Modellbau mit 3D-Druck und Ätzteilen für Spur TT bedeutet
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Modellbau mit 3D-Druck und
Ätzteilen für Spur TT bedeutet:
• Maßstabs-Treue
• Fülle an Details
• Individualität
Modell: XD036_TT —
Büssing BS20S2 Sattelschlepper,
1:120 - Bausatz
Schwierigkeitsgrad: Stufe 2 von 5
Herzlichen Glückwunsch
zu Ihrem neuen etchIT-Modell!
Mit der vorliegenden Beschreibung wollen wir Ihnen
wichtige Anregungen für den Bau des vorliegenden
Lieferumfang:
Modells
- Kunststoff-Rohling 3D-Druck
XD036_TT — Büssing BS20S2 Sattelschlepper, 1:120
- Bausatz - LKW Büssing BS20S2, Chassis, 2 Teile, TT (1:160)
geben, die Ihnen helfen, ein individuelles Schmuck- - LKW Büssing BS20S2, Kabine Innenteil, TT (1:120)
stück auf Basis dieses maßstabsgetreuen und �ligra- - LKW Büssing BS20S2, Kabine, 2 Teile, TT (1:120)
nen etchIT-Modells zu fertigen.
- LKW-Räder, modern für Büssing BS20S2, single: 4,
Denn auch wenn jedes Ätztableau weitgehend dem twin: 2, TT (1:120)
nächsten entspricht, ist es erst Ihrer Farbgestaltung
und Fantasie zu verdanken, wenn demnächst ein wei- - Messing rund, D: ca. 1,0mm, L: ca. 15mm, St: 1
teres Unikat Ihr Diorama oder Ihre Anlage schmückt! - Ätzplatine
Sollten Sie mit dem Modell zufrieden sein – wovon wir Vom Modellbauer beizustellen:
ausgehen – interessieren Sie vielleicht weitere Modelle
Viel Spaß und ein wenig Geduld
aus dem etchIT-Programm. Sehen Sie sich immer mal
wieder auf
www.etchIT.de
um; die Zahl der verfügbaren Modelle erhöht sich
ständig.
Nun viel Spaß und viel Erfolg beim Bau und der Ausge-
staltung Ihres neuen Modells von etchIT.
Copyright by etchIT – Modellbau und Sammlerartikel
Die Rechte evtl. genannter Firmennamen/Marken liegen bei den entspre-
chenden Firmen.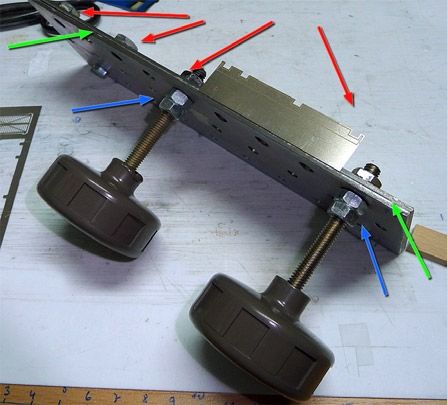
Allgemeines zum Bau von Man ...
Ätzmodellen - ... nehme ein ausgemustertes HSS-Sägeblatt einer
einfachen Metallbügelsäge.
Die folgenden Seiten enthalten vielfältige Hinwei-
se zum Bau der Modelle aus dem etchIT-Programm. - ... breche an jeder Seite ein ca. 5-7 cm langes Stück
Nicht nur für reine Metallmodelle, sondern auch für ab (Absägen GEHT nicht, höchstens das Abschneiden
solche, die auf der Basis von Kunststoffrohlingen, die mit einem Trennschleifer). Bei diesem Abbrechen
im 3D-Druck entstehen. (oder Trennschleifen) immer vom Körper weg weisend
arbeiten, Schutzbrille aufsetzen und überhaupt alles
Selbst wenn einige der beschriebenen Methoden und tun, um dabei die Sicherheit Ihrer eigenen Person zu
Arbeitsweisen auf das gerade erworbene Modell nicht gewährleisten.
zutreffen, so ist der Modellbauer/die Modellbauerin
ja allgemein immer an verschiedensten Arbeitstech- - ... verbinde die beiden Stücke durch das vorhandene
niken interessiert — vielleicht �ndet sich ja der eine Loch mit einer Blindniete oder einer passenden Ge-
oder andere brauchbare Tipp für Sie! windeschraube.
Das Basismaterial der meisten Bausätze von etchIT ... und fertig ist das Biegewerkzeug.
besteht aus der Legierung Neusilber, welche auch bei Gebogen wird logischerweise an den geraden und
sehr dünnen Blechen stabil ist und nicht korrodiert. nicht an den gezahnten Kanten. Biegekante dazwi-
Das Blech lässt sich kleben und vor allem sehr leicht schen legen (dabei muss die vorgeätzte Linie in voller
löten. Letztere Methode gibt dem Modell bei sachge- Breite sichtbar sein!) und mit einem Hartholzstück das
rechter Anwendung hohe zusätzliche Stabilität und ist betreffende Teil umbiegen.
in fast allen Fällen dem Kleben vorzuziehen.
Um die beiden Kanten der Sägeblattstücke daran zu
Zum Download bereit stehen alle aktuell verfügbaren hindern, beim Biegevorgang auseinander zu wandern,
Bauanleitungen unter folgender Internet-Adresse (als spannt man das Biegewerkzeug mit dem dazwischen
EINE Zeile; Groß- und Kleinschreibung beachten): liegenden Biegegut entweder in einen passenden
http://www.easy01.de/etchIT-store/ Mini-Schraubstock oder verwendet zum Aufeinander-
assets/own/manuals.htm pressen eine kleine Gripzange.
Sollte für das eine oder andere Ihrer Modelle noch kei- Diese Anleitung dient nur als Anregung. Biegewerk-
ne Bauanleitung verfügbar sein, so ist diese in Arbeit zeuge im Eigenbau können auch in ganz anderen
und wird demnächst zur Verfügung stehen. Konstruktionen realisiert werden.
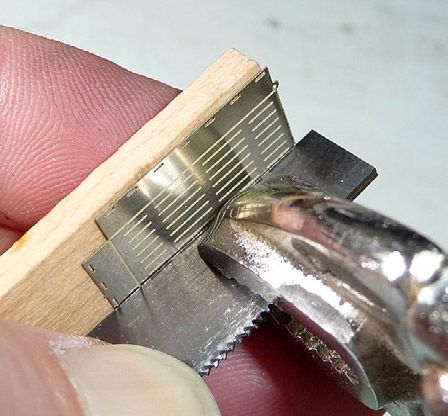
Zur Beachtung: Die beiden folgenden Bilder zeigen das eben Beschrie-
bene in der Praxisanwendung. Zuerst wird die zu bie-
Nicht alle für die Spur N verfügbaren Modelle gibt es auch gende Kante wie gezeigt zwischen die vernieteten
für die Spur Z — entsprechend verhält es sich auch mit Sägeblätter gelegt und mit einer kleinen Grip-Zange
den dazugehörigen Bauanleitungen. unverrückbar angepresst:
Kanten biegen
Um das sehr stabile Neusilber exakt biegen zu können,
sind alle wichtigen Biegekanten einseitig vorgeätzt. Im
Allgemeinen gilt, dass die Seite, auf der die Biegekan-
te als Ätzlinie vorhanden ist, „innen“ bedeutet. Dies ist
als Orientierungshilfe wichtig. Ausnahmen bestätigen
zwar auch hier die Regel, wenn es für den Zusammen-
bau unerlässlich ist, aber im allgemeinen ist die oben
getroffene Aussage korrekt.
Als Hilfsmittel für das Biegen gibt es �x und fertige
Werkzeuge im Modellbauhandel, die kaum Wünsche
offen lassen (bis auf das Biegen von sehr langen Kan-
ten) — allerdings auch ihren Preis haben. Hier eine
einfache Selbstbaulösung, die in vielen Fällen zum ex-
akten Biegen genügt und wenig bis nichts kostet.
Darauf hin wird mit einem passenden Hartholzstück Abbildung dargestellt sind. Auf den Gewindestangen
o. ä. der Biegevorgang ausgeführt: der Handknebel werden zwei M6-Muttern gekontert,
die beim Zudrehen den Druck auf die Metallplatten
ausüben (blaue Pfeile).
Jetzt mit den beiden Knebeln zudrehen und falls not-
wendig die obere Kante beider aneinandergepresster
Metallplatten planschleifen (grüne Pfeile). Wer es per-
fekt machen will, lässt die geschliffenen Flächen leicht
von der Mitte her nach außen abfallen, damit nach
dem Zurückfedern des Bleches beim Biegevorgang
tatsächlich ein rechter Winkel entstehen kann.
In der folgenden Anleitung wird ab nun davon aus-
gegangen, dass Sie in der Lage sind, auch lange und
schmale Teile biegen zu können, ohne dass es zu Ver-
formungen des Bleches kommt, die nicht gewollt sind
— die Passgenauigkeit und letztlich der Reiz des gan-
zen �ligranen Modells hängen davon ab!
Das Löten
Noch ein weiteres selbstgebautes Biegewerkzeug sei In fast allen Fällen ist für das schlüssige Verbinden von
hier vorgestellt, das immer dann zum Einsatz kommt, Kanten bei Ätzmodellen die Lötmethode dem Kleben
wenn sehr lange Kanten (bis ca. 170 mm!) exakt ge- vorzuziehen — falls man das Löten beherrscht...
bogen werden sollen. Zwar kein Kandidat für einen
Design-Preis, aber sehr nützlich: Falls nicht — hier nützliche Hinweise:
Vielfach scheuen gerade Anfänger in dieser Technik
davor zurück, sich mit einem Lötkolben an den Zu-
sammenbau eines Ätzmodelles zu wagen. Dabei ist
das Löten, berücksichtigt man einige einfache Regeln,
nicht schwer und vor allem erhöht es die mechanische
Stabilität der �ligranen Neusilbermodelle erheblich.
Die folgenden Tipps und ausreichend Übung verset-
zen Sie in die Lage, auch komplexe Modelle so zu-
sammen zu löten, dass die Verbindungen praktisch
unsichtbar sind.
Lötkolben
Bewährt haben sich kleine Elektronik-Lötkolben mit
feiner Bleistiftspitze. Entweder Typen für 230 V Wech-
selspannung und 15-30 Watt Leistung, oder einfache
regelbare Lötstationen, die meist eine Wärmeregel-
Zwei Holzverbinder-Lochplatten aus dem Baumarkt lung von 200 bis 400 Grad Celsius aufweisen und eine
mit den Maßen 200 × 60 × 2 mm, die an einer langen Leistung von 30-50 Watt verbraten. Es braucht KEINE
Kante schon recht gut aneinanderpassen, werden mit Hitech-Lötstation — eine einfache Ausführung ge-
zwei Schrauben an einer der Längsseiten verbunden. nügt für unsere Zwecke völlig.
Darauf zu achten ist, dass die andere Längsseite etwas
auseinanderklafft — hier wollen wir später die zu bie- Lötzinn
gende Kante dazwischenlegen.
Verwendet werden kann entweder das mit Flussmit-
Dann werden auf einer Seite 4 M6-Muttern aufgelötet tel gefüllte oder ungefülltes Elektronik-Lot mit einem
(voher mit einer Gewindeschraube �xieren), hier durch Durchmesser von 0,5 bis 1 mm.
die roten Pfeile dargestellt. Auf die Zustellschrauben
kommen Handknebel, ähnlich denen, wie sie in der Übrigens kann man durchaus das bleihaltigere und
damit etwas weichere (und auch billigere) Lötzinn te ein mit Flussmittel gefüllter Lötdraht zum Einsatz
verwenden. Bitte aber auf alle Fälle vermeiden, die kommen. Wenn Spalte überbrückt werden müssen,
durch schmelzendes Zinn und erhitztes Flussmittel liegt das aber an fehlerhafter Biegetechnik, nicht an
entstehenden Dämpfe einzuatmen! den Ätzmodellen...
An manchen Stellen, wo es ratsam ist, Lötzinn bereits
platziert zu haben, bevor man mit der Lötkolbenspit-
ze anrückt, hat sich Lötpaste in einer Injektionsspitze
mit feiner Kanüle bewährt. Daraus kann man winzige
Mengen Lötpaste an die betreffenden Stellen platzie-
ren und braucht dann nur noch kurz mit der Lötspitze
zu erwärmen. Allgemeine Gefahrenhinweise:
Löten:
Lötöl Lötöle und andere Flussmittel enthalten in vie-
Nun zu einem der wichtigsten Hilfsmittel beim erfolg- len Fällen einen Säureanteil, meist Salzsäure oder
reichen Zusammenlöten von Ätzmodellen – dem Löt- auch Phosphorsäure. Sowohl beim Auftragen des
öl als Flussmittel. Lötöls, als auch beim Erhitzen mit der Lötkolben-
spitze kann es zum Spritzen der erhitzten Flüssig-
Wer noch nicht damit gearbeitet hat, wird es erst keit kommen. Da man beim Modellbau meist mit
glauben, wenn er es selbst geschafft hat, nahezu un- Gesicht und Augen recht nahe an der zu bearbei-
sichtbare Lötstellen, auch an langen Kanten entlang, tenden Stelle ist, ist beim Löten unbedingt ange-
zu fabrizieren. sagt, eine geeignete Schutzbrille zu tragen. Eine
Die Vorgehensweise ist einfach: optische Brille alleine bietet KEINEN ausreichen-
den Schutz!
Mit einem feinen Pinsel (der leider nicht lange hält,
denn das Lötöl enthält meist Salzsäure oder Phos- Die beim Erhitzen entstehenden Dämpfe sind kei-
phorsäure) oder einem feinen Stahldraht bringt man nesfalls einzuatmen!
EIN WENIG (!) Lötöl an die zu verlötenden Ecken/Kan- Beachten Sie die Warnhinweise und eventuell vor-
ten/Stellen. handene Sicherheitsdatenblätter der Produkte,
Dann streift man die Spitze des heißen Lötkolbens am die Sie im Einsatz haben.
Schwämmchen ab, nimmt GANZ WENIG(!!) Lötzinn an Ätzplatinen:
die Spitze und hält dann die Spitze des Kolbens mit
dem wenigen Lötzinn an die zu verlötende Stelle. Mit Die ganz oder teilweise geätzten Partien der Ble-
leisem Zischen verdampft das Flussmittel und das che werden mit Hilfe von verschiedenen Chemi-
Lötzinn verteilt sich blitzartig an den Stellen/in den kalien erstellt. Zum Entwickeln und Entschichten
Kanten, die vom Lötöl benetzt waren. des Fotolackes dient Natriumhydroxid-Lösung,
der Ätzvorgang erfolgt mit Hilfe einer Natriumper-
Probieren Sie das an ein paar Reststückchen Neusil- sulfat-Lösung.
berblech aus; es macht nach ein paar Versuchen rich-
tig Spaß. Trotz intensiven Spülens der fertig geätzten und
entschichteten Platinen mit frischem Wasser
Je nachdem, wie dick der Lötzinnauftrag werden soll, könnten minimale Chemikalienreste an den Ätz-
variiert man die Menge des Zinns, die man mit der kanten/-�ächen übrig sein. Deshalb nach dem
Lötspitze aufnimmt. Hantieren mit Ätzmodellen immer gut Händewa-
An Kanten (wo es geht von innen) entlang reicht meist schen und Verletzungen an den teilweise scharfen
sehr wenig Zinn, um die Verbindung sicher zu bewerk- Ätzkanten vermeiden.
stelligen. An Stellen, die als stabilisierende Winkel fun- Denn:
gieren sollen, trägt man eine etwas umfangreichere
Menge auf. Bei allem Enthusiasmus für den Modellbau — die
Sicherheit für Ihre Gesundheit und Unversehrtheit
Diese beschriebene Methode funktioniert immer dort hat unbedingten Vorrang!
hervorragend, wo die zu verbindenden Teile schlüssig
auf- oder aneinanderstoßen.
Spaltüberbrückung ist weniger gut möglich, dort soll-
Kunststoffteile und 3D-Druck Die Modelle, die etchIT mit eigenem High-End-Dru-
cker fertigt, bestehen aus flüssigem Kunststoff, der in
Einige etchIT-Modelle (Artikelkennung meist XD...) sehr dünnen Schichten (0,028mm !) übereinander auf-
bestehen im Wesentlichen aus Kunststoff und sind mit gebracht und dann mit einer starken UV-Lichtquelle
Hilfe der noch relativ jungen Technik des 3D-Druckens gehärtet wird.
entstanden. Bei dieser Technik werden quasi kleine
Kunstoffpünktchen in allen drei Richtungen so anein- Neben dem eigentlichen Modellbaumaterial wird aus
ander gereiht, dass sich letztlich ein dreidimensionales einem zweiten Druckkopf ein zweites, wachsartiges
Modell daraus ergibt. Material aufgebracht, das Hohlräume füllt und Wände
stützt. Dieses Material wird mit hohem Wasserdruck
Eine Art des 3D-Drucks, basierend auf dem Abschmel- abgewaschen und ist weitestgehend von dem Ihnen
zen eines Kunststoffdrahtes, mit relativ groben aufge- vorliegenden Modell entfernt. Schmierige Oberflä-
schmolzenen Kunststofftröpfchen gibt es schon eine chen, wie sie bei anderen 3D-Druck-Anbietern gele-
ganze Weile. Aber erst die aktuellen Verbesserungen gentlich auftreten, gibt es bei etchIT-Modellen nicht!
(z. B.: Jet-Technologie = Druckköpfe mit flüssigem Po-
lymer, das mit UV-Licht ausgehärtet wird) machen den In engen Löchern etc. können sich evtl. noch kleine
3D-Druck nun auch interessant für Modelle in kleine- Reste des wächsernen Supportmaterials befinden, die
ren Maßstäben. Noch ist die Technik nicht so weit, dass sich problemlos mit einem Zahnstocher oder feinem
die Oberflächengüte eines 3D-gedruckten Modells so Draht beseitigen lassen.
sauber und glatt ist, wie man das von Kunststoffmo- Der nächste Schritt besteht darin, rauhe Oberflächen-
dellen in Spritzgusstechnik gewöhnt ist. partien mit feinem Schmirgelpapier (600-800er Kör-
Doch durch die Möglichkeit, auch ungewöhnlichste nung) zu glätten. Dies erfolgt am besten bei feucht
und ansonsten nicht erhältliche Modelle am Com- gehaltenem Kunststoffmodell. Dabei setzt zum einen
puter zu konstruieren und im 3D-Druck auszugeben, das Schmirgelpapier nicht zu (sollte aber schon ein
machen Modelle nach diese Methode bereits jetzt zu wasserfestes sein...) und zum anderen sieht man im
einer hervorragenden Grundlage für den Selbstbau feuchten Zustand Unregelmäßigkeiten besser.
von völlig neuen Modellen.
Übrigens Vorsicht bei den ersten Schleifvorgängen!
Hier nun einige Tipps, wie die 3D-Druck-Rohlinge so- Das Material wird sehr schnell abgetragen.
weit bearbeitet werden, bis sie aus normalem Betrach-
tungsabstand praktisch nicht mehr von konventionell Sehr nützlich ist auch hier wieder der des öfteren
hergestellten Kunststoffmodellen unterschieden wer- erwähnte Glasfaser-Radierer (etchIT-Artikel SFL004/
den können. Im Gegenteil — durch die zusätzlichen SFL005), den man für das Glätten von trockenen Ober-
geätzten Zurüstteile wirken solche Modelle weit bes- flächenteilen einsetzen kann. Bei dieser Bearbeitungs-
ser als viele Spritzguss-Massen-Modelle. weise nicht „mit dem Strich“ bürsten, also in Richtung
der durch den Druck entstandenen Riefen, sondern
Details rechtwinklig dagegen. Dabei immer mit wenig Druck
arbeiten.
Der große Vorteil des 3D-Drucks, nun auch feine Details
darzustellen, ist gleichzeitig auch eine Gefahr — denn Hat man die Oberfläche wie gewünscht verbessert (an
das Material ist spröde und neigt zum Brechen. Die bei vielen Stellen muss man kaum etwas machen!), lässt
etchIT konstruierten Modelle versuchen dem Rech- man den Rohling trocknen und grundiert ihn dann mit
nung zu tragen und sind an strategisch wichtigen Stel- Spraygrundierung, am besten in grau, damit man even-
len möglichst unauffällig verstärkt. Trotzdem ist bei tuell noch verbliebene Unebenheiten gut erkennt.
der Handhabung Vorsicht geboten, damit man nicht
Dass trotz der Nacharbeit noch kleinere Fehlstellen
plötzlich ein Fahrzeugteil abgebrochen hat.
übrig sind, wird nach dem Trocknen der Sprühgrun-
Sollte dieser Fall dennoch eintreten, lassen sich diese dierung deutlich.
Teile problemlos mit Cyanacrylatkleber (Sekundenkle-
Das matte Grau der Grundierung zeigt, wo evtl. noch
ber) wieder anbringen.
weiter nachgearbeitet werden muss.
Oberflächen bearbeiten Gute Grundierung glättet die Oberfläche und die nach
dem Trocken aufgebrachte finale Lackierung tut den
Richtig glatt werden Flächen bei der Fertigung eher sel- Rest, um ein hochwertiges Modell zu erhalten.
ten. Die Nachbearbeitung der Oberflächen ist also bei-
nahe unerlässlich, aber nicht übermäßig zeitaufwändig.
Räder im 3D-Druck So erhält man mit etwas Übung perfekt runde Reifen.
Die Auflösungsfeinheit des 3D-Druck gestattet es
prinzipiell, auch beispielsweise LKW-Räder zu drucken.
Auch diese sind unbedingt vorsichtig nach zu bear-
beiten vor dem Lackieren. Wie bekommt man perfekt
lackierte Räder/Reifen? Hier eine gangbare Methode:
Alle separat beiliegenden Räder von etchIT besitzen
eine Nabe für die Achsaufnahme von Ms-Rundmate-
rial von 0,77 bis 0,8mm Durchmesser. Solches Rund-
material liegt allen entsprechenden Bausätzen in
ausreichender Menge bei. Stärkeres Material sprengt
die Achsaufnahme, da 3D-Druckmaterial bei dünnen 3D-Druck-Material bohren
Wandstärken spröde und bruchempfindlich ist.
In Fällen, in denen Löcher nachträglich in das Kunst-
Nach dem Ablängen der Achsen werden die Rundma- stoffmaterial einzubringen sind, beispielsweise, da
terialstücke an den Stirnflächen plan gefeilt und der der 3D-Druckprozess sehr feine Löcher nicht in aus-
Rand entgratet, um beim Einschieben die Achsaufnah- reichender Präzision wiedergeben kann, können zu
men nicht zu beschädigen. diesem Zweck Miniatur-Spiralbohrer ab 0,2mm Durch-
messer eingesetzt werden. Diese Bohrer werden even-
Bei vielen zu lackierenden Rädern sind praktischer- tuell in ein passendes kleines Bohrfutter oder einen
weise weitere 3-4 cm langen Rundmaterialstücke vor- Handbohrergriff eingesetzt und das Loch wird vor-
zubereiten, um alle Räder vorab auf ein Schaumstoff- sichtig mit einigen Umdrehungen per Hand erzeugt.
stück gesteckt in Felgenfarbe in einem Durchgang Das Material ist sehr leicht zu bearbeiten und von der
sprühlackieren zu können. Benutzung einer Minibohrmaschine ist eher abzura-
ten, denn da ist zuviel Power dahinter.
Ob Sie HSS- oder HM-Bohrer benutzen, hängt von Ih-
ren Vorlieben und Vorräten ab. Erstere nehmen auch
mal ein leichtes Verbiegen nicht übel (was bei diesen
Mini-Durchmessern schnell mal passiert). Hartmetall
(HM) Bohrer sind rasiermesserscharf und schneiden
somit etwas besser — brechen aber gerne und ruck-
zuck ab, wenn man sie auch nur einen Hauch verkan-
tet oder verbiegt.
Natürlich wird etchIT immer dort, wo es Sinn macht,
Nach dem Trocknen wird ein aufgestecktes Rad in das die Kunststoff-Rohlinge durch fein detaillierte und
Futter eines Akkuschraubers gespannt, der sehr lang- präzise Ätzteile ergänzen.
sam zu laufen im Stande ist.
3D-Kunststoff kleben
Als Kleber sind Kunststoffkleber geeignet (nicht Po-
lystyrol-Kleber!), wie Ruderer 530, Micro Kristal Klear
(Art.-Nr. SFL010) und andere — generell gilt: eigene
Tests mit dem Lieblingskleber durchführen.
Sind Teile bündig aufeinander zu kleben, eignet sich
auch sehr gut ein dünnflüssiger Cyanacrylatkleber
(„Sekundenkleber“). Da der 3D-Kunststoff schichtwei-
se aufgebaut ist, enthält das Material winzige Hohlräu-
me und sobald ein Tröpfchen Sekundenkleber an eine
Nahtstelle gelangt, saugt das Kunststoffmaterial den
Nun den Pinsel mit nicht zu zäher Farbe langsam an dünnflüssigen Kleber gierig auf und es entsteht eine
das sich drehende Rad nähern und bis zur gewünsch- enorm feste Verklebung ohne störende Reste an der
ten Breite den Reifen mit mattschwarzer Farbe aufma- Nahtstelle. Nach dem Grundieren/Lackieren ist prak-
len. tisch nichts mehr von der Klebefuge zu sehen.
Farbliche Gestaltung Generell sollte man filigrane Ätzmodelle wie Trep- pen, Gitter etc. nicht mit dem Pinsel einfärben. Egal, wie dünn oder dickflüssig die Farbe ist – der Pinsel setzt die feinen Durchbrüche der Treppenstufen und des Gitterrostes zu und die Farbe verklebt die Zwischenräume. Damit ist die realistische Wirkung verschwunden. Entweder färbt man die Neusilbermodelle mit einem geeigneten Brüniermittel ein, was eine bräunlich bis schwärzliche Färbung hervorruft. Oder — und das ist die bessere Methode: man be- nutzt die Airbrush-Sprühpistole. Verwendbar sind auch Lacke in Sprühdosen, wie sie beispielsweise in 100ml Gebinden für den Plastikmodellbau angeboten werden. Vor dem Lackauftrag ist das Blech mit einer weißen oder grauen Grundierung zu überziehen, nachdem das Blech gut entfettet wurde (Aceton, Spiritus, Essig etc.). Solche Sprayfarben haben einen erheblich feineren Sprühnebel als Spray-Lacke aus dem Bau- markt. Unbedingt die Sicherheitshinweise bei der Ver- wendung der jeweiligen Produkte beim Lackie- ren beachten! Und nun viel Spaß beim Zusammenbau Ihres neuesten etchIT-Modells!

Perfekte Fahrzeugfenster mit Noch besser:
Micro Kristal Klear Die Klebefilm-Methode
Abgesehen von der eigenwilligen Schreibweise han- Über das Frontfenster einer lackierten Fahrzeugkabi-
delt es sich bei Micro Kristal Klear (MKK) um ein her- ne wird ein Streifchen Klebefilm gelegt (ausprobiert
vorragendes Beispiel eines transparent auftrocknen- wurden verschiedene Klebebänder; geblieben wurde
den Klebers ohne Lösungsmittel (Art.-Nr. SFL010). beim originalen TESA-Film) und an den Rändern mit
einer Zahnstocherspitze festgedrückt. Dann wird die
Neben der ursprünglich angedachten Verwendung als Fläche der Frontscheibe von innen mit einem feinen
Transparentkleber hat MKK noch die nützliche Eigen- Pinsel mit MKK bedeckt, direkt auf den Klebstoff des
schaft, für die Verglasung von Fahrzeugfenstern sehr Klebefilms.
gut geeignet zu sein.
Die Zahnstocher-Methode
In vielen Beschreibungen in den diversen Modellbau-
Foren wird die Anwendung von MKK für das Verglasen
von Fenstern in etwa so beschrieben:
- Mit einem Zahnstocher etwas Kleber aufnehmen und
entlang des Innenrands des zu verglasenden Fensters
aufbringen.
- Nochmal MKK mit dem Zahnstocher aufnehmen und
die Fläche des Fensters mit einem dünnenFilm schlie-
ßen.
- Trocknen lassen — fertig.
Funktioniert, hat aber immer den Nachteil, dass bei
nach außen gebogenen Fenstern (LKW-Kabinen, bei-
spielsweise), der trocknende Film sich immer nach
innen orientiert und so die Fensterfläche eher nach
innen als nach außen gewölbt ist.
Etwas Abhilfe schafft die großzügige Verwendung von
MKK und das Positionieren der Fensterfläche nach un- Nach dem Durchtrocknen des MKK wird der Klebe-
ten beim Trockenvorgang, damit die Schwerkraft ein streifen langsam und vorsichtig von der Frontscheibe
wenig Zug nach außen ausübt; ist aber auch nicht der abgezogen. Sollten dabei kleine Beulen entstehen...
Weisheit letzter Schluss.
Ein typisches Ergebnis sieht folgendermaßen aus:
...ist das nicht schlimm: etwas anhauchen und der Kle-
berfilm ist nach ein paar Minuten glatt: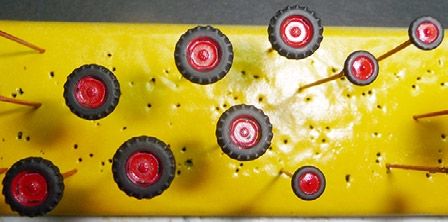
Am besten funktioniert diese Verglasungsmethode
natürlich, wenn es sich um Fahrzeugkabinen handelt,
die noch keine Inneneinrichtung aufweisen. Aber auch
dann, wenn Sitze etc. fest eingebaut sind, kann man
zumindest die Frontscheibe nach der Schilderung
oben optimieren:
Das MKK wird dabei durch die Öffnungen der Seiten-
scheiben auf die Innenseite des Klebebandes auf der
Frontscheibe gebracht:
Im letzten Bild deutlich zu sehen ist, dass die Front-
scheibe nun tatsächlich vorbildgerecht nach außen
gewölbt ist (und bleibt!).
Mit den Seitenfenstern verfährt man ebenso: Klebe-
bänder aufsetzen, Fensteröffnungen füllen:
Hier noch die beiden Endergebnisse nach der Zahn-
stocher- und der Klebefilm-Methode im Vergleich:
Seitenscheiben und Hecköffnungen werden dann
nach der eingangs erwähnten Zahnstocher-Methode
verglast. Zumindest die Frontscheibe ist nun vorbild- Sind alle Fensteröffnungen verglast, die Blinker und
getreu nach außen gewölbt. Türgriffe bemalt und die Zurüstteile angebracht, wird
die finale Lackierung mit Acryl-Glanzlack aufgebracht
– auch über die MKK-Fenster. Die Fenster erhalten da-
durch nicht nur Glanz, sondern auch eine gesteigerte
Transparenz. Als Glanzlack sehr gut geeignet ist das
Produkt der Firma Tamiya X-22 (Art.-Nr. SFL011)
Viel Spaß beim Verglasen Ihrer
LKW- und PKW-Modelle wünscht
etchIT!Aufbau XD036_TT — Büssing BS20S2 mattschwarzer Farbe geschwärzt und nach dem Trock-
nen die Oberfläche mit einer Ziehklinge abgezogen,
Sattelschlepper, 1:120 - Bausatz um die erhabenen Teile wieder silbrig zu bekommen.
Lieferumfang Mit den beiden Lenkachsen lassen sich originalge-
treue Szenen aufbauen.
Eventuell können Kabine und Chassis – abweichend
vom obigen Bild – bereits am Stück sein.
Vor der finalen Lackierung werden noch die geätzten
Für die Nachbearbeitung der im 3D-Druck hergestell- Zurüstteile angesetzt:
ten Teile beachten Sie bitte auch die weiter vorn ge-
nannten Tipps zum Thema.
Das Chassis dieses Sattelschleppers ist mit zwei Lenk-
achsen ausgerüstet, deren Achsschenkel, Achsschen-
kelbolzen und Spurstangen bereits vormontiert sind.
Der weitere Zusammenbau ist recht einfach. Nach der
Nachbearbeitung der Außenflächen der Fahrzeugka-
bine können alle Teile grundiert und gefärbt werden.
Für die Fensterverglasung der Kabine bitte die Hinwei-
se weiter vorn lesen.
Viel Spaß in den kommenden Bastel-
stunden mit Ihrer ganz individuellen
Version dieses detaillierten etchIT-
Modells!
Der Kühlergrill wird, noch in der Platine verankert, mitSie können auch lesen