CALIX - Optische Inline-Dickenmessung von Band - Whitepaper - LAP laser
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

DE
Whitepaper
CALIX – Optische Inline-
Dickenmessung von Band
Dickenmessung in
Echtzeit – ganz ohne
Strahlenschutz
Bei der Herstellung und Verarbeitung Neben der Messung der absoluten
von Band spielt die präzise Inline- Dicke sind auch Informationen über
Messung der Dicke eine wichtige Rol- die Form des Querschnittes – über
le. Sie liefert wertvolle Informationen, Keiligkeit und Bombierung – erfor-
mit denen der Walzprozess geregelt derlich. Beim Walzen ist die Echtzeit-
wird, vorgegebene Dickentoleranzen Dickenmessung auf beiden Seiten
präzise eingehalten und das Bandma- des Gerüstes ein entscheidender
terial über seine gesamte Länge und Faktor für die schnelle Regelung des
Breite optimal genutzt wird. Außer- Gerüstes.
dem erlaubt sie es, die Eigenschaften
Generell fordern Anwender heute
der Bänder mit Längs- und Querprofi-
eine Messgenauigkeit im Bereich
len des Dickenverlaufs umfassend zu
weniger Mikrometer. Radiometrische
dokumentieren.
Messysteme wurden jahrzehntelang
Eine exakte Dickenmessung ist in verwendet und erfüllen die Anforde-
vielen Stufen der Herstellung und rungen an die Messgenauigkeit. Sie
Bearbeitung von Band wichtig: beim haben jedoch zwei entscheidende
Walzen, Beizen oder Glühen, sowie an Nachteile: Der Aufwand für die Pflege
Umwickel- und Inspektionslinien, bei der Materialkennwerte und den
der organischen und anorganischen Strahlenschutz ist erheblich.
Beschichtung, ferner an Längs- und
Querteilanlagen.
Exakte Messergebnisse
Die Dickenmessung mit Lasertechnik nahmen. Außerdem ist ihre Ortsauf-
ist den etablierten radiometrischen lösung wesentlich höher, denn der
Systemen gleich in mehrfacher Hin- Messfleck ist mit einem Durchmesser
sicht überlegen. Unabhängig von den von nur 0,08 mm deutlich kleiner als
Materialeigenschaften des Bandes der radiometrischer Systeme. Das
erzielt sie zuverlässig die gleiche oder hat unter anderem zur Folge, dass
eine gar höhere Genauigkeit und Messungen bis nah an die Bandkante
erfordert keine Strahlenschutzmaß- möglich sind.
„Der geringe apparative Aufwand sowie die niedrigen Kosten für Betrieb und Wartung machen die optische Messung zu einer attraktiven Lösung bei Neubau und Modernisierung.“ Johann Peters Produktmanager bei LAP Unabhängig von Materialeigenschaften Ein entscheidender Vorteil der Sensoreinheiten von der Bandober- pflegt zu werden. Außerdem spielt die optischen Dickenmessung ist die fläche messen. Sei es Stahl, Alumi- Beschaffenheit der Oberfläche keine Unabhängigkeit von den Material- nium, Kupfer oder Messing unter- Rolle – die Elektronik kompensiert eigenschaften des Bandes. Sie ist schiedlichster Zusammensetzung: die unterschiedliche Reflexivität von darin begründet, dass die optischen Materialkennwerte brauchen zu kei- glatten oder rauen, lackierten oder Systeme lediglich die Abstände der nem Zeitpunkt eingegeben und ge- verzinkten Oberflächen automatisch. Über lange Zeit stabil LAP verwendet für die Rahmenkons- sich auch bei ausgeprägten Tempe- len Ausdehnungskoeffizienten hat truktion seiner Lasersysteme für raturschwankungen nicht ändert. und mit einem zertifizierten, rückver- die Dickenmessung Werkstoffe, die Zusätzlich wird nach dem Durchlauf folgbaren Protokoll geliefert wird. Die sich durch einen äußerst geringen eines Coils automatisch ein Inline- Inline-Kalibrierung nimmt nur etwa Wärmeausdehnungs-Koeffizienten Kalibriernormal in das Messfeld 30 s in Anspruch, sodass eine kurze auszeichnen. Darüber hinaus hält gebracht. Es besteht aus Scheiben, Produktionsunterbrechung – zum eine Klimaeinheit die Temperatur im deren Dicke exakt bekannt ist. Sie Beispiel bei einem Coilwechsel – aus- Inneren des Messrahmens konstant, sind aus einem speziellem Keramik- reichend Zeit bietet. sodass der Abstand der Sensoren material gefertigt, das einen minima-

Höchste Präzision
mit Lasertechnik
Optische Systeme sind gegenüber
radiometrischen Systemen klar im Vorteil
Umfangreiche Messungen in mehreren Messbereich. Somit arbeitet CALIX mit der
Werken zeigen, dass die CALIX Sensoren gleichen Genauigkeit und Präzision der
stabil die spezifizierte Genauigkeit erzielen, bisher üblichen radiometrischen Systeme
und zwar über ihren gesamten Dicken- und übertrifft diese in vielen Fällen.
855
Technologischer Vergleich:
Dickenmesswerte in der Stahlband-
850
Banddicke [μm]
produktion
845 Optische Dickenmessung
Radiometrische Dickenmessung
840
835
000 100 200 300 400 500 600 700
Bandlänge [m]
4 Test des CALIX auf Genauigkeit:
3
Dickenabweichung [μm]
Präzise, laserbasierte Dickenmessung
2 im gesamten Messbereich mit einer
1 Genauigkeit von ±2 µm
0
-1 Vorlauf des Kalibriernormals
-2 Rücklauf des Kalibriernormals
-3
-4
-15 Zielposition [mm] 15
CALIX Radiometrische Systeme
Bauraum in der Linie + -
Unabhängigkeit von Materialeigenschaften ++ --
Messgenauigkeit ++ ++
Inline-Kalibrierung ++ -
Sicherheit ++ -
Spot-Größe ++ -
Wartungsaufwand ++ --
Sensortausch + --
Vorteile laserbasierter Dickenmessung mit CALIX gegenüber radiometrischen Systemen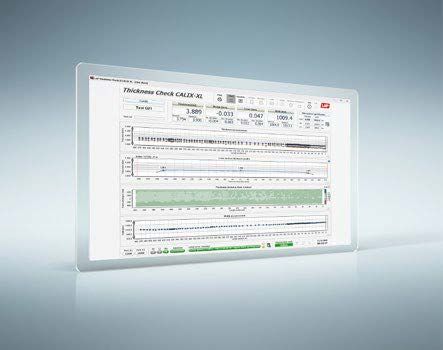
Das Messprinzip
Grundlage der optischen Abstands- von Band werden zwei gegenüberlie-
messung ist die Laser-Triangulation: gende Laser-Sensorpaare verwendet,
Ein Laserstrahl trifft senkrecht auf die die in einem C-Bügel angeordnet
Oberfläche des zu messenden Objek- sind. Bei der Messung ist der Abstand
tes und erzeugt dort einen Licht- der beiden Schenkel des C-Bügels
punkt. Über eine Empfangsoptik wird von entscheidender Bedeutung, denn
dieser Punkt auf eine schräg darüber eine Änderung würde unmittelbar
angeordnete CCD-Zeile abgebildet. in das Messergebnis eingehen. Die
Ändert sich der Abstand, so ver- Banddicke D wird aus dem Abstand
schiebt sich der Punkt auf der Zeile. A der Sensoren und den beiden
Ein Digitaler Signalprozessor nimmt gemessenen Abständen d1 und d2
das Signal auf und berechnet daraus berechnet. Beide Sensormodule
den Abstand des Objektes von der werden synchron getriggert, was die
Laserquelle. Für die Dickenmessung Messgenauigkeit weiter erhöht.
Laser-Triangulation:
Die Messung erfolgt durch
einen Laserlichtstrahl, der
Laser Sensor durch die Oberfläche des
Messobjektes reflektiert wird.
Differenzdickenmessung:
Die Dicke (D) wird durch
Laser Kamera Subtraktion der gemessenen
Werte von dem festen Abstand
zwischen den gegenüberlie-
genden Sensoren berechnet.
d1
D A
d2
Kamera Laser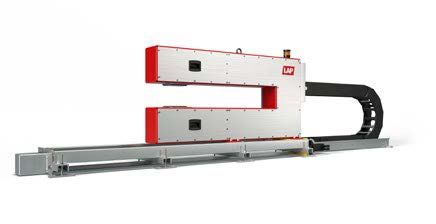
Einfach integriert
CALIX S und
CALIX XL
LAP liefert zwei unterschiedliche Bau- CALIX S
reihen, die sich im Wesentlichen nur
Der CALIX S von LAP eignet sich mit
durch die Messtiefe unterscheiden.
seinem kompakten Messrahmen und
CALIX S arbeitet mit einer Genauig- einer Messtiefe von bis zu 250 mm
keit von ±2,5 µm bei einer Messfre- für schmale Bänder oder Messungen Mehr Informa-
quenz von 4 kHz, die Reaktionszeit im Randbereich breiterer Bänder. tionen unter:
www.lap-laser.com/
bei Datenübermittlung beträgt 1 ms.
CALIX XL calix
CALIX XL erzielt sogar eine Genauig-
Für Messungen an breiten Bän-
keit von ±2,0 µm. Die Sensoren sind
dern, speziell für die traversierende
bereits ab Werk eingemessen, sodass
Messung, ist der CALIX XL mit einer
die Justage der Lasersensoren bei der
Messtiefe von bis zu 1.090 mm die
Montage vor Ort entfällt.
passende Lösung.
THICKNESS CHECK
Software:
Prozesskontrolle
in Echtzeit
THICKNESS CHECK Software
Der Lasersensor überträgt bis zu Minimal-, Maximal- und Durch-
4.000 Messwerte pro Sekunde an die schnittswerten. Zusätzlich werden
Software. Ergebnis ist eine detaillierte die Standardabweichung sowie die
Auswertung mit allen gemessenen Cp- und Cpk-Werte berechnet.CALIX XL und CALIX S zur berührungsfreien Dickenmessung
Kompakt Sicher Hoch
Die Systeme sind so kompakt, dass Die Leistung der Laser ist mit 1 mW verfügbar
sie meist ohne Umbaumaßnahmen in (Laserklasse 2) so gering, dass kein
bestehende Bandanlagen integriert Laserschutzbeauftragter benannt wer- Der geschlossene Messrahmen ist
werden können – ein System erfordert den muss. Auf diese Weise reduziert vollständig gekapselt und enthält
lediglich eine Lücke von etwa 200 mm CALIX den Aufwand für den Strahlen- keine mechanisch bewegten Kompo-
in Bandrichtung. schutz auf Null. Das Anbringen eines nenten. Die Fenster der Optik werden
Warnschildes reicht aus, um die Vor- kontinuierlich mit sauberer Luft freige-
LAP liefert standardisierte Verfahrein-
schriften zum Schutz vor Strahlung zu blasen und müssen lediglich von Zeit
richtungen, deren Schienen individuell
erfüllen. Wenn Arbeiten an oder in der zu Zeit gereinigt werden. Bei Bedarf
an die Bedingungen vor Ort ange-
Nähe des Messsystems erforderlich können sie vor Ort getauscht werden.
passt werden. Existierende Verfahr-
sind, braucht kein Strahlenschutz-Be-
einrichtungen können in vielen Linien Für den Fall, dass ein Sensormodul
auftragter herangezogen zu werden.
weiterhin genutzt werden. gewechselt werden muss, kann dies
Wenn der Kunde Material produziert, vor Ort geschehen. Die Techniker ver-
So ersetzen CALIX Systeme vorhan-
das sich seitwärts bewegen und eine wenden dabei eine mobile Linearisie-
dene radiometrische Systeme, ohne
Kollision mit dem Messgerät verur- rungseinheit, mit der die Ergebnisse
dass Umbauten an der Bandanlage
sachen kann, ist eine Lichtschranke über den gesamten Messbereich ab-
durchgeführt werden müssen.
als Kollisionssensor erhältlich, die auf geglichen werden. Der Tausch eines
einer Seite des CALIX XL befestigt Messkopfes ist in der Regel innerhalb
werden kann. einer Schicht abgeschlossen.
Verfahrschienen für
den CALIX ermöglichen
z.B. die traversierende
Dickenmessung.100-mal kürzere Reaktionszeit
CALIX Systeme
in der Anwendung
Bandbehandlung
Optische Dickenmesssysteme können Traversierende Systeme scannen die
stationär einzeln – zum Beispiel für Bandoberfläche während des Band-
die Messung in Bandmitte – oder in laufes und liefern so die Dickeninfor-
Banddicke Kantendicke
mehreren Spuren nebeneinander mation über die gesamte Breite des
eingesetzt werden. Das Ergebnis ist Bandes. Aus den Ergebnissen der tra-
ein lückenloses, hoch aufgelöstes Di- versierenden Messung kann sowohl
cken-Längsprofil für jede Spur, das es ein Längs- als auch ein Querprofil der
ermöglicht, den Dickenverlauf jedes Materialdicke abgeleitet werden, das
Coils im Detail zu analysieren. Bombierung und Keiligkeit darstellt. Dickenprofil Keil, Bombierung
Kaltwalzen
Wird je ein System vor und hinter aus. Eine radiometrische Messung e Für die schnelle Dickenregelung
einem Walzgerüst angeordnet, liefern mit einem typischen Messintervall setzt LAP als einziger Anbieter ein
die Messergebnisse die Eingangswer- von 60 ms erreicht bei gleicher Band- Echtzeitsystem ein. Aufgrund seiner
te für die schnelle Dickenregelung: geschwindigkeit einen Abstand der Präzision und der hohen Messrate
Bei einer typischen Bandgeschwin- Messwerte von 300 mm. Selbst bei visualisiert das System auch zyklisch
digkeit von 300 m/min und einer einer Bandgeschwindigkeit von 1.500 wiederkehrende Dickenänderungen,
Messrate von 4 kHz gibt zum Beispiel m/min gibt das optische System alle die zum Beispiel durch exzent-
der CALIX XL in Bandlaufrichtung 6,25 mm einen neuen Messwert aus. risch laufende Walzen verursacht
etwa alle 1,25 mm einen Dickenwert werden.
LAP Geregeltes Reversierwalzgerüst:
Echtzeitrechner
Je ein CALIX System vor und hinter
einem Walzgerüst angeordnet,
PLC
liefern Messergebnisse in Echtzeit.
Umlenkrolle Umlenkrolle
CALIX S/XL CALIX S/XL
Coil CoilServicecenter
Auch für Anwender, für welche die
Inline-Dickenmessung bisher zu auf-
wendig und nicht wirtschaftlich war,
eröffnen die optischen Systeme neue
Möglichkeiten, die Banddicke präzise,
einfach und kostengünstig zu
messen. Dies trifft zum Beispiel auf
Stahl-Servicecenter oder die Waren-
eingangskontrolle von Coils bei der
Weiterverarbeitung zu. Dort ist es be-
sonders wichtig, dass die Dickenmes-
sung unabhängig von den Material-
eigenschaften ist, denn es sind Coils
unterschiedlichster Legierungen zu
prüfen, die von einer großen Zahl von
Anbietern angeliefert werden.
e Speziell vor dem Hintergrund, dass
die Anforderungen an Stahl-Service-
center, die Qualität ihrer Produkte
lückenlos zu dokumentieren, be-
ständig wachsen, gewinnt der Ein-
satz materialunabhängiger Systeme
mehr und mehr an Bedeutung.
Was vor dem Kauf zu beachten ist
B Die Anforderungen an den B Am Messort soll das Band so kann die Bandoberfläche mit
Einbauort sind gering. In Band- geführt sein, dass die Passline einem Air Knife freigeblasen
laufrichtung beanspruchen die immer innerhalb des Mess- werden.
Systeme nur wenig mehr als bereiches des Dickenmesssys-
B Damit die Längeninformation
200 mm Bauraum. Bei verfahr- tems liegt.
der Position auf dem Band zu-
baren Systemen muss neben
B Die Temperatur des Bandes geordnet werden kann, muss
der Linie ausreichend Platz für
soll unter 200 °C liegen, die kundenseitig ein Längensignal
das Herausfahren des C-Bü-
Umgebungstemperatur soll zur Verfügung gestellt werden.
gels vorhanden sein, in den
40 °C nicht überschreiten. Bei traversierenden Systemen
meisten Linien steht auf der
wird die Position des Mess-
Antriebsseite genügend Platz B Die Oberfläche des Bandes soll
flecks quer zur Walzrichtung
zur Verfügung. frei von Flüssigkeiten wie zum
von der Verfahreinheit erzeugt.
Beispiel Walzöl sein. Bei BedarfROI in kurzer Zeit
Mehrere Anwender berichten, dass sich ihre
Systeme innerhalb von rund sechs Monaten
bezahlt gemacht haben.
Ein Beispiel aus der Praxis
In mehreren Beizen haben zwei Mit den Systemen nutzt der Anwen- In der täglichen Produktion spielt die
traversierende CALIX radiometrische der die Coils mithilfe der Längs- und Unabhängigkeit von den Materialei-
Systeme ersetzt. Die präzisen Dicken- Querprofile über ihre gesamte Länge genschaften eine große Rolle: Anders
messwerte versetzen den Kunden in und Breite optimal. Die vollständige als bei den radiometrischen Syste-
die Lage, die Bereiche, die vorgegebe- Dokumentation mit Dickenprotokol- men brauchen keine Materialkenn-
nen Toleranzen entsprechen, exakt zu len macht es möglich, gegenüber werte mehr eingegeben zu werden.
erfassen und zu dokumentieren. Mit den Kunden nachzuweisen, dass die Niemand muss warten, bis die Werte
Dicken-Längsprofilen erkennt er zum Vorgaben erfüllt sind. für neue Legierungen eingetroffen
Beispiel, an welcher Position hinter sind. Außerdem ist die Fehlerquelle
Die Systeme sind in die übergeordne-
dem Kopf oder vor dem Fuß des Ban- „manuelle Eingabe der Materialdaten“
te Produktionssteuerung integriert.
des die gewünschte Dicke eingehalten vollständig entfallen.
Die Messwerte werden in den nach-
ist. Auf diese Weise können Kopf- und
folgenden Prozessstufen verwen- Der Betrieb über mehrere Jahre hat
Fußschrott minimiert werden.
det, um beispielsweise Längs- und gezeigt, dass sich die Wartung auf
Quer zur Walzrichtung macht es Querteilanlagen effizient zu nutzen. das wöchentliche Reinigen der Fens-
die geringe Spotgröße des Lasers Die Produktionsplaner haben jetzt ter beschränkt.
möglich, nah an der Bandkante zu verlässliche Informationen, mit denen
Im Vergleich mit radiometrischen
messen. Während vorher ein Streifen sie diese Anlagen optimal einsetzen.
Systemen profitiert der Anwender
von etwa 40 mm an den Bandkanten Hinzu kommt, dass die Messung am
insgesamt von geringen Kosten für
nicht erfasst werden konnte, wird die Auslauf der Beizlinie manuelle, stich-
Kauf, Betrieb und Wartung. Hinzu
Dicke jetzt über die gesamte Breite probenartige Messungen oder gar
kommen die optimierte Planung der
des Bandes gemessen. Die Besäum- die Installation von Messsystemen an
Produktion und die deutlich höhere
schere kann so gesteuert werden, den nachfolgenden Aggregaten über-
Ausbeute.
dass nur noch minimaler Besäum- flüssig macht.
schrott entsteht.
Reduzierte Nachweisbare Höherer
Kosten Qualität Output
Niedrige Investitionskosten und Erfüllung der Kundenvorgaben durch Optimierung von Prozessen in
geringer Aufwand für Betrieb die vollständige Dokumentation mit der Produktion und bessere
und Wartung Dickenprotokollen MaterialeffizienzÜber uns
LAP ist ein weltweit führender Anbieter von Systemen
zur Steigerung von Qualität und Effizienz durch
Laserprojektion, Lasermessung und weiterer Verfahren.
Jährlich liefert LAP 15.000 Einheiten an Kunden
unter anderem aus den Branchen Strahlentherapie, 90+ 300 8
Stahlerzeugung und Composite-Verarbeitung. Partner Mitarbeiter Standorte
LAP beschäftigt 300 Mitarbeiterinnen und Mitarbeiter
an Standorten in Europa, Amerika und Asien.
Qualität Service
Unser Handeln basiert auf einheitlichen Standards und Wir sorgen für die maximale Verfügbarkeit Ihrer Geräte,
zertifizierten Prozessen. „Made in Germany“ steht bei uns damit Sie sich auf Ihren eigentlichen Kernprozess kon-
für hohe Präzision in der Fertigung sowie für die Quali- zentrieren können. Wo immer Sie uns brauchen, unsere
tätsprüfung jedes einzelnen Gerätes. Für unsere Kunden zertifizierten Servicetechniker sind in jeder Zeitzone schnell
bedeutet dies Planungssicherheit und Prozesssicherheit. vor Ort. Wir unterstützen Sie von der Installation und Inbe-
triebnahme, über Anwender-Trainings, bis hin zu Wartung,
Alle LAP Standorte weltweit sind nach DIN EN ISO 13485
Reparatur oder Gerätetausch.
beziehungsweise DIN EN ISO 9001 erfolgreich zertifiziert.
Unsere Produkte verfügen über erforderliche Zulassungen Unsere effiziente Logistik sichert dabei eine schnelle
und Registrierungen weltweit. Ersatzteilverfügbarkeit weltweit. Für technische Fragen und
zur Unterstützung steht Ihnen unser Helpdesk telefonisch,
per-E-Mail oder Remote-Support zur Verfügung.
Kontaktieren Sie uns!
Kontaktieren Sie uns!
Johann Peters | j.peters@lap-laser.com
info@lap-laser.comFotos:Laser
© LAP GmbH Applikationen,
© LAP, Paper Calix, 1.1
White Photography,
Max Mustermann de, 2021-06-02k
Titel-Mustergrafi
© LAP GmbH Laser Applikationen, Medienbezeichnung, 1.0 de, 2020-02-07
Kontaktieren Sie uns!
P +49 4131 95 11-95
E info@lap-laser.com
LAP Laser
laplaser
LAP GmbH Laser Applikationen
Zeppelinstr. 23
21337 Lüneburg
Germany
LAP FRANCE SAS, France / LAP GmbH Laser Applikationen c/o representative office DMAN, Russian Federation / LAP Laser Applications
Asia Pacific Pte. Ltd., Singapore / LAP Laser Applications China Co. Ltd., China / LAP of America Laser Applications, L.L.C., USA / LAP Sued
GmbH, Germany / LifeLine Software, Inc., USA / Our worldwide partners: Argentina / Australia / Brazil / Bulgaria / Canada / Chile / Colombia /
Croatia / Czech Republic / Dominican Republic / Egypt / Finland / Greece / Hungary / India / Indonesia / Italy / Japan / Jordan / The Republic of
Korea / Kuwait / Latvia / Lebanon / Lithuania / Malaysia / Mali / Malta / México / Netherlands / Norway / Oman / Philippines / Poland / Portugal /
Qatar / Romania / Saudi Arabia / Slovakia / Slovenia / South Africa / Spain / Sweden / Switzerland / Taiwan, China / Thailand / Turkey / United Arab
Emirates / United Kingdom / Bolivarian Republic of Venezuela / Viet Nam / Republic of Zambia
Designations of goods or services may be registered trademarks of LAP GmbH Laser Applikationen
www.lap-laser.com/xxx
www.lap-laser.com/calix or other organizations; their use by third parties may infringe the rights of the respective owners.Sie können auch lesen