BAUREIHE ROMI GL DREHZENTREN - NEUE GENERATION - ROMI Europa GMBH
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

HOHE PRODUKTIVITÄT • ROBUSTHEIT • PRÄZISION • TECHNOLOGIE
DREHZENTREN
BAUREIHE ROMI GL NEUE GENERATION
www.romi.com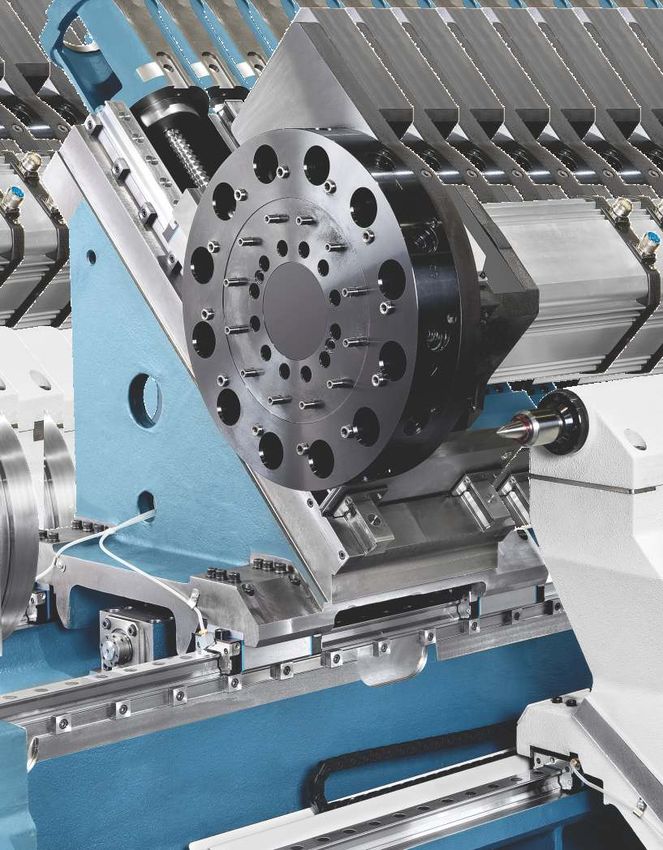
2
Die Industrie befindet sich im ständigen Wandel,
daher ist es entscheidend, dass unsere Produkte über
Alleinstellungsmerkmale verfügen, die denen
GESTEIGERTE der Konkurrenz überlegen sind.
Durch die Einführung neuer Technologien in Ihren
PRODUKTIVITÄT Produktionsprozess, insbesondere durch modernere,
UND RENTABILITÄT schnellere und präzisere Werkzeugmaschinen, lässt
sich die Leistungsfähigkeit Ihrer Produktion erhöhen.
FÜR IHR
Sie erhalten mehr Qualität, Produktivität,
UNTERNEHMEN! Effizienz und das Beste: Ihre Gewinne
übersteigen die bisherige Höchstmarke!
In den über 90 Jahren unserer weltweiten Tätigkeit
haben wir stets die Werte bewahrt, auf denen das
internationale Renommee unserer Produkte beruht. Wir bieten
Werkzeugmaschinen mit dem besten Preis-Leistungs-Verhältnis auf dem
Markt an. Aus unserem Engagement für kontinuierliche Investitionen in Forschung
& Entwicklung gehen robuste und hochwertige Produkte hervor, die zur
Spitzentechnologie gehören.
Wir garantieren umfassenden Support während der gesamten
Kaufabwicklung durch unser hochqualifiziertes Team: angefangen vom Vertrieb,
über die kaufmännischen Abteilungen, bis hin zu einem spezialisierten technischen
Support sowie Ersatzteileteam. Wir bieten Fernwartung an - einfach, schnell
und kostenlos - nicht nur wenn es um die Programmierung und Bedienung der
Maschinen geht, sondern ebenfalls bei Fragen zur Instandhaltung.
Mit einer Werkzeugmaschine von ROMI verfügen Sie über Spitzentechnologie
und sind damit bestens für die Zukunft gerüstet. Wenn Sie bei der
Anschaffung einer neuen Maschine von ROMI ein Vorgängermodell veräußern,
werden Sie feststellen, dass Sie ein lukratives Geschäft gemacht haben: denn
ROMI Gebrauchtmaschinen werden auf dem Markt sehr hoch geschätzt.
ROMI bietet Komplettlösungen an, die weit mehr sind, als eine bloße Maschine:
Mit ROMI haben Sie die Gewissheit, sich jederzeit auf den Hersteller
verlassen zu können. Bauen Sie auf uns, wir finden immer die optimale
Lösung für Ihre individuellen Anforderungen. Unser wichtigstes Anliegen ist die
Steigerung der Produktivität und Rentabilität Ihres Unternehmens.
Reinraum Entwicklungstechnik Flexibles Fertigungssystem
Technischer Support Schulungen Ersatzteile
3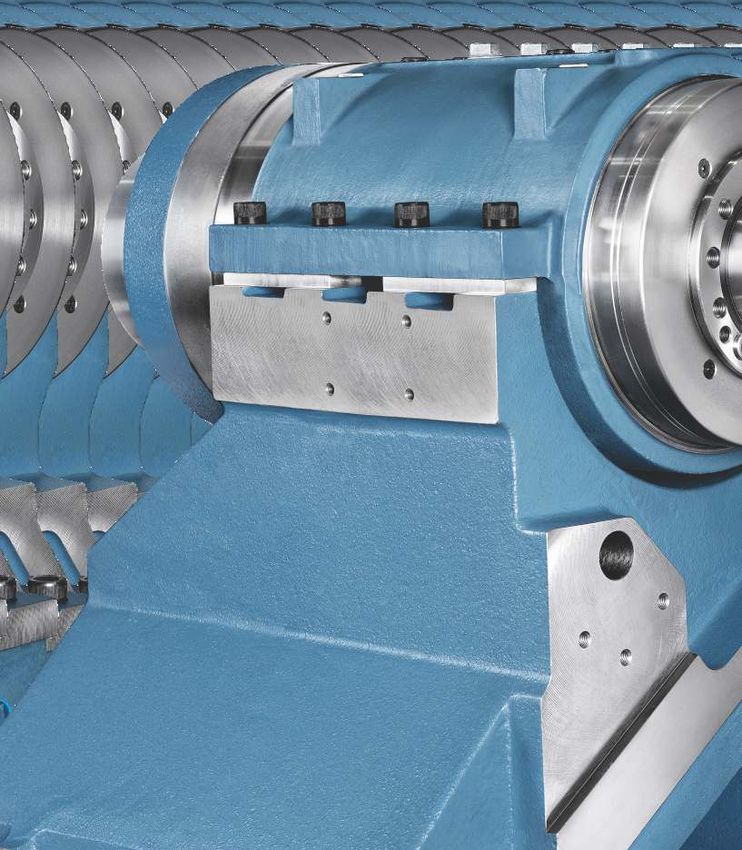
BAUREIHE ROMI GL NEUE GENERATION
Hohe Produktivität durch Robustheit, Präzision und Technologie.
4
Die ROMI GL-
Baureihe ist für den mittleren
und hohen Produktionsausstoß
konzipiert und zeichnet sich durch hohe
Leistungsfähigkeit und hohe Drehmomente
aus. Ihre robuste Konstruktion ist ideal für die
Bearbeitung bei maximaler Leistung. Sie
bietet eine hohe Steifigkeit unter schweren
Bearbeitungsvorgängen. Die thermische und
geometrische Stabilität gewährleisten
Präzision, hohe Leistung und
Produktivität.
ROMI GL 250
Spindelkasten 6.000 oder 4.500 U/min.
Spindelnase ASA A2-5" oder A2-6"
Hauptantriebsmotor 19,4 PS / 14,3 kW
Ø max.
Drehdurchmesser* bis zu 282 mm
Eilgang X/Z 30m/min
ROMI GL 300
Spindelkasten 4.500 oder 3.500 U/min.
Spindelnase ASA A2-6" oder A2-8"
Hauptantriebsmotor 25,2 PS / 18,5 kW
Ø max.
Drehdurchmesser* bis zu 330 mm
Eilgang X/Z 30m/min
ROMI GL 350
Spindelkasten 3.000 oder 2.500 U/min.
Spindelnase ASA A2-8" oder A2-11"
Hauptantriebsmotor 34 PS / 25 kW
Ø max. bis zu 410 mm
Drehdurchmesser*
Eilgang X/Z 30m/min
ROMI GL 450
Spindelkasten 3.000 oder 2.500 U/min.
Spindelnase ASA A2-8" oder A2-11"
Hauptantriebsmotor 40,8 PS / 30 kW
Ø max.
Drehdurchmesser* bis zu 490 mm
Eilgang X/Z 30m/min
*siehe technische Daten für jede Version
5
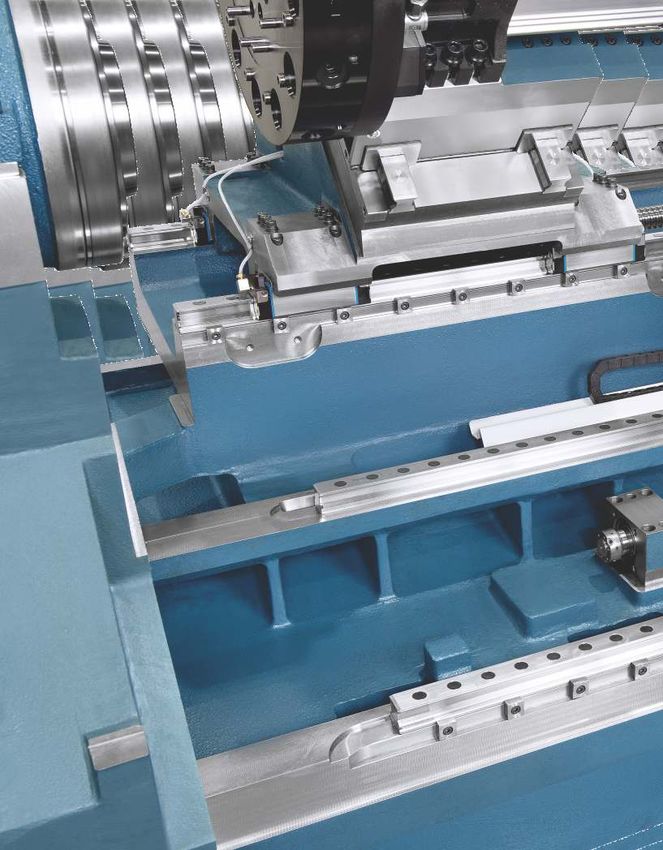
MASCHINENGESTELL
ROBUSTHEIT UND TECHNOLOGIE
Die Qualität der Herstellungsprozesse gewährleistet die Betriebssicherheit
und Leistungsfähigkeit der ROMI-Werkzeugmaschinen.
Die Maschinen der Baureihe ROMI GL wurden mit 3D-CAD-Systemen
projektiert, wobei der gesamte Aufbau mittels einer Finite-Elemente
Analyse-Software (FEA) dimensioniert wurde. Somit wird gewährleistet,
dass es auf die Größe der Maschine abgestimmt ist.
6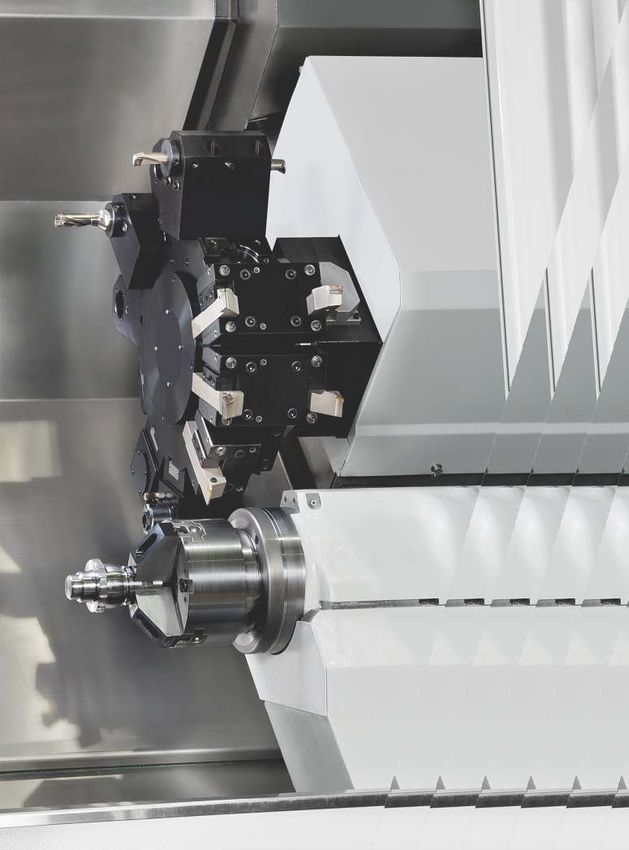
4
Vorteile von
Linearführungen
2
• Eilganggeschwindigkeiten bis zu 30 m/min 1
3
• Schnelle Positionierung der Achsen,
Minimierung der Standzeiten und Steigerung
der Produktivität
• Hohe Beschleunigungswerte THERMOKOMPENSATION
• Geringer Schmiermittelverbrauch
Das System wurde entwickelt, um
• Einfache Wartung die Auswirkungen der Wärmeausdehnung
• Hohe Steifigkeit und zu reduzieren. Dies führt zu stabilen
lange Lebensdauer geometrischen Ergebnissen, auch über lange
Betriebszeiten hinweg
MASCHINENGESTELL Die sehr massi-
ve Konstruktion ist für schwere Lasten
ausgelegt und gewährleistet eine hervor-
1 ragende Oberflächengüte der Teile sowie
eine deutlich höhere Standzeit der
Zerspanungswerkzeuge und Lebensdauer
der Maschine.
KUGELUMLAUFSPINDELN gehärtet und
geschliffen, mit vorgespannten Muttern
3 bieten sie hohe Steifigkeit, Präzision und
Wiederholgenauigkeiten der Achsenpositio-
nierung.
LINEARFÜHRUNGEN gewährleisten ho- AC-SERVOMOTOREN bürstenlos mit
he Geschwindigkeiten sowie hochpräzise integriertem Absolutgeber und direkt an
Verfahrbewegungen und Achsenpositio- hochpräzise Kugelumlaufspindeln gekoppelt,
2 nierungen dank des geringen Reibungsko-
4 sorgen sie für eine genaue Positionierung und
effizienten zwischen den Führungsschie- ausgezeichnete Wiederholgenauigkeiten der
nen und Führungswagen. Achsenpositionierung.
7
SPINDELKASTEN
HOHE LEISTUNGSFÄHIGKEIT UND PRÄZISION
Der Spindelkasten bietet eine hohe Leistungsfähigkeit sowie ein
hohes Drehmoment und verfügt über ein Kühlsystem, dass der
Baugruppe eine hohe thermische und geometrische Stabilität
bietet. Die Spindel zeichnet sich durch eine ausgezeichnete
Genauigkeit aus, die so bemessen ist, dass sie hohen
Bearbeitungskräften und hohen Drehzahlen kontinuierlich standhält.
8
SPINDELKASTEN
MIT BUILT-IN MOTOR
Durchgängiges Kühlsystem
Die Spindel mit Built-in Motor ist Stator
ein kompaktes System im Vergleich zu
herkömmlichen Systemen. Er besteht aus
einem in der Spindelkartusche integrierten
Motor, wobei der Rotor die Spindel
selbst ist und der Stator im Gehäuse
Rotor
befestigt.
Vorteile
Hohes Drehmoment bei niedrigen Drehzahlen Integrierter, hochauflösender Encoder
Ausgezeichnete Antriebsleistung gewährleistet bei Vorgängen mit angetriebenen
Werkzeugen eine ultrapräzise Positionierung
System mit hoher Stabilität, schwingungsfrei über Drehwinkel (C-Achse) (für Versionen mit
(Keine Riemenscheiben und Riemen) angetriebenem Werkzeug)
Ausgezeichneter Spindelrundlauf trägt zu
einer hervorragenden Oberflächengüte und Hohe thermische und geometrische Stabilität
zur Rundheit beim Drehen bei der Baugruppe aufgrund des effizienten, mit
Kühlmittel funktionierenden Kühlsystems
Geringe Trägheit für hohe Beschleunigungen
Das Gestell gewährleistet
ausgezeichnete thermische und
geometrische Stabilität, Steifigkeit
sowie Kapazität zur Absorption, selbst
bei Schwerzerspanung.
FRONTALE ANORDNUNG DER ROLLENLAGER und Schrägkugellager;
hintere Anordnung von hochpräziser Schrägkugellager, mit permanenter
Schmierung.
LAGERDICHTUNG durch Labyrinth
KÜHLSYSTEM, das durch einen geschlossenen Kreislauf durch Kanäle
geführt wird, welche sich in einem Labyrinth zwischen der Außenfläche
des Stators und dem Gehäuse befinden und die vom eingebauten Motor
erzeugte Wärme ableiten. Die Flüssigkeit durchläuft zunächst einen
Wärmetauscher. Dort wird sie gekühlt und dann an die Spindel
zurückgeführt. Das System wird von einem Durchflusssensor überwacht. So
wird sichergestellt, dass die Spindel immer gekühlt wird.
9
WERKZEUGREVOLVER
HOHE LEISTUNGSFÄHIGKEIT UND PRÄZISION
1012-Stationen-Werkzeugrevolver für feste Werkzeu- 12-Stationen-Werkzeugrevolver für angetriebene
ge, mit Romi-Scheibe Werkzeuge, mit VDI- oder BMT-Scheibe*
Y-ACHSE
Ermöglicht Bearbeitungen außerhalb der Mittellinie des
Werkstücks, so dass Bohr-, Fräs- und Gewindeschneidar-
beiten in nur einer Aufspannung durchgeführt werden kön-
nen.
12-Stationen-Werkzeugrevolver für angetriebene
Werkzeuge, mit Y-Achse
*siehe technische Daten für jede Version
11GEGENSPINDEL 12
REITSTOCK
REITSTOCK
Der Reitstock wird auf dem Maschinenbett mit hochpräzisen
Linearführungen geführt. Positionierung und Axialantrieb über
die CNC-Steuerung einstellbar. Vorbereitet mit Pinole für
eine mitlaufende Zentrierspitze MK-4 oder integriert (mit
eingebauten Lagern)*.
GEGENSPINDEL
Die Spindel mit Built-in Motor ist ein
kompaktes System im Vergleich zu
herkömmlichen Systemen. Er besteht aus
einem in der Spindelkartusche integrierten
Motor, wobei der Rotor in der Spindel selbst
und der Stator im Gehäuse befestigt ist (mit
Halb- oder Gesamtdurchgang von 51 mm).
*siehe technische Daten für jede Version
13CNC-Steuerung
TECHNOLOGIE UND
ZUVERLÄSSIGKEIT
CNC-Steuerung Fanuc 32i-B i-HMI (für S-
Versionen) mit 19" LCD-Farbmonitor mit
Touchscreen
CNC-Steuerung Fanuc 0i-TF i-HMI (für die
Versionen T, M und Y) mit 15" LCD-Farbmonitor mit
Touchscreen
14Die
Drehzentren der
Baureihe ROMI GL sind mit
Fanuc CNC-Steuerung ausgestattet,
die dem Nutzer über das Hauptdisplay ein
komfortables und einfaches
Programmiersystem zur Verfügung stellt, mit
verschiedenen Bereichen für Planung,
Bearbeitung, Optimierung und Anwendungen,
die den Zugriff auf die Funktionen mit nur zwei 1. Visualisierung mehrerer Informationen
Klicks ermöglichen. Die Steuerungen haben auf einem einzigen Bildschirm. z. B.
eine Ethernet-Schnittstelle und sind mit Last der Vorschubachsen und
Laufwerken für Compact Flash-Karte Hauptspindel, aktives Programm,
und USB-Anschluss modale Funktionen, verwendetes
ausgestattet. Werkzeug, Icons, Fehlermeldungen usw.
2. Komplettes, dynamisches 3. Funktionen zur korrektiven, prä-
Werkzeugverwaltungssystem ventiven und vorausschauenden In-
mit Schnellzugriff auf standhaltung (Meldungen, Alarme,
Informationen. Meldungshistorie usw). Fehlermel-
dungen werden bereits ausgege-
ben, bevor es zu einer Störung
kommt, dies ermöglicht eine effek-
tive Instandhaltung.
4. Die Bearbeitungsprogramme 5. Dank der Kompatibilität mit 6. Verschiedene interaktive
sind einfach aufzurufen, sie sind zahlreichen Dateiformaten Bearbeitungszyklen:
in Ordnerstruktur organisiert mit können Anleitungen, Diagramme Kavitätszyklen, Bohrungen,
Abbildung des Werkstücks, und andere wichtige Gewinde, Messungen usw.
Programmname und -nummer, Informationen hinterlegt
zur leichten Identifizierung. werden.
151. Automatische Tür und
OPTIONALE Lichtvorhang
2. Späneförderer
AUSRÜSTUNG 3. Nebelabsaugsystem
4. Spritzpistole
5. Werkstückgreifer
VIELSEITIGKEIT FÜR 6. Werkzeugvermessung
IHRE PRODUKTION
Dank der großen Auswahl an zusätzlicher Ausrüstung können wir Ihr
Drehzentrum der Baureihe ROMI GL optional an Ihre individuellen
Anforderungen anpassen und dadurch noch vielseitiger gestalten.
3
1
4
5
166
2
17Technische Spezifikationen ROMI GL 250 ROMI GL 300 ROMI GL 350 ROMI GL 450
Leistungsdaten
T = 282 T = 330 T = 410 T = 490
Max. Drehdurchmesser
M, Y und S = 250 M, Y und S = 300 M und Y = 350 M und Y = 450
Schwingdurchmesser über Z-Achsenabdeckung 530 530 660 660
Schwingdurchmesser über X-Achse 420 420 530 530
Schwingdurchmesser über Y-Achse (bei Y=0) 400 400 500 500
Verfahrweg (X-Achse) T/Y/S = 160 / M = 195 T/Y/S = 185 / M = 230 230 255
Verfahrweg (Z-Achse) 600 600 1.200 1.200
Verfahrweg (Y-Achse) ± 50 ± 50 ± 75 ± 75
Verfahrweg (W-Achse) 540 540 1160 1160
Spindelkasten
Typ built-in
Spindelnase ASA A2-5" / A2-6" A2-6" / A2-8" A2-8" / A2-11"
Spindelbohrung 61 / 73 73 / 85 104 / 116
Futtergröße 165, 175 oder 210 / 210 210 oder 254 / 254 254 oder 315 / 315, 390 oder 450
Max. Stangenkapazität 42 oder 51 / 51 oder 64 51 oder 64 / 64 oder 76 76 oder 89 / 89 oder 102
Drehzahlbereich U/min. 6.000 / 4.500 4.500 / 3.500 3.000 / 2.500
Gegenspindel
Typ built-in
Spindelnase ASA A2-5"
Spindelbohrung 61
Futtergröße 165, 175 oder 210
Max. Stangenkapazität 51
Drehzahlbereich U/min. 6.000
Vorschub
Eilgang – X-Achse m/min 30
Eilgang – Z-Achse m/min 30
Eilgang – Y-Achse m/min 18
Eilgang – W-Achse (Reitstock oder Gegenspindel) m/min 10
Werkzeugrevolver
Anzahl der Werkzeuge/Stationen Anz. 12
Werkzeugquerschnitt: Vierkant mm 20 x 20 25 x 25 25 x 25 25 x 25
Revolver T (für feste Werkzeuge)
Werkzeughaltertyp Typ Standard Romi
Werkzeugquerschnitt: Rund (Durchmesser) mm Ø 32 Ø 40 Ø 40 Ø 50
Revolver M oder Y (für angetriebene Werkzeuge)
Werkzeughaltertyp Typ M: VDI 30 / Y: BMT-45 M: VDI 40 / Y: BMT-55 BMT 65 BMT 75
Werkzeugquerschnitt: Rund (Durchmesser) mm Ø 32 Ø 40 Ø 40 Ø 50
M: ER-25 (Ø1 - Ø16mm) M: ER-32 (Ø2 - Ø20mm)
Werkzeughalter Axial-/Radialantrieb DIN 6499 ER-32 (Ø2 - Ø20mm) ER-40 (Ø3 - Ø26mm)
Y: ER-20 (Ø1 - Ø13mm) Y: ER-25 (Ø1 - Ø16mm)
Drehzahlbereich für angetriebenes Werkzeug U/min. 0 ~ 6.000 0 ~ 4.000 0 ~ 4.000 0 ~ 4.000
Drehmoment (Dauerbetrieb) Nm 18 30 30 40
Y Revolver (für angetriebene Werkzuege) als S Version (Gegenspindel)
Werkzeughaltertyp Typ BMT 45 BMT 55 - -
Werkzeugquerschnitt: Stange (Durchmesser) mm Ø 32 Ø 40 - -
Werkzeughalter Axial-/Radialantrieb DIN 6499 ER-20 (Ø1 - Ø16mm) ER-25 (Ø1 - Ø16mm) - -
Drehzahlbereich für angetriebenes Werkzeug U/min. 0 ~ 6.000 0 ~ 4.000 - -
Drehmoment (Dauerbetrieb) Nm 18 30 - -
Reitstock, automatisch (Servoantrieb)
Bohrung Pinole MK 4 MK 4 built-in built-in
Max. axiale Kraft N 3.000 5.000 7.000 10.000
Anschlussleistung
Hauptantriebsmotor AC - (Interimsbetrieb - built-in) PS/kW 19,4 / 14,3 25,2 / 18,5 34 / 25 40,8 / 30
Gegenspindel Motor AC - (Interimsbetrieb - built-in) PS/kW 19,4 / 14,3 19,4 / 14,3 - -
Potência total instalada (Versionen T/M und Y)
Gesamtanschlussleistung 30 40 45 50
Gesamtanschlussleistung (Version S) 45 50 - -
Abmessungen und Gewicht (ca.)
Gewicht der Maschine (ohne Späneförderer) 4.800 5.200 7.300 7.700
GL 250 / GL 300 GL 350 / GL 450
Versionen T und M Versionen Y und S Versionen T und M Versionen Y
Höhe 2.051 2.235 2.270 2.350
Stellfläche (Länge x Breite) (**) 3.513 x 2.006 3.901 x 2.268 4.230 x 2.360 4.390 x 2.523
18Standardausrüstung
Ÿ Spindelkasten mit eingebautem Motor (built-in) Ÿ Reitstock mit langer Zentrierspitze MK 4, auf Ÿ Kühlschmiersystem mit Tank und vier wählbaren
ASA A2-5" (GL 250) Rollenführungen gelagert, angetrieben von einem Pumpenoptionen (5, 7, 15 oder 30 bar), mit
Ÿ Spindelkasten mit eingebautem Motor (built-in) Wechselstrom-Servomotor und mit Direktantrieb Ableitung durch ein mechanisches Ventil zur
ASA A2-6" (GL 250 oder GL300) (direct-drive) über vorgespannte Kugelumlaufspin- Reinigung der Schiebetüren
deln (ball screws) und Anti-Aufprall- Ÿ 12-Stationen Werkzeugrevolver Duplomatic, mit
Ÿ Spindelkasten mit eingebautem Motor (built-in) Überwachungssystem (Versionen T und M) Servoantrieb, horizontaler Achse, hydraulische
ASA A2-8" (GL 300, GL350 oder GL450) Verriegelung; mit Romi-Scheibe und einem
Ÿ CNC-Steuerung Fanuc 0i-TF i-HMI mit 15" LCD-
Ÿ Spindelkasten mit eingebautem Motor (built-in) Farbmonitor mit Touchscreen und integriertem Basissatz von Werkzeughaltern verfügbar
ASA A2-11" (GL 350 oder GL450) Sicherheitssystem (Versionen T, M und Y) (Version T)
Ÿ Gegenspindel mit eingebautem Motor (built-in) Ÿ CNC-Steuerung Fanuc 32i-B i-HMI mit 19" LCD- Ÿ 12-Stationen Werkzeugrevolver Duplomatic, mit
ASA A2-5" (Version S) Farbmonitor mit Touchscreen und integriertem Servoantrieb, horizontaler Achse, hydraulische
Planschlitten (Achse X) und Längsschlitten (Achse Verriegelung; mit VDI-Scheibe und einem
Ÿ Sicherheitssystem (Version S) Basissatz von Werkzeughaltern verfügbar (GL 250
Z), auf Rollenführungen gelagert, angetrieben von M und GL 300 M)
einem Wechselstrom-Servomotor und mit Ÿ Vollständige Abdeckung gegen Span- und
Direktantrieb (direct-drive) über vorgespannte Spritzschutz, mehrschichtiges Sichtschutzfenster Ÿ 12-Stationen Werkzeugrevolver Duplomatic, mit
Kugelumlaufspindeln (ball screws) (Versionen T an der Haupttür und elektrischer Verriegelung Servoantrieb, horizontaler Achse, hydraulische
und M) Ÿ Reinigungssystem für Spannfutter der Haupt- und Verriegelung; mit BMT-Scheibe und einem
Ÿ Planschlitten (Achse X), unterer Längsschlitten Gegenspindel (Version S) Basissatz von Werkzeughaltern verfügbar (GL 350
(Achse Z) und oberer Längsschlitten (Achse X'), M, GL 450 M und allen Versionen Y und S)
Ÿ Vollständige ROMI Produktdokumentation in
auf Rollenführungen gelagert, angetrieben von elektronischem Format Ÿ Hydraulikeinheit mit maximalem Druck von 50 bar,
einem Wechselstrom-Servomotor und mit Durchfluss von 10,2 / 12,4 Liter/min bei 50 / 60 Hz,
Direktantrieb (direct-drive) über vorgespannte Ÿ Erhältlich für Stromanschluss Spannung / Frequenz Nachfüllvolumen von 41 Liter, Druckregelkreis der
Kugelumlaufspindeln (ball screws) (Version Y) 380 Vca 50/60 Hz Spannvorrichtung, feste Pumpe, die durch
Ÿ Planschlitten (Achse X), unterer Längsschlitten Ÿ Schlüsselset für die Bedienung der Maschine Frequenzumrichter gesteuert wird und
(Achse Z), oberer Längsschlitten (Achse X') und Druckregelung durch Proportionalventile und
Ÿ Set mit Schrauben und Muttern zum Nivellieren der Druckaufnehmer.
Gegenspindel (Achse W), auf Rollenführungen Maschine
gelagert, angetrieben von einem Wechselstrom- Ÿ Standardlackierung: Epoxidlack strukturiert,
Servomotor und mit Direktantrieb (direct-drive) Ÿ LED-Leuchte Emaille Munsell-blau 10B-3/4 und Epoxidlack
über vorgespannte Kugelumlaufspindeln (ball Ÿ Schaltschrank ist klimatisiert und mit Überdruck strukturiert, grau RAL 7035
screws) (Version S)
Ÿ Zentralschmierung mit Inline-Filter und Öl-
Ÿ Thermokompensation Füllstandssensor
Optionale Ausrüstung
Ÿ Hoher Scharnierbandförderer (Abstand von 1.090 Ÿ Automatische Tür mit Lichtvorhang und Ÿ Pedal zur Betätigung des Reitstocks
mm zwischen Fördererausgang und Boden) oder Getriebemotor gesteuert durch Frequenzumrichter Ÿ Kühlmittelpumpe mit 5, 7, 15 oder 30 bar
tiefer Scharnierbandförderer aus Metall (TCE) (C)
Ÿ Spritzpistole (wash gun), mit zusätzlicher 5 bar-
(Abstand von 750 mm zwischen Fördererausgang Ÿ Werkzeugvermessung (C) Motorpumpe
und Boden) und Kühlmittelbehälter Ÿ Pneumatisches Reinigungssystem für Spannfutter Ÿ Lange oder kurze Zentrierspitze MK4
Ÿ Hoher Kratzbandförderer (TCA) (Abstand von (A)
Ÿ Direktes Wegmesssystem (Glasmassstäbe) für Z-
1.090 mm zwischen Fördererausgang und Boden) Ÿ Schnittstelle für Ferndiagnose über Leitung (C) oder X-Achse (A)
oder tiefer Kratzbandförderer (TCA) (Abstand von Ÿ Handbedienpanel mit Handrad (Handwheel) und Ÿ Feststehende oder mitlaufende hydraulische
750 mm zwischen Fördererausgang und Boden) Tipp- Funktionen für Achsen Lünette mit programmierbarer Positionierung (A)
und Kühlmittelbehälter Ÿ Ethernet Data-Server mit integrierter 4 Giga oder Ÿ Zusätzlicher Satz von Produkthandbüchern von
Ÿ Hydraulische Lünette mit Durchmessern von 165 16 Giga PCMCIA-Karte ROMI in elektronischer Form
mm (Stangenkapazität von Ø 42 mm), 175 mm Ÿ Werkstückgreifer für Spindelkasten mit maximaler Ÿ Zusätzlicher Satz von Produkthandbüchern von
(Stangenkapazität von Ø 51 mm), 210 mm Kapazität von Ø 76 mm x 220 mm x 2,5 kg (C) ROMI in gedruckter Form
(Stangenkapazität von Ø 51 oder Ø 64 mm), 254 Ÿ Werkstückgreifer für Gegenspindel mit maximaler Ÿ Ersatzteile: Spannfutter-Sets, Klemmhülsen,
mm (Stangenkapazität von Ø 64, Ø 76 oder Ø 89 Kapazität von Ø 76 mm x 180 mm x 2,5 kg (C) Werkzeughalter, Reduzierhülsen, Stangenzieher
mm) und 315, 390 und 450 mm (Stangenkapazität Ÿ Öl/Kühlmittelabscheider (Oil Skimmer), und -begrenzer
von Ø 76, Ø 89 oder Ø 102 mm) Scheibentyp, mit Abfallsammelbehälter
Ÿ Werkstückgreifer C42 (Stangenkapazität von Ø 42 Ÿ Nebelabsaugsystem (C) Im Lieferumfang enthaltenes Zubehör „Pneumatik-
mm), C60 (Stangenkapazität von Ø 60 mm) oder Grundausstattung“.
Ÿ Feinstfilter für Nebelabsaugsystem (G)
C80 (Stangenkapazität von Ø 60 mm, Ø 64 mm Ÿ Vorrichtung Stangenlader FEDEK DH 65L S (D)
Enthält folgende Teile: „Nebelabsaugung“, „Automatische
oder Ø 76 mm) - je nach Spidel/Maschinenversion Tür mit Lichtvorhang und frequenzgeregelter
Ÿ Schnittstelle für Stangenlader (C) Getriebemotor“, „Schnittstelle für Stangenlader“,
Ÿ Hydraulikzylinder und Zugstange mit Stangenka- „Schnittstelle externer M-Code mit 3 Paar Ms-Codes“,
pazität von Ø 42 mm, Ø 51 mm, Ø 64 mm, Ø 76 mm, Ÿ Modulares Führungsrohr, mit Stangenkapazität von „Werkzeugpositionsleser“, „Werkstückgreifer“,
Ø 42 mm, Ø 51 mm, Ø 64 mm oder Ø 76 mm (je nach „Schnittstelle für Ferndiagnose über Leitung“
Ø 89 mm oder Ø 102 mm - je nach Spindelversion Stangendurchgang) „Vermessung/Inspektion des Werkstückes“.
Ÿ Werkstückgreifer C42, zusätzlich zur hydrauli- Ÿ Satz Nylonscheiben (blind) für Stangenführung von Im Lieferumfang enthaltenes Zubehör „Elektrisch-
schen Lünette (Stangenkapazität von Ø 42 mm), Ø 42 mm, Ø 51 mm, Ø 64 mm oder Ø 76 mm (je nach elektronische Schnittstelle“.
C60 (Stangenkapazität von Ø 51 oder Ø 60 mm) Stangendurchgang) Im Lieferumfang enthaltenes Zubehör „Schnittstelle für
oder C80 (Stangenkapazität von Ø 64 mm oder Ø Ÿ Elektroschrank mit Klimatisierung (empfohlen für Stangenlader“. Die Zubehörteile „Modulares Führungsrohr“
76 mm) - je nach Spindel-/Maschinenversion Umgebungen mit Temperaturen über 38°C) und „Satz Nylonscheiben“ sind nicht im Lieferumfang
Ÿ Automatische Maschinenabschaltung nach enthalten und müssen separat erworben werden.
Ÿ Spartransformator für 220 Vac, 200 / 250 Vac oder
Schichtende/Ende des Programms/Ende der 360 / 480 Vac (E) Netzwerk Ausschließlich für Netze mit einer anderen Spannung als
380 Vac
Stange/Ende des Werkstücks (Auto power off) Ÿ Elektrisch-elektronische Schnittstelle (B)
Ÿ M-Codes: 3 Paar (unabhängig für externe E n t h ä l t f o l g e n d e Te i l e : „ P n e u m a t i s c h e s
Ÿ Pneumatik-Grundausstattung (F) Reinigungssystem für Spannfutter“ und „Direktes
Schnittstellen) 3 x M-Code "EIN" und 3 x M-Code Ÿ Pedal zur Betätigung des Zylinders des Wegmessystem“.
"AUS" (C) Spannfutters (rechte und/oder linke Spindel) (G) I m L i e f e r u m f a n g e n t h a l t e n e s Z u b e h ö r
Ÿ LED-Statusanzeige (3-farbig) „Nebelabsaugsystem“.
19Abmessungen der Maschinen - in mm
ROMI GL 250 / GL 250M / GL 300 / GL 300M
3104 408,50
721
OFFENE TÜR
1867
1745
2051
** 1090
* 749,5
*4317,5
2006
**4572
SEITENANSICHT VORDERANSICHT DRAUFSICHT
* Niedriger Späneförderer / ** Hoher Späneförderer
ROMI GL 250Y / GL 250S / GL 300Y / GL 300S
3421 480
776
OFFENE TÜR
2235
1942
2088
1091
2268 4882
SEITENANSICHT VORDERANSICHT DRAUFSICHT
ROMI GL 350 / GL 350M / GL 450 / GL 450M
4230
1270
OFFENE TÜR
2270
2050
2000
1090
2360 5720
SEITENANSICHT VORDERANSICHT DRAUFSICHT
ROMI GL 350Y / GL 450Y
4390
1270
OFFENE TÜR
2350
2213
2163
1090
2523 5880
SEITENANSICHT VORDERANSICHT DRAUFSICHT
Die Zeichnungen sind nicht maßstabsgetreu
20Leistungskurve
ROMI GL 250 ROMI GL 300
Spindelkasten ASA A2-5" - 6.000 U/min. Spindelkasten ASA A2-6" - 4.500 U/min. Spindelkasten ASA A2-6" - 4.500 U/min. Spindelkasten ASA A2-8" - 3.500 U/min.
19,4 / 14,3 19,4 / 14,3 25,2 / 18,5 25,2 / 18,5
18,2 / 13,4 18,2 / 13,4 327,3 Nm 327,3 Nm
160,2 Nm 160,2 Nm
124,6 Nm 124,6 Nm 238,2 Nm 238,2 Nm
U/min. U/min. U/min. U/min.
742
540
742
4.500
540
3.500
850
850
1.025
6.000
1.025
4.500
ROMI GL 350 ROMI GL 450
Spindelkasten ASA A2-8" - 3.000 U/min. Spindelkasten ASA A2-11" - 2.500 U/min. Spindelkasten ASA A2-8" - 3.000 U/min. Spindelkasten ASA A2-11" - 2.500 U/min.
34 / 25 34 / 25 40,8 / 30 40,8 / 30
880,5 Nm 880,5 Nm 880,5 Nm 880,5 Nm
616,2 Nm 616,2 Nm 616,2 Nm 616,2 Nm
U/min. U/min. U/min. U/min.
271
271
326
388
388
465
3.000
2.500
3.000
2.500
326
465
Dauerbetrieb S1
Interimsbetrieb S6-40%
Die Diagramme sind nicht maßstabsgetreu
Leistungsdaten - Abmessungen in mm
A
Maximaler Verfahrweg der Z-Achse B
Max.
Drehdurchmesser
A B
ROMI GL 250 600 280
ROMI GL 250M / Y / S 600 250
ROMI GL 300 600 330
ROMI GL 300M / Y / S 600 300
ROMI GL 350 1.200 410
ROMI GL 350M / Y 1.200 350
ROMI GL 450 1.200 490
ROMI GL 450M / Y 1.200 450
21CNC-Steuerung FANUC 0i-TF i-HMI 2 - Programmierfunktionen: Ÿ Programmierung der Abmessungen direkt aus
Ÿ Fortlaufendes mehrgängiges Gewinde der Zeichnung
ROMI GL 250 / GL 300 / GL 350 / GL 450
Ÿ Gewindereparatur Ÿ Bohren/Tieflochbohren (G83, G85)
Versionen T / M / Y Ÿ Gewinde mit Ausgleichsfutter Ÿ Gewindebohren ohne Ausgleichsfutter (M29 +
Ÿ Gewinde mit variabler Steigung G84, G88)
Ÿ Werkzeugrückzug beim Gewindeschneiden Ÿ Reset Unterbrechung an Gewinde ohne Aus-
Ÿ Referenzpunktanfahren für bis zu 4 Referenzpunkte gleichsfutter
programmierbar (G28, G30 und G53) Ÿ Zylinder-Interpolation (G07.1)**
Ÿ Vermeidung von Programmierfehlern Ÿ Interpolation Polarkoordinaten (G12.1, G13.1)
Ÿ Öffnung Mehrfach-Einlassgewinde (G76)
3 - Vorschubfunktionen
Ÿ Mehrfach wiederholter Drehzyklus (Typ II)
Ÿ Vorschub in mm/min. oder Zoll/min. (G94)
Ÿ Aufzeichnungszyklus Zeichen**
Ÿ Vorschub in mm/U oder Zoll/U (G95)
Ÿ Drehen von Polygonen (G50.2, G51.2)**
Ÿ Verweilzeit G04
Ÿ Zyklus Gewindeöffnung (G78)
Ÿ Lineares Wegemesssystem Achsen X / Z / Y*
Ÿ Fräszyklus (G79)
4 - Grafische Funktionen:
Ÿ Grafische Bearbeitungssimulation – 2D
11 - Programmierungsformat:
Ÿ ISO-Programmierungsformat der Steuerung
Ÿ Grafische Bearbeitungssimulation – 3D
Ÿ Entfernung von Materialresten
Fanuc 10 / 11
Ÿ Klartext-Dialog-Programmierung i-HMI
5 - Koordinatensysteme: Ÿ Parametereinstellung
Ÿ Lokales Werkstück-Koordinatensystem (G52)
Ÿ Koordinatensystem der Maschine (G53) 12 - Ausführungsbetrieb:
Ÿ Arbeits-Koordinatensystem (G54~G59) Ÿ Programmnummer/-suche
1 - Funktionen und Leistung der CNC-Steuerung:
Ÿ Werkstück-Koordinatenvoreinstellung (G92, G92.1) Ÿ Kommentare zum Programm
Ÿ 15-Zoll-Monitor mit LCD-Touchscreen
Ÿ Geometrie und Verschleißkorrektur des Werkzeugs Ÿ Aufruf Unterprogramm
Ÿ QWERTY-Tastatur
= 100 Ÿ Betrieb in MDI („Memory Data Input“)
Ÿ Bedienfeld
Ÿ Automatikbetrieb
Ÿ Stylus-Stift (Touch pen) 6 - Koordinatenwert und Abmessungen:
Ÿ Einzelsatz-Betrieb
Ÿ Look-Ahead-Sätze = 20 Ÿ Verschiebung des Koordinatensystems Ÿ Programmstopp (M00)
Ÿ Mindestwert für Positionierung 0,001 mm oder Zoll Ÿ Absolutmaßeingabe (G90) oder inkrementale Ÿ Optionaler Programmstopp (M01)
und 0,0001° Maßeingabe (G91) Ÿ Satz auslassen (“/“) und Erweiterung des Satz aus-
Ÿ Gleichzeitige Steuerung von bis zu 4 Achsen Ÿ Umrechnung der Maßeinheit in Zoll (G20) oder
Ÿ Überprüfung der Endposition des Werkzeugs vor Be-
lassen (“/”)
Meter (G21) Ÿ Neustart während der Programmausführung
ginn der Bewegung Ÿ Rotation des Koordinatensystems (X-Achse muss
Ÿ Linearinterpolation (G01) Ÿ DNC-Funktion
installiert sein) Ÿ Funktion „ProgramTest“
Ÿ Mehrquadranten-Kreisinterpolation (G02 und G03)
Ÿ Nullpunktverschiebung Ÿ Funktion „Dry Run“
Ÿ Spiralinterpolation (G02 und G03 gleichzeitig mit X,
Ÿ Spiegelbild Ÿ Zurücksetzen der Achsen
Y, Z)
Ÿ Programmierung im Radius oder Durchmesser Ÿ Sprung „High Speed Skip“
Ÿ Y-Achse Steuerung der Drehachse (Y-Achse muss
Ÿ Programmierbare Dateneingabe (G10) Ÿ Geschwindigkeitsregler für Spindel
installiert sein)
Ÿ Spiralinterpolation (G02 und G03 gleichzeitig mit X, Ÿ Zurückfahren und Reset des Werkzeugs
7 - Spindelfunktionen:
Y, Z) (Standard für Y-Versionen)* . Datenschutz mit Ÿ Familie A, B und C („G“-Codes)
Ÿ Steuerung der C-Achse
4 Zugriffsebenen Ÿ Suche „N-Satz“ des Programms
Ÿ Konstante Schnittgeschwindigkeit (G96)
Ÿ PCMCIA-Schnittstelle (SRAM-Karte) Ÿ Erweiterte Bearbeitung des Werkstückprogramms
Ÿ Spindeldrehzahl in U/MIN. (G97)
Ÿ Serielle Schnittstelle RS-232 (2 Kanäle)* Ÿ Programmbearbeitung im „Hintergrund“
Ÿ Überwachung der aktuellen Drehzahl der Spindel
Ÿ Integrierte Ethernet-Schnittstelle, 10Mb Ÿ Anzahl der Programme im Speicher (400)
Ÿ Halten in der festen Position des aktiven Werk-
Ÿ USB-Schnittstelle Ÿ Anzahl der Programme im Speicher (1000)*
zeugs**
Ÿ Automatisches Backup der Daten Ÿ Schnittstelle für Ethernet Data Server*
Ÿ Zusatzfunktionen (T, S, M, F) 8 - Werkzeugfunktionen: Ÿ Dem Benutzer zugeordneter Speicherplatz = 2 MB
Ÿ Werkstückzähler Ÿ Radiuskorrektur der Werkzeugspitze (G40, (5120 m Band)
Ÿ Uhr G41 und G42) Ÿ Elektronisches Handrad (MPG)
Ÿ Taschenrechner Ÿ Eingabe Werkzeugkorrektur [INPUT C] Ÿ Vorschub im JOG-Betrieb
Ÿ Dauer des Bearbeitungszyklus (unerlässl. im DNC- Ÿ Direkte Messung der Werkzeugeinstellung Ÿ Geschwindigkeitsregler für Vorschubachse
Modus) Ÿ Manager Werkzeugstandzeit
Ÿ Fehlerausgleich Interpolierte Spindelsteigung Ÿ Bildschirm Messung der Werkzeuglänge – 13 - Instandhaltungsfunktionen:
Ÿ Glockenkurvenförmige Beschleuni- Manueller Betrieb i-HMI Ÿ Endschalter
gung/Verzögerung („Bell-Shaped“) im Eilgang
Ÿ Sicherheitsbereich für Spannfutter und Gegenspitze
Ÿ Lineare Beschleunigung/Verzögerung nach Vor- 9 - Makro:
schubinterpolation Ÿ Makro B (Benutzer-Makro)
Ÿ Notfall-Funktionen
Ÿ Überlagerung von Sätzen im Eilgang Ÿ Hinzufügen von Variablen zu Makro B
Ÿ Alarmmeldungen
Ÿ Power Mate Manager Ÿ Makro-Executor
Ÿ Historie der Alarmmeldungen
Ÿ Achsen sperren Ÿ Speicher für Anwendungen in „Makro-
Ÿ Betriebshistorie
Ÿ Software-Endschalter Executor“ und Fanuc Picture (Mb) = 6 MB Ÿ Regelmäßige Wartungen
Ÿ Verriegelung
Ÿ Analyse des Verhaltens des Servomechanismus
Ÿ Kompensation des Spindelspiels 10 - Funktionen zur Vereinfachung des Programms: Ÿ Support für den Benutzer
Ÿ Grenzwert Drehzahl Satzsprung
Ÿ Diagnostikbildschirm
Ÿ Schlichtzyklus (G70)
Ÿ Sprachen (Portugiesisch, Englisch, Deutsch, Franzö-
Ÿ Bildschirm mit Wartungsinformationen
Ÿ Entfernung von Material während Dreharbeiten (G71)
sisch, Italienisch, Spanisch) Ÿ Integriertes Sicherheitssystem durch Dual Check Sa-
Ÿ Entfernung von Material während Fräsarbeiten (G72)
Ÿ Auswahlfunktion für Energiesparstufen fety
Ÿ Konturbearbeitung (G73)
Ÿ 15" Antireflexion-Schutzmembran* Ÿ Überwachung des Energieverbrauchs
Ÿ Tieflochbohren entlang der Z-Achse (G74)
*optional **für Versionen mit aktivem Werkzeug
22Ÿ Gewindereparatur Ÿ Programmierung der Abmessungen direkt aus der
CNC-Steuerung FANUC 32i-B i-HMI Ÿ Gewinde mit Ausgleichsfutter Zeichnung
ROMI GL 250 / GL 300 Ÿ Gewinde mit variabler Steigung Ÿ Bohren/Tieflochbohren (G83, G85)
Version S Ÿ Werkzeugrückzug beim Gewindeschneiden Ÿ Gewindebohren ohne Ausgleichsfutter (M29 +
Ÿ Referenzpunktanfahren für bis zu 4 Referenzpunk- G84, G88)
te programmierbar (G28, G30 und G53) Ÿ Reset Unterbrechung an Gewinde ohne
Ÿ Vermeidung von Programmierfehlern Ausgleichsfutter
3 - Vorschubfunktionen: Ÿ Zylinder-Interpolation (G07.1)**
Ÿ Vorschub in mm/min. oder Zoll/min. (G94)
Ÿ Interpolation Polarkoordinaten (G12.1, G13.1)
Ÿ Vorschub in mm/U oder Zoll/U (G95)
Ÿ Öffnung Mehrfach-Einlassgewinde (G76)
Ÿ Verweilzeit G04
Ÿ Mehrfach wiederholter Drehzyklus (Typ II)
Ÿ Linearer Wegemesssystem Achsen X / Z / Y*
Ÿ Aufzeichnungszyklus Zeichen**
Ÿ Drehen von Polygonen (G50.2, G51.2)**
4 - Grafische Funktionen: Ÿ Zyklus Gewindeöffnung (G78)
Ÿ Grafische Bearbeitungssimulation – 2D Ÿ Fräszyklus (G79)
Ÿ Grafische Bearbeitungssimulation – 3D Ÿ Außen- / Innendrehzyklus (G77)
Ÿ Entfernung von Materialresten
11 - Programmierungsformat:
5 - Koordinatensysteme: Ÿ ISO-Programmierungsformat der
Ÿ Lokales Werkstück-Koordinatensystem (G52)
Steuerung Fanuc-10 / 11
Ÿ Koordinatensystem der Maschine (G53)
Ÿ Klartext-Dialog-Programmierung i-HMI
Ÿ Arbeits-Koordinatensystem (G54~G59)
Ÿ Parametereinstellung
Ÿ Werkstück-Koordinatenvoreinstellung (G92, G92.1)
Ÿ Geometrie und Verschleißkorrektur des Werk-
1 - Funktionen und Leistung der CNC-Steuerung: 12 - Ausführungsbetrieb:
zeugs = 64 Ÿ Programmnummer/-suche
Ÿ 19-Zoll-Monitor mit LCD-Touchscreen
Ÿ QWERTY-Tastatur Ÿ Kommentare zum Programm
6 - Koordinatenwert und Abmessungen:
Ÿ Bedienfeld Ÿ Aufruf Unterprogramm
Ÿ Verschiebung des Koordinatensystems
Ÿ Stylus-Stift (Touch pen) Ÿ Betrieb in MDI („Memory Data Input“)
Ÿ Absolutmaßeingabe (G90) oder inkrementale
Ÿ Look-Ahead-Sätze = 20 Ÿ Automatikbetrieb
Maßeingabe (G91) Ÿ Einzelsatz-Betrieb
Ÿ Mindestwert für Positionierung 0,001 mm oder Zoll
Ÿ Umrechnung der Maßeinheit in Zoll (G20) oder
und 0,0001° Ÿ Programmstopp (M00)
Ÿ Gleichzeitige Steuerung von bis zu 4 Achsen
Meter (G21) Ÿ Optionaler Programmstopp (M01)
Ÿ Rotation des Koordinatensystems (Y-Achse muss
Ÿ Überprüfung der Endposition des Werkzeugs vor Be- Ÿ Satz auslassen (“/“) und Erweiterung des Satz
ginn der Bewegung installiert sein) auslassen (“/”)
Ÿ Linearinterpolation (G01) Ÿ Nullpunktverschiebung
Ÿ Neustart während der Programmausführung
Ÿ Mehrquadranten-Kreisinterpolation (G02 und G03) Ÿ Spiegelbild
Ÿ DNC-Funktion
Ÿ Spiralinterpolation (G02 und G03 gleichzeitig mit X, Ÿ Programmierung im Radius oder Durchmesser
Ÿ Funktion „ProgramTest“
Y, Z) Ÿ Programmierbare Dateneingabe (G10)
Ÿ Funktion „Dry Run“
Ÿ Achse Y (Steuerung der Winkelachse) Ÿ Zurücksetzen der Achsen
Ÿ Datenschutz mit 4 Zugriffsebenen 7 - Spindelfunktionen:
Ÿ Sprung „High Speed Skip“
Ÿ PCMCIA-Schnittstelle (SRAM-Karte) Ÿ Steuerung der C-Achse
Ÿ Geschwindigkeitsregler für Spindel
Ÿ Serielle Schnittstelle RS-232 (2 Kanäle)* Ÿ Konstante Schnittgeschwindigkeit (G96)
Ÿ Zurückfahren und Reset des Werkzeugs
Ÿ Integrierte Ethernet-Schnittstelle, 10Mb Ÿ Spindeldrehzahl in U/MIN. (G97)
Ÿ Familie A, B und C („G“-Codes)
Ÿ USB-Schnittstelle Ÿ Überwachung der aktuellen Drehzahl der Spindel
Ÿ Suche „N-Satz“ des Programms
Ÿ Automatisches Backup der Daten Ÿ Halten in der festen Position des aktiven Werkzeugs
Ÿ Erweiterte Bearbeitung des Werkstückprogramms
Ÿ Zusatzfunktionen (T, S, M, F) Ÿ Spindelsynchronisierung
Ÿ Programmbearbeitung im „Hintergrund“
Ÿ Werkstückzähler Ÿ Anzahl der Programme im Speicher (1000)
Ÿ Uhr 8 - Werkzeugfunktionen:
Ÿ Dem Benutzer zugeordneter Speicherplatz = 4 MB
Ÿ Taschenrechner Ÿ Radiuskorrektur der Werkzeugspitze (G40, G41 und
(10240m Band)
Ÿ Dauer des Bearbeitungszyklus (unerlässl. im DNC- G42)
Ÿ Schnittstelle für Ethernet Data Server
Modus) Ÿ Eingabe Werkzeugkorrektur [INPUT C]
Ÿ Elektronisches Handrad (MPG)
Ÿ Fehlerausgleich interpolierte Spindelsteigung Ÿ Direkte Messung der Werkzeugeinstellung
Ÿ Vorschub im JOG-Betrieb
Ÿ Glockenkurvenförmige Beschleunigung/Verzögerung Ÿ Manager Werkzeugstandzeit
Ÿ Geschwindigkeitsregler für Vorschubachse
(„Bell-Shaped“) im Eilgang Ÿ Bildschirm Messung der Werkzeuglänge –
Ÿ Lineare Beschleunigung/Verzögerung nach Vorschub- Manueller Betrieb i-HMI
interpolation 13 - Instandhaltungsfunktionen:
Ÿ Überlagerung von Sätzen im Eilgang 9 - Makro Ÿ Endschalter
Ÿ Power Mate Manager* Ÿ Makro B (Benutzer-Makro) Ÿ Sicherheitsbereich für Spannfutter und Gegenspitze
Ÿ Achsen sperren Ÿ Hinzufügen von Variablen zu Makro B Ÿ Notfall-Funktionen
Ÿ Software-Endschalter Ÿ Makro-Executor Ÿ Alarmmeldungen
Ÿ Verriegelung Ÿ Speicher für Anwendungen in „Makro-Executor“ Ÿ Historie der Alarmmeldungen
Ÿ Kompensation des Spindelspiels und Fanuc Picture (Mb) = 6 MB Ÿ Betriebshistorie
Ÿ Grenzwert Drehzahl Satzsprung Ÿ Regelmäßige Wartungen
Ÿ Sprachen (Portugiesisch, Englisch, Deutsch, Franzö- 10 - Funktionen zur Vereinfachung des Programms: Ÿ Analyse des Verhaltens des Servomechanismus
sisch, Italienisch, Spanisch) Ÿ Schlichtzyklus (G70) Ÿ Support für den Benutzer
Ÿ Auswahlfunktion für Energiesparstufen Ÿ Entfernung von Material während Dreharbeiten (G71) Ÿ Diagnostikbildschirm
Ÿ 19" Antireflexion-Schutzmembran* Ÿ Entfernung von Material während Fräsarbeiten (G72) Ÿ Bildschirm mit Wartungsinformationen
Ÿ Konturbearbeitung (G73) Ÿ Integriertes Sicherheitssystem durch Dual Check
2 - Programmierfunktionen: Ÿ Tieflochbohren entlang der Z-Achse (G74) Safety
Ÿ Fortlaufendes mehrgängiges Gewinde Ÿ Überwachung des Energieverbrauchs
*optional **für Versionen mit aktivem Werkzeug
23WELTWEITE PRÄSENZ
ROMI - ITALIEN
ROMI - DEUTSCHLAND
ROMI - GROßBRITANNIEN
ROMI - FRANKREICH
ROMI - SPANIEN
ROMI - USA
ROMI - MEXIKO
ROMI - BRASILIEN
BAUREIHE ROMI GL Neue Generation / AL / AC-01 / 022020 - Bilder zur Anschauung - Änderungen an der Spezifikation ohne Vorankündigung vorbehalten - Bitte recyceln Sie.
Brasilien USA Deutschland England Frankreich
Spanien Italien Mexiko Deutschland - BW
Burkhardt+Weber-Strasse 57 Condominio Parque Arista, Calle
72760 Reutlingen, Germany Gral. Mariano Arista 54, bodega 19
Phone +49 7121 315-604 Col. Argentina Poniente, Miguel Hidalgo
C.O. 11230, CDMX, México
Phone +521 55 9154 5851
ISO 9001:2015
Certificate No. 31120
Einhaltung der CE Sicherheitsvorschriften nur für die ISO 14001:2015
Europäische Gemeinschaft bzw. auf Anforderung Certificate No. 70671Sie können auch lesen