Bosch Packaging Technology
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Bosch Packaging Technology
Das Unternehmen in Kürze:
Name: Bosch Packaging Technology
Branche: Verpackungsindustrie
Mitarbeiter: ca. 3500 weltweit
(ohne PA/ATMO-
Automatisierungstechnik)
Lösung mit TRIZ: Schneiden klebriger
Zuckermassen/
Kugeleinlegestation
TRIZ-Werkzeuge: Funktionsmodellierung,
Trimming, IER, innovative
Grundprinzipien,
Separationsprinzipien,
Internet-/Patentrecherche
Effekte-Datenbank
Kontaktperson:
Michael P. Gensheimer, Dipl. Ing. (FH) Verpackungstechnik arbeitet bei der Robert Bosch
GmbH, Geschäftsbereich Verpackungstechnik am Standort Waiblingen. Anwendung von
TRIZ seit 2001.
Dipl. Ing. Jochen Peters studierte an der Universität Hannover Maschinenbau und arbeitet sie
11 Jahren bei der Robert Bosch GmbH. Seit 2004 ist er Gruppenleiter der Vorent-wicklung
von PA-PH, Standort Crailsheim. Anwendung von TRIZ in Crailsheim seit 2001.
2.1 Bosch Packaging Technology – Schneiden klebriger Zuckermassen
Mit dem Namen Bosch werden zukunftsweisende Trends und bahnbrechende Erfindungen
verbunden. Mit über 250.000 Mitarbeitern und einem Umsatz von 41,5 Milliarden Euro im
Geschäftsjahr 2005 gilt die Robert Bosch GmbH als international führender Hersteller von
Kraftfahrzeug- und Industrietechnik, Gebrauchsgütern und Gebäudetechnik. Ein
Geschäftsbereich der Robert Bosch GmbH ist Bosch Verpackungstechnik (Bosch Packaging
Technology).1 Bosch Packaging entwickelt, konstruiert und fertigt Ver-packungstechnik für
die Nahrungsmittel- und Genussmittelindustrie, die pharmazeutische, die chemisch-technische
und die kosmetische Industrie.
1
Vgl. http://www.bosch.de/start/content/language1/html/867.htm, vom 25.06.2006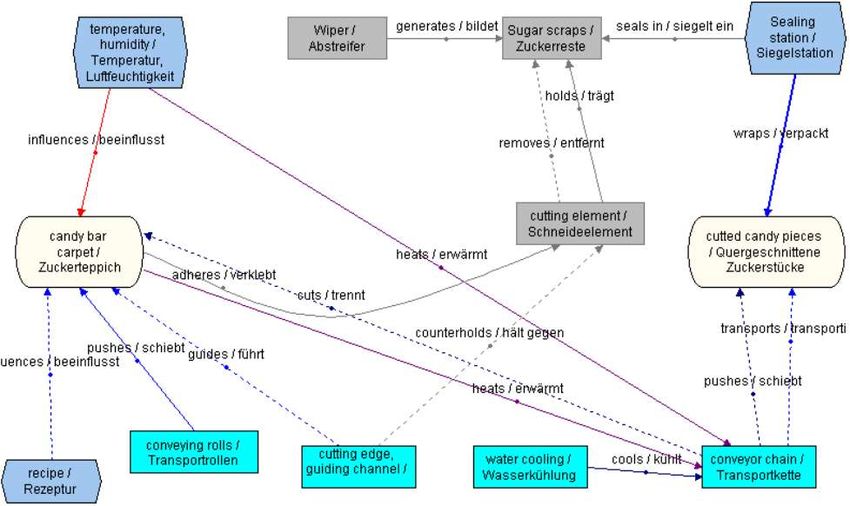
Als führender Anbieter von Verpackungstechnik bietet Bosch
Packaging seinen Kunden nicht nur ausgereifte Maschinen,
sondern komplette Konzepte, die allen Anforderungen an
moderne Technik entsprechen. Zu den Kunden von Bosch
Packaging zählen u. a. der Kaffeeher-steller Induban aus der
Dominikanischen Republik oder Merckle Biotec, die für eine
neue Spritzanlage zur Abfüllung bestehender Präparate der
Ratiopharm-Gruppe und zur Verarbeitung neuer Produkte mit
bio-technologisch gewonnenen Wirkstoffen auf Bosch als
Komplett-Lieferanten setzen.
Abb. 58: Beispiele für
Dies sind nur zwei Beispiele für den umfassenden Einsatz des Verpackungen von Bosch
Know-hows von Bosch Packaging. Beispiele für Produktmarken sind Bosch Packaging
Lab Systems,
Sigpack Services und Sigpack Systems oder Tevopharm. Im Bereich der Süßwaren ist Bosch
der einzige Anbieter von Zuckerwaren, der nicht nur die Verpackungstechnik, sondern auch
die Prozesstechnik anbietet.2
Problembeschreibung
Verarbeitungs- und Verpackungsmaschinen für Süßigkeiten und andere Zuckermassen haben
die Aufgabe die geformten Zuckerstränge in kleine Einheiten zu teilen. Die Umset-zung
dieses Querschneidens der Zuckerstränge erfolgt durch ein rotierendes Sichelmesser. Bei
Riegelmassen wird eine Guillotine verwendet.
Cut
Abb. 59: Guillotine Abb. 60: Rotierendes Sichelmesser
Während
des Schneidevorganges der Zuckermasse blieben bisher auf dem Messer Reste des Zuckers
zurück, siehe Abbildung 61.
2
Vgl. http://pa.bosch.com/deu/, vom 25.06.2006.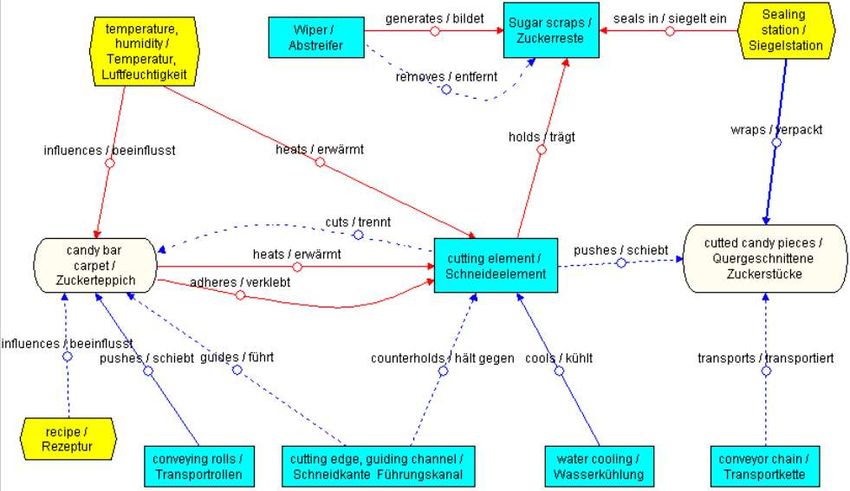
Abb. 61: Verschmutzung des Messers beim bisherigen Schneidevorgang
Dies führt dazu, dass sich ungenaue Schnittkanten ergeben und die Anlagerung des Zuckers
beim Auftreffen des Messers absplittert. Des Weiteren erfolgt, durch die im Prozess
verschleppten Zuckerteilchen, eine Verschmutzung, die wiederum eine schlechte Siegelung
der Verpackung zur Folge hat.3
Anwendung von TRIZ
Im ersten Schritt wurde ein Funktionsmodell erstellt und somit die Beziehungen der einzelnen
Komponenten im System dargestellt.
Abb. 62: Funktionsmodellierung für das Beispiel „Schneiden klebriger Zuckermassen“
Im Anschluss an die Funktionsmodellierung erfolgte das Trimming, welches eine Annäherung
des Systems an das Ideale Endresultat zum Ziel hat. Hierbei wird versucht, durch Entfernen
3
Vgl. http://www.triz-online-magazin.de/ausgabe03_03/artikel_5.htm, vom 25.06.2006.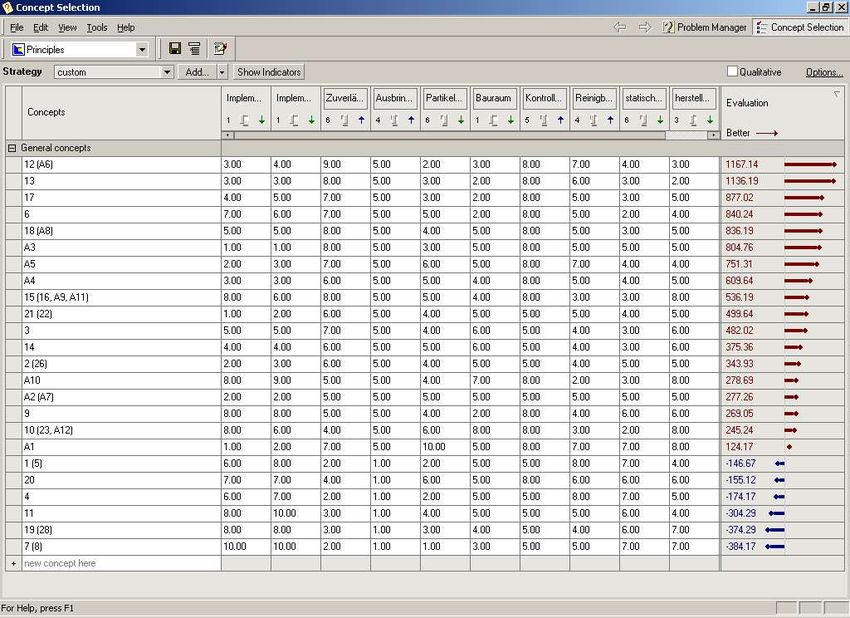
oder Modifizieren problematisch geltender Systemelemente, das Gesamt-system zu
optimieren.
- Eliminierung von helfenden Funktionen (Komponente „Abstreifer“)
- Eliminierung verschiedener Teilbereiche (Komponente „Messer“)
- Änderung des Funktionsprinzips (Komponente „Transportkette“)
Abb. 63: Funktionsmodellierung nach dem Trimmingprozess
Das Konzept des Trimmings wurde jedoch nicht weiter verfolgt, da dieses System als zu
niedrig bewertet wurde.
Bei eingehender Betrachtung des Funktionsmodells wird ersichtlich, dass vom Messer sowohl
die Primär schädliche Funktion („Messer – trägt – Zuckerreste“) als auch die Primär nützliche
Funktion („Messer – trennt – Zuckerteppich“) ausgeht. Dies stellt eindeutig einen
Widerspruch dar, siehe Abbildung 64.
- Die Messerschneide soll vorhanden sein, um zu schneiden
- Das Messerblatt soll vorhanden sein, um die Steiffestigkeit des Messers zu gewähr-
leisten
- Das Messerblatt soll nicht vorhanden sein, weil sonst Zuckerreste daran haften
bleiben.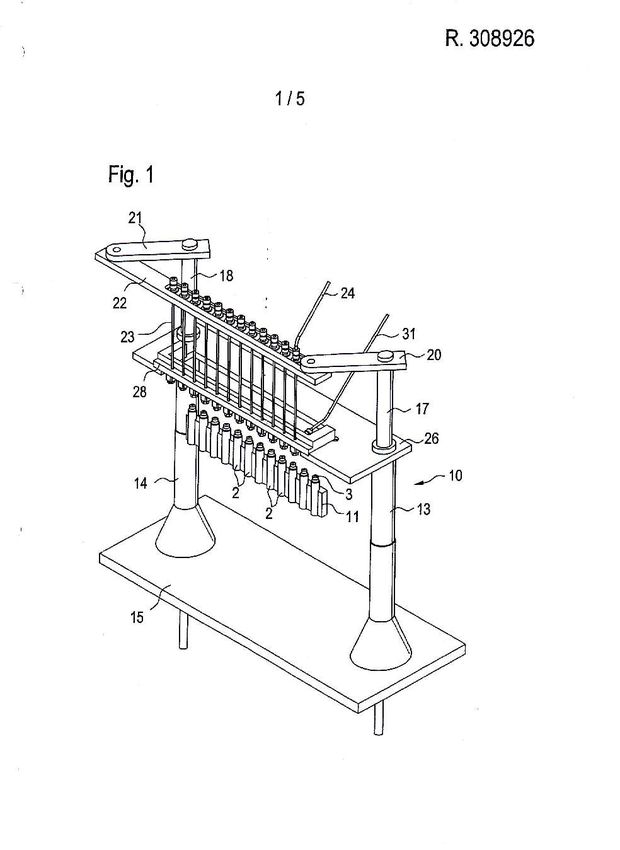
Abb. 64: Physikalischer Widerspruch Hieraus ergibt sich die Formulierung des physikalischen Widerspruchs: Das Messerblatt soll gleichzeitig vorhanden sein und nicht vorhanden sein In vorliegendem Fall wurde der Widerspruch mit Hilfe der Separationsprinzipien gelöst. Angewandt wurden hierbei: 1. Separation in der Zeit 2. Separation durch Bedingungswechsel 3. Separation im Raum 1. Separation in der Zeit Im Rahmen dieses Separationsprinzips wurde versucht, die sich widersprechenden Funktionen zeitlich zu trennen. - Im Zeitraum 1 soll das Messerblatt vorhanden sein - Im Zeitraum 2 soll das Messerblatt nicht vorhanden sein Aus der Liste der 40 innovativen Grundprinzipien wurden hier - Nr. 18: Mechanische Vibration - Nr. 19: Periodische Aktion ausgewählt. Mit Hilfe beider Prinzipien ist sichergestellt, dass das Messerblatt im Zeitraum 2 keinen Kontakt mit der Zuckermasse hat. Im nächsten Schritt wurde die TOPE (TechOptimizer Premium Edition) Effektedatenbank nach dem Stichwort „Vibration“ durchsucht. Als Ergebnis fand sich hier u. a. „Ultraschall entfernt Plaque“.
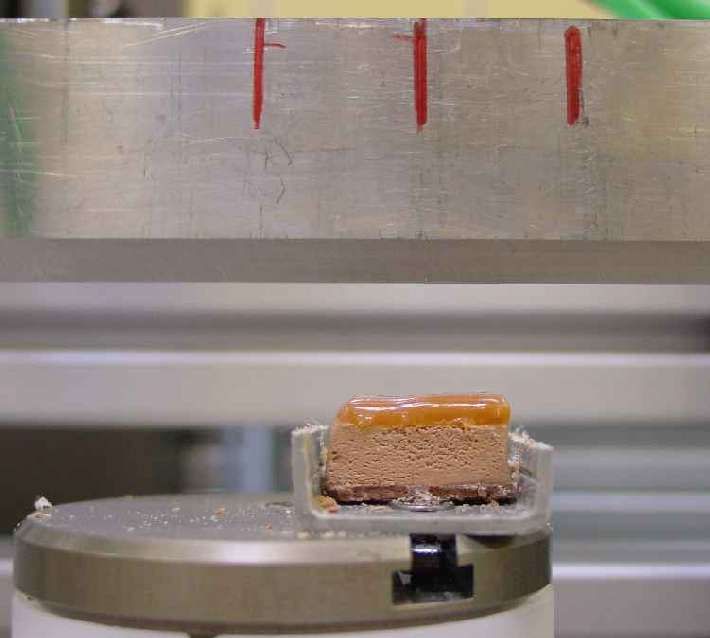
Abb. 65: Separation in der Zeit: „Ultraschall entfernt Plaque“
Dieses Konzept kann nun auf den Fall „Schneiden klebriger Zuckermassen“ übertragen
werden, indem die Anwendung von Ultraschall an der Klinge erfolgt.
2. Separation durch Bedingungswechsel
Grundgedanke hierbei ist die Trennung sich widersprechender Anforderungen durch
Modifikation der Bedingungen. Es ist zu überlegen, wie hierbei lediglich gewünschte
Vorgänge ablaufen können.
Die Idee ist, die Glaseigenschaften des Zuckerstranges zu nutzen, die bei einem sehr schnellen
Auftreffen der Klinge auftreten. Mit hoher Geschwindigkeit trifft das Messer von oben und
ein Gegenmesser von untern auf den Zuckerstrang und verursacht einen Kerb-schlag. Durch
den Aufprall eines Hochgeschwindigkeitsmessers erfolgt ein durchgängiger Riss und
zusätzlich wird die Trägheit des Bruchstückes genutzt.
Abb. 66: Separation durch Bedingungswechsel: Messer/ Gegenmesser
Entscheidend für den Schnitt ist hierbei nicht das Messerblatt, sondern die Schneide.
3. Separation im Raum
Grundgedanke dieses Separationsprinzips ist die räumliche Trennung der sich wider-
sprechenden Anforderungen. Es muss versucht werden, das System in Subsystem oder Teile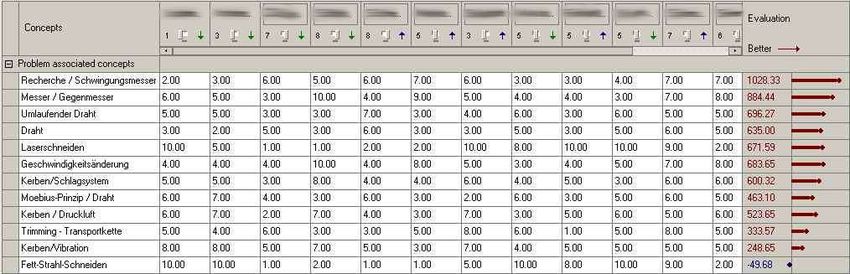
zu unterteilen und die sich widersprechenden Funktionen den verschiedenen Teilen
zuzuordnen.
Im Fall des „Zerschneidens klebriger Zuckermassen“ wird unterteilt in:
- Raum 1: Messerblatt bzw. ausreichende Steiffestigkeit vorhanden
- Raum 2: Messerblatt nicht vorhanden
Dies führt zu der Idee das Messerblatt durch einen Draht zu ersetzen, der umlaufend den
Aufbau von Zuckerpartikeln am Schneidewerkzeug vermindert. Denkbar wäre hier ein
Moebius-Band mit Selbstreinigungsfunktion.4
chipping contamination
Absplitterung der
Verschmutzung
wire
Draht
Abb. 67: Separation im Raum: Prinzip des umlaufenden Drahts
Lösung
Nach Analyse der Separationsprinzipien standen drei Konzepte zur Verfügung:
1. Schwingungsmesser
2. Messer/ Gegenmesser
3. Umlaufender Draht
Im Folgenden wurde eine Parametergewichtung für die drei Konzepte durchgeführt. Hierbei
wurden die relevanten Parameter ermittelt und mit Hilfe des Paar-Vergleichs gewichtet. Bei
der Gewichtung der Parameter handelt es sich um eine relativ objektive Herangehensweise.
4
Vgl. http://www.triz-online-magazin.de/ausgabe03_03/artikel_5.htm, vom 25.06.2006; vgl. dazu auch
Gensheimer M.: TRIZ-Kongress, 2003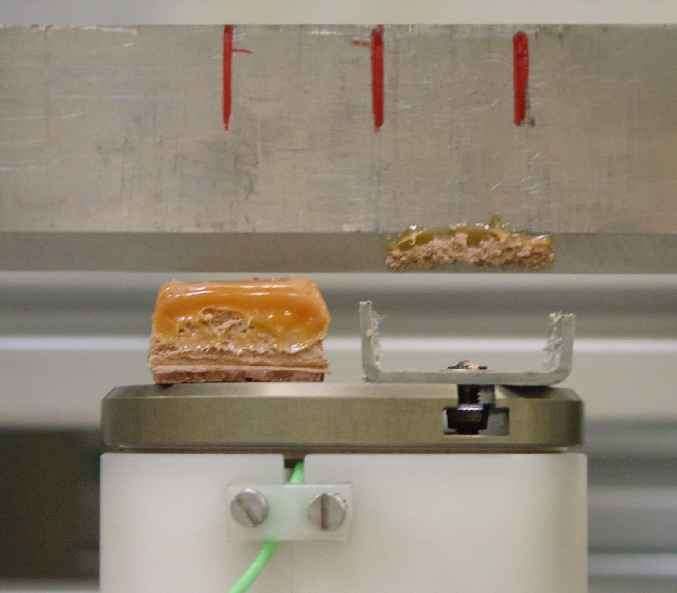
Abb. 68: Paarmatrix
- Ermittlung der Parameter durch das gesamte Team
- Parametervergleich anhand einer Paarmatrix
- Ergebnis: Schnittqualität erhielt die höchste Gewichtung
Die drei am höchsten bewerteten Konzepte wurden durch das TOPE-Tool „concept selection“
im Rahmen eines 2-tägigen Workshops ermittelt. Das Schwingungsmesser wurde hierbei auf
Rang 1 gesetzt.
Abb. 69: Konzeptauswahl
Im Anschluss an diesen Workshop gab der Kunden den Auftrag an die zentrale Entwick-
lungsabteilung. Deren Aufgabe war es nun, nähere Untersuchungen zu dem Konzept des
Schwingungsmessers/ Ultraschall durchzuführen. Für den Prozess der Einbindung von
Ultraschall-Schwingungen in den Schneidevorgang wurde zunächst nach Industrie-partnern/
Zulieferern gesucht. Nachdem diese identifiziert werden konnten, erfolgte der Aufbau eines
Versuchsstandes und die erfolgreiche Durchführung der Versuche.
Mit Hilfe des Ultraschallmessers wurde eine deutlich bessere Schnittqualität erreicht (siehe
Abbildung 70) und es blieben geringere Rückstände auf dem Messer zurück.5
5
Vgl. Gensheimer M.: TRIZ-Kongress, 2003; vgl. dazu auch
http://www.triz-online-magazin.de/ausgabe03_03/artikel_5.htm, vom 25.06.2006.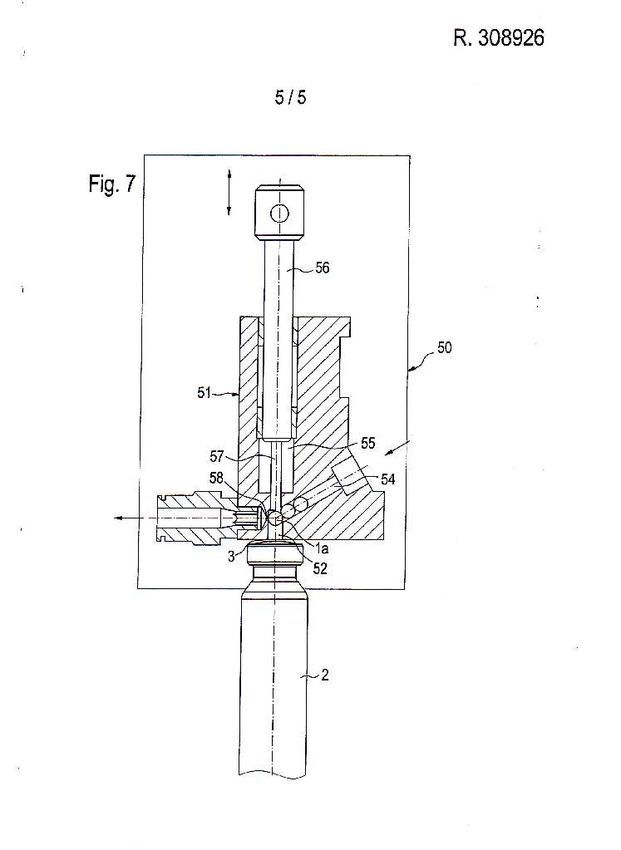
mit Ultraschall ohne Ultraschall
Abb. 70: Schnittbeispiele mit und ohne
Ultraschall
Abb. 71: Mit Ultraschall - keine Abb. 72: Ohne Ultraschall - starke
Fazit
Rückstände auf dem Messer Verschmutzung des Messers
Das Beispiel „Schneiden klebriger Zuckermassen“ zeigt deutlich, wie die Einbindung der
TRIZ-Methodologie in den Innovationsprozess bei Bosch genutzt wurde, um eine Lösung zu
generieren, die Erfolgs versprechend ist. Das Konzept des Ultraschallmessers wurde jedoch
nicht in die Realität umgesetzt. Die Idee wurde technisch zwar ausgereift, erwies sich aber in
den Investitionskosten als zu teuer. Das folgende Beispiel von Bosch Packaging Technology
folgt einem ähnlichen Ablaufschema und die mit Hilfe von TRIZ generierte Idee wurde auch
erfolgreich umgesetzt.
2.2 Bosch Packaging Technology – Kugeleinlegestation
Bosch Packaging Technology verfügt mit seinen über 100.000 weltweit errichteten Anlagen
für den Bereich Pharma flüssig und als weltweite Nummer Eins bei sterilen Applikationen
über ein außergewöhnliches Pharma Know-how.6
Problembeschreibung
6
Vgl. http://pa.bosch.com/deu/branche/14.asp, vom 17.08.2006.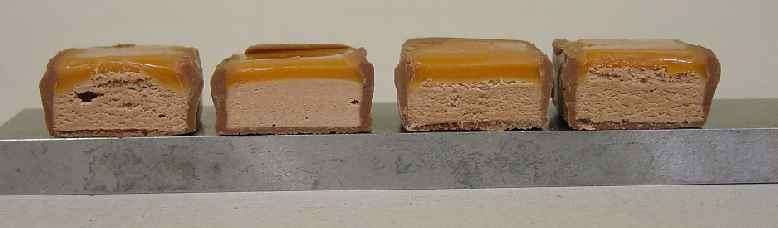
In der Pharmaindustrie werden so genannte Zylinderampullen bzw. -Karpulen7 Zum Verteilen
abgelagerter Wirkstoffe ist es wichtig die Karpule vor Gebrauch zu schütteln. Das
Vorhandensein einer bestimmten Anzahl von Kugeln aus Glas oder Stahl ist hierbei von
Vorteil. Bei der bisherigen Vorrichtung zum Einfügen der Kugeln in die Karpule, werden die
in einem Vorratskanal als Reihe anstehenden Kugeln mittels einer Förder-schnecke vereinzelt
und von der Förderschnecke direkt in die Öffnung der Karpulen einge-führt. Die Abbildung
73 verdeutlicht dies.
Abb. 73: Funktionsweise der Kugeleinlegestation
Dadurch, dass die Kugeln vor dem Einbringen in die pharmazeutischen Behälter autoklaviert8
werden, neigen diese zum gegenseitigen Anhaften bzw. Verkleben. Dies ist für das Vereinzeln
der Kugeln aus dem Vorratskanal kritisch und kann zu Störungen führen. Des Weiteren führt
die Vorbehandlung der Glaskugeln zu hohen Reibwerten. Dies hat zum einen Blockaden im
Prozess, Partikel und Bruchstücke und zum anderen Elektrostatik9 zur Folge. Aufgrund der
Elektrostatik können die Kugel nicht prozess-sicher in die Karpule dosiert werden. Die
Kugeln bleiben beispielsweise an der Mündung des Dosiersystems oder am Flaschenhals der
Karpule aufgrund von Elektrostatik hängen oder springen wieder aus der Karpule heraus. Der
Aufwand zur Beseitigung der Störungen ist sehr groß und nicht akzeptabel, der Wirkungsgrad
der Füllmaschine sinkt dadurch. Es ist daher eine Zuführvorrichtung erstrebenswert, mit
welcher sichergestellt werden kann, dass bei jedem Arbeitstakt jeweils die erforderliche
Anzahl von Kugeln in den Behälter abgegeben wird.10
7
Runder, steriler Medikamentenbehälter aus Glas. Eine Karpule dient zur Aufnahme eines Arzneimittels,
und besitzt einen zylindrischen Glaskörper dessen vorderes Ende mit einer Membran verschlossen und
von einer Kanüle durchstechbar ist.
8
Autoklavieren ist eine Sterilisationsmethode welche unter feuchter Hitze durchgeführt wird.
9
Die Elektrostatik befasst sich mit ruhenden elektrischen Ladungen, Ladungsverteilungen und den
elektrischen Feldern geladener Körper. Die elektrische Kraft ist im Vergleich zur Gravitationskraft
außerordentlich stark.
10
Vgl. Gensheimer, M.: TRIZ-Bericht, 2003, S. 3 u. 11.Anwendung von TRIZ
Ähnlich wie im Workshop zum Beispiel „Schneiden klebriger Zuckermassen“ wurde auch in
diesem Beispiel nach dem gleichen Schema vorgegangen. Aus diesem Grund wird im
Folgenden auf weiterführende Erklärungen verzichtet.
● Funktionsanalyse:
Abb. 74: Funktionsmodellierung für das Beispiel „Kugeleinlegestation“
● Trimming: “getrimmte Fallstrecke”Abb. 75: Getrimmte Fallstrecke
● Trimming: „getrimmter Schieber“
Abb. 76: Getrimmter Schieber
Ähnlich wie im Beispiels „Schneiden klebriger Zuckermassen“ konnten auch hier durch das
Trimming keine Konzeptideen generiert werden.● Ideales Endresultat (IER):
Abb. 77: Ideales Endresultat
Mit dem idealen Endresultat wurde versucht die Kugeleinlegestation so einfach wie möglich
darzustellen, um somit Lösungen zu generieren, die vorher möglicherweise keine
Berücksichtigung gefunden hätten. Hierzu wurden die zwei Komponenten – Kugel und
Behälter – dargestellt. Eine Spontanlösung ist beispielsweise den Behälter durch eine große
Menge von Kugeln zu ziehen.
Nach der Erarbeitung des idealen Endresultats konnten bereits erste Konzeptideen generiert
werden. Eine sehr viel versprechende Idee war das Konzept 13, siehe Abbildung 78.
13
13
Abb. 78: Konzeptidee Nr. 13
Hierbei wird auf der Öffnung der Karpule ein Schieber oder auch ein elastischer Ring
angebracht. Durch einen Stößel, der von oben auf die Kugel trifft, übt diese eine Kraft auf den
Ring aus, weitet diesen und fällt in die Karpule. Eine zweite Möglichkeit ist die Nutzung vonVakuum. Mittels Vakuum wird die erste Kugel angezogen und aufgrund des Auftreffens des
Stößels in die Karpule gepresst.
● Identifikation der Widersprüche:
V: Vorteil, N: Nachteil, IGP: Innovatives Prinzip
a) V: Sicheres Vereinzeln (27, 39) N: Reibung (10, 19)
IGP: 11, 19, 21
b) V: Robuster Aufbau (15, 26, 36) N: Gravitationsbedarf (27, 30)
IGP: 2, 13, 15, 22
c) Fallstrecke soll vorhanden sein, um zu (Prüfen) und soll nicht vorhanden sein, um keine
(Reibung) zu verursachen
d) Schieber soll vorhanden sein, um zu (Sperren) und soll nicht vorhanden sein, um keine
(Reibung) zu verursachen
● Innovative Grundprinzipien:
Fallstrecke
→ Separation nach Raum
IGP 2: Prinzip der Abtrennung
a. Vom Objekt ist das "störende" Teil, die "störende" Eigenschaft, abzutrennen.
b. Im Unterschied zum vorhergehenden Verfahren, in dem es um die Zerlegung des
Objektes in gleiche Teile ging, wird hier vorgeschlagen, das Objekt in unterschied-
liche Teile zu zerlegen.
IGP 4: Prinzip der Asymmetrie
a. Von der symmetrischen Form des Objektes ist zur asymmetrischen überzugehen.
b. Der Grad der Asymmetrie ist zu erhöhen, wenn das Objekt bereits asymmetrisch ist.
Schieber
→ Separation nach Zeit
IGP 21: Prinzip des Durcheilens
Der Prozess oder einzelne seiner Etappen, z. B. schädliche oder gefährliche, sind mit
hoher Geschwindigkeit zu durchlaufen.
Sehr schnelle Bewegung des Schiebers
• geringe Masse
• Doppelhubmagnet
→ Eigenschaften• IGP 3: Prinzip der örtlichen Qualität
a. Von der homogenen Struktur des Objektes oder des umgebenden Mediums ist zu einer
inhomogenen Struktur überzugehen.
b. Jedes Teil des Objektes soll sich unter solchen Bedingungen befinden, die seiner
Arbeit am zuträglichsten sind.
• ausgleichend: hydrophil: IGP 36: Prinzip der Anwendung von Phasenübergängen
Die bei Phasenübergängen auftretenden Erscheinungen sind auszunutzen, z. B.
Volumenveränderung, Wärmeentwicklung oder -absorption usw.
→ vermindern der Elektrostatik
Ausgehend von den Innovativen Prinzipien wurden im Rahmen des Workshops verschiedene
Konzeptideen erarbeitet. Zwei Ideen, die auch in die Lösung eingeflossen sind, sind in
nachfolgenden Grafiken dargestellt. Sowohl die ersten Ideen aus der Erarbeitung des IER, wie
auch aus den Widersprüchen sind hierbei integriert worden.
Abb. 79: Konzeptidee Nr. 12Abb. 80: Konzeptidee Nr. 17
Innerhalb der einzelnen Konzeptideen wurden erneut die Widersprüche identifiziert und die
innovativen Prinzipien in die Lösung mit einbezogen. Die Konzeptideen werden im Rahmen
der Lösungsdarstellung genauer betrachtet.
● Patent- und Internetrecherche:
Suchwörter Durchsuchte IPC- Benutzte Internet- Benutzte
(deutsch) Klassen Suchmaschinen Patentportale
Ball /Bälle A23G09/23 Google Depastisnet
Portionieren B23P19/00 Froogle Uspto
Dosieren B23P21/00 Altavista Cito
Perlen B65D63/04 Yahoo Espacenet
Kugel B65G47/08 Metager TechOptimizer
Pharma B65G65/46 Lycos Knowledgist
(ab-)füllen B65B09/04 T-Online
H01L21/60 Metacrawler
Suchknecht
Overture
Webcrawler
Tab. 20: Internet- und Patentrecherche
Es wurden keinerlei relevanten Seiten gefunden.
Es wurden lediglich geringfügig relevante Patente identifiziert.
● Recherche in der Effekte-Datenbank:
In der Effekte-Datenbank des TechOptimizers wurde nach folgenden Funktionen gesucht:
- Move (particle, solid substances) - Ball/ balls
- Dose - Pellet
- Portion - Pearls
- Fill - SphereDie Datenbankrecherche brachte jedoch keine verwendbaren Ideen.
● Konzeptbewertung:
Folgende Parameter wurden in die Bewertung mit einbezogen:
- Entwicklungskosten - Bauraum
- Entwicklungszeit - Herstellungskosten
- Zuverlässigkeit beim Einlegen - Reinigbarkeit, Sterilisierbarkeit
- Ausbringung - Kontrolle der Kugelanzahl
- Partikelgenerierung - Statische Aufladung
Abb. 81: Konzeptbewertung
Die bereits dargestellten Konzeptideen 12, 13 und 17 wurden am höchsten bewertet und
wurden in die Lösung mit eingebunden.11
Lösung
Die zwei neuen Kugeleinlegestationen, die mit Hilfe von TRIZ entwickelt wurden, haben den
Vorteil, dass ein sicheres Vereinzeln der Kugeln erzielt wird. Dies wird im Wesent-lichen
dadurch erreicht, dass über eine Saugbohrung auf eine der als Reihe angeordneten Kugeln
eingewirkt wird, so dass diese in einer Lage fixiert werden, die ein sicheres Ent-nehmen
ermöglicht.
11
Vgl. Gensheimer, M.: TRIZ-Bericht, 2003, S. 3-42Abbildung 82 zeigt die Kugel Pick and Place Station. Die Abbildung 83 und 84 zeigen
verschiedene Ausführungen von Kugelvorlageeinheiten jeweils im Schnitt.
Abb. 82: Kugeleinlegestation12
Die Kugeleinlegestation ist vorzugsweise Bestandteil einer Abfüllanlage und zwischen einer
Abfüllstation und einer Verschließstation für die Behälter (2) angeordnet. Zum Transport der
Karpulen dient die angedeutet dargestellte Fördereinrichtung (11), welche die Behälter in
gleichmäßigen Abständen aufnimmt. Auf einer Tischplatte (15) sind zwei Säulen (13, 14)
angebracht, aus welchen wiederum zwei Verstellwellen (17, 18) heraus-ragen. Diese
Verstellwellen sind um ihre vertikalen Achsen schwenkbar, sowie auf- und abbewegbar. An
den oberen Enden der Verstellwellen ist jeweils ein Träger (20, 21) befestigt, die zusammen
eine Aufnahmeleiste (22) für Vakuumnadeln (23) tragen. Die Vakuumnadeln, welche der
Anzahl der Behältnisse entspricht, dienen zum Halten und Überführen jeweils einer Kugel an
deren freien Nadelspitze. Jede Vakuumnadel ist mittels einer Vakuumleitung (24) mit einer
Unterdruckquelle verbunden.
An den Säulen (13, 14) ist ferner eine Aufnahmeplatte (26) befestigt. Diese trägt in einer
Aussparung eine Kugelvorlageeineit (28), siehe Abbildung 83.
12
Robert Bosch GmbH: Bilder aus Offenlegungsschrift, 2004.Abb. 83: Kugelvorlageeinheit: Entwurf 1 Abb. 84: Kugelvorlageeinheit: Entwurf 2 Die Kugelvorlageeinheit weist für jede Vakuumnadel einen Zuführkanal (29) auf, welcher jeweils mittels einer rohrförmigen Zuführleitung (31) aus einem nicht dargestellten Mas- senspeicher mit den Kugeln (1) versorgt wird. Der Zuführkanal ist gegen die Horizontale angeneigt worden, so dass die Kugeln in der Reihe (4) stets dicht an dicht anstehen. Nach Entnahme der jeweils vordersten Kugel bewegt sich die Reihe in Richtung der Kugelent- nahme weiter. Die Kugelvorlageeinheit (28) hat im Bereich der vordersten Kugel jeweils eine Aus-sparung (32), die den Zugang der Vakuumnadel, sowie eine Entnahme der Kugel aus dem Zuführkanal ermöglicht. Im Bereich der vordersten Kugel weist der Zuführkanal einen horizontalen Wegabschnitt (33) auf. Wesentlich bei dieser Kugelvorlageeinheit ist, dass die nachfolgende Kugel (1b) im Bereich der Saugbohrung (34) angeordnet ist und mit Hilfe von Unterduck an ihrem Ort fixiert ist. Sobald die Vakuumnadeln bei angelegtem Unter-druck einen bestimmten Mindestabstand unterschreiten, werden die Kugeln (1a) aus den Zuführkanälen herausgehoben und an den Spitzen (35) der Vakuumnadeln gehalten. Anschließend werden die Vakuumnadeln über eine Schwenkbewegung bei gleichzeitigem Heben und Senken über die Säulen (13, 14) oberhalb der Behälteröffnungen (3) befördert. Daraufhin werden die Vakuumnadeln entlüftet. Hierbei wird durch die eintretende Luft in die Vakuumnadeln ein Luftstoß verursacht, der die Kugeln von den Spitzen losreißt und in die Behälter einschießt. Nach der Entnahme der vordersten Kugel wird der Unterdruck an den Saugbohrungen abgeschaltet, so dass die Kugeln (1b) an die Entnahmestelle vor-rücken. Bei der in Abbildung 84 dargestellten modifizierten Kugelvorlageeineit (38) ist der Weg- abschnitt (39) gegen die Horizontale noch oben gerichtet angeordnet, so dass die vorderste Kugel aufgrund des Staudrucks von den nachfolgenden Kugeln herausgehoben wird. Somit wird zum einen die Zugänglichkeit der vordersten Kugel für die Vakuumnadel verbessert, zum anderen lässt sich dadurch die erforderliche Kraft zum Herausheben der vordersten Kugel reduzieren.
Neben diesen beiden bereits dargestellten Kugelvorlageeinheiten wurden zwei weitere
modifizierte Kugelvorlageeinheiten entwickelt, auf die an dieser Stelle nicht näher einge-
gangen werden soll.
Die Kugeleinlegestation ist besonders dort vorteilhaft anwendbar, wo infolge von Reinlich-
keitsanforderungen die Behälteröffnungen mittels eines Laminar-Flows13 umströmt werden
müssen. Dies wird dadurch gewährleistet, dass die Kugelvorlageeinheit seitlich neben den
Behältern angeordnet ist.
Neben der eben beschriebenen Kugeleinlegestation konnte mit Hilfe von TRIZ eine weitere
Kugeleinlegestation mit Stößel entwickelt werden. Diese ist insbesondere für kleine,
kostengünstige Solomaschinen mit geringer Ausbringung gedacht. Der Unterschied zu der
oben beschriebenen Pick and Place Station liegt in der kleinen Baugröße.
13
Unter Laminar-Flow wird eine keim- und wirbelfreie Luftströmung verstanden. Laminar-Flow wird
mittels spezieller Anlagen erzeugt, die über Ventilatoren, Filter und Luftverteiler verfügen. Laminar-Flow
findet überall dort Anwendung, wo das erhöhte Risiko von Partikelbildungen (z.B. durch Reibung sich
bewegender Teile) kompensiert werden muss, also z.B. bei der Abfüllung von Pharmazeutika.Abb. 85: Kugeleinlegestation mit Stößel14
Bei der in Abbildung 85 dargestellten Vorrichtung ist die Kugelvorlageeinheit derart
ausgerichtet, dass die Längsbohrungen (52), über welche die Kugeln aus der Kugelvorlage-
einheit (51) in die Behälteröffnungen (3) abgegeben werden, mit den Behälteröffnungen
ausgerichtet sind. Die Kugelvorlageeinheit weist neben dem Zuführkanal (54) die bereits
erwähnte Längsbohrung auf, welche auf der den Behälteröffnungen gegenüberliegenden Seite
in einer erweiterten Bohrung (55) mündet. In der Bohrung ist ein Einschubstößel (56) geführt,
welcher eine Einstoßnadel (57) trägt, die in die Längsbohrung eintaucht. Der ebenfalls gegen
die Horizontale geneigt angeordnete Zuführungskanal mündet in der Längsbohrung unterhalb
der Bohrung. Auf der dem Zuführkanal gegenüberliegenden Seite der Längsbohrung ist ein
Sauganschluss (58) abgebildet, der mit einer Unterdruckwelle verbunden ist. Der Unterdruck
am Sauganschluss bewirkt, dass die vorderste Kugel in der Längsbohrung im Bereich des
Sauganschlusses fixiert ist, ohne in Richtung des Behälters herauszufallen. Zum Abgeben der
vordersten Kugel in den Behälter wird dann die Einstoß-nadel über den Stößel nach unten
bewegt, wobei sie bei ihrer Abwärtsbewegung den Zuführkanal verschließt, und so verhindert,
dass weitere Kugeln in die Längsbohrung gelangen.
Beide dargestellten Kugeleinlegestationen können in vielfältiger Weise modifiziert werden.
So ist es beispielsweise denkbar, die Kugelvorlageeinheit zusammen mit den Einstoßnadeln
horizontal bewegbar anzuordnen, um so erhöhten Reinheitsanforderungen durch Verwendung
eines Laminar-Flows Rechnung zu tragen.15
Fazit
Die, mit Hilfe von TRIZ entwickelten, Kugeleinlegestationen besitzen gegenüber dem alten
Verfahren erhebliche Vorteile. Hier sind beispielsweise die sehr kompakte Bauweise und das
einfache Handling zu erwähnen. Des Weiteren kann die Reibungsproblematik aufgrund der
Sterilität der Kugeln eliminiert und die Elektrostatik stark reduziert werden. Auch eine
Verklemmung der Kugeln kann vermieden werden. Da mehrere Verfahrens-schritte
hintereinander erfolgen, führt dies zu einem störungsfreien Betrieb der Station und die
Fehlerquote geht gegen Null.
Die Bosch Gruppe arbeitet weiterhin an verschiedenen Standorten mit TRIZ und setzt auf das
Erfolgspotential der Methode. Der Bosch Gruppe ist es gelungen, sich ein kontinuier-liches
Umsatzwachstum zu erarbeiten. Dies beruht auf der konsequenten Ausrichtung auf qualitativ
14
Robert Bosch GmbH: Bilder aus Offenlegungsschrift, 2004; vgl. dazu auch Peters, J.: E-Mail vom
31.08.2006.
15
Vgl. Gensheimer, M.: TRIZ-Bericht, 2003, S. 3-42; vgl. dazu auch Robert Bosch GmbH:
Arbeitsunterlagen, 2004, S. 1-9; vgl. dazu auch Peters, J.: (Persönliches) Interview vom 23.08.2006.hochwertige Produkte und dem dadurch erreichten Markenimage, und der Nutzung der
technischen Möglichkeiten im Rahmen eines systematischen Innovations-managements.
Als eines der erfolgreichsten Unternehmen in der Verpackungsindustrie genießt Bosch
Packaging Technology den Ruf eines Innovations- und Technologieführers. 16
16
Vgl. Peters, J.: Erfindungsanmeldung, 2005, S. 6.Sie können auch lesen