023

INHALT
KURZFASSUNG 5
ABSTRACT 7
1 EINLEITUNG 9
1.1 Zusammenfassung und Problemstellung 9
1.2 Fragestellung und Methodik 9
1.3 Ziele 10
1.4 Prozesserläuterung 11
2 MATERIALSYSTEM 12
2.1 Furnierholz 12
2.2 Klebstoffsystem 14
2.3 Untersuchungen des Materialsystems 16
3 WICKELPROZESS 19
3.1 Generierung von Wickellinien 19
3.2 Wickelwinkel 19
3.3 Lagenaufbau 19
3.4 Freiformgeometrien 21
4 ROBOTISCHE FABRIKATION 22
4.1 Aufbau der Roboteranlage 22
4.2 Werkzeugpfad 23
4.3 Fügung 25
5 BAUTEILGEOMETRIE 28
5.1 Profile & Querschnitte 28
5.2 Schalungssystem 29
5.3 Fertigungsparameter 32
6 GROßMAßSTÄBLICHE PROZESSVERSUCHE 35
6.1 Aufbau der Roboteranlage 35
6.2 Schalungssystem 36
6.3 Bauteilgeometrie, Faserverlauf & Lagenaufbau 39
6.4 Klebstoffapplikation und –dosierung 43
6.5 Prototyping 50
7 ARCHITEKTONISCHE ANWENDUNGSMÖGLICHKEITEN 54
7.1 Geometrische Möglichkeiten 54
7.2 Bauteilanwendungen 54
7.3 Modulare Systeme 55
7.4 Individualisierungsmöglichkeiten 56
7.5 Verbindungstechniken 56
7.6 Realisierte Anwendungen 57
8 AUSWERTUNG / FAZIT 62
8.1 Prozessparameter und Abhängigkeiten 62
8.2 Prüfverfahren 63
8.3 Ökobilanzierung 64
8.4 Resümee & Ausblick 67
9 ANHANG 69
9.1 Danksagung 69
9.2 Literaturnachweis 70
9.3 Abbildungsverzeichnis 70
3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 5
KURZFASSUNG
Problemstellung Untersuchungsmethoden
Additive Herstellungsprozesse sind für die Bauindustrie Durch experimentelle Voruntersuchungen an kleinmaß-
sehr vielversprechende und ressourceneffiziente Bau- stäblichen Probekörpern wurden die Bauteileigenschaf-
prozesse, die eine Herstellung von Bauteilen direkt aus ten des Materialsystems überprüft und optimiert. Paral-
der 3D-Planung möglich machen. Für den Beton- sowie lel wurden computerbasierte Entwurfsmethoden für die
den Stahlbau werden aktuell eine Vielzahl von additiven Filamentauslegung und robotergestützte Fertigungsver-
Verfahren entwickelt, die bereits in ersten Pilotprojekten fahren über digitale Prozesssimulation entwickelt und
ihre Anwendung finden. Prozessparameter über physische Versuche definiert.
Im Holzbau finden additive Verfahren trotz der sehr ho- Simultan zu den Untersuchungen der Fertigungstechnik
hen Digitalisierung und technischen Entwicklung noch wurden Fügungskonzepte und geeignete Schalungssys-
kaum Anwendung. Aktuell bekannte Verfahren verwen- teme entwickelt und prototypisch umgesetzt. Durch um-
den Holz meist in Verbund mit Polymeren in pulverisier- fangreiche Untersuchungen zur Bauteilgeometrie und
ter Form, wodurch die inhärenten Materialeigenschaften Applikationstechik konnten Erkenntnisse zu geometri-
allerdings verloren gehen. Mit Endlosbändern aus Fur- schen Möglichkeiten und Grenzen der Herstellungstech-
nierholzstreifen, in denen die für die strukturellen Eigen- nik, relevanten Bauteilanwendungen, Individualisie-
schaften des Holzes verantwortliche Mikrostruktur er- rungsmöglichkeiten und Verbindung der gewickelten
halten bleibt, ist es möglich, Hohlbauteile über dreidi- Bauteile gewonnen werden. Durch die Fabrikation von
mensionale Wickelprozesse mit minimalen Materialauf- vollmaßstäblichen Prototypen konnte die Herstellungs-
wand und angepassten strukturellen Eigenschaften zu technik evaluiert und optimiert werden. Mithilfe eines To-
entwickeln. leranzabgleichs konnten darüber hinaus Aussagen zur
Präzision der Fertigungstechnologie erzielt werden.
In der Baubranche sind zunehmend ressourceneffiziente
Bauweisen gefragt. Additive Fertigungsprozesse ermög-
lichen, das Material nur dort aufzutragen, wo es tatsäch- Ergebnisse
lich notwendig ist. Diese Prozesse sind im Holzbau noch
kaum erforscht. Das Forschungsprojekt 3DWoodWind hat eine neue Ge-
neration von additiven Technologien für den Holzbau ent-
Das von Zukunft Bau geförderte Forschungsvorhaben wickelt. Das modulare Bausystem wurde mit einem drei-
3DWoodWind untersucht additive Auftragsmethoden von dimensionalen robotergestützten Wickelverfahren für
Furnierholz-Endlosbändern, um neuartige Leichtbau- materialeffiziente hohle Leichtbauteile realisiert. Eine in-
konstruktionen zu ermöglichen. Diese dreidimensiona- telligente Kombination und Gestaltung von modularen
len Wickelprozesse haben ein hohes Innovationspoten- Komponenten zu mehrstöckigen Strukturen könnten in
zial, da Hohlbauteile aus Furnierholz mit angepassten Zukunft Massivholzplatten und -träger sowie Betonplat-
strukturellen Eigenschaften entwickelt werden können. ten und Stahlprofile ersetzen.
Hierzu wird die natürliche Faserrichtung des Holzes aus-
genutzt und kann strukturell ausgerichtet werden, wo- Mit dem Einsatz von Holzfurnier stellt die entwickelte
raus nicht nur hoch performante Bauteile resultieren, Herstellungstechnik eine Alternative zu synthetischen
sondern gleichzeitig auch äußerst materialeffizient und Fasern wie Kohlenstoff- oder Glasfasern dar, die übli-
nachhaltig mit der aktuell immer knapper werdenden cherweise beim Wickeln verwendet werden, sowie zu
Ressource Holz umgegangen wird. den im Bauwesen bekannten Massivholzprodukten.
Kurzfassung BBSR-Online-Publikation Nr. 03/2023
3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 6 Hierdurch weist die Herstellungstechnik für materialef- Weiterer Forschungsbedarf liegt insbesondere in der fiziente Leichtbauteile aus Furnierholz ein hohes Poten- Weiterentwicklung der computerbasierten Entwurfsme- zial im Hinblick auf Ressourcenschonung auf. Innerhalb thoden und einer ingenieurbautechnischen Untersu- des Forschungsprojekts wurden insbesondere der Um- chung der Bauteile, um optimierte Geometrien mit an- gang mit Ressourcen und die Entwicklung neuer Bau- gepassten strukturellen Eigenschaften zu erzeugen. prozesse sowie die Etablierung klima- und umwelt- Darüber hinaus kann in Zukunft durch die Integration al- freundlicher Bauweisen adressiert. Mit der Entwicklung ternativer, biobasierter Klebstoffsysteme der ökologi- eines modularen Bausystems, das auf großflächige An- sche Fußabdruck weiter verbessert werden. wendungen in mehrgeschossigen Strukturen abzielt, wurden innerhalb des Forschungsprojekts neue Verfah- ren und Techniken für eine zukunftsweisende und nach- haltige Entwicklung demonstriert. Kurzfassung BBSR-Online-Publikation Nr. 03/2023

3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 7
ABSTRACT
Project tasks Research methods
Additive manufacturing processes are very promising The component properties of the material system were
and resource-efficient construction processes for the tested and optimized by means of preliminary experi-
construction industry, which make it possible to manu- mental investigations on small-scale test specimens. In
facture components directly from 3D planning. A variety parallel, computational design methods for filament lay-
of additive processes are currently being developed for out and robotic manufacturing processes were devel-
concrete and steel construction and are already being oped via digital process simulation, and process param-
used in initial pilot projects. eters were defined via physical tests.
Despite the very high level of digitalization and technical Simultaneously to the investigations of the manufactur-
development, additive processes are still hardly used in ing technology, joining concepts and suitable formwork
timber construction. Currently known processes use systems were developed and prototypically implemented.
wood in combination with polymers in pulverized form, Extensive investigations into component geometry and
whereby the inherent material properties are largely lost. application technology have provided insights into the ge-
Three-dimensional winding processes can be used to de- ometric possibilities and limitations of the manufactur-
velop hollow components from veneered wood with min- ing technology, relevant component applications, cus-
imal material input and adapted structural properties. tomization possibilities and joining of the wound struc-
tures. By fabricating full-scale prototypes, the manufac-
Resource-efficient construction methods are increas- turing technology could be evaluated and optimized. With
ingly in demand in the construction industry. Additive the aid of a tolerance comparison, it was also possible to
manufacturing processes allow material to be applied obtain information on the precision of the manufacturing
only where it is actually needed. These processes have technology.
hardly been researched yet in wood construction.
The 3DWoodWind research project, funded by Zukunft Results
Bau, is investigating additive application methods of con-
tinuous wood strips to enable new types of lightweight The 3DWoodWind research project has developed a new
construction. These three-dimensional winding pro- generation of additive technologies for wood construc-
cesses have a high innovation potential, as hollow com- tion. The modular building system was realized using a
ponents made of veneer wood with adapted structural three-dimensional robotic winding process for material-
properties can be developed. For this purpose, the natu- efficient hollow lightweight components. Intelligent com-
ral fiber direction of the wood is exploited and structur- bination and design of modular components into multi-
ally optimized, resulting not only in high-performance story structures could replace solid wood panels and
components, but also in extremely material-efficient and beams as well as concrete panels and steel profiles in
sustainable use of the currently increasingly scarce re- the future.
source wood.
With the use of wood veneer, the developed manufactur-
ing technology represents an alternative to synthetic fi-
bers such as carbon or glass fibers, which are commonly
used in winding, as well as to the solid wood products
Abstract BBSR-Online-Publikation Nr. 03/2023
3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 8
known in the construction industry. As a result, the man- cesses and techniques for a future-oriented and sustain-
ufacturing technology for material-efficient lightweight able development were demonstrated within the re-
components made of wood veneer has a high potential in search project.
terms of saving recources. Within the research project,
particular attention was paid to the handling of resources There is a particular need for further research into the
and the development of new construction processes as development of computational design methods and an
well as the establishment of climate- and environmen- engineering investigation of the components in order to
tally-friendly construction methods. With the develop- generate optimized geometries with adapted structural
ment of a modular building system, which aims at large- properties. In addition, the ecological footprint can be
scale applications in multi-storey structures, new pro- further improved in the future by integrating alternative,
bio-based adhesive systems.
Abstract BBSR-Online-Publikation Nr. 03/2023
3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 9
1 EINLEITUNG
1.1 Zusammenfassung und Problemstellung Welche Präzision und Oberflächenqualität sind erreichbar?
Welche Bauteilformen eignen sich und was sind die Mög-
Additive Herstellungsprozesse sind für die Bauindustrie lichkeiten und Grenzen dieser Herstellungstechnik?
sehr vielversprechende und ressourceneffiziente Baupro-
zesse, die eine Herstellung von Bauteilen direkt aus der 3D- Die entstehenden Fragestellungen wurden über experi-
Planung möglich machen. Für den Beton- sowie den Stahl- mentelle Versuchsreihen, digitale Prozesssimulation und
bau werden aktuell eine Vielzahl von additiven Verfahren Analyseverfahren erarbeitet. Was ist ein geeignetes Materi-
entwickelt, die bereits in ersten Pilotprojekten ihre Anwen- alsystem im Bezug zur automatisierten Prozesstechnik,
dung finden. Im Holzbau finden additive Verfahren trotz der und was ergibt sich für eine resultierende Oberflächenqua-
sehr hohen Digitalisierung und technischen Entwicklung lität, Skalierbarkeit und Bauteilpräzision? Ist das Verfahren
noch kaum Anwendung. Aktuell bekannte Verfahren ver- wirtschaftlich und ökologisch in einem industriellen Verfah-
wenden Holz in Verbund mit Polymeren in pulverisierter ren umsetzbar?
Form, wodurch die inhärenten Materialeigenschaften aller-
dings weitestgehend verloren gehen. Durch dreidimensio- Das erste Arbeitspaket diente der Grundlagenforschung
nale Wickelprozesse können Hohlbauteile aus Furnierholz und war auf experimentelle Untersuchungen des Material-
mit minimalen Materialaufwand und angepassten struktu- systems ausgelegt, um in einem evolutionären Prozess aus
rellen Eigenschaften entwickelt werden. Versuchsproben, Messungen und Belastungsproben opti-
In der Baubranche sind zunehmend ressourceneffiziente mierte Ergebnisse zu erlangen. Experimente wurden doku-
Bauweisen gefragt. Additive Fertigungsprozesse ermögli- mentiert, ausgewertet und in Bezug zueinander gesetzt.
chen, das Material nur dort aufzutragen, wo es tatsächlich Im Verlauf der folgenden Arbeitspakete wurde die Auftrags-
notwendig ist. Diese Prozesse sind im Holzbau noch kaum und Prozesstechnik über die Entwicklung von robotischen
erforscht. Durch additives Auftragen von Furnierholzend- Werkzeugen entwickelt. Dabei wurden Werkzeugbestand-
losbändern sollen neuartige materialeffiziente Leichtbau- teile über FDM 3D Druck prototypisch hergestellt. Über eine
konstruktionen ermöglicht werden. Dies geschieht in einem Reihe an kleinmaßstäblichen Prozessversuchen wurden die
robotischen Bauprozess mit einem geeigneten Material- robotischen Bewegungen über digitale Prozesssimulation
und Klebstoffsystem. Es wurden insbesondere Hohlprofil- entwickelt, und die Prozessparameter über physische Ver-
Bauteile untersucht. suche definiert. Diese konnten dann über Analyse des
Schichtenzusammenhaltes, Genauigkeit des Klebstoffauf-
trages und der Präzision der entstehenden Bauteile in ei-
1.2 Fragestellung und Methodik nem iterativen Prozess optimiert werden.
Folgende Forschungsfragen sollten beantwortet werden: Die Entwicklung, Realisierung und Analyse von drei De-
Was ist ein geeignetes Materialsystem aus Furnier/ Holzart monstratoren im vierten Arbeitspaket sollten die erarbeite-
und Klebstoff? ten Ergebnisse überprüfen und im 1:1 Maßstab darstellen.
Welche Klebstoffe sind gleichzeitig automatisierbar, struk- Das Gesamtverfahren und die ermittelten Kennwerte wur-
turell hoch performant und ökologisch sinnvoll? den hinsichtlich ihrer Ökobilanz bewertet und in Bezug zu
Welche robotischen Werkzeuge sind notwendig und wie wirtschaftlichen Aspekten wie Skalierbarkeit, Maschinen-
können die Prozessparameter der robotische Fertigung di- einsatz, Arbeits- und Zeitaufwand gesetzt.
gital simuliert und optimiert werden?
Wie kann die die Prozesstechnik großmaßstäblich skaliert
werden?
Einleitung BBSR-Online-Publikation Nr. 03/2023
3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 10
AP 01 AP 02 AP 03 AP 04
Experimentelle Voruntersuchungen: Additive Fertigung: Prototypen: Bauausführung:
Entwicklung Materialsystem Werkzeug- und Prozessentwicklung Entwicklung, Herstellung, Versuche 1:1 Demonstratoren
3 Monate 3 Monate 8 Monate 3 Monate
• Furnier- und Klebstoffauswahl • Entwicklung robotischer Auftrags- • kleinmaßstäblichen Prozessversuche • Skalierungssprung Maßstab 1:1
• einfache Belastungstests werkzeuge (Endeffektoren) • digitale Prozesssimulation • Herstellung von Demonstratoren
• Verarbeitungskonzept als Grundlage • Untersuchungen Klebstoffapplikation • Definition von Prozessparametern • Überprüfung der Prozessparameter
zur Automatisierung über physische Versuche • Analyse mittels 3D-Scanning
• Analyse des Schichtenzusammenhal-
tes, Genauigkeit des Klebstoffauftrages
und Präzision der Bauteile
• iterative Prozessoptimierung
AP 05
Zusammenfassung und Ausblick (1 Monat)
Abb. 1 Arbeitspakete
1.3 Ziele
Ziel des Projekts ist ein neuer Ansatz im Holzbau, statt den
aktuell weit verbreiteten Massivbauweisen materialeffizi-
ente Leichtbauteile herzustellen. Dazu wurde ein additives
Fertigungssystem entwickelt, das einzelne dünne Furnier-
schichten ähnlich wie im 3D-Druck nach digitaler Modellie-
rung auftragen kann. Bei Abschluss sollte dargestellt wer-
den, wie diese Herstellung unter Laborbedingungen im 1:1
Maßstab möglich wäre, was Grenzen und Möglichkeiten
dieser Technologie sind, und wie viel Material potenziell
über diese Technik eingespart werden könnte. Spezifisch
sollte demonstriert werden, welche Anwendungen und For-
men unter welcher messbaren geometrischen Präzision
und Oberflächenqualität möglich sind, und wie sich der Ver-
bund der einzelnen Schichten verhält. Weiterhin sollten der
Lebenszyklus und die Umweltverträglichkeit der entste-
henden Verbundbauteile bewertet werden.
Einleitung BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 11
1.4 Prozesserläuterung
PROZESS SCHALUNG GEOMETRIE ANWENDUNG
• Wickelung (Richtung/Winkel) • geometrische Komplexität • Profil • Beanspruchung
• Extrusion • Ablösen des Furniers • Querschnitt • Anforderungen
• Anpressdruck • Nachhaltigkeit • Skalierung • Verbindungstechnik
• Krümmungsradius
• Klebstoffapplikation
• Prozessgeschwindigkeit
i i i
i
i
Abb. 2 Prozessdiagramm
Folgend ein kurzer Überblick über die wichtigsten Pro-
zessparameter, die innerhalb des Projekts untersucht wur-
den und der jeweiligen Einflussfaktoren, welche sich unter-
einander bedingen und im Prozess aufeinander abge-
stimmt und rückgekoppelt wurden (Abb. 2):
1. Prozessentwicklung: 3. Bauteilgeometrie:
Die Prozessentwicklung beschäftigt sich mit rele- Die Bauteilgeometrie selbst setzt sich zusammen
vanten Forschungsfragen zur Generierung von aus Profil und Querschnitt und wird innerhalb der
Wickellinien, der Extrusion des Holzfurniers, dem Forschungsarbeiten hinsichtlich der Skalierbar-
benötigten Anpressdruck zur Verklebung der ein- keit näher betrachtet.
zelnen Furnierlagen, sowie Untersuchungen zum
Krümmungsradius, Klebstoffapplikation und Pro- 4. Anwendungsmöglichkeiten:
zessgeschwindigkeit. Bei den Anwendungsmöglichkeiten wurden Ein-
flussfaktoren zur jeweiligen Beanspruchungsart,
2. Schalungssystem: bauteilrelevanten Anforderungen und Fragen zur
Die Frage nach einem geeigneten Schalungssys- Verbindungstechnik betrachtet.
tem, auf der das Bauteil gewickelt werden kann,
beinhaltet Lösungen zur Komplexität der Bauteil-
geometrie, dem Ablösen bzw. Ausschalen des ge-
wickelten Furniers sowie zur Wiederverwendbar-
keit der Schalung und damit verbunden zur Nach-
haltigkeit des Schalungssystems.
Einleitung BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 12
2 MATERIALSYSTEM
2.1 Furnierholz
Das eingesetzte Holzfurnier wird aus dünnen Furnierstrei-
fen hergestellt, welche aus Reststücken von größeren Bah-
nen für Möbeloberflächen bestehen. Die dünnen, kurzen
Streifen können dann mithilfe einer Keilzinkenverbindung
zu Endlos-Rollen zusammengefügt werden (Abb. 6).
Bei kleinmaßstäblichen Untersuchungen wurde eine Breite
von 24mm und – je nach Krümmungsradius der Bauteilge-
ometrie - eine Materialstärke von 0,3 - 0,5 mm eingesetzt.
In Abhängigkeit der zulässigen Biegeradien der Furniere
wird die entsprechende Furnierdicke ausgewählt. Somit
lässt sich eine Faltenbildung bzw. Stauchung des Furniers
vermeiden, sodass die natürliche Holzstruktur intakt bleibt.
Der Mindestbiegeradius kann mithilfe einer einseitigen
Vlieskaschierung (z.B. Cellulosevlies) als Verstärkungslage
weiterhin verringert werden (Abb. 5). Insbesondere sehr
Abb. 3 Rolle mit 24mm breitem Holzfurnier (Buche) dünne Furniere bekommen durch den Einsatz eines Vlies
eine zusätzliche Stabilisierung und werden somit biegsa-
Als Filament für das Wickelverfahren wurden folgende mer, was das Anwendungsfeld für Geometrien mit geringen
Weich- und Harthölzer betrachtet, die sich zu Endlos-Rol- Krümmungsradien erhöht.
len verarbeiten lassen: Fichte, Tanne, Ahorn, Buche und Ei-
che. Aufgrund der hohen Festigkeitseigenschaften und der
bereits vorhandenen Integration im strukturellen Holzbau
wurde Furnierholz aus Buche als Basis für das zugrunde-
liegende Materialsystem ausgewählt.
Abb. 4 Oberseite des Holzfurniers Abb. 5 Unterseite des Holzfurniers mit Vlieskaschierung
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 13
Neben Furnierstreifen mit länglich angeordneten Holzfa-
sern, sind auch sog. Querfurniere erhältlich, deren Fasern
auf der Oberseite in Querrichtung verlaufen (Abb. 7). Diese
erweitern die Möglichkeiten der Wickeltechnik hinsichtlich
der Faserausrichtung bei unterschiedlichen Geometrien.
Hier ist auch eine kombinierte Anwendung mit wechselwei-
sem Lagenaufbau denkbar, um die strukturellen Eigen-
schaften eines Bauteils zu optimieren.
Abb. 6 Detailaufnahme Keilzinkenverbindung zweier Furnierstreifen
Aufgrund der natürlichen Eigenschaften von Holz neigt das
Material nach dem Umformen zur Rückverformung (Spring
Back), was zu Spannungen im Materialsystem und nach-
träglichen Bauteilverformungen führen kann. Insbesondere
bei sehr geringen Krümmungsradien sind daher sehr ge-
ringe Materialstärken notwendig – oder der Einsatz eines
Klebstoffsystems, welches bereits während des Umform-
prozesses (temporär) aushärtet und die Rückverformung
des Furniers verhindert. Um die Klebstoffmenge des Ver-
bundmaterials so gering wie möglich zu halten, ist sowohl
aus ökologischer als auch ökonomischer Sicht ein mög-
lichst dickes Furnier zu wählen. Aufgrund von herstellungs- Abb. 7 Querfurnier mit zweilagigem Aufbau: Unterseite mit Fasern in
bedingten Begebenheiten müssen Furniere mit einer Mate- Längsrichtung, Oberseite mit Fasern in Querrichtung
rialstärke unter 0,5 mm abgeschliffen werden, sodass ein
Großteil des Materials im Herstellungsprozess verloren
geht.
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 14
2.2 Klebstoffsystem
BEANSPRUCHUNGSGRUPPEN NACH DIN/EN204
D1 D2 D3 D4
Einsatz Einsatz Einsatz Einsatz
• Innenbereich, wobei die • Innenbereich mit gelegent- • Innenbereich mit häufig • Innenbereich mit häufig
Holzfeuchte unter 15 % blei- licher kurzzeitiger Wasser- kurzzeitiger Wasserein- und lang anhaltender Ein-
ben muss bzw. Kondenswassereinwir- wirkung oder höherer Luft- wirkung von abfließendem
kung, wobei die Holzfeuchte feuchte Wasser bzw. Kondenswasser
maximal 18 % erreichen darf • Außenbereich ohne Aus- • im Außenbereich und der
setzung einer direkten Be- Witterung ausgesetzt mit
witterung. angemessenem Oberflä-
chenschutz
Abb. 8 Beanspruchungsgruppen D1-D4 nach DIN/EN 204
Zur Fügung der einzelnen Schichten untereinander wird Polyurethan-Klebstoffe
nach jeder Lage eine definierte Menge Klebstoff aufgetra- PUR-Klebstoffe gehören zu den Reaktionsklebstoffen und
gen. bestehen aus verschiedenen Isocyanattypen (Harzkompo-
Bei der Wahl eines geeigneten Klebstoffsystems haben sich nente) und Polyolverbindungen (Härter), welche miteinan-
die Untersuchungen auf Produkte konzentriert, die den Ein- der zu Polyurethan reagieren. Sie sind sowohl als 1K- als
satz im Außenbereich nach DIN/EN 204 (DIN e. V. 2021) auch 2K-Systeme erhältlich und binden chemisch ab. Wäh-
(Abb. 8) zulassen und speziell für den tragenden Holzleim- rend bei 1K-PU-Klebstoffen der Isocyanat-Anteil bei Ge-
bau entwickelt wurden (Jowat SE 2021a). brauch mit der Luftfeuchtigkeit reagiert und härtet, findet
die Reaktion bei 2K-Systemen erst nach dem Mischen statt.
Für die Untersuchungen wurden unterschiedliche 1- und 2- Eine Einstellung der Eigenschaften von weichelastisch bis
komponentige Klebstoffsysteme auf Basis von Polyurethan, hin zu sehr hart ist über die Auswahl der entsprechenden
EPI und PVAc getestet, die speziell für den tragenden Holz- Harzkomponente realisierbar (Bundesministerium des In-
leimbau entwickelt wurden. Alle untersuchten Klebstoffe nern, für Bau und Heimat 2021).
wurden vom Industriepartner Jowat SE bereitgestellt. Abb.
9 zeigt einen Überblick der untersuchten Klebstoffsysteme Polyvinylacetat-Klebstoffe
mit relevanten Eigenschaften. Ausschlaggebend sind für Klebstoffe auf Basis von Polyvinylacetat – kurz PVAc – sind
die Untersuchungen und spätere Prozess-Integration des physikalisch abbindende Klebstoffe, die eine hohe Adhäsion
Klebstoffauftrags insbesondere die offene Zeit, die je nach gegenüber Holz und anderen Materialien aufweisen. Neben
Fabrikationsstrategie eher kurz oder sehr lang sein sollte, der physiologischen Unbedenklichkeit, kurzen Abbindezeit
sowie die Viskosität des Klebstoffs. und Fugenfüllvermögen, zählt eine gute Wasserverdünn-
barkeit und Verträglichkeit mit anderen wässrigen Kleb-
Folgend ein kurzer Überblick über die getesteten Klebstoffe stoffen zu den Vorteilen von PVAc-Klebstoffen (Dunky und
– eingeteilt nach ihrer jeweiligen Basis: Polyurethan (PU), Niemz 2002, 426). Darüber hinaus bieten reaktive PVAc-
Emulsion-Polymer-Isocyanat (EPI) und thermoplastische Dispersionen eine formaldehydarme Verleimung und einen
Polyvinylacetat (PVAc). deutlich geringeren Klebstoffbedarf gegenüber den früher
häufig eingesetzten UF-Harzen (Jowat SE 2021b). Nachtei-
lig ist die Empfindlichkeit zur Kriechneigung der Klebefuge
sowie das thermoplastische Verhalten (Dunky und Niemz
2002, 426).
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 15
UNTERSUCHTE KLEBSTOFFE
JOWACOLL® 102.49 JOWACOLL® 103.70
Basis Basis Basis Basis
• Polyurethan • Polyurethan • EPI-Dispersion • PVAc-Dispersion
Typ Typ Typ Typ
• 1K • 1K • 2K • 1K
Anwendungsbereich Anwendungsbereich Anwendungsbereich Anwendungsbereich
• Herstellung von geklebten • Brettschichtholz und Keil- • für Verleimungen mit di- • Massivholzplattenherstel-
tragenden Holzbauteilen zinkenverbindung rekter Außenbewitterung lung
Beanspruchungs- Beanspruchungs- Beanspruchungs- Beanspruchungs-
gruppe gruppe gruppe gruppe
• D4 • D4 • D4 • D3
Viskosität [mPas] Viskosität [mPas] Viskosität [mPas] Viskosität [mPas]
• 15.500 ± 2.500 • 10.200 ± 2.500 • ca. 11.000 • ca. 10.000
Offene Zeit [min] Offene Zeit [min] Offene Zeit [min] Offene Zeit [min]
• 10-60 • 30-70 • 10 ± 2 •6±1
Dichte [g/cm3] Dichte [g/cm3] Dichte [g/cm3] Dichte [g/cm3]
• 1,15 • 1,15 • 1,5 • 1,08
Abb. 9 Untersuchte Klebstoffsysteme
Emulsion-Polymer-Isocyanat-Klebstoffe Knochenleim
EPI-Klebstoffe gehören zur Gruppe der Dispersionskleb- Knochenleim gehört zu den sogenannten Glutinleimen.
stoffe. Durch die Vernetzung mit einem Isocyanat und der Diese werden aus Tierproteinen gewonnen (Brandis 1990,
daraus entstehenden chemischen Reaktion wird das ther- 123–124). Glutinleim wird in der Regel warm verarbeitet. Er
moplastische Verhalten wesentlich reduziert. Ein ausge- zeichnet sich durch eine hohe Anfangsfestigkeit und einer
härteter EPI-Klebstoff ist im Gegensatz zu einer PVAc-Dis- hohen Endfestigkeit aus. Glutinleime sind reversibel durch
persion, die einen zähelastischen Film ausbildet, hart bis Feuchtigkeits- und/oder Hitzeeinwirkung. Durch die Einmi-
spröde (Jowat SE 2021c). Ihre Eigenschaften sind somit schung von verschiedenen Zusätzen können sowohl die
ähnlich zu duroplastischen Klebstoffen, was sie für be- Elastizität als auch die Wasserfestigkeit beeinflusst werden
stimmte tragende Verbindungen qualifiziert (Brockmann et (Kremer Pigmente GmbH & Co. KG 2011).
al. 2005, 254).
Wasserbasierte Thermoset Kunstharze
Wasserbasierte Kunstharze bieten dieselben Vorteile wie
konventionelle Kunstharze, jedoch mit verringertem ökolo-
gischen Fußabdruck. Produkte, wie das zum Test verwen-
dete Acrodur 950 L von BASF, basieren auf einer Acryl Sus-
pension, die unter Druck bei 180°C -200°C polymerisieren
und eine permanente Verbindung bildet (BASF SE 2018).
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 16
2.3 Untersuchungen des Materialsystems
Um die Belastbarkeit des Materialsystems zu überprüfen Für die Untersuchungen wurde eine exemplarische Bau-
und Aussagen zum Einfluss des Faserverlaufs und inneren teilgeometrie gewählt, aus der dann Probekörper mit un-
Lagenaufbaus späterer Bauteile treffen zu können, wurden terschiedlichen Faserrichtungen hergestellt wurden (Abb.
in Kooperation mit dem Fachgebiet Tragwerksentwurf der 10): (a) alle Lagen mit Fasern in Querrichtung, (b) alle Lagen
Universität Kassel Belastungstests an kleinen Materialpro- mit Fasern in Längsrichtung. Die einzelnen Lagen wurden
ben durchgeführt. Die untersuchten Testkörper haben eine dabei jeweils um die halbe Furnierbreite (24mm) zueinan-
Größe von 50x150mm und bestehen aus insgesamt 12 La- der versetzt angeordnet, um die Position der Klebefugen zu
gen à 0,5mm dickem Furnier, die miteinander verleimt wur- variieren.
den und aus denen eine Materialstärke von 6mm resultiert.
FASERRICHTUNG QUER FASERRICHTUNG LÄNGS
12 // Q2 12 // L1
11 // Q1 11 // L2
10 // Q2 10 // L1
09 // Q1 09 // L2
08 // Q2 08 // L1
07 // Q1 07 // L2
06 // Q2 06 // L1
05 // Q1 05 // L2
04 // Q2 04 // L1
03 // Q1 03 // L2
02 // Q2 02 // L1
01 // Q1 01 // L2
Abb. 10 Exemplarische Bauteilgeometrie mit den beiden Probekörpern: Fasern in Querrichtung (links) und in Längsrichtung (rechts)
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 17
Zugversuch Druckversuch
Abb. 11 Zugversuch der Probekörper Abb. 13 Druckversuch der Probekörper
Die Ergebnisse des Zugversuchs zeigten, dass die Proben Auch die Druckversuche zeigten wie erwartet, dass die Pro-
in der Nähe des Greifers sowohl parallel als auch senkrecht bekörper mit einem parallelen Faserverlauf ein Vielfaches
zur Faserrichtung versagten. Die Proben mit Fasern in der Druckfestigkeit der Proben mit Fasern in Querrichtung
Längsrichtung weisen ein Vielfaches der Zugfestigkeit wie aufweisen. Die Mindestbruchkraft der Probekörper beträgt
die der querfaser-orientierten Probekörper auf. Die Min- hier ca. 2.000 bzw. 14.000N (Abb. 14).
destbruchkraft der Probekörper beträgt ca. 4.500 bzw.
13.000N (Abb. 12).
16000 16000
14000 14000
12000 12000
St an d ard Force [N]
St an d ard Force [N]
10000 10000
8000 8000
6000 6000
4000 4000
2000 2000
0.2 0.4 0.6 0.8 1.0 1.2 1.4 0.2 0.4 0.6 0.8 1.0 1.2 1.4
Strain [%] Strain [%]
Faserrichtung quer Faserrichtung quer
Faserrichtung längs Faserrichtung längs
Abb. 12 Vergleich der Zugfestigkeiten der beiden Probekörper Abb. 14 Vergleich der Druckfestigkeiten der beiden Probekörper
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 18
Zugversuch mit kombiniertem Lagenaufbau
Darauffolgende Untersuchungen sollten die Belastbarkeit Die Ergebnisse des Zugversuchs zeigten, dass die Proben
bei einem kombinierten Lagenaufbau überprüfen. Insbe- in der Nähe des Greifers sowohl parallel als auch senkrecht
sondere sollte der direkte Einfluss der Integration einzelner zur Faserrichtung versagten (Abb. 16). Die Mindestbruch-
Längslagen in das Materialsystem untersucht werden. kraft der Probekörper mit 9 Querlagen und 3 integrierten
Hierfür wurden wiederum Probekörper mit folgendem La- Längslagen beträgt 9897,58 kN, was 33,27 N/mm2 ent-
genaufbau auf Zug getestet und miteinander verglichen: (a) spricht; die der Probekörper mit 12 Querlagen lediglich
alle Lagen mit Fasern in Querrichtung, (b) 9 Lagen mit Fa- 12,06 N/mm2 (Abb. 17). Mit der Integration der Längslagen
sern in Querrichtung und 3 Lagen in Längsrichtung (Abb. konnte die Zugkraft der Testkörper somit um das Dreifache
15). erhöht werden.
12 // L1
11 // Q1
10 // Q2
09 // Q1
08 // L2
07 // Q2 Abb. 16 Zugversuch und Versagensarten der Probekörper
06 // Q1
12000
05 // Q2
10000
04 // L1
8000
03 // Q1
St an d ard Force [N]
6000
02 // Q2
4000
01 // Q1
2000
0.5 1.0 1.5 2.0 2.5 3.0
Strain [%]
Probekörper mit 12 Querlagen
Probekörper mit 9 Quer- und 3 Längslagen
Abb. 17 Zug-Dehnungs-Kurve der beiden Probekörper
Abb. 15 Lagenaufbau der Testkörper für Belastungstests
Materialsystem BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 19
3 WICKELPROZESS
3.1 Generierung von Wickellinien Für die Herstellung von fugenlosen, gleichförmigen Hohl-
profilen sind drei entscheidende Parameter für den Wickel-
SCHALUNG WICKELWINKEL WIEDERHOLUNG winkel ausschlaggebend (Abb. 19): Zum einen der Umfang
der abgewickelten Fläche, die Anzahl der Furnierstreifen
pro Lage und die Furnierbreite.
In Abhängigkeit der genannten Parameter wird der Start-
winkel der geodätischen Linie (Wickellinie) mathematisch
errechnet. Das Profil wird parallel zum Querschnitt in gleich
GLEICHFÖRMIG KONKAV KONVEX
große Segmente unterteilt, die der Breite des Furnierstrei-
fens entsprechen. Damit ein fugenloses Bauteil entstehen
kann, muss der Startpunkt der zweiten Umrundung des
Profils exakt an derselben Stelle liegen wie der Endpunkt
nach einer Umrundung.
Abb. 18 Wickellinien Der errechnete Winkel muss nach jeder Lage neu bestimmt
werden, da sich der Durchmesser und damit der Umfang in
Für die robotische Herstellung werden Wickellinien mit ei- Abhängigkeit der Materialstärke des Furniers vergrößert.
nem definierten Startpunkt und Wickelwinkel entlang eines Damit ergibt sich eine geringe Abnahme des Wickelwinkels:
Schalungselements generiert (Abb. 18). Bei mehreren Fur- Je breiter das Profil wird, desto flacher wird also der Winkel.
nierstreifen wird die Linie entlang der Schalung rotiert. Ebenso ändert sich der Wickelwinkel in Abhängigkeit zur
Für die Generierung eines Werkzeugpfades werden lokal Furnierbreite. Je breiter das Furnierband, desto steiler wird
geodätische Liniensegmente auf der zu wickelnden Fläche der Winkel. Außerdem entscheidend für die Berechnung
berechnet. Bei komplexeren Flächen wird die geodätische des Startwinkels ist die Anzahl der Furnierstreifen pro Lage.
Kurve an die Position mit hoher negativer Krümmung an- Mit der Erhöhung der Anzahl lässt sich der Winkel um ein
gezogen. Durch Deformation der Bauteilgeometrie lässt Vielfaches steigern. Verändert man nun zusätzlich zur Fur-
sich somit - je nach Anwendungsfall – eine optimale Mate- nieranzahl auch dessen Breite, steigt der resultierende Wi-
rialverteilung durch die Platzierung des Furniers einstellen. ckelwinkel stärker an.
3.2 Wickelwinkel 3.3 Lagenaufbau
α
INNENSCHICHT
U
INNENSCHICHT 60°
ZENTRALSCHICHT
b
AUSSENSCHICHT
PRIMÄRWAND
AUSSENSCHICHT 8°
x*b Anzahl Furnierstreifen pro Lange * Furnierbreite
MITTELLAMELLE
tan(α) = =
U Umfang
Abb. 19 Parameter zur Bestimmung des Wickelwinkels Abb. 20 Aufbau verholzte Zellwand (l.), Lagenaufbau Hohlprofil (r.)
Wickelprozess BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 20
QUERSCHNITT LÄNGSFURNIER 19MM LÄNGSFURNIER 24MM LÄNGSFURNIER 34MM
40
34 R3 19 24 34
Abb. 21 Mögliche Fugenbildung bei Integration von Furnierstreifen in Längsrichtung
Interessant sind diese Untersuchungen insbesondere auf- In den kleinmaßstäblichen Untersuchungen wurde sich da-
grund der natürlichen Faserrichtung des Furniers. Für op- her auf bis zu sechs Furnierbänder pro Lage fokussiert, wo-
timierte Bauteileigenschaften und eine Erhöhung der Bie- raus sich ein Winkel von ca. 50° ergibt. So lässt sich ein fu-
gefestigkeit empfiehlt sich eine Ausrichtung der Fasern in genloses Bauteil erzeugen, dessen Eigenschaften nicht ne-
Längsrichtung. Abb. 20 zeigt die Analogie zum Aufbau einer gativ beeinträchtigt werden. Untersucht wurden hierbei so-
verholzten Zellwand. Zusätzlich verhindert ein kreuzweiser wohl runde als auch rechteckige Profile (Abb. 22 / Abb. 23).
Lagenaufbau ein späteres Quellen des Bauteils, da Holz in
Faserrichtung weniger quillt. Dabei wurden Elemente mit uni- als auch bidirektional ge-
Demnach wäre eine Integration von Längsfurnieren entlang wickeltem Lagenaufbau sowie die Frage, welchen Einfluss
des Bauteils sinnvoll. Problematisch hierbei gestaltet sich Wickelwinkel und das Wickelmuster auf die mechanischen
lediglich eine mögliche Fugenbildung, die je nach gewählter Eigenschaften des Bauteils haben, untersucht.
Furnierbreite unterschiedlich stark ausgeprägt ist.
Abb. 22 Rundhohlprofil mit abwechselnd 1 / 6 Furnierbändern Abb. 23 Rechteckhohlprofil mit abwechselnd 1 / 6 Furnierbändern
Wickelprozess BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 21
3.4 Freiformgeometrien
In Folge entsteht eine über die Bauteilgeometrie steuerbare
Materialverteilung des Furniers. Gleichzeitig lässt sich hier-
über auch der Faserverlauf kontrollieren und verändern,
z.B. von einer eher horizontalen Ausrichtung hin zu einem
Abb. 24 Generierung von Wickellinien an unterschiedlichen Freiformen vertikalen Verlauf.
Im Gegensatz zu gleichförmigen Hohlprofilen ohne variie- Eine entgegengesetzte Ausrichtung der Furnierstreifen in
rende Querschnitte, bei denen der Wickelwinkel konstant der darauffolgenden Lage verleiht dem Bauteil seine benö-
ist, verändert sich dieser bei Freiformgeometrien auf jedem tigte Stabilität. Durch Versetzen und wechselweises Wi-
einzelnen Punkt der Fläche aufgrund der variierenden Kur- ckeln können die Furnierstreifen darüber hinaus miteinan-
vatur der Fläche selbst: In Bereichen mit negativer Krüm- der verwebt werden.
mung verringert sich der Wickelwinkel senkrecht zur Rota-
tionsachse, wohingegen sich der Winkel in Bereichen mit Im Gegensatz zu gleichförmigen, regelmäßigen Profilen
positiver Krümmung erhöht (Abb. 24). Dabei bestimmt der (Kap. 3.2), die geschlossene Körper mit konstanter Materi-
Startpunkt und Winkel die jeweilige Positionierung und alstärke abbilden, resultiert bei Freiformgeometrien auf-
Ausrichtung der späteren Furnierlage. grund der sich ändernden Kurvatur ein Muster mit offenen
Stellen und variierenden Wandstärken. Dabei ist der Faktor
Durch Wiederholung bzw. Rotation der generierten Wickel- zwischen dem schmalsten und breitesten Querschnitt von
linie entlang der Geometrie kann eine erste Lage ausgebil- besonderer Bedeutung. Je größer der breiteste Durchmes-
det werden. Aufgrund der zuvor beschriebenen Änderung ser wird, umso größer werden die Lücken zwischen den
des Wickelwinkels entlang der Geometrie verdichten sich Furnierstreifen. Gleichzeitig könnten zu klein gewählte
die Wickellinien in Bereichen mit konkaver Krümmung, wo- Querschnitte in Relation zum größten Bauteildurchmesser
hingegen sich die Linien in konvexen Bereichen aufspreizen zu Überlappungen führen. Dieses Prinzip beeinflusst un-
(Abb. 25). mittelbar den Entwurfsprozess der Bauteile.
Abb. 25 Generierung von Wickellinien und einzelner Lagen auf einer Freiformgeometrie
Wickelprozess BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 22
4 ROBOTISCHE FABRIKATION
ENDEFFEKTOR
IGUS ROTATIONSACHSE
SCHALUNGSELEMENT
Werkzeugpfad Strategie 1+3
Werkzeugpfad Strategie 2
Abb. 26 Aufbau der Roboteranlage in kleinem Maßstab
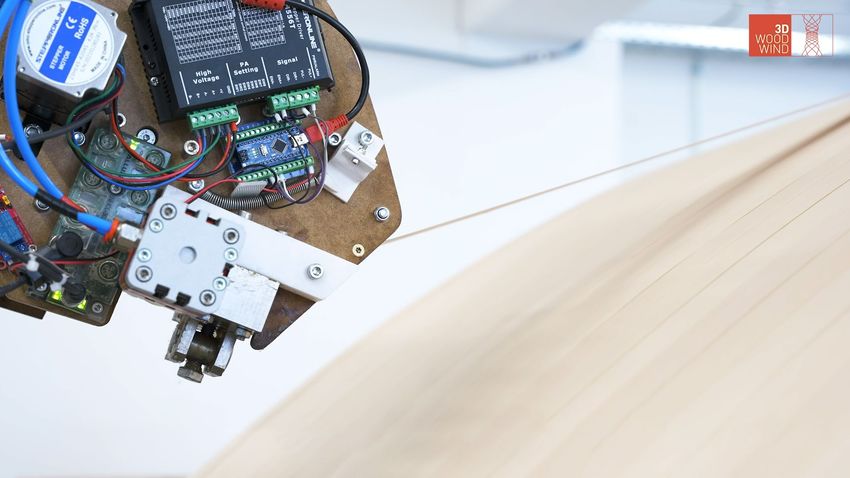
4.1 Aufbau der Roboteranlage Für die kleinmaßstäblichen Versuche wurde hierfür ein ABB
IRB 1200 Roboter mit Endeffektor und externer Drehpositi-
Zur Herstellung der einzelnen Lagen bewegt sich ein Robo- oniereinheit verwendet (Abb. 26). Diese ist in die Hauptsteu-
terarm mit integriertem Auftragswerkzeug entlang der zu- erung des Roboters integriert. Dabei wird die Drehge-
vor generierten Werkzeugpfade. Simultan rotiert das auf ei- schwindigkeit des Werkstückpositionierers durch inverse
ner externen Rotationsachse montierte Schalungselement. Kinematik von ABB berechnet.
FURNIERBAND 24MM
Abb. 27 Endeffektor-Design
Robotische Fabrikation BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 23
Zum Auftrag des Furniers auf dem Schalungselement 4.2 Werkzeugpfad
wurde als Roboterwerkzeug ein spezieller Endeffektor, be-
stehend aus folgenden Bauteilen, entwickelt: (a) Schnell-
wechselplatte, (b) Filamentführung, (c) Schrittmotor, (d)
Extrusionsrolle, (e) Schneidwerkzeug und (f) Andrückrolle
(Abb. 27).
Dabei wird das Furnierband über eine am (c) Schrittmotor
befestigte (d) Extrusionsrolle durch die (b) Filamentführung
nach vorn geschoben. Mit der (f) Andrückrolle lässt sich das Extrusion speed (mm/s)
Furnier präzise auftragen und das pneumatisch aktuier- Axis rotation speed (RPM)
Robot TCP speed (mm/s)
bare (e) Messer übernehmen den Zuschnitt des Furniers
nach einer gewickelten Lage. Abb. 29 Strategien zur Ansteuerung der entscheidenden Parameter
Die robotische Ansteuerung erfolgte dabei mittels Robot Für die robotische Ansteuerung und folgende Fabrikation
Components - einem am Fachgebiet EDEK entwickelten O- wurde aus den zuvor erzeugten Wickellinien ein Werkzeug-
pen Source Add-On für Grasshopper in Rhino (Abb. 28). Der pfad generiert. Dabei gibt es unterschiedliche Strategien
damit generierte Code kann entweder direkt oder über Ro- zur Erzeugung des Werkzeugpfads.
bot Studio an das ABB-Roboter System gesendet werden.
Der Schrittmotor für die Extrusion des Furniers wurde ex- Die entscheidenden Parameter, welche synchronisiert und
tern über einen Mikrocontroller (Arduino) und Funken an- aufeinander abgestimmt werden müssen, sind hierbei wie
gesteuert. Die Ansteuerung der unterschiedlichen Einhei- folgt: (a) Extrusionsgeschwindigkeit des Filaments, (b) Ge-
ten wurde über einen Profinet-Verteiler und einer Ventilin- schwindigkeit der Rotationsachse und (c) Geschwindigkeit
sel gewährleistet. des Roboters selbst (Abb. 29).
In Abhängigkeit der Bauteilgeometrie können die Parame-
ter entweder konstant oder variabel gehalten werden. In
SOFTWARE HARDWARE
den bisherigen Untersuchungen wurde weitestgehend mit
GRASSHOPPER ROBOT STUDIO
Strategie 2 gearbeitet, um möglichst viele Parameter kon-
stant zu halten und unnötige Fehlerquellen zu eliminieren.
ROBOT COMPONENTS ABB ROBOT Die Bildsequenzen in den Abb. 30 / Abb. 31 zeigen die resul-
tierende Bewegung des Roboters bei gleichzeitiger Rotation
der Drehpositioniereinheit. Im Vergleich zu Rundprofilen,
FUNKEN ARDUINO UNO STEPPER MOTOR
bei denen der Roboter einen linearen Pfad abfährt, entste-
hen deutlich komplexere Bewegungen aufgrund des Werk-
zeugpfads entlang des rechteckigen Profils. Zudem resul-
Abb. 28 Workflow zur robotischen Fertigung und verwendete Software tieren deutliche Unterschiede bei unterschiedlichen Wi-
ckelwinkeln, z.B. entlang einer steilen Wickellinie bei 6 Fur-
nierbändern pro Lage oder aber bei einem wesentlich fla-
cheren Winkel mit lediglich einem Furnierband.
Robotische Fabrikation BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 24 Abb. 30 Resultierende Bewegungen bei steilem Wickelwinkel mit sechs Furnierbändern pro Lage Abb. 31 Resultierende Bewegungen bei flachem Wickelwinkel mit einem Furnierband pro Lage Robotische Fabrikation BBSR-Online-Publikation Nr. 03/2023
3DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 25
4.3 Fügung
Untersuchungen zeigten, dass der ermittelte Druck bei
Klebstoffauftrag & Anpressdruck Rundprofilen über Zug des Furniers ausreicht, um die Fur-
Für eine ausreichende Haftung der einzelnen Furnierlagen nierlagen miteinander zu fügen, da sich der Druck gleich-
untereinander ist je nach Klebstoffsystem ein definierter mäßig entlang des Profils aufbaut. Bei Rechteckprofilen
Anpressdruck vorgesehen. Der hierfür benötigte Anpress- hingegen baut sich der Druck im Wickelprozess an den
druck liegt bei den verwendeten Klebstoffen zwischen 0,6 - Ecken des Profils auf, wodurch sich das Furnier an den ge-
1,0 N/mm2. Dieser Richtwert resultiert aus dem tragenden raden Flächen leicht aufwölbt und unerwünschte Fugen
Holzleimbau mit sehr langen Holzbauteilen, indem hohe entstehen können (Abb. 34). Insbesondere bei steileren Wi-
Pressdrücke nötig sind, um die Fugen möglichst gering zu ckelwinkeln entstehen in diesen Bereichen Wölbungen, die
halten. Bezogen auf Furnierholz in kleinerem Maßstab lässt sich mit einer zusätzlich gewickelten Lage - in einem sehr
sich der benötigte Anpressdruck um ein Vielfaches reduzie- flachen Winkel - wieder andrücken lassen (Abb. 33).
ren.
EXTRUSIONSDRUCK
ZUGKRAFT Fs
ANPRESSDRUCK Pmax
Fs 1 20N 1
Pmax = * = * = 0.0417 N/mm2
s r 24mm 20mm
Abb. 32 Anpressdruck auf das Bauteil im robotischen Wickelprozess Abb. 33 Aufwölben des Furniers bei steilen Wickelwinkeln
Im robotischen Wickelprozess wurde das Holzfurnier durch Abb. 35 zeigt eine Gegenüberstellung verschiedener Lösun-
die mit dem Schrittmotor verbundene Extrusionsrolle auf gen zu Anpresstechniken. Alternative Möglichkeiten zum
Zug gehalten, wodurch ein Anpressdruck am Wickeldorn Anpressen mittels Zugkraft stellt ein Druckaufbau über die
resultiert. Messungen mit einem Zug-/Druck-Messgerät im Endeffektor verbaute Andrückrolle im Wickelprozess dar
ergaben eine Zugkraft Fs von ca. 20N (Abb. 32). oder ein nachträgliches Verpressen via Vakuum-Pumpe. In
Abhängigkeit der Bauteilgeometrie kann entschieden wer-
den, wie der benötigte Anpressdruck aufgebracht wird.
QUERSCHNITT DRUCKAUFBAU FUGENBILDUNG VAKUUMDRUCK
40
34 R3
Fuge
Abb. 34 Fugenbildung bei Rechteckprofilen und Druckaufbau mittels Vakuum
Robotische Fabrikation BBSR-Online-Publikation Nr. 03/20233DWoodWind – Robotische Wickelverfahren für materialeffiziente Leichtbauteile aus Furnierholz 26
ZUG ANDRÜCKROLLE ZUG & ANDRÜCKROLLE VAKUUM
Druckaufbau Druckaufbau Druckaufbau Druckaufbau
im Prozess im Prozess nach je 1 Lage nach Fertigung
Klebstoffauftrag Klebstoffauftrag Klebstoffauftrag Klebstoffauftrag
im Prozess im Prozess nach je 1 Lage nach je 1 Lage
Offene Zeit Offene Zeit Offene Zeit Offene Zeit
sehr kurz sehr kurz mittel lang
Eigenschaften Eigenschaften Eigenschaften Eigenschaften
• Programmierung hinsicht- • Programmierung hinsicht- • Programmierung hinsicht- • Druckaufbau im Prozess
lich Wickelprozess einfacher lich Wickelprozess komple- lich Wickelprozess einfacher über Zug möglich
• nur über einfache runde xer • mittlere offene Zeit er- • lange offene Zeit und
Profile realisierbar • im Prozess integrierter möglicht Druckaufbau nach nachträgliche Verpessung
• im Prozess integrierter Klebstoffauftrag erfordert jeweils einer Lage, dadurch mittels Vakuum ermöglicht
Klebstoffauftrag erfordert sehr kurze offene Zeit und einfachen und beschleunig- einfachen und beschleunig-
sehr kurze offene Zeit und damit hohe Anforderungen ten Wickelprozess ten Wickelprozess
damit hohe Anforderungen an das Dosier- und Applika-
an das Dosier- und Applika- tionssystem
tionssystem
Komplexität Komplexität Komplexität Komplexität
Abb. 35 Gegenüberstellung verschiedener Anpresstechniken
Je nach Technik ergeben sich daraus unterschiedliche An- Eine unkomplizierte Möglichkeit im Hinblick auf das Do-
forderungen an Klebstoffsystem, -auftrag und Program- sier- und Applikationssystem, die innerhalb der For-
mierung. Wird das Furnier lediglich auf Zug gehalten, sollte schungsarbeiten näher untersucht wird, ist das nachträgli-
ein Klebstoff mit relativ kurzer offener Zeit verwendet wer- che Verpressen mittels Vakuumpumpe am Ende des Ferti-
den. Kann der Druck nur über die Andrückrolle aufgebracht gungsprozesses. Ein längerer Druckaufbau gewährleistet
werden, ist ein sehr schnell aushärtender Klebstoff im Se- eine kontrollierte Verklebung der Furnierlagen. Bei aufge-
kundenbereich nötig, der die Furnierlagen unmittelbar im wölbten Flächen (z.B. bei Rechteckprofilen) wird der Druck
Wickelprozess miteinander vollständig verklebt. Für beide durch den Vakuumsack gleichmäßig auf alle Flächen ver-
Möglichkeiten wird der Klebstoffauftrag im Prozess inte- teilt und somit dadurch eine homogene Kräfteverteilung
griert und stellt damit hohe Anforderungen an das Dosier- garantiert (Abb. 36 / Abb. 37).
und Applikationssystem – insbesondere die Handhabung
bei Klebstoffsystemen mit einer sehr kurzen offenen Zeit Diese Technik ist ebenso anwendbar für geometrisch kom-
gestaltet sich dabei deutlich schwieriger. plexere Bauteile. Um ein Umformen während des Pressens
noch zu ermöglichen, ist hierfür ein Klebstoff mit einer lan-
Eine weitere Option stellt ein nachträgliches Verpressen gen offenen Zeit notwendig, der noch nicht vollständig aus-
mittels Andrückrolle nach jeweils einer gewickelten Lage gehärtet ist.
dar, was den Werkzeugpfad zunächst vereinfacht, den Pro-
zess allerdings gleichzeitig verlangsamt. Ebenso ist dies
nur über bestimmte Geometrien realisierbar.
Robotische Fabrikation BBSR-Online-Publikation Nr. 03/2023Sie können auch lesen