CNC PILOT 640 Die Steuerung für Dreh- und Dreh-Fräs-Maschinen - Heidenhain
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

CNC PILOT 640 Die Steuerung für Dreh- und Dreh-Fräs-Maschinen 09/2021

Inhalt
Die CNC PILOT 640
Wo ist sie einsetzbar? Vielseitig und leistungsstark 4
CNC PILOT 640, die Steuerung für Dreh- und Dreh-Fräs-Maschinen
Wie sieht sie aus? Übersichtlich und anwenderfreundlich 6
Moderne Multitouch-Bedienung und übersichtliche Anzeige
Was kann sie? Schnell, konturtreu und zuverlässig bearbeiten 8
Durchgängig digitales Steuerungskonzept
Intelligent bearbeiten
CNC PILOT 640 Effektiv, klar strukturiert und flexibel 10
mit 15,6"-Touchscreen Einfach programmieren mit smart.Turn (Option)
Leistungsfähige NC-Programme mit DIN PLUS
NC-Programm auf Knopfdruck mit TURN PLUS (Option)
Konturen beschreiben und importieren 16
Interaktive Kontur-Programmierung ICP
Realistische Kontrolle vor der Bearbeitung 18
Die grafische Simulation
Erweiterbar für alle Fälle 20
Drehen, Bohren und Fräsen in einer Aufspannung (Option)
Komplettbearbeitung inklusive C- und Y-Achse (Option)
Bearbeitung mit der B-Achse und Simultanbearbeitung
CNC PILOT 640
Leistungsfähiger Einlern-Betrieb (Option) 26
Zyklen, die vorprogrammierten Arbeitsschritte
mit 24”-Touchscreen
Werkzeugdaten und Schnittwerte schnell verfügbar 30
Die Werkzeug- und Technologie-Datenbank der CNC PILOT 640
Offen für externe Informationen 32
Durchgängig digitales Auftragsmanagement mit Connected Machining
Der Programmierplatz DataPilot CP 640
Windows 7, Windows 8, Windows 10 sind Marken der Alle Informationen schnell verfügbar
Microsoft Corporation
Optionen sind in der Steuerung integrierte Funktionen, mit
Welches Zubehör gibt es? Werkstücke vermessen 36
denen sich der Funktionsumfang der CNC PILOT 640 auch Einrichten, Bezugspunkt-Setzen und Messen mit schaltenden Tastsystemen
nachträglich an den tatsächlichen Bedarf anpassen lässt. Einige
Optionen müssen vom Maschinenhersteller angepasst werden. Werkzeuge vermessen 37
Länge, Radius und Verschleiß direkt in der Maschine erfassen
Die hier beschriebenen Technischen Daten und Spezifikationen
gelten für folgende Steuerung und NC-Software-Versionen: ... auf einen Blick Übersicht 38
CNC PILOT 640 mit NC-Software-Versionen Benutzerfunktionen
688946-08 (Export genehmigungspflichtig) Optionen
688947-08 (Export nicht genehmigungspflichtig) Zubehör
Technische Daten
Mit Erscheinen dieses Prospekts verlieren alle vorherigen
Ausgaben ihre Gültigkeit. Änderungen vorbehalten.
2
Vielseitig und leistungsstark
CNC PILOT 640, die Steuerung für Dreh- und Dreh-Fräs-Maschinen
Durch den flexiblen Aufbau und aufgrund Unabhängig davon, ob Sie einfache Dreh-
der vielseitigen Programmiermöglichkeiten teile oder komplexe Werkstücke fertigen,
bietet Ihnen die CNC PILOT 640 immer die mit der CNC PILOT 640 profitieren Sie von
richtige Unterstützung. Egal ob Sie Einzel- der grafischen Kontureingabe und der kom-
teile oder Serien fertigen, ob Sie einfache fortablen Programmierung mit smart.Turn.
oder komplexe Werkstücke herstellen. Die
CNC PILOT 640 zeichnet sich durch eine Und wenn Sie die Variablenprogrammie-
einfache Bedienung und Programmierung rung nutzen, spezielle Aggregate Ihrer Ma-
aus. Sie benötigt deshalb nur geringe Ein schine steuern, extern erzeugte Program-
arbeitungs- oder Schulungszeit. me verwenden, etc. – kein Problem, dann
schalten Sie um auf DIN PLUS. Denn mit
Die CNC PILOT 640 ist für CNC-Drehma- DIN PLUS finden Sie die Lösung für Ihre
schinen konzipiert und eignet sich sowohl speziellen Aufgaben.
für Horizontal- als auch für Vertikal- und Von der einfachen
Karusselldrehmaschinen. Kompatibilität Bearbeitung auf einer
Verwenden Sie bestehende NC-Program- Kompaktmaschine ...
Die CNC PILOT 640 unterstützt Drehma- me älterer HEIDENHAIN-Drehsteuerungen
schinen mit Haupt- und Gegenspindel, auch an der CNC PILOT 640 wieder. Mit
C-Achse oder positionierbarer Spindel und einem komfortablen Importfilter können
angetriebenen Werkzeugen sowie Maschi- Sie ältere Programme z.B. von der
nen mit Y-Achse und B-Achse. CNC PILOT 4290 einfach auf die neue
Steuerung übernehmen und weiter ver-
Bei der mehrkanaligen Bearbeitung können wenden.
unterschiedliche Bearbeitungsschritte mit
mehreren Schlitten gleichzeitig ausgeführt
werden.
... über komplexe
Aufgaben
... zur Fertigung von
Großserien
4 5
Übersichtlich und anwenderfreundlich
Moderne Multitouch-Bedienung und übersichtliche Anzeige
Der Bildschirm Ergonomisches und robustes Design Gesten für die Multitouch-Bedienung
Die CNC PILOT 640 ist mit einem praxis- Das optimierte Edelstahl-Bedienfeld der Der Bildschirm der CNC PILOT 640 kann
tauglichen Touchscreen ausgestattet, der CNC PILOT 640 ist mit einer speziellen mit Gesten, die Sie von ihrem Smartphone
für raue Werkstattbedingungen konzipiert Schutzschicht versehen und daher beson- oder Tablet gewohnt sind, bedient werden.
wurde. Er ist spritzwassergeschützt, kratz- Anzeige der Betriebsarten und des ders unempfindlich gegen Verschmutzung So können Sie beispielsweise die Grafik
fest und zertifiziert nach Schutzklasse IP54. Maschinenstatus (konfigurierbar). und Abrieb. Die Beschriftung der ergono- mit zwei Fingern vergrößern oder verklei-
Der Bildschirm kann mit Gesten, die Sie Für jedes der bis zu 25 Segmente misch geformten Tasten trotzt auch extre- nern. Durch Wischen navigieren Sie in der
von mobilen Endgeräten gewohnt sind, wählen Sie die passende Anzeige. mer Werkstattbelastung. Mit den griffigen Softkeyleiste, in Programmen oder Menüs
bedient werden. Für den Hand- und Automatikbetrieb Drehknöpfen passen Sie Vorschub, Eilgang besonders schnell.
sind verschiedene Anzeigen gespeichert. und Spindeldrehzahl gefühlvoll an.
Die CNC PILOT 640 ist mit unterschiedli-
Symbol Geste
chen Bildschirmformaten verfügbar. Der Übersichtliche Touchscreen-Bedienung
19” große Bildschirm bietet sich vor allem Die Bedienung der CNC PILOT 640 hat sich
PLC-Softkeys für Maschinenfunktionen Tippen
für große oder mehrkanalige Maschinen über viele Jahre hinweg bewährt. Anwen-
an, bei denen ein größeres Sichtfeld benö- der in der ganzen Welt bedienen ihre
tigt wird. Der kleinere Bildschirm im CNC PILOT 640 mit Dialog-, Navigations- Doppelt tippen
15,6” Widescreen-Format eignet sich be- und Softkey-Wahltasten. In einer Ausfüh-
sonders für kompakte Maschinen. Das rung mit Touchscreen unterstützt Sie die Halten
Widescreen-Format garantiert eine sehr CNC PILOT 640 nun mit einem besonders
übersichtliche Darstellung der Programme innovativen und benutzerfreundlichen Be- Wischen
– speziell in der Betriebsart Programmie- dienkonzept. Sie verbindet so die bewähr-
ren. ten Vorteile der HEIDENHAIN-Steuerungen
mit einer neuen Art der Bedienung durch
Die CNC PILOT 640 zeigt Ihnen übersicht- Selbsterklärende Softkeys für die jeweilige Tippen, Wischen und Ziehen. Ziehen
lich alle Informationen an, die Sie zur Pro- Betriebsart
grammierung, Bedienung und Kontrolle Praxistauglicher Touchscreen
von Steuerung und Maschine benötigen. Alpha-Tastatur für Kommentare Der Touchscreen ist bestens für das Ar-
beitsumfeld der Werkstatt geeignet. Auch Ziehen mit zwei Fingern
Bei der Programmeingabe erläutern Hilfe- USB-Schnittstelle bei Verschmutzung durch Kühlschmiermit-
bilder die erforderlichen Parameter. In der tel, Öl etc. bleibt er bedienbar. Falls Sie Ih-
Simulation werden alle Bewegungen des Tasten für Betriebsarten und Funktionen ren Bildschirm reinigen möchten, können
Werkzeugs detailgetreu und realistisch dar- Sie einfach den Modus „Touchscreen Clea- Aufziehen
gestellt. Während des Programmlaufs zeigt ning“ anwählen, um den Bildschirm zu
Ihnen die CNC PILOT 640 alle Informatio- sperren. Der Touchscreen kann auch mit
nen zur Werkzeugposition, Drehzahl und Ziffernblock für Zahleneingabe und schnelle unterschiedlichen Arten von Arbeitshand-
Auslastung der Antriebe sowie den aktuel- direkte Menübedienung schuhen bedient werden. Zuziehen
len Maschinenzustand.
Das Bedienfeld
Die CNC PILOT 640 kommt mit wenigen
Tasten aus. Leicht verständliche Symbole
kennzeichnen die Funktionen klar und deut- Tasten zur Navigation
lich.
Die Tasten des 9er-Zahlenblocks dienen zu-
gleich der Dateneingabe und der Auswahl
von Funktionen. Das Menü-Fenster zeigt
die möglichen Funktionen grafisch an. Über Maschinenbedienfeld mit Override-
Softkeys modifizieren Sie die angewählten Potentiometer
Funktionen, übernehmen Positions- und
Technologiewerte und steuern die Daten-
eingabe.
6 7
Schnell, konturtreu und zuverlässig bearbeiten
Durchgängig digitales Steuerungskonzept Intelligent bearbeiten
Durch das digitale Konzept hat die Hohe Konturtreue HEIDENHAIN-Echtzeit-Protokoll für Fast- Load Monitoring – Werkzeugverschleiß
CNC PILOT 640 das komplette Antriebs- Die CNC PILOT 640 rechnet die Kontur Ethernet und die Messgeräte über und -bruch während der Bearbeitung
system der Maschine im Griff. Nicht nur, dynamisch voraus. Somit kann sie rechtzei- EnDat 2.2, das bidirektionale Interface von erkennen*
dass die bewährte digitale Antriebstechnik tig die Achsgeschwindigkeit an die Kontur- HEIDENHAIN. Load Monitoring überwacht die Spindel-
von HEIDENHAIN eine hohe Konturtreue übergänge anpassen. Sie regelt die Achsen und Antriebsauslastung der Maschine und
und ein zügiges Bearbeiten bei hoher mit speziellen Algorithmen, die eine ge- Damit ist eine hohe Verfügbarkeit des Ge- vergleicht diese mit den Auslastungswer-
Genauigkeit ermöglicht, bei der schwindigkeits- und beschleunigungsbe- samtsystems erreichbar, es ist diagnose ten einer Referenzbearbeitung. Die
CNC PILOT 640 sind darüber hinaus alle grenzte Bewegungsführung garantieren. fähig und störunempfindlich – und zwar CNC PILOT 640 kann die Auslastungswer-
Steuerungskomponenten mittels digitaler vom Hauptrechner bis zum Messgerät. te übersichtlich in einem separaten Fenster
Schnittstelle verbunden. Hohe Verfügbarkeit grafisch darstellen.
Im durchgängig digitalen Steuerungskon- Das durchgängig digitale Konzept von
Digitale Antriebstechnik zept der CNC PILOT 640 sind sämtliche HEIDENHAIN garantiert höchste Genauig- Sie können zwei Grenzwerte festlegen, die
Lageregler, Drehzahlregler und ge Komponenten über rein digitale Schnittstel- keit und Oberflächengüte bei zugleich ho- unterschiedliche Fehlerreaktionen verursa-
gebenenfalls Stromregler sind in der len miteinander verbunden – die Steue- hen Verfahrgeschwindigkeiten. chen. Nach Überschreiten des ersten
CNC PILOT 640 integriert. Durch die rungskomponenten über HSCI (HEIDEN- Grenzwertes wird das aktuelle Werkzeug
digitale Motorregelung lassen sich HAIN Serial Controller Interface), das als verbraucht gekennzeichnet und die
höchste Vorschübe realisieren. Steuerung kann beim nächsten Werkzeug-
aufruf automatisch ein vorher definiertes
Austausch-Werkzeug einwechseln. Nach
Überschreiten des zweiten Grenzwertes
geht die CNC PILOT 640 von einer unzuläs-
sigen Belastung aus (z.B. Werkzeugbruch)
und stoppt die Bearbeitung. So erhalten
Sie höhere Prozesssicherheit bei der Bear-
beitung, speziell in der mannlosen Schicht.
* Maschine und Steuerung müssen vom Maschi-
nenhersteller für diese Funktion angepasst sein.
Drehgeber
Umrichter
Hauptrechner Regler- Batch Mode
MC
Einheit Motor Mit der Funktion Batch Mode können Sie
CC mehrere Hauptprogramme automatisch
bearbeiten lassen. Dazu können Sie in
einer Programmliste die Bearbeitungspro-
Längenmessgerät gramme und die jeweiligen Stückzahlen
definieren. Diese Liste kann die
CNC PILOT 640 dann selbständig
abarbeiten, ohne dass Sie zwischendurch
Programme neu anwählen und starten
müssen. Der Batch Mode eignet sich ins-
besondere für unterschiedliche Bearbeitun-
gen mit gleichem Rohmaterial, das durch
Stangenlader oder Roboter zugeführt wird.
Bedienfeld
Winkelmessgerät Programmlaufgrafik
In der Programmlaufgrafik wird die Bear-
beitung synchron mitgezeichnet und so im-
mer der aktuelle Bearbeitungszustand des
Werkstücks angezeigt. Die direkte Beob-
achtung ist während der Werkstückbearbei-
tung oft nur schlecht möglich. Zudem kön-
nen Sie jederzeit zwischen verschiedenen
Betriebsarten wechseln, um beispielswei-
se Programme zu erstellen. Mit einem Tas-
tendruck können Sie dann während dem
Programmieren immer wieder einen Blick
auf die laufende Bearbeitung werfen. Grafische Darstellung der Belastungswerte mit Load Monitoring
8 9
Effektiv, klar strukturiert und flexibel
Einfach programmieren mit smart.Turn (Option)
Ist der Sicherheitsabstand richtig eingetra- Die Unit Strukturiert und übersichtlich Fertigungsdaten auf einen Blick
gen, ist die Drehzahlbegrenzung berück- Alle Parameter einer smart.Turn-Unit sind Übersichtlich und klar strukturiert – das Der Programmkopf enthält alle wichtigen
sichtigt, wie werden die Aufmaße defi- in Formularen zusammengefasst – einfach sind die Merkmale eines smart.Turn-Pro- Informationen über das Werkstück, wie
niert? All diese Punkte muss sowohl der und übersichtlich. Das Übersichtsformular gramms. Dazu verwendet smart.Turn Ab- Zeichnungsnummer, Datum, Programmie-
Anfänger, als auch der erfahrene NC- verschafft Ihnen einen Überblick der ge- schnittskennungen, die den Programmkopf rer, Werkstoff, Aufspannung etc.
Programmierer bei der herkömmlichen wählten Unit, Unterformulare geben Aus- mit Einrichteinformationen, die Revolverbe-
DIN-Programmierung bedenken. kunft zu den Details des Arbeitsblocks. legung, Werkstückbeschreibung und die ei- Zusammen mit der Werkzeugbelegung im
Übersichtliche Hilfebilder verdeutlichen alle gentliche Bearbeitung klar voneinander Revolver sind alle für das Einrichten und die
Das smart.Turn-Prinzip erforderlichen Eingaben. Bei Eingabealter- trennen. Bearbeitung des Werkstücks wichtigen In-
Im smart.Turn-Programm dreht sich alles nativen listet smart.Turn die vorhandenen formationen in dem NC-Programm zusam-
um den Arbeitsblock, die Unit. Eine Unit Möglichkeiten auf, aus denen Sie dann aus- Menügeführt geben Sie nacheinander ein: mengefasst.
beschreibt einen Arbeitsschritt – und zwar wählen. • Programmkopf
vollständig und übersichtlich. Die Unit bein- • Werkzeugbelegung im Revolver Programmierung in mehreren Fenstern
haltet den Werkzeugaufruf, die Technologie- Übrigens, für das Programmieren mit • Rohteilbeschreibung Im DIN PLUS Editor können Sie gleichzeitig
daten, den Zyklusaufruf, An- und Abfahr- smart.Turn brauchen sie den Fertigungspro- • Fertigteilbeschreibung bis zu sechs NC-Programme laden. Das
strategie, sowie globale Daten, wie zess nicht stoppen. Ein smart.Turn-Pro- • einzelne Bearbeitungsschritte NC‑Programm, das angezeigt werden soll,
Sicherheitsabstand, etc. All diese Parame- gramm erstellen und testen Sie parallel wählen Sie mit den smart-Tasten aus. So
ter sind übersichtlich in einem Dialog zu- zum Programmablauf. Dieses smart.Turn-Konzept garantiert nicht können Sie einfach von einem zum ande-
sammengefasst. nur eine gute Lesbarkeit des Programms, ren NC-Programm Befehlsblöcke überneh-
es bietet auch die Möglichkeit, alle für die men oder sich bei komplexen NC-Program-
Mit dem smart.Turn-Prinzip haben Sie die Fertigung des Werkstücks erforderlichen In- men mit Unterprogrammen einen
Sicherheit, dass der Arbeitsblock korrekt formationen im NC-Programm abzulegen. schnellen Überblick verschaffen.
und vollständig definiert ist. Im NC-Pro-
gramm listet smart.Turn die DIN PLUS-
Anweisungen dieser Unit auf. Damit haben
Sie jederzeit den Überblick über alle Details
des Arbeitsblocks.
Übersichtliche Dialoge;
Hilfebilder erläutern die Parameter.
smart.Turn-Unit im NC-Programm
Eingabeformular in smart.Turn smart.Turn-Programm mit Abschnittskennungen Eingabeformular für Programmkopf
10 11
Effektiv, klar strukturiert und flexibel
Einfach programmieren mit smart.Turn (Option) Leistungsfähige NC-Programme mit DIN PLUS
Programmieren einfach gemacht Konturen programmieren Konturnachführung Programmieren in DIN PLUS Da die Units auf DIN PLUS basieren, kön- Leistungsfähige Zyklen in DIN PLUS
Globale Parameter wie Aufmaße, Sicher- Einfach und flexibel arbeiten Sie mit smart. Ein weiteres Highlight der CNC PILOT 640 smart.Turn bietet Ihnen Units für alle Zer- nen Sie jederzeit eine Unit „auflösen“ und Bei den Bearbeitungszyklen des DIN PLUS
heitsabstände, Kühlmittel, etc. definieren Turn. Bei einfachen Konturen definieren Sie ist die Konturnachführung. Wenn Sie am spanungsaufgaben und Units für Sonder- den so erzeugten DIN PLUS-Programmab- definieren Sie im Zyklus den zu bearbeiten-
Sie einmal in der Start-Unit. smart.Turn die zu bearbeitende Kontur mit wenigen Anfang Ihres smart.Turn oder DIN PLUS- funktionen. Wenn Sie aber die Variablenpro- schnitt als Basis für Ihre Anpassungen und den Konturabschnitt. Dazu markieren Sie
übernimmt diese Werte für die weiteren Eingaben im Zyklus. Komplexe Konturen Programms das Rohteil definieren, berech- grammierung nutzen, spezielle Aggregate Optimierungen verwenden. den zu bearbeitenden Bereich in der Kont-
Units. beschreiben Sie mit der grafisch interakti- net die Steuerung bei jedem Schnitt das ansteuern oder komplexe Funktionen bear- rollgrafik. Anschließend können Sie jeden
ven Programmierung ICP – oder wenn die neu entstandene Rohteil. Die Bearbei- beiten wollen, die in smart.Turn nicht vor- Natürlich können Sie mit der Arbeitsschritt sofort in der Simulation tes-
Im NC-Programm listet smart.Turn die Werkstückbeschreibung bereits im DXF- tungszyklen richten sich immer nach dem gesehen sind, dann nutzen Sie DIN PLUS. CNC PILOT 640 auch ein DIN-Programm ten.
DIN PLUS-Anweisungen dieser Unit auf. Format vorliegt, importieren Sie diese. Im aktuellen Rohteil. Durch die Konturnachfüh- Hier stehen Ihnen neben leistungsfähigen erstellen, bzw. extern erstellte Programme
Damit haben Sie nicht nur den Überblick NC-Programm werden Konturen immer rung werden „Luftschnitte“ vermieden und Bearbeitungszyklen auch Programmver- einlesen und verwenden. Die jeweiligen Befehle wählen Sie aus
über alle Details des Arbeitsblocks, Sie er- „lesbar“ und „ editierbar“ abgelegt. Das Anfahrtswege optimiert – auch durch ein zweigungen, sowie die Variablenprogram- einem Menü aus oder Sie geben den
halten auch ein übersichtliches und klar hat den Vorteil, dass Sie wahlweise im vorher zerspantes Volumen hindurch. mierung zur Verfügung. Innerhalb eines G-Code direkt ein. Es erscheint eine Dialog-
strukturiertes NC-Programm. smart.Turn- oder ICP-Editor Änderungen Programms können Sie beliebig zwischen box auf dem Bildschirm, in der Sie die
vornehmen können. Technologiedaten als Vorschlagswerte der smart.Turn- und der DIN PLUS-Pro- zugehörigen Parameter eintragen. Alle Ein-
smart.Turn unterstützt Units zum Schrup- Die CNC PILOT 640 speichert Ihre Schnitt- grammierung wechseln. gaben werden grafisch und im Klartext am
pen, Schlichten, Stechen, Stechdrehen, Ge- daten nach den Kriterien Werkstoff – Bildschirm erklärt.
windeschneiden, Bohren, Gewindebohren, Schneidstoff – Bearbeitungsart. Da Sie den
Fräsen, sowie spezielle Units für den Pro- Schneidstoff bei der Beschreibung des Aufgrund der leistungsfähigen Bearbei-
grammanfang, das Programmende, C-Ach- Werkzeugs deklarieren, brauchen Sie nur tungszyklen und der Zuordnung der Zyklen
se ein- und ausschwenken, Unterprogram- noch den Werkstoff Ihres Werkstücks ein- zu den Bearbeitungsabschnitten erhöhen
me und Wiederholungen. tragen. Damit stehen smart.Turn alle Daten Sie mit DIN PLUS die Effektivität und Flexi-
zur Verfügung, um die Schnittwerte vorzu- bilität gegenüber der herkömmlichen
schlagen. NC‑Programmierung.
smart.Turn-Dialoge mit Hilfsbild smart.Turn-Programm in Baumdarstellung mit Auflösen einer smart.Turn-Unit
12 13
Effektiv, klar strukturiert und flexibel
NC-Programm auf Knopfdruck mit TURN PLUS (Option)
Mit TURN PLUS erstellen Sie NC-Program- NC-Programm auf Knopfdruck Automatik für die komplette Kontur Kein Problem mit fallenden Konturen Bearbeitungsreihenfolge festlegen
me in kürzester Zeit: Nachdem Sie die Roh- Wenn es Ihnen auf möglichst kurze Pro- Auch für komplexe Werkstücke mit Bear- Besondere Anforderungen werden an die Im TURN PLUS-Dialog kann eine Standard-
und Fertigteilkontur beschrieben haben, grammierzeiten ankommt, können Sie beitungen an Stirnseite, Rückseite und Steuerung gestellt, wenn es darum geht, Bearbeitungsfolge definiert werden. Es
wählen Sie nur noch Werkstoff und Spann- sämtliche Arbeitsschritte mit nur einem Tas- Mantelflächen erstellt die Steuerung das NC-Programm für fallende Konturen können verschiedene Bearbeitungsfolgen
mittel. Alles weitere erledigt TURN PLUS tendruck erzeugen. Denn mit der eingege- CNC PILOT 640 automatisch das NC-Pro- automatisch zu erstellen. Häufig ist der z.B. für Futterteile, Wellenbearbeitung usw.
automatisch: Erstellen des Arbeitsplanes, benen Kontur und den Informationen aus gramm. So sparen Sie nach der Geometrie- Winkel, in dem die Kontur abfällt, steiler als abgelegt werden.
Auswahl der Arbeitsstrategie, Wählen von der Technologie-Datenbank erstellt definition ca. 90 % der für die Programmie- der Werkzeug-Schneidenwinkel. In solchen
Werkzeugen und Schnittdaten und Gene- TURN PLUS selbständig den Arbeitsplan rung der Bearbeitungen erforderlichen Zeit. Fällen wählt die Steuerung automatisch ein Von den globalen Hauptbearbeitungsarten,
rieren der NC‑Sätze. und wählt geeignete Arbeitsstrategien, anderes Werkzeug aus und führt die Bear- wie z.B. „Schruppen“, „Schlichten“ oder
Werkzeuge und Schnittdaten aus. Dies Automatik für die zweite Aufspannung beitung in entgegengesetzter Richtung „Bohren“, bis hin zu Details, wie der Vorga-
Als Ergebnis erhalten Sie ein ausführlich dauert nur wenige Sekunden. In der Kont- TURN PLUS kennt die Kontur der Spann- oder als Einstich aus. In jedem Fall entsteht be eines Werkzeuges für eine spezielle Be-
kommentiertes smart.Turn-Programm mit rollgrafik beobachten Sie jeden einzelnen mittel und berücksichtigt diese bei der au- ein lauffähiges NC-Programm. arbeitung, kann die Automatische-Arbeits-
Arbeitsblöcken (Units). Das gibt Ihnen Arbeitsschritt. TURN PLUS hat eine sinnvol- tomatischen Arbeitsplangenerierung. So plan-Generierung (AAG) an die Bedürfnisse
Spielraum für Optimierungen und Sicher- le Reihenfolge der Bearbeitungsmöglichkei- wird der Schnitt automatisch auf einen Si- des Benutzers angepasst werden.
heit beim Einfahren des NC-Programms. ten vorgegeben, beispielsweise „erst Plan- cherheitsabstand zum Spannmittel be-
schruppen, dann Längsschruppen” oder grenzt. Wenn das Programm für die erste
Das alles kann TURN PLUS auch für die „zuerst Außenschlichten, dann Innen- Aufspannung fertig ist, „spannen Sie um”
Bohr- und Fräsbearbeitungen mit der schlichten”. Sie können diese Reihenfolge – grafisch interaktiv. Anschließend erstellt
C‑Achse oder der Y-Achse auf Stirn- und jedoch auch selbst an unterschiedliche Auf- die Steuerung automatisch das Programm
Mantelflächen und bei Maschinen mit Ge- gabenstellungen anpassen. So verfügt die für die zweite Aufspannung, ohne Neuein-
genspindel auch für die Rückseitenbearbei- CNC PILOT 640 auch bei der automati- gabe der Werkstückgeometrie.
tung. schen Arbeitsplangenerierung über das Be-
arbeitungs-Know-how Ihres Unterneh-
mens.
Technologie
Material
Geschwindigkeit
Vorschub
Werkzeuge
Mit TURN PLUS in kürzester Zeit und sicher von der Programmierung zum ersten Span
14 15
Konturen beschreiben und importieren
Interaktive Kontur-Programmierung ICP
Bei komplexen Teilen oder fehlender Werk- Fehlende Koordinaten, Schnittpunkte, ICP-Konturen für smart.Turn und DXF-Import von Konturen (Option)
stückbemaßung hilft die Interaktive Kontur- Mittelpunkte, etc. berechnet die DIN PLUS Warum noch mühsam Konturelemente ein-
Programmierung ICP. Damit beschreiben CNC PILOT 640, soweit sie mathematisch In smart.Turn haben Sie verschiedene geben, wenn die Daten ja bereits im CAD-
Sie die Konturelemente so, wie sie in der definiert sind. Ergeben sich mehrere Lö- Möglichkeiten, die zu bearbeitende Kontur System vorliegen? Mit ICP haben Sie die
Zeichnung bemaßt sind. Oder Sie importie- sungsmöglichkeiten, lassen Sie sich die zu beschreiben. Standardkonturen be- Möglichkeit, Konturen im DXF-Format di-
ren die Kontur einfach – falls die Zeichnung mathematisch möglichen Varianten anzei- schreiben Sie direkt in der Unit. Komplexe rekt in die CNC PILOT 640 zu importieren.
im DXF‑Format zur Verfügung steht. gen und wählen dann die gewünschte Dreh- oder Fräskonturen sowie lineare oder Sie sparen damit nicht nur Programmier-
Lösung aus. Bestehende Konturen können zirkulare Bohr- und Fräsmuster beschreiben und Testaufwand, Sie sind auch sicher,
Kontur-Programmierung mit ICP Sie ergänzen und ändern. Sie mit ICP. Diese mit ICP definierte Kontur dass die gefertigte Kontur exakt der Vorga-
Sie definieren eine ICP-Kontur durch schritt- wird in das smart.Turn-Programm über- be des Konstrukteurs entspricht. DXF-Kon-
weise Eingabe der Konturelemente im Gra- Formelemente überlagern nommen. Innerhalb der Unit verweisen Sie turen können Roh- oder Fertigteile, Kontur-
fik-Editor. Bereits bei der Auswahl des Kon- Der ICP-Editor kennt die Formelemente dann auf den zu bearbeitenden Konturab- züge und Fräskonturen beschreiben. Sie
turelements legen Sie die Richtung der Fase, Rundung und Freistiche (DIN 76, schnitt. ICP-Konturen werden im NC-Pro- müssen als zweidimensionale Elemente in
Linie bzw. den Drehsinn des Kreisbogens DIN 509 E, DIN 509 F, etc.). Sie können gramm „lesbar“ und „editierbar“ abgelegt. einem separaten Layer, d.h. ohne Maßlini-
fest. Dadurch kommt die CNC PILOT 640 diese Formelemente im Laufe der sequen- Das hat den Vorteil, dass Sie die Konturen en, Umlaufkanten, etc. vorliegen.
mit sehr wenigen Angaben zum Konturele- tiellen Konturdefinition eingeben. Häufig ist wahlweise im smart.Turn- oder ICP-Editor
ment aus. es aber einfacher, zuerst die „Grobkontur“ verändern können. Zuerst lesen Sie die DXF-Datei über das
zu definieren und anschließend die Form- Netzwerk oder den USB-Stick in die
Bei der Dateneingabe entscheiden Sie, ob elemente zu überlagern. Dazu wählen Sie Wenn Sie im DIN PLUS-Modus arbeiten, CNC PILOT 640 ein. Da sich das DXF-For-
die Koordinaten absolut oder inkremental, die Konturecke an, auf der das Formele- können Sie ebenfalls die Dreh- und Fräs- mat grundsätzlich vom ICP-Format unter-
der Endpunkt oder die Länge der Linie, der ment platziert werden soll und fügen das konturen sowie lineare und zirkulare Mus- scheidet, wird anschließend beim Import
Mittelpunkt oder der Radius des Kreisbo- Element ein. ter mit ICP beschreiben. In den konturbezo- die Kontur vom DXF- in das ICP-Format um-
gens angegeben werden. Zusätzlich legen genen Zyklen verweisen Sie dann auf den gewandelt. Diese Kontur wird dann als
Sie fest, ob ein tangentialer oder nicht tan- zu bearbeitenden Konturabschnitt. ganz normale ICP-Kontur behandelt und
gentialer Übergang zum nächsten Kontur- steht für smart.Turn oder DIN PLUS-Pro-
element vorliegt. Den ICP-Editor rufen Sie direkt aus grammierung zur Verfügung.
smart.Turn heraus auf.
Konturelement in ICP definieren ICP-Konturbeschreibung im NC-Programm Werkstückzeichnung Konturbeschreibung im ICP-Editor
16 17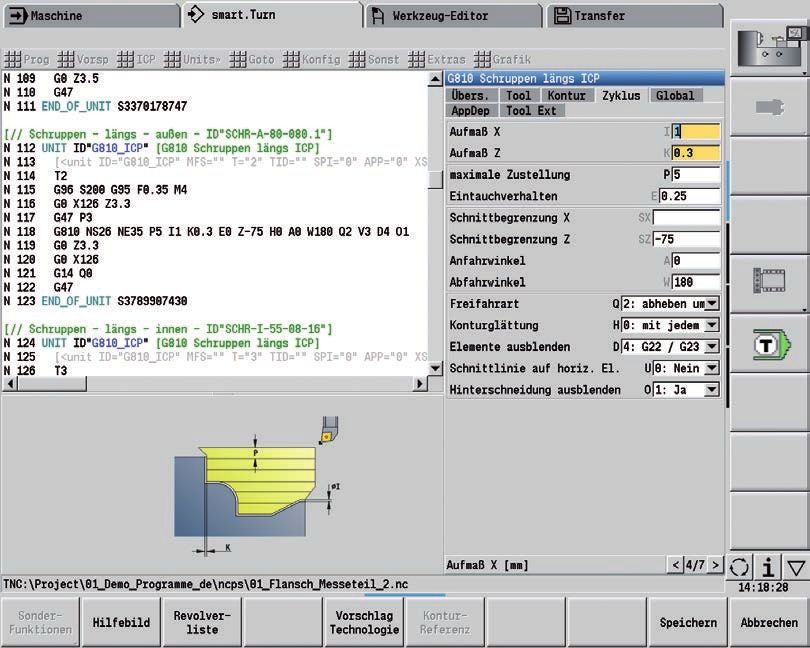
Realistische Kontrolle vor der Bearbeitung
Die grafische Simulation
Gerade bei der NC-Programmierung zählt Linien- oder Spurdarstellung, Ansichten einstellen Die frei um alle Achsen drehbare Ansicht
das rechtzeitige Erkennen von Fehlern. Die Bewegungssimulation Wenn Ihre Drehmaschine mit angetriebe- von Roh- und Fertigteil ermöglicht eine vi-
CNC PILOT 640 unterstützt Sie bei der Pro- Die CNC PILOT 640 unterstützt verschiede- nen Werkzeugen und positionierbarer Spin- suelle Kontrolle aus allen Blickwinkeln. Mit
grammkontrolle durch die grafische Simula- ne Darstellungen der Werkzeugwege und del, einer C-Achse oder einer Y-Achse aus- der intuitiven Gestensteuerung navigieren
tion – exakt und mit den realen Maßen der des Zerspanungsvorgangs. So können Sie, gerüstet ist, simuliert die CNC PILOT 640 und zoomen Sie in jedes programmierte
Kontur und der Werkzeugschneide, denn abhängig vom Werkzeug oder von der Be- auch die Bearbeitungen der Stirn- und Detail hinein – selbstverständlich auch bei
die Simulation arbeitet mit den Geometrie- arbeitung, die günstigste Form der Kontrol- Mantelfläche bzw. der XY- oder YZ-Ebene. C-Achs-Konturen auf der Mantel- oder
werten aus der Werkzeug-Datenbank. le wählen. Sie wählen die für Ihre Bearbeitung güns- Stirnfläche und bei Y-Achs-Konturen in der
tigste Fensterkombination aus. Damit ha- geschwenkten Ebene. So hilft Ihnen die
Grafische Simulation Die Liniendarstellung ist gut geeignet, ben Sie alle Voraussetzungen, um die 3D-Simulation schon vor der Bearbeitung,
Mit der grafischen Simulation prüfen Sie um einen schnellen Überblick über die An- Bohr- und Fräsbearbeitungen exakt zu kont- selbst kleinste Fehler zu erkennen.
bereits vor der Zerspanung: und Abfahrbewegungen und die Schnittauf- rollieren. C-Achs-Bearbeitungen auf der
• die An- und Abfahrbewegungen teilung zu erhalten. Bei der Liniendarstel- Mantelfläche stellt die CNC PILOT 640 auf Berechnen der Bearbeitungszeit
• den Zerspanungsablauf lung wird der Weg der theoretischen der „abgewickelten Mantelfläche“ dar. Angenommen, Ihr Kunde braucht dringend
• die Schnittaufteilung Schneidenspitze gezeichnet. ein Angebot und Sie müssen in kürzester
• die fertige Kontur 3D-Simulation Zeit genau kalkulieren, dann bietet Ihnen
Eine genauere Konturkontrolle bietet die Mit der hochauflösenden, detailgetreuen die CNC PILOT 640 mit der Berechnung
Bei der grafischen Simulation können Sie Schneidspurdarstellung. Sie berücksich- 3D-Simulation können Sie das Fertigungs- der Bearbeitungszeit eine wertvolle Hilfe.
die Werkzeugschneide anzeigen lassen. Sie tigt die Geometrie der Schneide. Sie sehen ergebnis für Dreh-, Bohr- oder Fräsprozesse Während der Simulation des smart.Turn-
sehen den Schneidenradius, die Schnei- auf einem Blick, ob Material stehen bleibt, bereits vor der eigentlichen Bearbeitung oder DIN PLUS-Programms berechnet die
denbreite und die Schneidenlage maß- die Kontur verletzt wird oder die Überlap- genau beurteilen. Das gilt auch für komple- CNC PILOT 640 die Stückzeit für die pro-
stabsgerecht abgebildet. Das hilft, Details pungen zu groß sind. Die Schneidspurdar- Mehrere Konturgruppen parallel darstellen xe Mehrkanal-Bearbeitungen. Hier werden grammierte Bearbeitung.
der Zerspanung bzw. Kollisionsrisiken früh- stellung ist insbesondere bei Stech-, Bohr- alle Werkstücke und Werkzeugbewegun-
zeitig zu erkennen. und Fräsbearbeitungen interessant, da die gen sämtlicher Schlitten angezeigt. Fräs- In der Tabelle sehen Sie außer der Gesamt-
Werkzeugform für das Ergebnis entschei- und Drehbearbeitungen werden mit unter- bearbeitungszeit die Haupt- und Nebenzei-
dend ist. schiedlichen Farben dargestellt. ten jedes Zyklus, bzw. jedes Werkzeug
einsatzes. Das hilft nicht nur bei der
Die Bewegungssimulation (Radiergrafik) Kalkulation, sondern Sie erkennen auf ei-
zeigt den Zerspanungsvorgang orginalge- nen Blick, ob noch Optimierungsmöglich-
treu an. Dabei wird das Rohteil als gefüllte keiten bei der Bearbeitung bestehen.
Fläche gezeichnet. Die CNC PILOT 640
simuliert jede Werkzeugbewegung in der
programmierten Schnittgeschwindigkeit
und trägt das „zerspante“ Material ab.
Liniendarstellung Schneidspurdarstellung Bearbeitung auf der Stirnseite Berechnung der Bearbeitungszeiten
18 19Erweiterbar für alle Fälle
Drehen, Bohren und Fräsen in einer Aufspannung (Option)
Die CNC PILOT 640 verfügt über ein sehr Bohren, Tieflochbohren, Gewindebohren Abwälzfräsen Gravierzyklen
umfangreiches und leistungsstarkes Zyk- Die CNC PILOT 640 führt einzelne Bohrun- Durch Abwälzfräsen können Sie hochwerti- Sie wollen Ihre Werkstücke „beschriften“?
lenpaket für Standardbearbeitungen sowie gen, Tieflochbohrungen und Gewindeboh- ge Verzahnungen einfach und wirtschaftlich Kein Problem mit der CNC PILOT 640. Die
Sonderanwendungen. Damit sind Sie bes- rungen mit der C- oder Y-Achse durch. Vor- fertigen. Die CNC PILOT 640 ermöglicht smart.Turn-Units zum Gravieren benötigen
tens für die täglichen Anforderungen in ih- schubreduzierungen beim An- oder die Komplettbearbeitung von Gerad- und nur wenige Parameter, um Zeichen beliebi-
rer Werkstatt gerüstet. Durchbohren programmieren Sie einfach Schrägverzahnungen in einer Aufspannung. ger Größe auf die Stirn- oder Mantelfläche
per Parameter. Dabei werden sämtliche Bewegungsabläu- bzw. auf die XY- oder YZ-Ebene zu gravie-
Kammstechen fe von einem Zyklus berechnet und ausge- ren.
Mit dem Zyklus Kammstechen bearbeiten Bohr- und Fräsmuster führt.
Sie tiefe und breite Nuten besonders effizi- Liegen Bohrungen, Nuten oder ICP-Fräszy- Auf der Stirnfläche können Sie die Zeichen
ent. Die geringe Seitenauslenkung des klen in regelmäßigen Abständen auf einer Kontur- und Taschenfräsen wahlweise linear oder im Bogen anordnen.
Werkzeugs ermöglicht bis zu 50 % höhere Linie oder auf einem Kreisbogen, erleich- Die Fräszyklen der CNC PILOT 640 unter- Auf der Mantelfläche sowie beim Gravieren
Vorschübe als konventionelle Stechzyklen. tert Ihnen die CNC PILOT 640 Ihre Arbeit: stützen sowohl das Kontur- als auch das mit der Y-Achse definieren Sie, in welchem
Der Zyklus führt dabei alle Arbeitsschritte Mit wenigen Eingaben erstellen Sie diese Taschenfräsen. Dabei bestimmen Sie alle Lagewinkel die zu gravierenden Zeichen
(Einstechen, Entfernen der Stege und Muster auf der Stirn- und Mantelfläche. wichtigen Details wie Bearbeitungsrich- angeordnet werden. Mit der Funktion Time
Schlichten) automatisch aus. tung, Fräsrichtung, An- und Abfahrverhal- können Sie die aktuelle Uhrzeit und Datum
Gewindefräsen ten, Vorschübe, etc. Den Fräserradius auf Ihr Werkstück gravieren.
Ergänzende Bohr- und Fräsbearbeitungen An Drehmaschinen mit C- oder Y-Achse kön- berücksichtigt die CNC PILOT 640 automa-
auf der Stirn- oder Mantelfläche führen Sie nen Sie die Vorteile des Gewindefräsens tisch. Das Taschenfräsen können Sie in Selbstverständlich stehen die Gravierzyklen
mit der CNC PILOT 640* in einer Aufspan- nutzen, denn die CNC PILOT 640 unter- zwei Arbeitsgängen durchführen – zuerst auch als DIN PLUS-Zyklen zur Verfügung.
nung durch. Dazu bietet die Steuerung stützt spezielle Gewindefräs-Werkzeuge. Schruppen, dann Schlichten. Das Ergebnis:
zahlreiche Funktionen und praxisgerechte eine hohe Genauigkeit und eine gute Ober- Entgraten
Zyklen an. Nuten und einfache Figuren fräsen flächenqualität. Die CNC PILOT 640 unterstützt spezielle
Das Fräsen von Nuten ist denkbar einfach Units bzw. DIN PLUS-Zyklen zum Entgra-
* Optional, Maschine und CNC PILOT 640 müssen ten. Das hat für Sie den Vorteil, dass Sie
mit der CNC PILOT 640. Sie definieren die In der smart.Turn- und DIN-Programmie-
vom Maschinenhersteller für diese Funktion ange-
passt sein. Lage und die Tiefe der Nut sowie die rung unterstützt die CNC PILOT 640 ver- diese Bearbeitung mit wenigen Parame-
Schnittwerte – den Rest erledigen die Fräs- schiedene Eintauchstrategien. So können tern programmieren können.
zyklen automatisch. Sie zwischen direkt, pendelnd oder helikal
Eintauchen oder Eintauchen an der Vor- Wirbelfräsen
Auch für einfache Konturen wie Kreis, bohrposition wählen. Mit dem Wirbelfräsverfahren können Sie
Rechteck und regelmäßige Vielecke reichen Taschen mit unterschiedlichen Formen
wenige Eingaben aus, um die Figur und die Stirnflächenfräsen (Kreis, Rechteck und Vieleck) und beliebige
Position festzulegen. Der Zyklus „Stirnfräsen“ erstellt einzelne Nuten effizient bearbeiten. Dabei erfolgt
Flächen, regelmäßige Vielecke oder einen der Schruppvorgang mit kreisförmigen
Kreis – auch außermittig. Bewegungen, die mit einer linearen Vor-
Bohren Nutenfräsen wärtsbewegung überlagert werden. Das
Wendelnutfräsen Wirbelfräsen ermöglicht ein höheres Zeit-
Um Schmiernuten zu erstellen, eignet sich spanvolumen und verringert die Ratternei-
die Funktion Wendelnutfräsen. Dabei be- gung.
Tieflochbohren Figurfräsen (Kreis, stimmen Sie alle wichtigen Parameter, wie
Rechteck, regelmä- Steigung, Fräsen in mehreren Zustellun-
ßige Vielecke) gen, etc.
Gewindebohren ICP-Konturfräsen
Gewindefräsen Stirnfräsen (Einzel-
flächen, Abfla-
chung, Mehrkant)
Wendelnutfräsen
Bohren oder Gewindebohren Fräsen auf Stirn- und Mantelfläche smart.Turn-Units und DIN PLUS-Zyklen für smart.Turn-Units und DIN PLUS-Zyklen für
die Bohrbearbeitung die Fräsbearbeitung
20 21Erweiterbar für alle Fälle
Komplettbearbeitung inklusive C- und Y-Achse (Option)
Die CNC PILOT 640 bietet für jede Aufga- Y-Achse* Koordinatentransformation Exzentrische Bearbeitung und Unrund- Abwälzfräsen von Außenverzahnungen tung am Werkstück entlang. Der Zyklus
benstellung und jedes Maschinenkonzept Bei der CNC PILOT 640 können Sie mit der Die Kontur von Roh- oder Fertigteilen lässt drehen* Mit dem Zyklus G808 Abwälzfräsen kön- G808 steuert automatisch diese komple-
die richtige Lösung: Sie ermöglicht komple- Y-Achse Nuten oder Taschen mit ebenen sich um die X-Achse spiegeln oder bezo- Die CNC PILOT 640 bietet komfortable Zy- nen Sie außenverzahnte zylindrische Zahn- xen Bewegungen und ermöglicht Ihnen
xe Bearbeitungen mit der C-Achse oder Grundflächen und senkrechten Nutwinkeln gen auf den Werkstück-Nullpunkt verschie- klen für die außermittige Drehbearbeitung räder oder Schrägverzahnungen mit beliebi- eine einfache und praxisgerechte Eingabe
Y‑Achse ebenso, wie die Komplettbearbei- fertigen. Durch Vorgabe des Spindelwinkels ben. und zur Fertigung von unrunden Drehteilen. gen Winkeln herstellen. Beim Abwälzfräsen aller relevanten Werte. Sie können die Ver-
tungen auf Gegenspindelmaschinen. bestimmen Sie die Lage der Fräskonturen Dazu werden – neben der eigentlichen wird die Rotation des Werkzeugs und der zahnungsparameter direkt aus Ihrer Zeich-
auf dem Werkstück. Zur Programmierung Spindelsynchronisation Konturbearbeitung – zusätzliche Verfahrbe- Spindel zueinander synchronisiert. Zusätz- nung verwenden – der Zyklus berechnet
Auch bei der C-Achs-, Y-Achs- und Komplett- und Kontrolle dieser Bearbeitungsabschnit- Die beiden Spindeln werden elektronisch wegungen der X- und Y-Achse synchron zur lich bewegt sich der Fräser in axialer Rich- daraus den Bewegungsablauf.
bearbeitung können Sie zwischen den Pro- te wird das Werkstück in Seiten- und Stirn- gekoppelt und drehen sich winkelsynchron. Drehbewegung der Spindel überlagert. Die
grammierarten DIN PLUS, smart.Turn oder seitenansicht dargestellt. Die Y-Achse wird Dadurch ist die Werkstückübernahme bei Fertigung von Exzentern und unrunden Tei-
Einlernen wählen. in der smart.Turn und DIN-Programmierung laufenden Spindeln möglich – ohne Zeitver- len ist so ohne zusätzliche Mechanik mög-
unterstützt. lust durch Abbremsen und Anlaufen einer lich.
C-Achse oder positionierbare Spindel* Spindel. Die CNC PILOT 640 erfasst einen
Für anspruchsvollere Aufgabenstellungen Erweiterung mit einer Gegenspindel eventuellen Winkelversatz und berücksich-
* Maschine und Steuerung müssen vom Maschinen-
unterstützt die CNC PILOT 640 eine C-Ach- hersteller für diese Funktion angepasst sein.
Für Komplettbearbeitungsmaschinen bietet tigt ihn bei späteren Fräsbearbeitungen auf
se oder positionierbare Spindel und ein an- die CNC PILOT 640 folgende Steuerungs- der Gegenspindel.
getriebenes Werkzeug. Das angetriebene funktionen:
Werkzeug ermöglicht außermittiges Boh- • Gegenspindel mit zweiter C-Achse
ren und Gewindebohren bei stillgesetzter Fahren auf Festanschlag
• Verfahrbarer Reitstock (W-Achse)
Hauptspindel. C-Achse oder positionierbare Um sicherzustellen, dass das Werkstück
Spindel erlauben Bohr- und Fräsarbeiten auf bei der Übergabe fest an die gegenüberlie-
Zusätzliche Arbeitserleichterung bieten
der Stirn- und Mantelfläche des Werk- gende Anschlagfläche gedrückt wird, über-
hierbei erweiterte Steuerungsfunktionen,
stücks. Zur Programmierung und Kontrolle wacht die Steuerung beim Verfahren der
wie Koordinatentransformation, Spindel-
dieser Bearbeitungsabschnitte wird das Gegenspindel Soll- und Ist-Position und er-
synchronisation und Fahren auf Festan-
Werkstück in Stirnseitenansicht sowie in kennt dadurch den Festanschlag.
schlag.
der Mantelabwicklung dargestellt.
* Maschine und Steuerung müssen vom Maschinen- Die CNC PILOT 640 überwacht das Motor-
hersteller für diese Funktion angepasst sein. drehmoment und erreicht so die program-
mierte Anpresskraft.
Komplettbearbeitung: Gegenspindel (S3) mit C-Achse (C2) auf Nebenachse Spindel 1 (S1) mit C-Achse (C1) sowie angetrie-
(W) sowie ein angetriebenes Werkzeug (S2). benes Werkzeug (S2)
Grafische Konturprogrammierung für C-Achs-Bearbeitung (Bohren und Fräsen) Erste Aufspannung Rückseitenbearbeitung an der Gegenspindel nach automatischer
Werkstückübergabe
22 23Erweiterbar für alle Fälle
Bearbeitung mit der B-Achse und Simultanbearbeitung
Die B-Achse ermöglicht Bohr- und Fräsbear- Programmierung Simulation Flexibler Werkzeugeinsatz* Die Flexibilität wird noch wesentlich erhöht, Simultanbearbeitung
beitungen auf schräg im Raum liegenden Die bei der CNC PILOT 640 übliche Tren- Im Fenster „Seitenansicht“ stellt die Simu- Ist Ihre Drehmaschine mit einer B-Achse wenn mehrere Werkzeuge auf einem Hal- Die Zyklen Simultanschruppen und Simul-
Ebenen. Auf den ersten Blick erscheint die nung der Konturbeschreibung und der Be- lation Bohrmuster und Fräskonturen senk- ausgestattet, nutzen Sie Ihre Drehwerkzeu- ter montiert sind. Mit der Kombination ei- tanschlichten passen den Anstellwinkel der
Programmerstellung für solche Bearbeitun- arbeitung gilt auch bei Bohr- und Fräsbear- recht zur geschwenkten Ebene dar – also ge wesentlich flexibler als bisher. Während nes Schrupp-, Schlicht- und Stechwerk- B-Achse während des Drehvorgangs simul-
gen recht komplex und rechenintensiv. beitungen in der geschwenkten Ebene. ohne Verzerrungen. Das gewährleistet eine Sie auf konventionellen Drehmaschinen zeugs erledigen Sie zum Beispiel tan an die Werkstückkontur an. Dabei wer-
Aber mit der CNC PILOT 640 drehen Sie einfache Überprüfung der programmierten vier unterschiedliche Werkzeuge für die wesentliche Teile der Dreh- und Stechbear- den die komplexen Werkzeugbewegungen
einfach das Koordinatensystem auf die ge- Zuerst drehen und verschieben Sie das Bohrmuster und Fräskonturen. Die Kontrol- Längs- und Planbearbeitung auf Haupt- und beitung auf Haupt- und Gegenspindel – permanent überwacht, um Kollisionen zwi-
wünschte Schräglage und programmieren Koordinatensystem so, dass es auf der ge- le der Werkzeugbewegungen nehmen Sie Gegenspindel benötigen, erledigen Sie die- ohne Werkzeugwechsel. Die Programmie- schen Werkzeug bzw. Werkzeughalter und
dann die Bearbeitung wie gewohnt in der schwenkten Ebene liegt. Anschließend be- ebenfalls im Fenster „Seitenansicht“ vor. se Arbeiten bei Einsatz der B-Achse mit ei- rung ist wieder sehr einfach. Sie geben an, Werkstück zu vermeiden. Bei der Simultan-
Hauptebene. Die Maschine fährt die Bear- schreiben Sie die Bohrmuster oder die Wenn Sie die Bearbeitung auf der ge- nem einzigen Werkzeug. welche Schneide des Werkzeugs einge- bearbeitung ist das Werkzeug permanent
beitung dann in der geschwenkten Bearbei- Fräskonturen wie in der YZ-Ebene. Dabei schwenkten Ebene relativ zur Drehkontur setzt werden soll und definieren den mit dem optimalen Anstellwinkel im Ein-
tungsebene aus. stehen Ihnen die Muster- und Figurdefiniti- oder zur Stirnseite überprüfen wollen, Dazu schwenken Sie die B-Achse und dre- Schwenkwinkel sowie die Werkzeuglage. griff. Damit erzielen Sie perfekte Oberflä-
onen der CNC PILOT 640 zur Verfügung. schalten Sie das „Drehfenster“ bzw. „Stirn- hen das Werkzeug auf „Normallage“ oder Das reicht aus, denn die CNC PILOT 640 chen und erhöhen gleichzeitig die Werk-
Auch bei der Drehbearbeitung profitieren Das heißt, bei linearen oder zirkularen Mus- fenster“ zu. Den Winkel der geschwenkten „über Kopf“ – passend zur Längs- oder kennt die Grundposition und die Daten je- zeug-Standzeit.
Sie von der B‑Achse. Durch Schwenken tern, sowie bei einfachen Figuren (Kreis, Ebene sowie den Schwenkwinkel der Planbearbeitung auf Haupt- oder Gegen- der Schneide des Werkzeugs aus der Da-
der B-Achse und Drehen des Werkzeugs Rechteck, regelmäßigem Vieleck, etc.) rei- B‑Achse zeigt die CNC PILOT 640 in der spindel. Das erledigen Sie mit einem Aufruf tenbank.
erreichen Sie Werkzeuglagen, die eine chen wenige Eingaben aus, um das Mus- Positionsanzeige (unterhalb der Simulati- – die Berechnung der Werkzeuglängen, des
Längs- und Planbearbeitung auf der Haupt- ter oder die Figur in der geschwenkten onsfenster) an. Sie wollen das aktuelle Einstellwinkels und der weiteren Werk- Aufgrund dieser Flexibilität sinkt für Sie die
und Gegenspindel mit einem einzigen Ebene zu beschreiben. Koordinatensystem sehen? Kein Problem – zeugdaten übernimmt die CNC PILOT 640 Anzahl der Werkzeuge, und Sie sparen Be-
Werkzeug ermöglichen. Damit reduzieren ein Tastendruck genügt und die für Sie. arbeitungszeit durch Reduzierung der Werk-
Sie die Zahl der benötigten Werkzeuge und CNC PILOT 640 blendet den aktuellen zeugwechsel.
können auf so manchen Werkzeugwechsel Nullpunkt und die Richtung des gültigen
verzichten. Koordinatensystems ein. * Maschine und CNC PILOT 640 müssen für diese
Funktion angepasst sein
Bearbeitung in der geschwenkten Ebene Planbearbeitung und ... ... Längsbearbeitung mit einem Werkzeug ... ... auch bei mehreren Werkzeugen auf einem
Halter.
24 25Leistungsfähiger Einlern-Betrieb (Option)
Zyklen, die vorprogrammierten Arbeitsschritte
Werkstückbearbeitung im Einlern-Be- Weniger Rechenarbeit Technologiedaten als Vorschlagswerte Schutzzone für die Spindel
trieb (Teach-in) Auch im Einlern-Betrieb berechnet die Die CNC PILOT 640 speichert Ihre Schnitt- Die CNC PILOT 640 prüft bei jeder Verfahr-
Bei einfachen, nicht wiederkehrenden CNC PILOT 640 beim Schruppen, Stechen, daten nach den Kriterien Werkstoff – bewegung in (–Z)-Richtung, ob die pro-
Arbeiten, bei Nacharbeiten oder bei der Ge- Stechdrehen oder Gewindeschneiden auto- Schneidstoff – Bearbeitungsart. Da Sie den grammierte Schutzzone verletzt wird. In
windereparatur erleichtern Ihnen die Zyklen matisch die Schnittaufteilung und beim Tief- Schneidstoff bereits bei der Werkzeugdefi- diesem Fall wird die Bewegung gestoppt
der CNC PILOT 640 die Arbeit. lochbohren die Anzahl der erforderlichen nition eingeben, brauchen Sie nur noch den und eine Fehlermeldung ausgegeben.
Aushübe. Wenn Sie einen Kegel drehen, Werkstoff Ihres Werkstücks eintragen.
Die wenigen Eingaben, die die Zyklen be- geben Sie entweder Anfangs- und End- Damit stehen in dem Zyklus alle erforderli- Einlernen mit Konturnachführung
nötigen, erläutern die Hilfebilder. Bevor Sie punkt oder Anfangspunkt und den Winkel chen Daten zur Verfügung, um die Schnitt- Durch die Definition einer Rohteilbeschrei-
die Zerspanung durchführen, vergewissern ein – so wie Ihre Zeichnung bemaßt ist. daten vorzuschlagen. bung kann die „Konturnachführung“ akti-
Sie sich mit der Simulation, dass die Bear- viert werden.
beitung wie gewünscht abläuft. Werkzeugdaten immer verfügbar Bezugspunkte
Die CNC PILOT 640 arbeitet mit einer Den Werkstück-Nullpunkt definieren Sie Dadurch ist jedem Einlern-Zyklus das aktu-
Gewindereparatur Werkzeug-Datenbank. Werkzeugdaten wie durch Ankratzen oder Antasten des Werk- elle Rohteil bekannt, so dass Luftschnitte
Selbst wenn das Werkstück ausgespannt Schneidenradius, Einstell- und Spitzenwin- stücks oder durch Eingabe der Nullpunktko- vermieden werden. Dies ist mit jeglicher
war, können Sie mit der CNC PILOT 640 kel geben Sie einmal ein und ermitteln die ordinaten. Art von Drehbearbeitung möglich.
ganz einfach das Gewinde nachschneiden. Einstellmaße. Die CNC PILOT 640 spei-
chert die Daten. Bei einem späteren Ein- Den Werkzeug-Wechselpunkt fahren Sie
Spannen Sie das Werkstück ein und positi- satz des Werkzeugs rufen Sie nur noch die einmal an und speichern diese Position ab.
onieren das Gewindewerkzeug mittig in Werkzeugkennung auf. Die CNC PILOT 640 Danach reicht ein einfacher Zyklusaufruf,
einen Gewindegang. Diese Position, so- berücksichtigt automatisch die richtigen um den Werkzeug-Wechselpunkt erneut
wie den Spindelwinkel merkt sich die Werkzeugmaße – Sie können sofort auf anzufahren.
CNC PILOT 640. Wenn Sie jetzt das Gewin- Maß arbeiten.
dewerkzeug vor Ihr Werkstück positionie-
ren und die weiteren Parameter des Ge- Beim Drehen einer Kontur kompensiert die
windes eingeben, hat die CNC PILOT 640 CNC PILOT 640 automatisch die Abwei-
alle Informationen, um dieses Gewinde chungen durch den Schneidenradius. So er-
nachzuschneiden. reichen Sie eine noch höhere Präzision am
Werkstück.
Längs-, Kegel- oder API-Gewinde, Zerspanen längs/plan für einfache Konturen Einstechen radial/axial für einfache
ein- oder mehrgängig Konturen
Freistich DIN 76, DIN 509 E oder Zerspanen längs/plan mit Eintauchen Stechdrehen längs/plan für einfache
DIN 509 F Konturen
Freistich Form H, Form K oder ICP-Zerspanen längs/plan für beliebige ICP-Einstechen radial/axial für beliebige
Form U Konturen Konturen
Abstechen ICP-Zerspanen längs/plan – konturparallel ICP-Stechdrehen längs/plan für beliebige
Konturen
Gewinde, Freistiche, Abstechen Abspanen – Zerspanen und Schlichten Einstechen und Stechdrehen – Zerspanen und Schlichten
26 27Mehrkanalige Bearbeitung mit mehreren Schlitten
Komplexe Abläufe einfach programmieren
Unabhängig davon, ob mehrere Schlitten Synchronpunktanalyse
ein Werkstück bearbeiten oder mehrere Die Synchronpunktanalyse stellt den zeitli-
Werkstücke gleichzeitig im Arbeitsraum be- chen Ablauf der Werkstückbearbeitung und
arbeitet werden – die Herausforderung für die Abhängigkeit der Schlitten untereinan-
den NC-Programmierer besteht darin, die der dar.
Bearbeitung optimal auf die vorhandenen
Schlitten und Spindeln zu verteilen. Während der Simulation ermittelt die
CNC PILOT 640 die Haupt-, Neben- und
Programmierung Wartezeiten sowie alle Werkzeugwechsel
Die Werkstückbearbeitung für komplexe und Synchronpunkte. Die Synchronpunkt-
Maschinen ist bereits im Befehlssatz der analyse stellt die Zeiten, die Werkzeug-
CNC PILOT 640 berücksichtigt. So erleich- wechsel und die Synchronpunkte für jeden
tern spezielle Vierachszyklen und Synchro- Schlitten grafisch dar.
nisationsbefehle die Erstellung der NC-Pro-
gramme für Mehrschlitten-Maschinen. Die Damit wird der Ablauf der Werkstückbear-
Zuordnung von Programmabschnitten zu beitung transparent. Das ist für Sie als
Schlitten oder Spindeln sorgt für ein über- NC‑Programmierer eine gute Grundlage,
sichtliches NC-Programm. die Bearbeitung zu analysieren und zu opti-
mieren.
Durch Spiegeln und/oder Verschieben der
Kontur und durch Konvertieren spezieller
NC-Befehle sind auch die Drehbearbeitung
mit der Gegenspindel und die Bohr- und
Fräsbearbeitung der Rückseite einfach zu
programmieren – bei nahezu jedem Ma-
schinenaufbau.
Simulation
Die grafische Simulation zeigt alle Werkstü-
cke und die Werkzeugbewegungen aller
Schlitten an. Dabei berücksichtigt die
CNC PILOT 640 den kompletten Arbeits-
raum. Werkzeuge und Spannmittel werden
maßstabsgerecht dargestellt.
Weiterhin zeichnet sich die grafische Simu-
lation durch große Flexibilität aus. Sie defi-
nieren, was in dem Simulationsfenster dar-
gestellt wird. In der „Fensterauswahl“
legen Sie fest, ob die Drehbearbeitung, die
Stirn- oder die Mantelflächenbearbeitung
oder eine Kombination dieser Fenster an-
gezeigt wird. In der „Satzanzeige“ stellen
Sie ein, ob die NC-Sätze eines speziellen
Schlittens oder die NC-Sätze aller Schlitten
berücksichtigt werden.
Mit dieser Unterstützung kontrollieren Sie
selbst komplexe Mehrschlitten-Programme
effektiv und umfassend – vor dem ersten
Span.
28 29Werkzeugdaten und Schnittwerte schnell verfügbar
Die Werkzeug- und Technologie-Datenbank der CNC PILOT 640
Werkzeug-Datenbank Verschleißkorrektur Revolverbelegung Technologiedaten (Option)
Die Werkzeug-Datenbank der Die CNC PILOT 640 kann auf einfache Wei- Sie können sich jederzeit die programmier- Schnittdaten brauchen Sie bei der
CNC PILOT 640 speichert standardmäßig se den Werkzeugverschleiß sowohl in der te Revolverbelegung Ihrer Maschine mit al- CNC PILOT 640 nur einmal erfassen. Die
250 Werkzeuge. Dieser Werkzeugspeicher X-Achse, als auch in der Z-Achse kompen- len wichtigen Werkzeugparametern anse- Steuerung speichert diese Daten nach den
lässt sich auf 999 Werkzeuge erweitern sieren. Die Korrekturwerte können Sie je- hen. Kriterien Werkstoff – Schneidstoff – Bear-
(Option). Die CNC PILOT 640 unterscheidet derzeit, auch während der Bearbeitung des beitungsart. Aufgrund dieser dreidimensio-
verschiedene Typen von Dreh-, Bohr- und Werkstücks, eingeben. Wenn Sie den Revolver neu bestücken nalen Tabelle kennt die Steuerung immer
Fräswerkzeugen. Die Dateneingabe wird oder die Werkzeugbelegung ändern wollen, den richtigen Vorschub und die richtige
dem jeweiligen Werkzeugtyp angepasst. Werkzeuge vermessen dann lassen Sie sich zusätzlich im unteren Schnittgeschwindigkeit.
So haben Sie die Sicherheit, dass trotz re- Zum Vermessen von Werkzeugen direkt an Fenster die Einträge der Werkzeug-Daten-
duzierter Dateneingabe alle wichtigen Para- der Maschine bietet die CNC PILOT 640 bank anzeigen. Jetzt brauchen Sie nur noch Die CNC PILOT 640 ermittelt die Bearbei-
meter erfasst werden. mehrere Möglichkeiten: den betroffenen Revolverplatz markieren tungsart aus dem Einlern-Zyklus oder aus
• durch „Ankratzen“ und das richtige Werkzeug aus der Daten- der Unit. Der Schneidstoff wird bei der
Die Erfassung der Werkzeugdaten erfolgt • mit Hilfe einer Messoptik* (Option): Das bank aussuchen. Per Tastendruck überneh- Werkzeugbeschreibung angegeben. Jetzt
über Dialoge, in denen Sie Parameter wie Werkzeug wird manuell in das Faden- men Sie die Werkzeugdaten für den Ein- brauchen Sie nur noch am Anfang Ihres
Schneidenradius, Einstell- und Spitzenwin- kreuz einer Messoptik verfahren und der trag in die Revolverbelegung. Zyklen- oder smart.Turn-Programms den
kel, Schneidstoff, sowie die Werkzeugbe- Wert per Tastendruck übernommen. Werkstoff deklarieren, dann liefert Ihnen
schreibung eingeben. Kontextsensitive Hil- • über ein Werkzeug-Tastsystem* (Option): Werkzeug-Standzeitverwaltung (Option) die CNC PILOT 640 die richtigen Vor-
febilder erläutern diese Eingaben. Das Werkzeug verfährt in Messrichtung. Bei smart.Turn- und DIN PLUS-Program- schlagswerte für Ihre Bearbeitung. Sie kön-
Beim Auslösen des Werkzeug-Tastsys- men können Sie neben der einfachen nen die Schnittwerte übernehmen oder bei
Werkzeugliste tems, z.B. des schaltenden Tastsystems Standzeitüberwachung auch die Option Bedarf anpassen.
In der Werkzeugliste stellt Ihnen die TT 160 mit quaderförmigem Antastele- „Werkzeug-Standzeitverwaltung mit
CNC PILOT 640 alle Werkzeugdaten über- ment, wird das Einstellmaß ermittelt und Austausch-Werkzeugen“ nutzen. Die Standardmäßig speichert die Technologie-
sichtlich zusammen. Unterschiedliche Sor- übernommen. CNC PILOT 640 wechselt dann automa- Datenbank der CNC PILOT 640 Schnittda-
tierkriterien helfen, das gewünschte Werk- tisch ein Schwesterwerkzeug ein, sobald ten für 9 Werkstoff-Schneidstoff-Kombinati-
zeug schnell zu finden. Bei der Werkzeugvermessung mit Mess das aktive Werkzeug verbraucht ist. Wenn onen. Sie lässt sich auf insgesamt
optik oder Werkzeug-Tastsystem ermitteln das letzte Werkzeug der Austauschkette 62 Kombinationen erweitern (Option).
Mit dieser Liste behalten Sie nicht nur den Sie die Werkzeugdaten besonders einfach, verbraucht ist, stoppt die CNC PILOT 640 Jede Werkstoff-Schneidstoff-Kombination
Überblick über Ihre Werkzeuge – sie ist sicher und genau. die Programmausführung. beinhaltet die Schnittgeschwindigkeit, den
auch Basis für die Übernahme der Werk- Haupt- und Nebenvorschub und die Zustel-
zeugdaten bei der manuellen Bearbeitung * Maschine und CNC PILOT 640 müssen vom lung für 16 Bearbeitungsarten.
und bei der Erstellung von NC-Program- Maschinenhersteller für diese Funktion angepasst
sein.
men.
Werkzeugverwaltung in der Werkzeugliste Werkzeug-Editor Werkzeugauswahl für Revolverbelegung Eingabe der Schnittdaten in Technologie-Editor
30 31Sie können auch lesen