Focus Edition von GC Phosphat-gebundene Einbettmassen für die Kronenund
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Focus Edition von GC
Phosphat-
gebundene
Einbettmassen
für die Kronen- und
Brückenversorgung
Focus Edition von GC
Inhalt
Einführung 3
Leitfaden zum optimalen Gebrauch phosphatgebundener Einbettmassen für Kronen und Brücken 5
1 Vorbereitungen vor dem Einbetten 6
Einführung
2 Expansion und Einbetten 12
3 Aufheizen/Ausbrennen 18
Sehr geehrte Kunden,
4 Gießen 23
vielen Dank für Ihre Wahl von GC Einbettmassen
5 Auswirkungen der Haupteinflussfaktoren auf die Gussresultate 25 für Ihre Kronen- und Brückentechnik. Sie haben
sich für Produkte höchster Qualität entschieden,
6 Die phosphatgebundenen Einbettmassen von GC für die Kronen- und Brückenversorgung 26 die spezifisch zur Herstellung von Zahnersatz mit
gleichbleibend präziser Passform entwickelt wur-
7 Ähnliche Produkte 27 den. Die phosphatgebundenen Einbettmassen
von GC erfüllen die zeitgemässen Produktions-
Phosphatgebundene Einbettmassen für die Kronen- und Brückenversorgung - Problemanalyse 29 anforderungen kosten- und qualitätsbewusster
Dentallabors.
1 Einbettmasse bindet zu schnell ab 30
Die effiziente Anfertigung qualitativ hochwertiger
Weitere Informationen über GC Produkte finden
2 Einbettmasse bindet zu langsam ab 31 Kronen- und Brückenrestaurationen hängt von
Sie auf unserer Website www.gceurope.com
präzisem Arbeiten und guter Verarbeitungskennt-
3 Unterschiedliche Beschaffenheit der Einbettmasse (zu dünn oder zu dick, nicht konsistent) 31 nis der verschiedenen zahntechnischen Materialien
ab.
4 Raue Gussoberflächen (Vertiefungen, Knoten und poröse Stellen) 32
Diese Broschüre vermittelt Ihnen vertiefte Produk-
5 Risse in der Einbettmasse (Rillenbildung, Deformierung...) 34 tekenntnis und praxisbezogene Informationen.
Erläuterungen zu den optimalen Gebrauchstech-
6 Unvollständige Güsse und abgerundete Zervikalkanten 36 niken und Analysen potenzieller Probleme sollen
helfen, zukünftige Fehler oder Probleme zu ver-
7 Ungenaue Passform der Gussteile 37 meiden, die durch unsachgemässe Verarbeitung
auftreten können.
Anleitung für die Verwendung bei Implantologie-Techniken 39
Obgleich wir versucht haben, diesen Leitfaden so
Schritt für Schritt zur optimalen Passform 49 umfassend wie möglich zu gestalten, kann keine
Anleitung jede Eventualität abdecken. Sollten Sie
Klinische Fälle 59 weitere Hilfe benötigen, so wenden Sie sich bitte
an Ihren zuständigen GC Mitarbeiter.
2 3
Focus Edition von GC
Leitfaden zum
optimalen Gebrauch
phosphatgebundener Einbettmassen für
Kronen und Brücken
Dieses Kapitel erläutert Ihnen eingehend
unsere phosphatgebundenen Einbett-
massen für Kronen und Brücken und
gibt Ihnen nützliche Informationen an
die Hand, wie Sie Fehler und mögliche
Probleme künftig vermeiden können.
Wir zeigen die optimalen Anwendungs-
techniken auf und analysieren die
verschiedenen Probleme, die auftreten
können, wenn ein bewährtes Verfahren
nicht eingehalten wird.
4 5
Focus Edition von GC
Um Verdunstungsprobleme zu vermeiden, sollten 1.4 Vorbereitungen vor dem Einbetten
die Flaschen stets dicht verschlossen und von
direktem Sonnenlicht entfernt aufbewahrt werden. 1.4.1 Modellieren
- Gussform-Trennmittel
1.3 Verarbeitungstemperatur
Verwenden Sie für optimale Präzision und Versch-
Die Verarbeitungstemperatur von Pulver und leißfestigkeit qualitativ hochwertigen Superhartgips
Flüssigkeit der Einbettmasse ist entscheidend für Typ 4 wie GC Fujirock EP. GC Multi Sep ist ein
die Abbindezeit, Expansion, Oberflächenrauheit ideales Wachstrennmittel, das keinen Ölfilm auf der
und folglich für die endgültige Passform des Oberfläche der Gussform hinterlässt.
1 Vorbereitungen vor dem Einbetten Zahnersatzes.
Die optimale Verarbeitungstemperatur für Pulver - Modelliermaterialien
und Flüssigkeit beträgt 21 °C bis 23 °C. Diese
Temperatur muss bei höherer oder niedrigerer Die korrekte Positionierung der Wachs-/Kunst-
Raumtemperatur berücksichtigt werden, oder stoffformen ist wichtig, um eine ausreichend dicke
wenn die Materialien kühl gelagert wurden. Schicht an Einbettmaterial um die Objekte herum zu
1.1 Gebrauchsanleitung gewährleisten, um den Gusskräften zu widerstehen
Bei einer Verarbeitungstemperatur unter 20 °C und um eine ausreichende Expansion zu erlauben.
Jede Packung GC Einbettmasse enthält eine Labor zu Labor unterschiedlich sind (z. B. verwen- können die folgenden Probleme auftreten: Der höchste Punkt der Modellation sollte sich 5
mehrsprachige Gebrauchsanleitung. Bitte ver- dete Wachse, Kunststoffe, Muffelringeinlagen, - Verzögerte Abbindezeit bis 10 mm unter der Oberkante des Rings und
wenden Sie stets die Ihrem Material beiliegende Mischgeräte usw.) können unterschiedliche End- - Unkontrollierbare Expansionswerte mindestens 5 mm von dem Einbettring entfernt
Anleitung, da diese immer dem neuesten resultate erzielt werden. - Eine verringerte Qualität der Oberfläche, d. h. die befinden.
Erkenntnisstand angepasst ist. Außerdem Gussoberfläche der Krone oder Brücke ist rauer.
stehen die aktuellsten Gebrauchsanleitungen - Ein erhöhtes Risiko auf Rissbildung, was
auch zum Herunterladen auf unserer Website 1.2 Lagerung möglicherweise zu Gussmängeln führt.
www.gceurope.com zur Verfügung.
Bei regelmäßiger Verwendung können Pulver Bei Verarbeitungstemperaturen über 21 °C bis
Beim Verarbeiten von GC Einbettmassen muss und Flüssigkeit bei normaler Raumtemperatur 23 °C müssen hingegen die folgenden Faktoren
die Gebrauchsanleitung Schritt für Schritt befolgt (21 °C bis 23 °C) gelagert werden: Dies ist auch berücksichtigt werden:
werden, da Sie Ihnen einen klaren Überblick über die optimale Verarbeitungstemperatur. Für eine - Eine Temperaturerhöhung der Flüssigkeit und/
jede Arbeitsphase vermittelt. Die Gebrauchsan- längerfristige Lagerung oder Lagerung in großen oder des Pulvers verkürzt die Verarbeitungszeit
leitung basiert auf den Ergebnissen umfassender Mengen wird jedoch eine etwas niedrigere und beschleunigt das Abbinden.
Labortests sowie zahlreichen Gussstudien, welche Temperatur empfohlen (siehe auch Punkt 2.3). - Die Arbeitszeit bei 23 °C beträgt ca. neun
die Forschungs- und Entwicklungsabteilung von Minuten, während sie bei 24 °C ungefähr
GC Europe durchgeführt hat. Das Material muss trocken gelagert werden, acht Minuten ist, da die Arbeitszeit mit jeder
damit das Pulver nicht Feuchtigkeit ausgesetzt Erhöhung von 1 °C in der Verarbeitungstem-
Jede Einbettmasse wird (dies ist besonders wichtig, wenn ein Paket peratur ca. 1 Min sinkt.
verfügt über beson- geöffnet wurde), sonst kann es unvorhersehbar - Kann die Temperatur von Pulver und Flüssig-
dere Merkmale, die schnell reagieren. keit nicht optimiert werden, so kann eine kleine
zum Erzielen von Verringerung der Mischzeit dazu beitragen, die
gleichbleibend präz- Die Flüssigkeit darf nie unter 5 ˚C gelagert Arbeitszeit zu erhöhen.
isen Ergebnissen werden, da sie nach dem Gefrieren nicht mehr
berücksichtigt werden benutzt werden kann und entsorgt werden muss. Eine Lagerung bei stabiler Temperatur von 21 °C
müssen. Bei Lieferungen im Winter muss besonders darauf bis 23 °C wird dringend für Pulver, Flüssigkeit
geachtet werden, ob Ablagerungen oder Kristalle und Mischgefäße empfohlen, da dies das Risiko
Da Arbeitsweisen und in der Flüssigkeit vorhanden sind. In diesem Fall saisonaler Temperaturunterschiede vollständig
Ausrüstung jedoch von darf sie nicht verwendet werden! eliminiert.
6 7
Focus Edition von GC
- · Kunststoff-Modelliermaterialien 1.4.2 Ringgrößen
GC Pattern Resin LS ist eine ausgezeichnete Wahl Die Mehrheit der Einbettmassen von GC Europe
und bietet ein hohes Maß an Präzision verbunden können sowohl mit oder ohne Muffelring aufgeheizt
mit optimalen Ausbrenneigenschaften, die keine werden, entweder mit dem Schnellaufheizver-
Rückstände hinterlassen. fahren oder einem schrittweisen Erhitzen wie in
Es ist stets ratsam, Kunststoff mit einer den jeweiligen Gebrauchsanleitungen erläutert.
Wachsschicht zu bedecken, um die Expansion In den meisten Fällen können GC Europe
während des Brennvorgangs zu kompensieren. Einbettmassen mit allen Ringgrößen von X1 bis
Bei Einzelkronen können Einbett- und Ausbrenn- X9 für das Aufheizen mit Muffelring (Metallring
vorgang auf die übliche Weise durchgeführt mit Einlage) und in Größen von X1 bis X6 für das
werden. Bei größeren Mengen von Kunststoff Aufheizen ohne Muffelring verwendet werden.
ist es jedoch ratsam, die Temperatur vor dem der die Modellation Kraftanwendung und mögliche Beschädigung.
Erhitzen auf die endgültige Ausbrenntemperatur durch Erhitzen rück- Die Verwendung von steiferen Kunststoffmuffel-
eine Stunde lang bei 250 °C zu halten, oder die standslos verbrennt ringen kann den Abbindevorgang verzögern, da
Aufheizempfehlungen in der Gebrauchsanleitung und mit geschmolzen- sie schlechter isolieren und so die Hitze der exo-
zu befolgen. er Legierung gefüllt thermen Reaktion zu schnell entweichen kann.
werden können. Die Starrheit des Kunststoffs bedeutet auch, dass
Die Starrheit des Kunststoffes bedeutet, dass die diese Former nach dem anfänglichen Abbinden
anfängliche Abbinde-Expansion beschränkt werden Beim Gebrauch von schnell entfernt werden müssen, da sie nur äußerst
kann, was möglicherweise zu einem engen Guss Metallmuffelringen ist geringe Expansion zulassen. Dies verursacht des
führt. Dieses Problem kann durch die Anwendung es ratsam, eine quali- weiteren das Problem, dass weiche Einbettmasse
eines etwas höheren Verhältnis von Einbettflüssig- Die Wahl der Ringgröße hängt von Größe und tativ hochwertige Ein- zu viel Druck ausgesetzt wird, falls das Entfernen
keit zu destilliertem Wasser gelöst werden. Typ des Zahnersatzes ab. Um jedoch gleichmäßig lage wie GC New Casting Liner zu verwenden. zu früh erfolgt, was wiederum zu Rissen oder
präzise Ergebnisse zu erhalten, wird empfohlen, So kann sich die Einbettmasse beim Abbinden Deformation führen kann.
ein einheitliches Vorgehen zu wählen. Dazu wählt ausdehnen, einen optimalen Puffer für gleich-
man am besten stets einen Muffelring der gleichen mäßig präzise Güsse bieten und das Risiko der
Art/Größe für Zahnersatz der gleichen Art/Größe. Rissbildung mindern (siehe Abschnitt 1.4.4). 1.4.4 Einlagen für Metallmuffelringe
Im Allgemeinen liefern die Ringgrößen X3 und
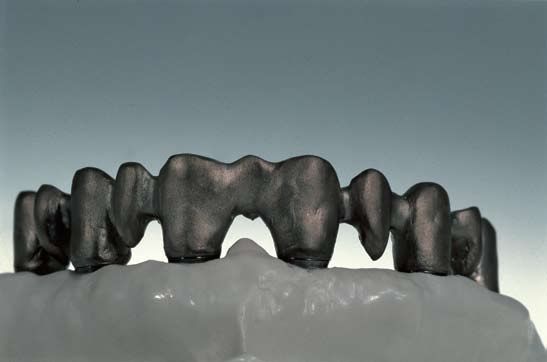
X6 gleichbleibend präzise und reproduzierbare Beim Erhitzen ohne Muffelring ist es am besten, Beim Einsatz eines Muffelrings aus Metall
Ergebnisse, da hier das optimale Volumen an eine biegsame Silikonform zu verwenden, um empfiehlt sich die Verwendung einer qualitativ
Einbettmasse verwendet wird. eine optimale Abbindereaktion und Expansion hochwertigen Muffelringeinlage von ca. 1 mm
zu ermöglichen. Diese Art der Muffelringform hat Dicke wie GC New Casting Liner. So kann sich die
Mit dem Typ X1 können engere Güsse erzeugt auch den Vorteil, dass sie biegsam genug ist, um Einbettmasse beim Abbinden ausdehnen und
werden, da eine kleinere Menge Material eine nach dem anfänglichen Abbinden leicht von der den optimalen Puffer für präzise Güsse bieten,
kleinere Abbinde-Expansion erzeugt. Dies ist Einbettmasse gelöst zu werden, ohne übermäßige um das Risiko von Rissen zu reduzieren.
auf die exothermische Reaktion während des
Abbindens zurückzuführen. Im Unterschied dazu
weisen Ringgrößen über X6 häufig weniger
stabile Expansionswerte und somit ein erhöhtes
Rissbildungsrisiko auf.
1.4.3 Muffelringtypen
Es sind verschiedene Arten und Größen von
Muffelringen erhältlich. Alle dienen zur Erzeugung
einer feuerfesten Gussform mit Einbettmasse, in
8 9
Focus Edition von GC
Die Kanten der Muffelringeinlage sollten mit einer das Endresultat durch Rissbildung oder unplan- net sind, da Rückstande dieser Mittel mit der 1.5.1 Automatisierte Dosiergeräte für
dünnen Schicht Vaseline versiegelt werden. mäßige Expansion beeinträchtigen können. Auch Einbettmasse reagieren und so eine raue Ober- Einbettmasse
GC New Casting Liner ist für Flüssigkeiten bei befeuchteten Muffelringeinlagen besteht ein fläche und erhöhte Bruchgefahr verursachen
undurchlässig und sollte nicht in Wasser getaucht ähnliches Risiko, doch hier liegt das Problem bei können. Obwohl wie in Abschnitt 1.3 und 1.5 beschrieben
oder befeuchtet werden. Werden die Ränder der Verdünnung der Einbettmischung. mit dem Gebrauch präziser Messgeräte und einer
nicht versiegelt, eine feuchte Einlage oder ein temperaturgesteuerten Lagerung gleichbleibende
absorbierende Trockeneinlage verwendet, so Muffelringeinlagen anderer Anbieter und GC 1.5 Pulver-/Flüssigkeitsverhältnis Ergebnisse erzielt werden können, stellt die Ver-
besteht das Risiko, dass das Verhältnis Pulver zu New Casting Liner wendung von automatisierten Dosiergeräten eine
Flüssigkeit der Mischung und folglich auch die Sämtliche von GC Europe für Kronen- und Brück- alternative Methode dar. Dabei wird ein integri-
Expansion verändert wird. Wettbewerbsprodukt entechniken hergestellte phosphatgebundene ertes Kühlungssystem mit präziser Messtechnik
Die gesamte Innenfläche des Metallrings muss Einbettmassen werden mit einem Pulver-/Flüssig- kombiniert, um ein gleichbleibend präzises, tem-
gleichmäßig von der Muffelringeinlage bedeckt keitsverhältnis von 100 g auf 22 ml angemischt. periertes Verhältnis von Wasser, Einbettflüssigkeit
sein und die Einlage muss den oberen Rand (mit Ausnahme von GC-Vest G. Bitte zugehörige und Einbettpulver für höchst akkurate Mischergeb-
des Metallrings bedecken, damit kein direkter Gebrauchsanleitung beachten). nisse und nachfolgende Güsse zu erzeugen.
Kontakt zwischen Einbettmasse und Metallring Um gleichmäßig präzise Güsse zu erhalten, muss
besteht. Eine schlechte Passform der Muffel- mit dem korrekten Pulver-/Flüssigkeitsverhältnis Die Geräte müssen für das korrekte Verhältnis pro-
ringeinlage führt zu ungleichmäßiger Expansion gearbeitet werden, welches anhand umfassender grammiert werden und es ist zu beachten, dass für
und kann die Bildung von Rissen begünstigen. Laborentwicklung und Untersuchungen ermittelt eine höhere Genauigkeit die präzise Eingabe der
wurde. Flüssigkeitsdichte ein kritischer Faktor ist, da die
Messung der Flüssigkeiten nach Gewicht erfolgt.
GC New Casting Liner
Eine Änderung dieses Verhältnisses führt zu Die korrekte Dichte der phosphatgebundenen
Wettbewerbsprodukt Trockenguss- nicht vorhersehbaren Expansionseigenschaften, Einbettflüssigkeiten von GC Europe können der
Muffelring absorbiert Muffelringeinlagen weniger guten Gussoberflächen und einem nachstehenden Tabelle entnommen werden.
Wasser GC New Casting Liner erhöhtem Risiko auf Risse in der Gussform.
Flüssig-
Die Verwendung einer präzisen elektronischen keitsdichte
1.4.5 Benetzungsmittel Waage zum Auswiegen des Pulvers sowie (g/cm3)
Messzylinder und Pipette für Flüssigkeiten wird
GC Fujivest II Liquid 1,25
Ein Mittel zur Verringerung der Oberflächenspan- empfohlen. Zum Verdünnen der Einbettflüssigkeit
Daher wird die Verwendung von GC New nung soll für gleichmäßigen und glatten Fluss darf nur destilliertes Wasser verwendet werden. GC Fujivest II Low Expansion Liquid 1,15
Casting Liner empfohlen, eine aus Keramikfasern der Einbettmasse in sämtliche Bereiche der Form GC Fujivest Super Liquid 1,14
hergestellte Trockeneinlage. sorgen und Lufteinschlüsse verhindern. Dabei ist Muffelringgröße Pulver Flüssigkeit
GC Fujivest Super High Expansion Liquid 1,23
jedoch Folgendes zu berücksichtigen: X1 60 g 13,2 ml
Für Ringgröße X3 = 1 Schicht GC Fujivest Platinum 1,14
GC New Casting Liner verwenden - Alle GC Einbettmas- X3 150 g 33,0 ml
GC Vest-G 1,19
Für Ringgröße X6 = 2 Schichten sen verfügen über X6 300 g 66,0 ml
GC Stellavest 1,23
GC New Casting Liner verwenden optimale Fließeigen-
Für Ringgröße X9 = 2 Schichten schaften und Glätte, X9 420 g 92,4 ml GC Fujivest Premium 1,25
GC New Casting Liner verwenden aufgrund der sich der
Bedarf an derartigen
Da die Muffelringeinlage einen optimalen Puffer Mitteln erübrigt.
bilden muss, um einen präzisen Guss zu er-
möglichen und der Rissbildung vorzubeugen, - Bei der Verwendung
muss sie die richtige Dicke haben und darf kein derartiger Mittel muss
Wasser aus der Einbettmasse absorbieren. Wasser sichergestellt werden,
absorbierende Muffelringeinlagen sind zu dass sie vor dem
vermeiden, da sie der Einbettmasse während Gießen der Einbett-
des Abbindens Feuchtigkeit entziehen und somit masse völlig getrock-
10 11
Focus Edition von GC
2.1.3 Tabelle zur Flüssigkeitsverdünnung
Die Tabelle zur Flüssigkeitsverdünnung dient dazu, den optimalen Expansionswert für den jeweiligen
Guss zu ermitteln und basiert auf der verwendeten Art von Legierung und Muffelringgröße. Diese
Informationen sind in der Gebrauchsanleitung zu finden und basieren auf umfassenden Labortests in
Verbindung mit einer kompletten Serie an Gussstudien.
Hier folgt beispielsweise die Tabelle zur Flüssigkeitsverdünnung für GC Fujivest Premium.
Flüssigkeit / Ringgröße: Flussigkeit / Wasser
Legierungstyp Wasserver-
hältn is % X1 / 60 g 90 g X3 / 150 g X6 / 300 g X9 / 420 g
2 Expansion und Einbetten Hochgoldhaltige Goldgußlegierungen >70% Au
Reduzierte Goldgußlegierungen < 55% Au
50/50
60/40
6.6 ml/6.6 ml
8 ml/5.2 ml
9.9 ml/9.9 ml
11.8 ml/8 ml
16.5 ml/16.5 ml
20 ml/13 ml
33 ml/33 ml
40 ml/26 ml
42.2 ml/42.2 ml
55.4 ml/37 ml
Palladium-Basis-Legierungen 60/40 8 ml/5.2 ml 11.8 ml/8 ml 20 ml/13 ml 40 ml/26 ml 55.4 ml/37 ml
Nichtedelmetall-Legierungen NiCr 75/25 10 ml/3.2 ml 15 ml/4.8 ml 25 ml/8 ml 50 ml/16 ml 55.4 ml/37 ml
CoCr 100% 13.2 ml 19.8 ml 33 ml 66 ml 92.4 ml
2.1.1 Allgemeine Expansionsregeln Die benötigte Konzentration der Expansionsflüs-
sigkeit hängt von verschiedenen Faktoren ab: Hochgoldhaltige Aufbrennlegierungen 55/45 7.3 ml/5.9 ml 11.8 ml/8 ml 18 ml/15 ml 36 ml/30 ml 55.4 ml/37 ml
Die Expansionsrate phosphatgebundener Ein- - Art der Legierung Reduzierte Aufbrennlegierungen 55/45 7.3 ml/5.9 ml 11.8 ml/8 ml 18 ml/15 ml 36 ml/30 ml 55.4 ml/37 ml
bettmassen kann durch Ändern des Verhältnisses - Verwendungszweck (z. B. Stifte und Inlays
Palladium-Basis-Aufbrennlegierungen 60/40 8 ml/5.2 ml 11.8 ml/8 ml 20 ml/13 ml 40 ml/26 ml 55.4 ml/37 ml
von Expansionsflüssigkeit und Wasser reguliert erfordern eine geringere Expansion)
werden. Daher gelten folgende Grundsätze: - Benötigte Passform Nichtedelmetall-Aufbrennlegierungen NiCr 72/25 10 ml/3.2 ml 15 ml/4.8 ml 25 ml/8 ml 50 ml/16 ml 69,4 ml/23 ml
- Mit reiner Flüssigkeit erzielt man eine maximale - Formmaterialtyp (siehe 1.4)
CoCr 100% 13.2 ml 19.8 ml 33 ml 66 ml 92.4 ml
Abbinde-Expansion, d. h. den größten Guss.
- Verdünnen mit Wasser reduziert die Abbinde- Die Tabelle zur Flüssigkeitsverdünnung in
Da Arbeitsmethoden und Ausrüstung jedoch von Labor zu Labor unterschiedlich sind (z. B. Wachse,
Expansion und resultiert folglich in kleineren der Gebrauchsanleitung enthält umfassende
Kunststoffe, Muffelringeinlagen, Mischgeräte usw.), ist es möglich, dass unterschiedliche Endergeb-
Güssen. Informationen zur Ermittlung der optimalen
nisse erzielt werden, die geringe Änderungen der angegebenen Mischverhältnisse erforderlich machen
Expansionswerte für den jeweiligen Einsatzzweck
(siehe 2.1.4).
Zum Verdünnen der Expansionsflüssigkeit nur (siehe auch 2.1.4).
Sämtliche Passformtests wurden an Güssen mittels des Schnellaufheizverfahrens (20 Min
destilliertes Wasser verwenden. Ausschließlich Es ist zu beachten, dass die Expansionswerte auch
Abbindezeit) durchgeführt. Darüber hinaus ist zu beachten, dass eine längere Abbindezeit die
die für das jeweilige Einbettpulver zugehörige von folgenden Faktoren beeinflusst werden:
Expansion erhöhen würde.
Expansionsflüssigkeit verwenden! - Lagerung und Verarbeitungstemperatur der
Einbettmassen (siehe 1.2 & 1.3)
- Mischzeit und Rührgeschwindigkeit (siehe 2.2) 2.1.4 Individuelle Verdünnungstabelle eigenen Gusserfahrungen angegeben werden
kann.
2.1.2 Warum ist die Expansion erforderlich? Beim Testen neuer Legierungen, Legierungs- Dabei müssen die in Abschnitten 1.5 und 2.1.1
hersteller oder Einbettmassen wird empfohlen, enthaltenen Informationen berücksichtigt werden.
anfänglich das korrekte, in unserer Gebrauch-
sanleitung angegebene Verdünnungsverhältnis Legierungstyp Ringröße X1 Ringröße X3 Ringröße X6 Ringröße X9
zu verwenden. Dann können Sie feststellen, ob
dies die gewünschte Expansion für Ihren Einsatz-
zweck ergibt, oder ob eine kleine Korrektur des
Verdünnungsverhältnisses erforderlich ist.
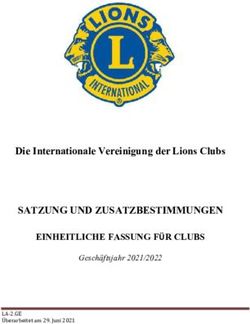
Wachsmodellation Thermische Einbettmassering Goldguss nach
Abbindeexpansion Guss
eingebettet Expansion im Ofen mit tot. Expansion abkühlen Es ist außerdem eine Tabelle erhältlich, in der Le- Vorbild:
gierungstyp, Verwendungszweck und persönlich Dental alloy 6,6 ml Exp.Liq 16,5 ml Exp.Liq 33 ml Exp.Liq 46,2 ml Exp.Liq
XYZ 6,6 ml H2O 16,5 ml H2O 33 ml H2O 46,2 ml H2O
Eine komplette Expansion ist erforderlich, um die Metallschrumpfung während der Abkühlphase zu kompensieren. bevorzugtes Verdünnungsverhältnis nach den
12 13
Focus Edition von GC
2.2 Einbettmasse mischen Mischtipps: 2.3 Einbetten 2.4 Aushärten
Um eine vollständige chemische Reaktion - Unterschiedliche Mischgefäße für Gips und 2.3.1 Verarbeitungszeit (siehe auch 1.3) 2.4.1 Abbindezeit
zwischen Einbettmasse und Flüssigkeit zu erzielen, phosphatgebundene Einbettmassen verwen-
muss die homogene Mischung der Bestandteile den! Die Verarbeitungs- und Gusszeit der jeweiligen Die optimale Abbindezeit vor dem Einbringen in
gewährleistet werden. Verunreinigung durch Gips beeinträchtigt das Einbettungsmaterialien können den zugehörigen den Brennofen beträgt gewöhnlich 20 Min. Ziehen
Abbinden phosphatgebundener Einbettmasse. Gebrauchsanleitungen entnommen werden. Dabei Sie jedoch die neueste Gebrauchsanleitung zu
- Pulver und Flüssigkeit gründlich von Hand mit - Für effiziente homogene Mischung jeweils nur ist jedoch zu beachten, dass die Angaben auf der Rate. Diese Abbindezeit setzt voraus, dass das Ma-
einem Spatel vormischen. genug für einen Muffelring mischen. Lagerung des Materials bei normaler Raumtem- terial bei einer Raumtemperatur von 21 °C bis 23
Um eine gleichmäßige Mischung zu erhalten, - Mischung und Vakuum prüfen peratur von 21 °C bis 23 °C beruhen. Abweichende °C gelagert und verarbeitet wird, denn wie bereits
muss das Pulver komplett mit Flüssigkeit Verlassen Sie sich nicht nur auf die Vakuuman- Temperaturen resultieren in längeren (falls kühler) erwähnt, können Temperaturabweichungen die
benetzt werden. zeige des Mischgeräts! oder kürzeren (falls wärmer) Verarbeitungszeiten. Abbindezeit und Expansion beeinflussen.
- 60 Sekunden lang im Vakuum mischen (320 bis - Kalibrierte Geräte verwenden!
420 U/Min). - Abgenutzte Mischschaufeln und Mischgefäße Die besten Ergebnisse werden erzielt, wenn
Stets ein sauberes Mischgefäß verwenden ersetzen. 2.3.2 Einbetten, Gussformen füllen man den Muffelring sofort nach dem Aushärten
und Vakuum überprüfen. Unzureichendes - Mischgefäß, Mischschaufel und Geräte in einen vorgeheizten Brennofen gibt. Bevor die
Vakuum verursacht ungleichmäßige Passform folgendermaßen sauber halten: Dünnflüssige Einbettmasse bei niedriger (sanfter) Einbettmasse aufgeheizt werden kann, muss
und Blasenbildung. Vibration gießen. Wenn der Muffelring gefüllt sichergestellt werden, dass sie völlig ausgehärtet
ist (siehe 2.4.1) Vibration sofort stoppen und ist, da nicht abgebundenes Material Gussdefekte
Unzureichendes Mischen verursacht rauere Einbettmasse nicht berühren, bis sie ausgehärtet wie Deformation und/oder rauhe Oberflächen
Gussflächen. ist. Die optimierte Konsistenz der GC Europe verursachen kann.
Schnelleres Mischen (oder längeres Mischen) phosphatgebundenen Einbettmasse verleiht ihr
beschleunigt das Abbinden, verringert die ausgezeichnete Fließeigenschaften, wodurch sich Das Verlängern der Abbindezeit vor dem Erhitzen
Arbeitszeit und kann auch zu geringeren eine starke Vibration erübrigt. der Gussform im Ofen ist eine häufig verwendete
Expansionswerten führen. Technik, wenn das Einbetten am späten Nachmit-
Vor dem Gießen der Einbettmasse stets tag stattfindet und der Guss am nächsten Morgen
sicherstellen, dass die Mischung homogen und 2.3.3 Einbetten unter Druck erfolgen soll. Dies bezeichnet man als „Über-
glatt ist, ohne trockene ‚Klumpen‘. nacht-Aufheizung“. Diese längere Abbindezeit
Im Laufe der Zeit kann sich Innen im Mischge- Hoher Druck beim Ein- funktioniert meist, kann jedoch in übermäßiger
fäß Einbettmaterial ablagern und dies kann die betten wird nicht emp- Expansion, weniger glatter Oberfläche und
Expansion beeinträchtigen. Daher kann bei Ver- fohlen, da dies das Ab- erhöhtem Risiko zu Rissbildung resultieren.
wendung eines neuen Mischgefäßes manchmal binden verzögern kann
eine stärkere Expansion beobachtet werden. (vor allem bei niedriger Muss der gefüllte Muffelring vor dem Ausbrennen
Drucklufttemperatur), längere Zeit aufbewahrt werden, so ist es besser,
was möglicherweise zu ihn in einen Kunststoffbehälter oder Beutel zu
einer rauen Gussober- geben, der die Feuchtigkeit des Einbettmaterials
fläche und erhöhtem besser erhält. Anschließend kann er in den Bren-
Stets sofort nach dem Risiko von Rißbildung nofen gegeben und wie üblich im schrittweisen
Gebrauch reinigen und führt. Aufheizverfahren bearbeitet werden.
sämtliche Materialrück-
stände entfernen. In
einem sauberen, mit
Wasser gefülltem Kunst-
stoffbehälter lagern (der
GC Fujirock Container
ist eine ausgezeichnete
Wahl), um Sedimentbil-
dung zu verhindern.
14 15
Focus Edition von GC
2.4.2 Hinweise für Abweichungen der Abbindezeit 2.4.3 Vorbereitung vor dem Ausbrennen
Abbindezeiten Das Einbettmaterial oben am Muffelring sieht gewöhnlich glatt und ‚glasiert‘ aus; es muss mit einem
scharfen Messer abgeschliffen werden, um eine etwas raue und poröse Oberfläche zu erzeugen.
20 Min 120 Min „Über Nacht“
Produkt Erhitzung abbinden abbinden
So können während der Gieß- und Abbrennvorgänge Gase besser austreten. Ansonsten können
Schnellverfahren X
Ofen auf Endtemperatur aufgrund eines Druckaufbaus Risse entstehen, die den Guss verformen.
GC Fujivest Platinum Stufenweises Aufheizen X X*
Stufenweises Aufheizen des Ofens auf
Von der Verwendung eines Gips-Trimmers zu diesem Zweck wird abgeraten, da die Quarz- und
Endtemperatur Cristobalitpartikel in der Einbettmasse die Diamantscheibe rasch abnutzen.
Schnellverfahren X X*
Ofen auf Endtemperatur
GC Fujivest Premium Stufenweises Aufheizen X X* X*
Stufenweises Aufheizen des Ofens auf
Endtemperatur
Schnellverfahren X
Ofen auf Endtemperatur
GC Fujivest Super Stufenweises Aufheizen X X*
Stufenweises Aufheizen des Ofens auf
Endtemperatur
Schnellverfahren X X*
Ofen auf Endtemperatur
GC Fujivest II Stufenweises Aufheizen X X* X*
Stufenweises Aufheizen des Ofens auf
Endtemperatur
Schnellverfahren X
Ofen auf Endtemperatur
GC Stellavest Stufenweises Aufheizen X X*
Stufenweises Aufheizen des Ofens auf
Endtemperatur
Stufenweises Aufheizen X X*
GC Vest-G Stufenweises Aufheizen des Ofens auf
Endtemperatur
X Empfohlen
X* Kann angewendet werden. Eine längere Abbindezeit kann einen lockereren Sitz zur
Folge haben. Es herrscht ein erhöhtes Risiko einer Rissbildung und die
Oberflächenqualität ist gemindert.
Bemerkung Wird eine Einbettmasse mehrere Stunden lang nicht weiterverarbeitet, sollte sie in
einem feuchtigkeitsbeständigen Behälter aufbewahrt werden und im Anschluss im
herkömmlichen stufenweisen Aufheizverfahren erwärmt werden.
Nicht empfohlen; erhöhtes Risiko der Bildung von Rissen sowie Deformierungen
16 17
Focus Edition von GC
3.2 Schnellaufheizen im Vergleich zu konventionellem schrittweisen Aufheizen
Schematische Darstellung von Zeit/Temperatur
3 Aufheizen/Ausbrennen
3.1 Vorgehen gemäss Gebrauchsanleitung
Die meisten Einbettmassen von GC Europe können entweder mit einem Schnellaufheiz- oder
schrittweisen Aufheizverfahren verwendet werden. Für jede Einbettmasse gibt es jedoch eine eigene
Prozedur, die der jeweiligen Gebrauchsanleitung entnommen werden muss. Hier folgt beispielsweise
die Aufheizanleitung für GC Fuijvest Platinum.
Schnellaufheizung Konventionelles schrittweises Aufheizen
Temperatur Vorheizen des Ofens auf Ofen bei Raumtemperatur
beim 700-750°C für Goldlegierungen
Einbringen 800-850°C* für Aufbrennlegierungen
in den
Ofen 900°C für NEM-Legierungen
Stufe 1 Von Raumtemperatur (23°C) bis 260°C
Aufheizen um 3°C pro Min
Stufe 2 Bei der Temperatur von 260°C 40 - 90 Min; halten Aufheitzdiagramm
Stufe 3 Die Temperatur von 260°C bis 580°C
um 6°C pro Min erhöhen
Stufe 4 Bei der Temperatur von 580°C 20 - 50 Min halten
Stufe 5 Rise temperature from 580°C/1076°F to 750°C/1380°F
for Au-Alloys Die Temperaturen mit 9°C pro Min bis
zur Endtemperatur erhöhen.
Endtemperatur für
Goldlegierungen: 750°C
Aufbrennlegierungen: 800-850°C*
NEM-Legierungen: 900°C
Haltezeit bei X1 40 Min bei Endtemperatur X1 30 Min bei Endtemperatur
Entemper-
atur X3 50 Min bei Endtemperatur X3 40 Min bei Endtemperatur
X6 60 Min bei Endtemperatur X6 50 Min bei Endtemperatur
X9 90 Min bei Endtemperatur X9 60 Min bei Endtemperatur
- Der Vorwärmofen darf aufgrund des aggressiven Ausbrennens während des Aufheizens nicht geöffnet
werden. Bei Verwendung von Vakuum-Druckguss die Endtemperatur um 50 °C erhöhen.
- Wenn mehrere Muffelringe in den Brennofen kommen, die Haltezeiten um jeweils 10 Min verlängern.
- Die besten Ergebnisse erzielt man, wenn man die Masse nach 20 Min sofort in einen vorgeheizten
Brennofen stellt.
18 19Focus Edition von GC
3.2.1 Das schnelle Aufheizen (Schnellverfahren) SA 3.2.2 Schrittweises Aufheizverfahren (konventionelle Methode) KM
Nach 20 Min Abbindezeit wird die Einbettmasse bei Endtemperatur in den Brennofen gegeben und Nach 20 Min Abbindezeit wird die Einbettmasse bei Raumtemperatur in den Brennofen gegeben, wo
wird vor dem Giessen bei dieser Temperatur so lange wie in der Gebrauchsanleitung angegeben sie dann schrittweise auf Endtemperatur erhitzt wird und vor dem Giessen bei dieser Temperatur so
gehalten. lange gehalten wird wie in der Gebrauchsanleitung angegeben ist.
Aufheitzdiagramm Aufheitzdiagramm
+ > > >
20 Min Abbindung nach anmischen SA In den Ofen bei Endtemperatur zwischen 700 - 900°C Hohe Temperaturen gewährleisten komplettes Perfekt gegossener Zahnersatz
KM Bei Raumtemperatur in den Ofen Ausbrennen aller Einsatzmaterialien, zusätzlich
Erhitzen sofort beginnen! stimuliert durch „Dampfeffekt“
20 21Focus Edition von GC
3.3 Auswahl des korrekten Ausbrennverfahrens
Das Ausbrennen unmittelbar nach 20 Min
Abbindezeit hat eine positive Wirkung, da
Feuchtigkeitsrückstände in der Einbettmasse die
Dampfentwicklung anregen und dies ein gleich-
mäßiges Erhitzen der Form sowie ein höchst
effektives Entfernen der Wachsrückstände
bewirkt. Es wird daher dringend empfohlen, zu
diesem Zeitpunkt mit dem Aufheizvorgang zu
beginnen, entweder im Schnellaufheiz- oder dem
konventionellen schrittweisen Aufheizverfahren.
4 Gießen
Es ist zu beachten, dass die größte Stärke
(Robustheit der Einbettform) durch das Schnell-
heizverfahren erhalten wird.
Werden eine große Mengen Kunststoffe und/ Phosphatgebundene Einbettmassen von GC
oder vorgefertigter Kunststoffteile verwendet, so Europe sind für den Gebrauch mit der üblichen
wird empfohlen, die Einbettmasse schrittweise zu Palette an zahntechnischen Gussmethoden
erhitzen, da so ausreichend Ausbrennzeit für den geeignet, einschließlich Zentrifugal- und Vakuum-
Kunststoff gegeben wird (Kunststoffmaterialien druckverfahren.
brennen gewöhnlich bei 220 °C bis 270 °C aus). Es wird dringend empfohlen, die Gebrauchsanlei-
Andernfalls besteht das Risiko, dass der Kunst- tungen der Legierungs- und Gussgerätehersteller
stoff in unkontrollierter Weise expandiert und die zu Rate zu ziehen, um sicherzustellen, dass die
Form sprengt. ‚beste Praxis‘ eingehalten wird.
Vakuumdruckguss Zentrifugalguss Nach dem Schmelzen mittels
Temperaturgesteuerter Vakuumschmelzprozess Flamme oder Induktionserwärmung wird die Guss-
unter Inertgaszufuhr zum Verhindern von Oxida- form durch vorgegebene Beschleunigung und
tion. einen eigens entwickelten Zentrifugenarm durch
Zentrifugalkraft gefüllt.
22 23Focus Edition von GC
Abkühlen und Einbettmasse entnehmen Symbole
keine messbare Differenz ~
–
Außer vom Hersteller der Legierung anders vorgegeben, wird empfohlen, die Gussform langsam
bei Raumtemperatur abkühlen zu lassen. Dazu kann die warme Gussform in einen kalten Brennofen höher #
gegeben werden, um ein zu rasches Abkühlen zu verhindern. niedriger $
–
Um das Einatmen von Partikeln zu vermeiden und das Entnehmen der Einbettmasse zu erleichtern, wird
leicht höher &
empfohlen, die abgekühlte Form einige Minuten in Wasser zu tauchen. leicht niedriger (
GC Europe Einbettmassen sind speziell so entwickelt worden, dass sie sich leicht aus der Gussform
entfernen lassen, was starke Kraftanwendung oder Abreibung unnötig macht.
5 Auswirkungen der Haupteinflussfaktoren auf die
Gussresultate
Auswirkun- Auswirkungen
Auswirkung Auswirkun-
Von Kunden beeinflusste Standardmäßige Empfehlung in den gen auf die auf Rissbil-
Änderung auf Ausdeh- gen auf die
Faktoren Gebrauchsinformationen Oberfläche der dung/Defekte
nungsgrad Passform
Gussteile von Formen
Höher (= höherer
Pulveranteil) # # $ &
Standardverhältnis: 100 g Pulver :
Pulver-Flüssigkeits-Verhältnis
22 ml destilliertem Wasser Geringer (= höherer
Anteil destilliertes ~
– ~
– # &
Wasser)
Pulver und destilliertes Wasser bei Raumtemper-
atur (21 bis 23°C) lagern. Die Lagertemperatur
für Pulver darf 35°C nicht überschreiten. Bei ein-
Höher Nicht kontrolliert Nicht kontrolliert $ &
er Lagertemperatur von unter 21°C müssen sich
Lagerungstemperatur
Pulver und destilliertes Wasser vor Gebrauch auf
Raumtemperatur erwärmen. Destilliertes Wasser
nie bei unter 5°C lagern, da die Flüssigkeit dann
Geringer ~
– ~
– ~
– ~
–
nicht mehr verwendbar ist.
Verarbeitungstemperatur
Die optimale Temperatur für Pulver und Höher $ $ $ $
(Temperatur von Pulver und
destilliertem Wasser)
Flüssigkeit liegt bei 21 bis 23°C. Geringer # # $ ~
–
Höhere
Mischungsverhältnis wie in den
Konzentration # # ~
– #
Mischungsverhältnis Gebrauchsinformationen für den
Niedrigere
Legierungstyp empfohlen
Konzentration $ $ ~
– $
Abbindezeit Länger # # & #
(Wartezeit bis zum Beginn des 20 Min
Brennvorgangs) Kürzer $ $ $ #
Mischgeschwindigkeit des Schneller $ $ $ #
320 - 420 Min-1
Vakuum-Mischgeräts Langsamer ~
– ~
– ( &
Mischdauer im Länger ( ( # &
1 Min mit Vakuum-Mischgerät
Vakuum-Mischgerät Kürzer ~
– ~
– ( &
Je nach Art der Einbettmasse;
Vor-Vakuum
Gebrauchsinformationen zu Rate ziehen
> 15 Sek $ $ $ ~
–
Je nach Art der Einbettmasse; Ring ~
– ~
– # $
Ringmodell
Gebrauchsinformationen zu Rate ziehen Ohne Ring & & ' #
Qualität des zur Vermischung Destilliertes Wasser ~
– ~
– ~
– ~
–
Destilliertes Wasser verwenden
verwendeten Wassers Leitungswasser Nicht kontrolliert Nicht kontrolliert Nicht kontrolliert Nicht kontrolliert
24 25Focus Edition von GC
6 Die phosphatgebundenen Einbettmassen von GC
für Kronen und Brücken 7 Produkte
GC Europe bietet eine breite Palette an phosphatgebundenen Einbettmassen an. Einige wurden für
bestimmte zahntechnische Legierungen entwickelt, während andere für den allgemeinen Gebrauch
bestimmt sind. Um die Eignung eines bestimmten Materials zu ermitteln, ist es stets ratsam, zuerst
die Gebrauchsanleitung zu lesen. So kann sichergestellt werden, dass das Material für die jeweilige
Legierung und den Verwendungszweck geeignet ist.
Hier sind beispielsweise die Einsatzgebiete für GC Fujivest Platinum und GC Fujivest Premium.
26 27Focus Edition von GC
Fehlerbehebung
Phosphatgebundene
Einbettmassen
für die Kronen- und Brückenversorgung
Dieses Kapitel behandelt die möglichen
Probleme, die bei der Verwendung von
phosphatgebundenen Einbettmassen
für Kronen und Brücken auftreten
können, indem die Ursachen analysiert
und Lösungswege aufgezeigt werden.
28 29Focus Edition von GC
1 Einbettmasse wird zu schnell abgebunden 2 Einbettmasse bindet zu langsam ab
Ursache Abhilfemaßnahmen Ursache Abhilfemaßnahmen
- Fehlerhaftes Verhältnis von Pulver und - Entnehmen Sie der Gebrauchsanleitung das - Raumtemperatur ist zu niedrig; Pulver und/ - Bei der korrekten Temperatur von 21 °C bis
Flüssigkeit korrekte Mischverhältnis und prüfen Sie die oder Flüssigkeit werden unter 19 °C gelagert 24 °C lagern und kühle Raumtemperaturen
Genauigkeit Ihrer Messgeräte vermeiden
- Zu lange Mischzeit - Mischzeit reduzieren - Mischung kontaminiert - Reinigungsmittel vermeiden, denn sie
können die Einbettmasse kontaminieren.
- Zu warme Raumtemperatur oder - Mischgefäß vor dem Gebrauch mit kaltem Destilliertes Wasser verwenden.
Einbettmasse und Flüssigkeit wurden über Wasser ausspülen und/oder Pulver und Vergewissern Sie sich, dass das Mischgefäß
25 °C gelagert Flüssigkeit an einem kühleren Ort lagern. völlig sauber ist und nur für phosphatgebun-
Korrekte Temperatur für Pulver und dene Einbettmassen benutzt wird
Flüssigkeit (die Temperatur für Pulver und
Flüssigkeit sollte vorzugsweise 21 °C bis - Nicht ausreichende Spatel-/Mischzeit - Verlängern Sie die Spatel-/Mischzeit gemäß
24 °C betragen) der Gebrauchsanleitung
- Verunreinigungen, z. B. Materialrückstände - Mischgefäß gründlich reinigen oder ersetzen
im Mischgefäß
- Das Mischen großer Mengen an - Mit einer geringeren Mischgeschwindigkeit
Einbettmasse bei hoher Geschwindigkeit
erzeugt Wärme
oder kleineren Menge arbeiten
(siehe Gebrauchsanleitung)
3 Unterschiedliche Beschaffenheit der Einbettmasse
(zu dünn oder zu dick, nicht konsistent)
- Einbettpulver zu alt - Keine falsch gelagerten oder abgelaufenen
Materialien verwenden
Ursache Abhilfemaßnahmen
- Fehlerhaftes Verhältnis von Pulver und Flüs- - Stellen Sie sicher, dass das in der
sigkeit Gebrauchsanleitung angegebene
Mischverhältnis verwendet wird und prüfen
Sie die Genauigkeit Ihrer Messgeräte
- Einbettpulver zu alt - Entsorgen Sie abgelaufene oder falsch
gelagerte Materialien. Bewahren Sie die
Materialien in luftdichten Behältern auf
30 31Focus Edition von GC
4 Raue Gussoberflächen
(Vertiefungen, Knoten und poröse Stellen)
Ursache Abhilfemaßnahmen Ursache Abhilfemaßnahmen
- Unzureichendes Mischen/Spateln - Wie in der Gebrauchsanleitung empfohlen - Eingeschlossene lose Partikel der - Sicherstellen, dass das Form- und
mischen um sicherzustellen, dass die Einbettmasse Einspritzsystem keine scharfen Kanten
Abbindereaktion komplett erfolgt. aufweist. Einspritzöffnung auf scharfe
Abgenutzte Mischausrüstung ersetzen Kanten untersuchen, diese glätten und den
gesamten Bereich vor dem Ausbrennen
- Zu rasches Ausbrennen (Kunststoffteile) - Aufheiztemperatur reduzieren oder gründlich reinigen.
schrittweises Aufheizverfahren verwenden Die Verbindung zwischen Einspritz- und
wie in der Gebrauchsanleitung beschrieben Wachsform muss glatt und korrekt sein.
Durch Einbettmassepartikel kontaminierte
Legierung nicht erneut gießen
- Zu hohe Endtemperatur beim Ausbrennen - Endtemperatur reduzieren;
oder zu langes Ausbrennen (über 1,5 Endtemperatur nicht länger als 1,5 Stunden
Stunden) halten. Kalibrierung des Brennofens - Kristalle in der Expansionsflüssigkeit - Flasche mit Einbettflüssigkeit eng
überprüfen verschlossen halten; kontaminierte
Flüssigkeit entsorgen
- Geschmolzene Legierung durch Überhitzen - Gebrauchsanleitung und Richtlinien der
Hersteller von Legierungen und - Fehlerhafter Einguss - Zusammenstellung der Form und
Gussausrüstung beachten Einspritztechniken überprüfen
- Defekte Form und/oder Formmaterial - Nur Formmaterial höchster Qualität ver- - Unzureichendes Ausbrennen - Ausbrennzeit und/oder Ausbrenntemperatur
wenden, wie GC Pattern Resin und Wachs. erhöhen, um komplettes Ausbrennen des
Kontaminierung durch Rückstände vermeiden Formmaterials sicherzustellen
- Feuchte Form, Verwendung von - Bei Verwendung eines Benetzungsmittels - Absorption von Gasen in die - Mindestens 50 % frische Legierung
Benetzungsmitteln sicherstellen, dass es völlig trocknet Legierungsschmelze beim Gussprozess verwenden. Ausrüstung und Verfahren zum
Schmelzen der Legierung überprüfen
- Fehlerhaftes Verhältnis von Pulver und - Korrektes Mischverhältnis laut
Flüssigkeit Gebrauchsanleitung verwenden - Verwendung von kohlenstoffhaltiger - Kohlenstofffreie Einbettmasse verwenden
Einbettmasse
- Unreinheiten in verwendetem Wachs oder - Sauber arbeiten und sicherstellen, dass das
Kunststoff Formmaterial frei von Unreinheiten ist - Wasserqualität (Kontaminierung) - Expansionsflüssigkeit mit destilliertem
Wasser verdünnen
- Eingeschlossene Luftblasen - Das Einschließen von Luftblasen durch
Gießen von dünnflüssiger Einbettmasse
verhindern.
- Unzureichendes Vakuum beim Mischen - Effizienz des Vakuum-Mischgeräts überprüfen
32 33Focus Edition von GC
5 Risse in der Einbettmasse
(Rillenbildung, Deformierung ...)
Ursache Abhilfemaßnahmen Ursache Abhilfemaßnahmen
- Ausbrennverfahren zu früh begonnen oder - Abbindezeit verlängern, bevor der Muffelring - Weiche Einbettmasse ohne Muffelring mit - Entweder robustes Einbettmaterial und/oder
zu schnell durchgeführt in den Ofen gegeben wird. Korrekte großer Menge an Legierung verwendet Muffelring benutzen, benötigte Legierungs-
Abbindezeit, Endtemperatur und Aufheizver- menge entsprechend dem Wachsgewicht
fahren der Gebrauchsanleitung entnehmen berechnen
- Muffel nach dem Ausbrennen und vor dem - So rasch wie möglich nach dem Entnehmen - Luftblase in Form - Das Einschließen von Luftblasen durch Gießen
Gießen zu lange abkühlen lassen aus dem Brennofen gießen von dünnflüssiger Einbettmasse verhindern.
Vakuumanzeige des Mischgeräts überprüfen
- Nach dem Beginn des Abbindens wurde - Form an vibrationsgeschützter Stelle
weiter Einbettmasse hinzugefügt oder der abbinden lassen. Einbettmasse nicht gießen, - Fehlerhaftes Mischverhältnis von Pulver und - In der Gebrauchsanleitung angegebenes
Muffelring wurde während des Abbindens wenn die Konsistenz nicht stimmt oder sie Flüssigkeit macht die Einbettmasse weniger Verhältnis und Genauigkeit der Messgeräte
erschüttert abzubinden beginnt robust überprüfen
- Eine Blockierung der Haupteinspritzöffnung - Form- und Einspritzmaterialien wählen, die - Die Einbettmasse wurde nach dem - Wird die Einbettmasse vor dem Aufheizen
früh im Ausbrennvorgang durch Materialien leicht und problemlos schmelzen und aus- Einbetten zu lange ruhen gelassen mehrere Stunden lang aufbewahrt, so soll sie
mit hohen Schmelztemperaturen brennen, Kunststoffeinspritzteile mit Wachs am besten in einem Plastikbeutel oder einem
verursachte einen Druckaufbau in der Form überziehen, damit das Wachs ablaufen und anderen luftdichten Behältnis aufbewahrt
der Kunststoff für optimales Abbrennen ex- werden. Danach in den Brennofen geben und
pandieren kann. Es wird empfohlen, vorzugs- schrittweise aufheizen
weise hohle Einspritzsysteme zu verwenden
- Kristalle in der Flüssigkeit - Flasche mit Einbettflüssigkeit eng verschlossen
- Zu viele Formen - Nicht zu viele Formen aufschichten, halten; kontaminierte Flüssigkeit entsorgen
größeren Muffelring verwenden
- Einbetten unter Druck - Nicht empfohlen
- Zu nahe an der Wand oder an der - Formen 5 mm entfernt von Wand und
Oberkante des Muffelrings platzierte Formen Oberkante des Muffelrings platzieren - Vorgeheizten Brennofen bei hoher - Bei schrittweisem Erhitzen wird eine Eingang-
Temperatur verwenden stemperatur des Ofens unter 240 °C empfohlen
- Form ist nicht porös genug um Gase - Oberfläche der Eingabemasse vor dem
entweichen zu lassen Ausbrennen abschleifen - Einbettmasse nicht ausreichend - Länger mischen, bei korrekter Temperatur
abgebunden (21 °C bis 24 °C) gelagertes Pulver und
- Übermäßige Kraftanwendung während des - Druck verringern (Anzahl Drehungen/Druck) Flüssigkeit verwenden oder in einem
Gussvorgangs wärmeren Raum abbinden lassen
- Mit Metallring ohne Einlage in Muffelring - Es wird empfohlen, beim Gebrauch eines - Unzureichende Abbindezeit - Standzeit verlängern, bevor der Muffelring
eingebettet Metallrings GC New Casting Liner zu ver- in den Ofen gegeben wird Gebrauchsanlei-
wenden (Gebrauchsanleitung zu Rate ziehen) tungen zu Rate ziehen
34 35Focus Edition von GC
6 Unvollständige Güsse und abgerundete 7 Ungenaue Passform der Gussteile
Zervikalkanten
Ursache Abhilfemaßnahmen Ursache Abhilfemaßnahmen
- Unvollständiges Ausbrennen der - Länger bei empfohlener Temperatur - Fehlerhafte Flüssigkeitskonzentration - Für erhöhte Expansion Flüssigkeitskonzentration
Formmaterialien ausbrennen; sicherstellen, dass der erhöhen, für verringerte Expansion Flüssigkeit-
Brennofen korrekt ventiliert und kalibriert ist skonzentration verringern (durch Verdünnen mit
Wasser). Nicht stärker als angegeben verdünnen, zu
viel Wasser führt zu unkontrollierbarer Expansion
- Unzureichendes Erhitzen der Legierung/ - Gusstemperatur der Legierung erhöhen,
Schmelze zu kalt Schmelztiegel vorheizen, Angaben des
Legierungsherstellers überprüfen - Fehlerhaftes Mischverhältnis von - In der Gebrauchsanleitung angegebenes
Pulver und Flüssigkeit Mischverhältnis von Pulver und Flüssigkeit sowie
Genauigkeit der Messgeräte überprüfen
- Muffel während des Gießens zu kalt - Muffel zur Gussmaschine bringen und sofort
gießen
- Niedrige Temperatur der Mischung, - Die optimale Verarbeitungstemperatur von Pulver
niedrige Raumtemperatur und Flüssigkeit ist 21 °C bis 24 °C für die gleich-
- Gießmaschine arbeitet mit zu wenig Druck - Gießdruck erhöhen; mit mehr Umdrehungen
mäßigsten Ergebnisse
oder Umdrehungen arbeiten
- Fehlerhafte Einlagedicke - GC New Ring Liner verwenden, um das Risiko zu
- Schmelztiegel und Einspritzöffnung nicht - Muffel so positionieren, dass die
geringer Expansion zu vermeiden
korrekt ausgerichtet Einspritzöffnung gegen den Schmelztiegel
ausgerichtet ist
- Formmaterial - Formmaterial mit einem niedrigen Schmelzpunkt
(z. B. Inlay-Wachs) kann größere Güsse erzeugen,
- Nicht ausreichende Legierungsmenge nach - Korrekte Menge basierend auf
während Material mit höherem Schmelzpunkt (z. B.
Gewicht Wachsgewicht berechnen
Formharz) kleinere Güsse erzeugen kann
- Formen nicht korrekt eingespritzt, - Form- und Einspritzsystem prüfen
- Formdeformation - Mit Wachs äußerst vorsichtig umgehen.
Wachsdecke zu dünne, Gussobjekte falsch
Unter gleichbleibenden Temperaturbedingungen
positioniert
einwachsen und Wachs ruhen lassen, um ein druck-
freies Objekt zu erzeugen
- Fehlerhafte Positionierung/Einsp- - Gleichmäßige Dicke der Einbettmasse um die
ritzen der Formen in den Muffel Gussteile gewährleisten, um eine gleichmäßige
Expansion zu ermöglichen. Einspritztechnik über-
prüfen
- Zu rasches Abkühlen des Muffel - Vor dem Entnehmen der Einbettmasse den Muffel
langsam abkühlen lassen
- Falsches Anmischen - Gebrauchsanleitung zu Rate ziehen
36 37Focus Edition von GC
Gebrauchsanleitung für Implantologie
GC Fujivest Super
Diese zusätzlichen Gebrauchsinformationen, die eigens für Implantatsuprastruk-
turen und und lange Brücken verfasst wurden, erläutern ausschließlich den Guss von
Implantatsuprastrukturen und langen Brücke mit ‘passivem Sitz’. Die erzielten
Ergebnisse basieren auf der langjährigen Erfahrung des Verfassers mit GC Fujivest
Super als Einbettmasse.
Bitte ziehen Sie die allgemeinen Gebrauchsanweisungen zu Rate, um sich grund-
legend über die Verwendung von GC Fujivest Super zu informieren. Nichtsdestotrotz
kann das in dieser Broschüre erläuterte Verfahren auch mit anderen Einbettmassen von
GC durchgeführt werden, vorausgesetzt, deren jeweilige Gebrauchsinformationen
werden befolgt.
38 39Focus Edition von GC
1. Modell 4. Gußkanalsystem
1.1 Ummantelung der Implantate mit Wachs: 4.1 Verbindung zum Querkanal: 3.5 mm-3 mm
Die Wachsschicht muß dick genug sein, um
ungünstige WAK-Werte (= Koeffizient der 4.2 Abstand Modellation zum Querkanal: 2.5 mm
thermalen Erwärmung) vom Abutment aus-
zugleichen. Damit vermeidet man einen 4.3 Stärke des Querkanals: 5 mm-4 mm
negativen Effekt beim Brennen der Keramik.
4.4 Stärke der Zuführungskanäle zum Querkanal:
1.2 Darauf achten, daß das Wachs nicht bis 3 mm
zum Rand des Abutments gezogen wird.
Metall darf beim Gießen nicht in das 4.5 Das Trennen des Querkanals, abhängig von
Abutment fließen! der Größe der Supra-Struktur, z.B. (siehe
Bild) 3 Segmente in eine Hufeisenform unter-
1.3 Vervollständigung der Wachsmodellation bis teilen.
zur anatomischen Form, ohne eine interproxi-
male Verbindung der Teile herzustellen. 4.6 Nur ein 3 mm Kanal pro Querkanalteilung.
4.7 Dünne Entgasungkanäle anbringen nach
buccal/labial.
2. Stabilisation des Wachsmodells (I)
2.1 Wachsmodellation (auf dem Meistermodell) Das Ziel jeder Implantatarbeit ist eine perfekte
30 Min lang bei 37°C in einen Wärmeschrank Passung. Wie wir wissen, die dickste Gussstelle
stellen. neigt zu Porösitäten und kontrahiert mehr als
dünne Stellen. Dagegen gibt es zwei mögliche
2.2 Wachsmodellation aus dem Wärmeschrank Arbeitsschritte:
nehmen und auf Zimmertemperatur abkühlen
lassen (± 1 Stunde).
3. Endgültige Modellation Zuerst einmal kann man ein Legierungsplättchen
der selben Legierung auf die dickste Stelle waxen.
3.1 Sämtliche einzelne Abutments und Wach-
steile an ihren interproximalen Kontakten mit
GC Pattern Resin verbinden. (siehe Bild).
- Pinseltechnik zum Auftragen von GC
Pattern Resin verwenden.
- GC Pattern Resin nicht zu flüssig benutzen,
um die Polymerisations-Schrumpfung zu
minimieren.
40 41Focus Edition von GC
Wenn die Legierung erstarrt, bilden sich Kristal- Wenn die Schmelze erstarrt, schrumpft der Quer-
lisations-Zellen an dem Legierungsplättchen, balken, was einen Verzug der Konstruktion zur
welche dazu führen, dass die Legierung schneller Folge hat.
erkaltet.
5. Wiegen der Modellation
Nach dem Gießen sollte keine Verbindung der
Gußkanäle vorhanden sein, um eine Verzerrung
des Rahmens zu vermeiden.
5.1 Komplette Wachs/Metallkonstruktion vom
Meistermodell nehmen und auf einer Digital-
Waage wiegen.
Quelle: G.E. White: Osseointegrated Dental
5.2 Gewicht der vorher gewogenen Metallteile
Technology (QZ)
Die zweite Möglichkeit ist die, den Querbalken abziehen.
mit einem heißen Wachsmesser nach dem Anstif-
ten zu separieren (skeletierte Anstiftung)
FORMEL:
Netto-Wachsgewicht
x spezifisches Gewicht der Legierung = Menge (gr.) der zu benutzenden Guß-Legierung
1.05
42 43Focus Edition von GC
6. Stabilisation des Wachsmodells (II) 7.4 Gebrauch von GC Casting Liner
- Eine dünne Schicht Vaseline auf der Inn-
6.1 Wachskonstruktion erneut auf dem Meister- enseite des Rings auftragen, um eine gute
modell plazieren und Abutments mit ihren Haftung der Muffelringeinlage zum Metall-
Schrauben fixieren. ring zu erzielen.
- Stoßkanten des Vlieses mit einer dünnen
6.2 Modell und Wachskonstruktion 2 Stunden Vaselineschicht versiegeln.
lang bei 37°C in einen Wärmeschrank stellen. - Sicherstellen, daß die Muffelringeinlage
die gesamte Innenfläche des Metallrings
Beachten: Ausschließlich aus GC Pattern bedeckt (sowohl an der Stoßkante, als auch
Resin LS gefertigte Modelle dürfen nicht in zur Muffelkante hin).
den Wärmeschrank gestellt werden, da sich - 3 x Ringgröße = 1 Lage GC Casting Liner
der Kunststoff deformiert und schrumpft. 6 x Ringgröße = 2 Lagen GC Casting Liner
9 x Ringgröße = 2 Lagen GC Casting Liner
6.3 Wachsmodellation aus dem Wärmeschrank
nehmen. Modell und Wachskonstruktion 1
Stunde lang bei Raumtemperatur abkühlen 8. Verhältnis Pulver/Flüssigkeit
lassen.
Ringgröße Pulver Flüssigkeit
3x 150 g 33 ml
7. Vorbereitung zum Einbetten 6x 300 g 66 ml
9x 420 g 92.4 ml
7.1 GC Fujivest Super Pulver & Flüssigkeit bei
Raumtemperatur lagern (23°C).
- Für eine verlängerte Verarbeitungszeit, 9. Flüssigkeitsverdünnung
Pulver und Flüssigkeit bei niedrigerer
Temperatur lagern (18°C-21°C). Basierend auf GC Fujivest Super High Expansion
- Flüssigkeit kann bei Temperaturen unter Flüssigkeit.
0°C gefrieren. Gefrorene Flüssigkeit kann
auch nach dem Auftauen nicht mehr benutzt Hochgoldhaltige Keramikaufbrennlegierung Hochgoldhaltige Goldgußlegierung
75% Au / 10% Pd >70% Au/Ag-Cu
werden.
Wachsmodell 71% 6x 9x 45% 6x 9x
7.2 - Komplette Wachskonstruktion auf einem 46.8 ml HE Fl. 65.6 ml HE Fl. 29.7 ml HE Fl. 41.6 ml HE Fl.
Gußtrichterformer plazieren, so daß der 19.2 ml aqua dest. 26.8 ml aqua dest. 36.3 ml aqua dest. 50.8 ml aqua dest.
———————— ———————— ———————— ————————
geteilte Querkanal sich im Zentrum der 66 ml 92.4 ml 66 ml 92.4 ml
Gußmuffel befindet.
- Drehrichtung (Zentrifugal-Guß) bzw. Kip- Maßeinheiten basierend auf atmosphärischer
prichtung (Vacuum-Druckguß) ist wichtig für Abbindung.
eine gleichmäßige Füllung der Gußmuffel KEIN Abbinden unter Druck notwendig.
mit Legierungsschmelze (keine Gußkegel).
Die Wachsmodellation entgegen der 10. Mischen
Drehrichtung positionieren.
10.1 Pulver und Flüssigkeit von Hand mit einem
7.3 Ringgrößen und Muffelvlies Eine 1 mm dicke Spatel vormischen. Sicherstellen, daß alles
trockene Gußringeinlage (GC New Casting Pulver benetz ist, bevor mit dem Vakuum-
Liner) benutzen, die keine Flüssigkeiten auf- Mischen begonnen wird.
saugt.
10.2 60 Sek unter Vakuum mischen. (420 rpm).
44 45Sie können auch lesen