Umwelterklärung 2020 Stammsitz Sindelfingen Standort Rottenburg Standort Hailfingen - EMAS
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Umwelterklärung 2020
Stammsitz Sindelfingen
Standort Rottenburg
Standort Hailfingen
Inhaltsübersicht
1. Vorwort der Geschäftsleitung
2. Unser Unternehmen
2.1 Unsere Standorte
2.2 Kunden und Produkte
2.3 Eckpunkte unseres Umweltengagements
3. Unsere umweltrelevanten Prozesse
4. Die Umsetzung der EMAS-Neuerungen
5. Die Unternehmenspolitik von BITZER
6. Das Umweltmanagementsystem von BITZER
7. Die Bewertung unserer Umweltaspekte
8. Zahlen, Daten, Fakten zu unserer Umweltleistung
9. Kernindikatoren nach EMAS III
10. Unsere Umweltziele
11. Ansprechpartner bei BITZER, Umweltgutachter
12. Gültigkeitserklärung
2/39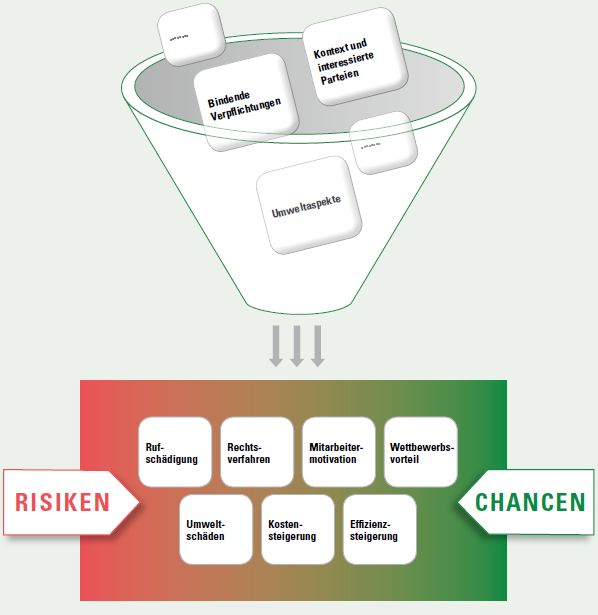
1. Vorwort der Geschäftsleitung
Ökologie und Ökonomie unter der Maxime des „nachhaltigen Wirtschaftens“ zusammenzuführen ist
eine große unternehmerische Herausforderung. Jedes Unternehmen ist als Teil der Gesellschaft
verpflichtet, die natürliche und die wirtschaftliche Lebensgrundlage zu erhalten und zu verbessern.
Beide unternehmerische Ziele können nur dann in einen logischen Sachzusammenhang gebracht
werden, wenn sie als unverzichtbare Bestandteile eines Ganzen gesehen werden. Die Lösung
dieser wertorientierten Unternehmensaufgabe ist unverzichtbar, um nachfolgenden Generationen
eine Zukunftsperspektive zu geben. BITZER sieht im Umweltmanagement- und Auditsystem der
Europäischen Union (EMAS) einen sehr guten Ansatz, dieser Aufgabe gerecht zu werden.
40 Jahre lang wurden in der BITZER Kühlmaschinenbau GmbH am Stammsitz in Sindelfingen Kälte-
maschinenverdichter produziert. Bedeutende technische Fortschritte bei der Entwicklung von
Verdichtern sowie der Produktionsprozesse und die Einführung eines Qualitäts- und Umwelt-
managementsystems verbinden wir mit diesem Traditionsstandort. Doch die räumliche Enge, die
stetige Auftragszunahme und die Steigerung der Größe unserer Produkte waren ausschlaggebend
für den Bau einer neuen Fabrik in Rottenburg-Ergenzingen ca. 30 km südlich von Sindelfingen und
unweit des Werks in Hailfingen. Der Umzug wurde mit der Verlagerung der Abteilungen Ma-
terialwirtschaft, Technik & Entwicklung im Jahr 2004 und der Anwendungstechnik 2008
abgeschlossen.
Die kontinuierliche Verbesserung der ökologischen Auswirkungen unserer Tätigkeiten, Produkte und
Dienstleistungen verstehen wir als Daueraufgabe. Bei der Produktionsaufnahme am neuen Standort
wurden deshalb unsere bisher gemachten Erfahrungen im betrieblichen Umweltschutz und
Umweltmanagement übernommen und weiter optimiert. Die Einführung von TPM- und KAIZEN-
Maßnahmen sorgt auch unter Umweltgesichtspunkten für bessere Qualität, schnellere Prozesse und
sinkenden Kosten.
Die Revalidierung des Standortes Schkeuditz bei Leipzig nach der EG-Verordnung 761/2001 und
die Zertifizierung gemäß der internationalen Norm ISO 14001 im Jahre 2009 sowie die Validierung
und Rezertifizierung des Standortes Castelo Branco in Portugal seit 2006 unterstreichen zudem
unser Konzept einer unternehmensweiten Umweltverantwortung. Wir werden uns dieser Verant-
wortung auch zukünftig stellen.
Von 1997 bis 2019 wurden von uns im dreijährigen Rhythmus konsolidierte Fassungen der Umwelt-
erklärungen vorgelegt. Seit 2004 veröffentlichen wir zusätzlich eine jährliche Aktualisierung der
Umwelterklärung mit anschließender Validierung durch einen unabhängigen Umweltgutachter. Die
vorliegende Umwelterklärung wurde nach den Vorgaben des Anhangs IV der Verordnung (EG)
2018/2026 erstellt.
Mit dieser nun vorliegenden Umwelterklärung der BITZER Kühlmaschinenbau GmbH für den
Stammsitz in Sindelfingen sowie für die Standorte Rottenburg und Hailfingen können wir zum Thema
Umweltmanagement auf über 20 Jahre erfolgreiche EMAS Zertifizierung zurückblicken. Sie gibt allen
Interessierten einen umfassenden Einblick in den momentanen Stand unseres betrieblichen
Umweltschutzes. Diese Veröffentlichung dient dem Dialog mit unseren Kunden, Lieferanten,
Behörden und allen weiteren interessierten Gruppen und Personen. Sie sind deshalb ausdrücklich
aufgefordert, mit konstruktiven Anregungen auf diese Umwelterklärung zu reagieren.
Sindelfingen, 24.08.2020
.......................................................
Christian Wehrle
Chief Operations Officer
3/39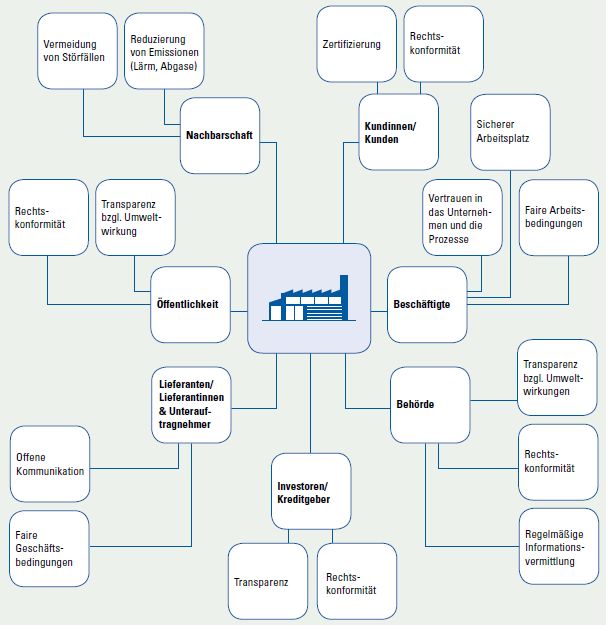
2. Unser Unternehmen
2.1 Die Standorte
Das BITZER Headquarter (BHQ) und die Geschäftsführung der BITZER SE sowie der BITZER
Kühlmaschinenbau GmbH befinden sich in Sindelfingen. Von hier aus werden sämtliche, das
Gesamtunternehmen betreffende Entscheidungen koordiniert. Hierzu zählen folgende
übergeordnete administrative Bereiche Rechtsabteilung, Unternehmensfinanzierung und Treasury,
Rechnungswesen, Controlling, Human Ressources, Organisation und IT, Sales und Marketing.
Die Produktfertigung der BITZER Kühlmaschinenbau GmbH erfolgt an den Standorten Rottenburg
und Hailfingen. Am Produktionsstandort Rottenburg fertigt BITZER Verdichter für die Kälte- und
Klimatechnik. Am benachbarten Standort Hailfingen wird das Druckbehälterprogramm inkl.
kompakte Ammoniak Kälteanlagen (ACP = ammonia compressor pack) produziert. Die Produkte
werden über Rottenburg sowie über weitere Tochterfirmen in alle Welt vertrieben.
Sindelfingen Rottenburg Hailfingen
BITZER SE
Gesellschaften im BITZER BITZER BITZER
Geltungsbereich Kühlmaschinenbau Kühlmaschinenbau Kühlmaschinenbau
GmbH GmbH GmbH
gemischtes
Gebietsausweisung Gewerbegebiet Gewerbegebiet
Gewerbegebiet
Geschäfts- und
Geschäfts- und Wohn-
Automobilzulieferer- Wohnhäuser,
Nachbarschaft häuser, Automobil- und
Industrie, Speditionen Automobilhaus und
Elektronikindustrie
Metallindustrie
Produktion Produktion
Schraubenverdichter,
Tätigkeit am Standort Verwaltung Behälterbau,
Scrollverdichter,
Entwicklung ACP
A 81, A 81, A 81,
Verkehrsanbindung
kein Schienenanschluss kein Schienenanschluss kein Schienenanschluss
Anzahl der Mitarbeiter 230 593 104
Fläche gesamt 7.825 m² 76.207 m2 16.033 m2
überbaute Fläche 5.565 m² 57.787 m2 13.528 m²
Versiegelungsgrad 85% 75% 85%
Wasserschutzgebiet nein ja, Zone III B ja, Zone III B
EMAS seit 1997 EMAS seit 2006 EMAS seit 1997
Umweltmanagement-
ISO 14001 seit 2000 ISO 14001 seit 2003 ISO 14001 seit 2000
System
ISO 50001 seit 2012 ISO 50001 seit 2015
Tabelle 1: Standortbeschreibung (Datenstand 31.12.2019)
Das neue Verwaltungsgebäude BITZER Headquarter wurde im 3.Quartal 2019 nach einer 2-
jährigen Bauzeit neu bezogen. Durch den Neubau fand für ca. 6 Monate ein Parallelbetrieb in
Sindelfingen statt. Am Produktionsstandort in Hailfingen wurde in 2019 durch den Bauabschnitt 3
und 4 die Produktionsfläche nahezu verdoppelt.
4/392.2 Kunden und Produkte
Unsere Kunden sind Kälte-, Klimaanlagen und Wärmepumpenhersteller, die entweder als OEM-
Kunde direkt oder über den Großhandel BITZER-Produkte beziehen. Die Verdichter und
Anlagenkomponenten werden in Kälte-, Klima oder Wärmepumpenanwendungen verwendet und
zwar sowohl in stationären wie auch in mobilen Anwendungen.
Beispiele hierzu sind:
• Stationäre Kältetechnik: Lebensmittelkühlung in Supermärkten
• Stationäre Klimatechnik: Klimatisierung von Gebäuden, Prozesskühlung
• Mobile Kältetechnik: Lebensmittelkühlung in Schiffscontainern und Fahrzeugen
• Mobile Klimatechnik: Klimatisierung von Bussen
• Wärmepumpen: Heizung von Gebäuden oder Wärmerückgewinnung bei industriellen
Prozessen
• Reversible Wärmepumpen bzw. reversible Kaltwassersätze: Heizung und Kühlung von
Gebäuden bzw. Prozessen
Die Anwendung erfolgt dabei ausschließlich nach dem Kaltdampfprozess (sog. Carnot-Prozess), der
maßgeblich für die gute Wirtschaftlichkeit der Anwendung ist. So kann z. B. eine Wärmepumpe,
abhängig von den Einsatzbedingungen, aus einem KW Antriebsleistung mehrere KW Heizleistung
zur Verfügung stellen.
Alle wesentlichen Verdichterbaureihen sind für den Einsatz in Wärmepumpen geeignet.
Auf Kundenforderung fertigt BITZER auch Schraubenexpander für die Verwendung in sog. Organic
Rankine Cycle (ORC) Anwendungen.
Der Schraubenexpander basiert weitestgehend auf einem angepassten Schraubenverdichter, wobei
der Antriebsmotor in diesem Fall als Generator fungiert. Der ORC-Prozess ermöglicht Kunden bei
mäßigem Temperaturgefälle zwischen Wärmequelle und Wärmesenke eine Nutzung
überschüssiger Wärme zur umweltfreundlichen und CO2-freier Stromerzeugung.
2.3 Eckpunkte unseres Umweltengagements
Meilensteine unseres betrieblichen Umweltschutzes
1986/87 Einführung der “2.-Generation” – einer Baureihe halbhermetischer
Hubkolbenverdichter mit sehr hohen Wirkungsgraden
1992/93 Markteinführung von Verdichtern für chlorfreie Kältemittelgemische
1995 Kühlwasserreduktion durch Kreislaufführung und Bereitstellen der Prozesswärme
durch Wärmekraftkopplung in Sindelfingen
1995 Inbetriebnahme der neuen Lackieranlage auf Wasserlack-Basis in Sindelfingen
1996 Einführung eines Energiemanagements über "Zentrale Leittechnik" in Sindelfingen
1996 Markteinführung von Verdichtern mit Ammoniak und Propan als Kältemitteln
1997 Erste validierte Umwelterklärung nach EG-Öko-Audit-Verordnung für die Werke in
Sindelfingen und Hailfingen
1999 Einführung von biologisch abbaubaren Ölen für Produktionsmittel. Einführung der
neuen energie- und ressourcenschonenden Kondensator-Baureihen in Hailfingen
5/392000 Abwasserfreie Produktion durch Inbetriebnahme einer Destillationsanlage für be-
triebliches Abwasser.
2002 Erster Verdichter mit Kohlendioxid (CO2) als alternativem Kältemittel ausgeliefert
2003 Erst-Zertifizierung nach ISO 14001 für den Standort Rottenburg
2006 Erstellen einer Photovoltaikanlage auf dem Dach des Stammsitzes in Sindelfingen
2006 Einführung der Scroll-Verdichterbaureihe als Ergänzung zu den bei Bitzer gefertig-
ten Hubkolben- und Schraubenverdichtern
2011 Erweiterung des Öllagers für Kältemaschinenöle und Hilfs- und Betriebsstoffe am
Standort Rottenburg
2012 Erweiterung des Lacklagers am Standort Rottenburg
2015 Umstellung des USB-Zielprozesses
2015 Eröffnung der Schaufler Academy am Standort Rottenburg mit Eisspeicher und
BHKW
2016 Erfolgreiche EMAS-Validierung der BITZER SE am Standort Sindelfingen
2018 Erfolgreiche EMAS-Validierung und Rezertifizierung nach 14001 für Sindelfingen
und den Standorten Rottenburg und Hailfingen
2019 Umzug ins BITZER Headquarter (neues Verwaltungsgebäude)
2019 Installation eines BHKW am Standort Rottenburg
2019 Produktionserweiterung Standort Hailfingen
2.4 Unser produktbezogener Umweltschutz
Stratosphärischer Ozonabbau sowie atmosphärischer Treibhauseffekt durch Kältemittelemissionen
führten seit Anfang der 90-Jahre zu einschneidenden Veränderung in der Kälte- und Klimatechnik.
Nachdem in den Industrieländern die Verwendung von zum Ozonabbau beitragenden Kältemittel
fast vollständig gestoppt wurde, verschiebt sich der Fokus nun auf die Eliminierung von Kältemitteln
mit einem hohen Treibhauseffekt.
Neben den direkten Treibhauseffekt durch Kältemittelemissionen muss aber auch der Energiebedarf
eines Systems durch seinen indirekten Beitrag zum Treibhauseffekt betrachtet werden.
Für BITZER ist die Forschung, Entwicklung, Qualifizierung und Produktion von effizienten Verdichter
und Komponenten für umweltfreundliche Kältemittel von großer Bedeutung.
Besonderes Augenmerk wird dabei auch auf die saisonale Effizienz sowohl im Volllast- als auch
Teillastbereich aller BITZER-Produkte gelegt.
Daher werden alle der nachfolgenden Umweltaspekte bereits frühzeitig in der Entwicklung
berücksichtigt und bestehende Verdichter und Komponenten sowohl hinsichtlich der Konstruktion
als auch deren Produktion laufend verbessert.
Kältemittel:
6/39• Freigabe aller wesentlichen Verdichter und Komponenten für die Verwendung Kältemitteln
mit niedrigem Global-warming-potential (GWP)
• Verstärkte Entwicklungsaktivitäten für Verdichter für den Einsatz von natürlichen Kältemitteln
wie Ammoniak, Kohlendioxid und Propan
• Alle Verdichter werden während des Testlaufs in der Produktion ohne Kältemittel getestet
• Alle Verdichter werden ohne Kältemittel ausgeliefert, dadurch kann kein Kältemittel während
der Produktion oder innerhalb der Lieferkette freigesetzt werden
• Zur 100% Dichtheitskontrolle werden modernste Prüfverfahren in der Produktion eingesetzt,
um Leckagen an allen Produkten zuverlässig zu detektieren
• Minimierung und Eliminierung von externen Leitungen an Verdichtern, um das
Beschädigungs- und Leckagepotential gering zu halten
• Soweit technisch möglich Bevorzugung von dauerhafte Verbindungstechniken; an
Flanschverbindungen Anwendung von hochwertigen Dichtverfahren mit geringsten
Leckraten
• Erreichung niedriger Druckpulsationen am Verdichteraustritt (z. B. durch integrierte
Pulsationsdämpfer) um Leckagerisiken in der Kälteanlage zu minimieren
Effizienz:
• Realisierung hoher Verdichterwirkungsgrade sowohl unter Volllast- als auch unter
Teillastbedingungen sowie
• Leistungsregelbarkeit zur genauen Erfüllung des Leistungsbedarf bei Teillastbedingungen
zur Erreichung hoher saisonaler Effizienz durch
• Einsatz von externen und integrierten Frequenzumformern
• Konsequente Weiterentwicklung der mechanischen Leistungsregelung zur Verbesserung
der Teillasteffizienz und Regelgüte
• Verringerung von internen Druckverlusten
• Verbesserung der Motoreffizienz, durch verbesserte Werkstoffe oder Verwendung von
Synchronmotoren
Geräusch- und Schwingungsverhalten:
• Geringer Geräuschpegel
• Niedriger Schwingungspegel
Werkstoffe:
• Vorrangige Verwendung von Werkstoffen mit guter Recyclingfähigkeit (z.B.
Gusseisenwerkstoffe)
• Reparaturfreundliche Gestaltung
• Angebot einer Vielzahl von Ersatzteilen mit umfangreicher Dokumentation
• Aufbau eines weltweiten Service-Netzwerkes („GREEN POINT“) zur Reparatur und
Überholung von Verdichtern
• Angebot einer Rücknahme und Gutschrift defekter Verdichter, um eine sachgerechte
Wiederverwertung der Materialien zu gewähren
• Kontinuierliche Verbesserung des Kälteleistung-Gewicht-Verhältnisses (KW/kg) durch
Steigerung der Materialeffizienz
• Entwicklung von besonders leichten und kompakten Verdichtern für mobile Anwendungen
unter Verwendung von recyclingfähigen Aluminiumwerkstoffen
• Eliminierung von gefährlichen Stoffen wie z.B. Chrom 6 bei der Oberflächenbeschichtung
und Umstellung auf bleifreie Stahl-, Aluminium- und Kupferlegierungen
7/393. Unsere umweltrelevanten Prozesse
Die in unserem Unternehmen für die Herstellung der Verdichter und Behälter angewandten Verfah-
ren sind typisch für die metallverarbeitende Industrie: Spanabhebende Fertigung, Schweißen, Hart-
löten, Lackieren, Montage sowie Prüf- und Testverfahren markieren die wichtigsten umwelt-
relevanten Fertigungsschritte an den Produktionsstandorten Rottenburg und Hailfingen. Am
Stammsitz Sindelfingen haben wir es mit einer reinen Verwaltung mit typischen Bürobetrieb zu tun.
Im Folgenden werden unsere wichtigsten umweltrelevanten Prozesse kurz vorgestellt.
Beschaffung: umweltrelevante Umweltrelevanz
Anlagen
• Beschaffung Serienteile • Einflussnahme auf
• Beschaffung Neuteile nach Pflichtenheft Herkunft und Umweltre-
• Beschaffung neuer Lieferanten für Serienproduktion levanz beschaffter
• Lieferantenauswahl Produkte
• Lieferantenbewertung • Einflussnahme auf das
Umweltverhalten der
Lieferanten
Entwicklung neuer Produkte: umweltrelevante Umweltrelevanz
Anlagen
• Entwicklungsphase • Festlegen der
• Prüfstände /
Produktionsverfahren
Entwicklungseingabe/Input: PMM, Technischer Vertrieb, stationäre Kälte-
Service/Befundung, Gesetzesnormen etc. und Klimaanlagen
• Festlegen der
• Prototypenphase Umweltverträglichkeit
• Musterphase • Ölabscheider- des Produktes (Ener-
Festlegung der Inhalte der produktbegleitenden anlage gieverbräuche, Kälte-
Dokumente und Erstellen der produktbegleitenden mittel)
Dokumente
• Feuerungsanlagen
• 0-Serienphase
Beschaffung benötigter Betriebsmittel
Einrichtung der Produktionsanlagen (Schnittstelle Abbildung in
SAP, Erstellung SAB
• SOP Start of Production
• Weiterentwicklung/Änderung von Serienprodukten
Produktion Schraubenverdichter in Rottenburg umweltrelevante Umweltrelevanz
Anlagen
• Mechanische Fertigung
Fräsen, Drehen, Schleifen, Bohren, • Feuerungsanlagen • Metallabfälle, KSS-
Entgraten • VBH- und Abfälle, Altöl, Abwas-
• Waschen Lackieranlage ser als Abfall
• Lärm
• Verdichtermontage • Reinigungsanlagen
• Energie- und Wasser-
Reinigen / Vor-/ Montage / Prüfen / Testen /Endmontage • Schweißplätze
verbrauch
• Entfettung • Bearbeitungszen-
• Abwärme,
tren
• Lackieren • Lösemittelemissionen
Vorbehandlung/Trocknung/Maskieren • Dreh- und
Grundlackauftrag/Trocknung/Maskieren Schleifmaschinen • Lagerung / Umgang
Decklackauftrag/Trocknung/Maskieren mit Gefahrstoffen
• Vakuumpumpen
• AwSV-Anlagen
• stationäre Kälte-
und Klimaanlagen
• Druckluftanlagen
8/39Produktion Druckbehälter und ACP in Umweltrelevante Umweltrelevanz
Hailfingen Anlagen
• Blechbearbeitung • Feuerungsanlage • Metallabfälle,
Stanzen, Rollen, z.T. Kanten Abwasser als Abfall,
• Reinigungsanlage
Prüfen Schlacken-abfall,
• Waschen
• Schweißplätze/Löt- Strahlmittelabfall,
stationen • Lärm,
• Schweißen
Handschweißen, Roboterschweißen, WAG, WIG, UP
• AwSV-Anlagen • Energie- und Wasser-
• Löten/Sandstrahlen
• Druckluftanlagen verbrauch,
• Lackierkabine • Abwärme,
• Montage von Ventilen, Schaugläsern, Stutzen etc.
• Metalldämpfe
• Lackieren
Vorbehandlung • Lösemittelemissionen
Grundlackauftrag/Trocknung • Lagerung / Umgang
Decklackauftrag/Trocknung mit Gefahrstoffen
• lösemittelhaltige
Abfälle
Versand: umweltrelevante Umweltrelevanz
Anlagen
• Verpacken • Einsatz von Ver-
packungsmaterial
• Versenden
• Energieeinsatz
• Emissionen durch
Transporte
Tabelle 2: umweltrelevante Prozesse
9/394. Die Umsetzung der EMAS-Neuerungen
4.1 Zusammenfassung der EMAS-Neuerungen
• Bei der Umweltprüfung ist der Kontext der Organisation, die interessierten Parteien, sowie
Risiken und Chancen einer Organisation zu bestimmen. Die Betrachtung des Lebenswegs
wurde gestärkt. An der grundsätzliche Systematik unseres UMS gab es keine Änderung.
• Die Organisationen müssen angeben, wie sie ihre gesetzten Ziele und Maßnahmen
erreichen und ihre bindenden Verpflichtungen einhalten können.
4.2 Unternehmenskontext
Extremwetterereignisse, Preisschwankungen an Rohstoffmärkten, politische Instabilitäten in
Lieferländern, steigender Regulierungsdruck, eine zunehmend kritische Öffentlichkeit sowie
begrenzte personelle und technologische Kapazitäten innerhalb der Organisation sind Beispiele für
strategisch relevante Themen, mit denen sich die Organisation auseinandersetzen müssen.
Viele dieser Themen im Umfeld der Organisation, im folgenden „Kontext“ genannt, haben auch
Einfluss auf die Ausgestaltung und den Erfolg des Umweltmanagements.
Aus diesem Grund müssen EMAS-Organisationen zukünftig ein Verständnis für ihren Kontext
entwickeln und die Ergebnisse für die Planung, Umsetzung, Aufrechterhaltung und
Weiterentwicklung ihres Umweltmanagementsystems nutzen.
Interessierten Parteien mit Erwartungshaltungen
Zu dem Umfeld jeder Organisation gehören unter anderem die interessierten Parteien. Interessierte
Parteien treten sowohl intern (z.B. Beschäftigte, Dienstleister) wie auch extern (z.B. Behörden,
Kunden) auf. Sie haben Erwartungen und Erfordernisse in Bezug auf die Organisation, die auch die
Umweltaspekte und –auswirkungen betreffen und ggf. in Risiken oder Chancen für die Organisation
und das Umweltmanagementsystem münden. Deshalb sind die interessierten Parteien mit ihren
Bedürfnissen im Rahmen des Umweltmanagements zu berücksichtigen.
Quelle: Leitfaden des Umweltbundesamt EMAS Novelle 2017
Abb. 1: Beispiel für interessierte Parteien und der Erwartungen und Erfordernisse
10/39Bindende Verpflichtungen
Auf der Grundlage unserer systematischen Auswertung der für uns interessierten Parteien haben
wir ebenso systematisch deren Erwartungen ermittelt. In einem nächsten Schritt haben wir dann
festgelegt, welchen dieser Erwartungen und Erfordernissen für unsere Standorte bzw. unsere
Organisation von besonderer Bedeutung sind. Daraus ergeben sich dann die für BITZER bindenden
Verpflichtungen. Als bindende Verpflichtung hat BITZER die Einhaltung von rechtlichen Anfor-
derungen (Gesetze, Verordnungen und Anordnungen) und vorliegenden Genehmigungen bestimmt.
Weitere bindende Verpflichtungen wurden nicht festgelegt.
Umweltaspektebewertung
Die mit dieser Umwelterklärung vorliegenden Umweltaspektebewertungen wurde unter
Berücksichtigung der Einbeziehung des Produktlebensweges (vor und nachgelagerte
Lebenswegprozesse) aktualisiert. Die Abbildungen 2 - 4 zeigen die aktualisierten Umweltrelevanz-
Portfolios mit der Neueinstufung der Umweltaspekte.
Chancen und Risiken
Aufbauend auf der Kontextbetrachtung, der Bewertung der Erwartungen unserer Interessierten
Parteien und den Ergebnissen aus der Bewertung der Umweltaspekte haben wir die
wesentlichen Stärken und Schwächen mittels einer SWOT-Analyse bestimmt. Die Bewertung zeigt
Handlungspotentiale für Ausbau-, Absicherungs-, Aufhol- und Vermeidungsstrategie auf.
Quelle: Leitfaden des Umweltbundesamt EMAS Novelle 2017
Abb. 2: Bestimmung von Risiken und Chancen mit Beispielen
11/39Erkannte Chancen:
- Verbesserung der Energieeffizienz in den Produktionsprozessen
- Lieferantenentwicklung (Bewusstsein bzgl. Umweltthemen fördern)
- Entwicklung neuer energieeffizienten Produkten
- Verbesserte Rohstoffnutzung
- Abfallreduzierung durch Mehrwegverpackungen
Erkannten Risiken:
- Forderung nach Produkten mit alternativen Kältemittel
- Kostenerhöhung (Mehraufwand von Lieferanten für Zertifizierungen)
- Gewässerschutz (Verschärfung der rechtlichen Vorgaben)
Folgende konkreten Maßnahmen wurden festgelegt, wie die Chancen genutzt und die Risiken
verringert werden können.
- Intensivierung des Energiemanagements
- Durchführung von Lieferantenaudits inkl. den Themen Umwelt- und Energiemanagement
- Neuentwicklung von energieeffizienten und umweltfreundlichen Produkten
- Abfallreduzierung durch den Einsatz von wiederverwendbaren Verpackungen
- Quartalsweise Monitoring des Umweltrechtsregister um frühzeitig auf Gesetzesänderungen
reagieren zu können.
Einige dieser Handlungsfelder haben wir im Rahmen unseres Umweltprogramms aktuell
aufgegriffen.
12/395. Die Unternehmenspolitik von BITZER
Wir verstehen den betrieblichen Umweltschutz als ständige Aufgabe aller Mitarbeiter/innen. Daher
findet der Umweltschutz besondere Berücksichtigung in unserer Unternehmenspolitik:
„Made by BITZER“ steht für einheitliche Standards weltweit. Wir streben nach erstklassigen Ergeb-
nissen und einer führenden Position im Markt. Wir sind uns bewusst, dass wir unseren hohen Stand
nur durch stetige Verbesserung erhalten können. Den Rahmen hierzu bilden unsere nachfolgenden
Grundsätze:
Grundsatz 1 Wirtschaftlicher Erfolg ist der Garant für unsere Zukunft
Zur Umsetzung unserer Ziele, zur Erfüllung der Kundenwünsche sowie für das globale
Wachstum benötigen wir eine solide wirtschaftliche Basis. Somit bildet unser wirtschaftlicher
Erfolg den wesentlichen Eckpfeiler für die aktive Zukunftsgestaltung.
Grundsatz 2 Die Zufriedenheit unserer Kunden zeigt uns, wie gut wir sind
Die Zufriedenheit unserer Kunden ist für uns die wichtigste Basis für den langfristigen Markterfolg.
Wir kennen die Anforderungen und Wünsche unserer Kunden sowie ihr Urteil über uns. Dies versetzt
uns in die Lage, unser Denken und Handeln auf die Erfüllung ihrer Wünsche auszurichten.
Grundsatz 3 Die Kompetenz unserer Mitarbeiter ist eine Säule unseres Erfolges
Unsere Mitarbeiter arbeiten kompetent und verantwortungsbewusst an der Verwirklichung unserer
Unternehmensgrundsätze mit. Damit dies möglich ist, werden sie den Anforderungen der
Aufgabenstellung entsprechend bestmöglich ausgewählt und geschult. Jede/r Mitarbeiter/in ist zu
qualitäts-, umwelt- und arbeitsschutzorientiertem Handeln verpflichtet.
Grundsatz 4 Das Bitzer Produktionssystem (BIPROS) als Basis perfekter Prozesse
Für uns ist es von existentieller Bedeutung, die Prozesse auf allen Ebenen beherrschbar und wirk-
sam zu gestalten. Alle Prozesse in unserem Unternehmen sind daher effizient und eindeutig
geregelt. Wobei wir immer das Ziel verfolgen, Verschwendung zu reduzieren und die Wertschöpfung
zu maximieren. Diese Grundsätze verfolgen wir ebenso im Umgang mit unseren Partnern und
Lieferanten in Bezug auf Qualität, Umweltschutz und Arbeitssicherheit.
Grundsatz 5 Umwelt- und Arbeitsschutz ist für uns eine betriebliche und gesellschaftliche
Verpflichtung
Der Schutz unserer Umwelt und unserer Mitarbeiter ist für uns ein Teil unserer
Zukunftssicherung. Wir wollen unserer gesellschaftlichen Verpflichtung gerecht werden, die
Belastung der Umwelt und unserer Mitarbeiter durch die Herstellung und den Betrieb unserer
Produkte möglichst gering zu halten. Zur Minimierung der Folgen möglicher umweltschutz- oder
arbeitssicherheitsrelevanter Notfälle haben wir entsprechende Maßnahmen definiert. Darüber
hinaus verpflichten wir uns, unsere Umweltleistung kontinuierlich zu verbessern, die einschlä-
gigen Rechtsnormen einzuhalten und dieser Verpflichtung durch eine systematische Rechtsver-
folgung und regelmäßige Überprüfung nachzukommen. Mit der interessierten Öffentlichkeit und
den zuständigen Behörden stehen wir in einem offenen Dialog.
Grundsatz 6 Energieeffiziente Prozesse sind unser Beitrag zum Klimaschutz
Wir betrachten Energie nicht zuletzt aufgrund der steigenden Energiekosten und der
zunehmenden öffentliche Energie-Diskussionen als einen wichtigen Produktionsfaktor. Gleichzeitig
leisten wir durch einen sparsamen und effizienten Einsatz von Energie einen Beitrag zum
Klimaschutz. Aus diesem Grund streben wir nach einer kontinuierlichen Verbesserung unserer
13/39energetischen Leistung. Unser übergeordnetes Ziel ist es, Energieverschwendungen systematisch
aufzuspüren und unsere Produkte mit minimalem Energiebedarf herzustellen. Zur Erreichung
dieses Zieles werden wir alle erforderlichen Ressourcen und Informationen verfügbar machen. Die
Einhaltung der energiebezogenen Rechtsvorgaben ist dabei für uns eine Selbstverständlichkeit.
Grundsatz 7 Kontinuierliche Verbesserung hebt unseren Standard
Über eine kontinuierliche Verbesserung auf breiter Ebene wollen wir unser Unternehmen erfolg-
reich ausbauen und langfristig sichern. Deshalb müssen unsere Ziele klar formuliert sein und
sich an den aktuellen Gegebenheiten orientieren. In einer jährlichen Bestandsaufnahme bestim-
men wir unsere aktuelle Position.
Die Geschäftsleitung fühlt sich diesen Unternehmensgrundsätzen verpflichtet, fördert ihre
Umsetzung und kontrolliert ihre Wirksamkeit.
14/396. Das Umweltmanagementsystem von BITZER
Umweltschutz ist Teil unseres integrierten Managementsystems für Qualität und Umweltschutz. Das
Managementsystem setzt unsere zentrale Unternehmenspolitik in konkretes Handeln um. Im Mana-
gementsystem sind die Verantwortlichkeiten für die Bereiche Umweltschutz, Arbeitssicherheit,
Brandschutz und Energie klar definiert und USB bezogene Prozesse und Abläufe eindeutig
festgelegt.
Verantwortlichkeiten der BITZER SE
Betrieb und Gebäudestruktur
Betriebsleiter
Managementvertreter für
Umweltschutz
Umwelt / Sicherheit
Stammsitz Sindelfingen Brandschutz
B-USB
Standort Rottenburg
Standort Hailfingen
Verantwortlichkeiten der BITZER Kühlmaschinenbau GmbH
Stabstellen
Abb. 3:Umweltschutz-, Arbeitssicherheit- und Energie relevante Funktionen der BITZER SE und
BITZER Kühlmaschinenbau GmbH
15/39• Der Chief Operations Officer nimmt die Funktion des Management-Vertreters für Umweltschutz
an den Standorten Sindelfingen, Rottenburg und Hailfingen wahr. Das Organigramm (Abb. 3)
zeigt, dass er ein Mitglied der Geschäftsleitung ist. Er trägt die Gesamtverantwortung für das
Managementsystem.
• Für den Stammsitz in Sindelfingen sowie für die Standorte Rottenburg und Hailfingen haben wir
einen Betriebsbeauftragten für Umweltschutz bestellt, der auch die Funktion der Fachkraft für
Arbeitssicherheit und die des Brandschutzbeauftragten wahrnimmt. Er ist direkt der
Geschäftsleitung als Stabstelle zugeordnet. Er überwacht das Umsetzen der
Unternehmenspolitik und das Einhalten der Umweltvorschriften, er berät die Geschäftsleitung
ständig in Umweltfragen und wird bei Investitionen in Produktionsanlagen gehört. Er ist zudem
verantwortlich für das Erfassen der Verbrauchszahlen und für das Aktualisieren unserer Umwelt-
Arbeits-, Brandschutz- und Energiemanagement-Dokumentation.
Kontinuierliche Verbesserungen
Umweltschutzziele werden jährlich festgelegt und mit konkreten Maßnahmen und Verantwortlich-
keiten versehen. Die Verabschiedung erfolgt durch den Managementvertreter.
Umweltrelevante Abläufe
• Relevante betriebliche Umwelt- und Arbeitsschutzabläufe werden als Prozessbeschreibungen
geregelt (z.B. Notfallmanagement, Arbeitsschutz, Gefahrstoffmanagement, Gefahrgut-
management, Abfallmanagement).
• Die Inhalte werden regelmäßig überprüft und den Erfordernissen angepasst.
• Notfallpläne geben die Vorgehensweisen bei Unfällen vor, die sich auf die Umwelt auswirken
können.
Kontrolle und Bewertung des Umweltmanagementsystems
• Die Umsetzung unserer Prozessbeschreibungen und der gesetzlichen Bestimmungen werden
im Rahmen von Begehungen und Audits vor Ort überprüft.
• Kennzahlen, die bereits über viele Jahre ermittelt werden, und eine regelmäßige Bewertung un-
serer Umweltaspekte ermöglichen uns eine transparente Leistungsbewertung im Umweltschutz.
• Die Zielerfüllung und die Leistungen im Umweltschutz werden regelmäßig in Management-
Reviews bewertet. Die Ergebnisse sind die Grundlage zur Ableitung neuer Umweltschutzziele.
Kommunikation
• Die Mitarbeiter werden regelmäßig zu Umweltschutz, Energie, Arbeitssicherheit und
Brandschutzthemen geschult.
• Mit Verbesserungsvorschlägen können sich die Mitarbeiter aktiv in den betrieblichen Umwelt-
schutz, Arbeitssicherheit und Brandschutz einbringen.
TPM- und KAIZEN-Maßnahmen
Die im Jahr 2004 begonnenen TPM- und KAIZEN-Maßnahmen ergänzen unser Umweltmanage-
ment-System:
Im Rahmen von KAIZEN ermitteln wir „Verschwendung“ von Ressourcen (z.B. zu große Bestände,
unzureichend genutzte Flächen, langer Transport- und Laufwege). Maßnahmen der autonomen
Instandhaltung (TPM – Total Productive Maintenance) sind geeignet Schäden oder aufwändige
Reparaturen an Maschinen und Anlagen zu verhindern.
Damit helfen TPM und KAIZEN uns bei der Einsparung von Ressourcen.
16/397. Bewertung unserer Umweltaspekte
Alle relevanten Auswirkungen unserer Tätigkeiten an unseren drei Standorten werden registriert,
dokumentiert und jährlich bewertet. Die Bewertung hat zum Ziel, unsere wesentlichen Umwelt-
aspekte, die eine bedeutende Auswirkung auf die Umwelt haben, zu identifizieren.
In der nachfolgenden Tabelle 3 sind die Umweltaspekte mit den entsprechenden Kriterien zur
Bewertung aufgeführt:
resultierende
Umweltschutzaspekt Umweltauswirkungen Bewertungskriterien Bewertung
Ressourcenbeanspruchung
Treibhauseffekt
Stratosphärischer Ozonabbau
Sommersmog Anteil UBP** aus BUWAL*-
Schadstoff- Boden- und Berechnung > 20 % UBPgesamt: A
Stromverbrauch
Emissionen durch Gewässerversauerung 5-20 % UBPgesamt: B
Erdgasverbrauch < 5 % UBPgesamt: C
Energieverbrauch Boden- und Heizölverbrauch
Gewässereutrophierung Fernwärme
Humantoxizität
Ökotoxizität
Naturraumbeanspruchung
Ressourcenbeanspruchung
Treibhauseffekt
Stratosphärischer Ozonabbau
Sommersmog Anteil UBP aus BUWAL-
Schadstoff- Boden- und Berechnung > 20 % UBPgesamt: A
Emissionen durch Gewässerversauerung Pendlerverkehr 5-20 % UBPgesamt: B
Verkehr Boden- und Lieferverkehr < 5 % UBPgesamt: C
Gewässereutrophierung Fuhrpark
Humantoxizität
Ökotoxizität
Naturraumbeanspruchung
sonstige Schadstoff- Treibhauseffekt
Emissionen in die Stratosphärischer Ozonabbau > 20 % UBPgesamt: A
Anteil UBP aus BUWAL- 5-20 % UBPgesamt: B
Luft Sommersmog
Berechnung < 5 % UBPgesamt: C
(z.B. Lösemittel, Humantoxizität
Kältemittel, Stäube) Ökotoxizität
Ressourcenbeanspruchung
Treibhauseffekt
Stratosphärischer Ozonabbau
Sommersmog Anteil UBP* aus BUWAL-
Schadstoff- Boden- und UBP-Berechnung > 20 % UBPgesamt: A
Emissionen durch Gewässerversauerung Alugussherstellung 5-20 % UBPgesamt: B
Materialeinsatz Boden- und Gusseisenherstellung < 5 % UBPgesamt: C
Gewässereutrophierung Blechherstellung
Humantoxizität
Ökotoxizität
Naturraumbeanspruchung
> 10: A
Grenzwertüberschreitungen 5-10: B
Lärm im Außenbereich < 5: C
Lärmemissionen Lärmbelästigung
> 3: A
Nachbarschaftsbeschwerden 1-3: B
< 1: C
> 3: A
Geruchsemissionen Geruchsbelästigung Nachbarschaftsbeschwerden 1-3: B
< 1: C
17/39resultierende
Umweltschutzaspekt Umweltauswirkungen Bewertungskriterien Bewertung
Ressourcenbeanspruchung
Treibhauseffekt > 20 % UBPgesamt: A
Anteil UBP aus BUWAL-
5-20 % UBPgesamt: B
Stratosphärischer Ozonabbau Berechnung
< 5 % UBPgesamt: C
Sommersmog
Boden- und
Abfall Gewässerversauerung
Boden- und < 75%: A
Gewässereutrophierung Recyclingquote 75-90%: B
Humantoxizität > 90%: C
Ökotoxizität
Naturraumbeanspruchung
Ressourcenbeanspruchung
Boden- und
Gewässerversauerung
> 20 % UBPgesamt: A
Boden- und Anteil UBP aus BUWAL-
Abwasser 5-20 % UBPgesamt: B
Gewässereutrophierung Berechnung
< 5 % UBPgesamt: C
Humantoxizität
Ökotoxizität
Naturraumbeanspruchung
> 100.000m3: A
Wasser Ressourcenbeanspruchung Wasserverbrauch absolut 100.000-50.000m3: B
Naturraumbeanspruchung < 50.000m3: C
Ressourcenbeanspruchung
Treibhauseffekt
Stratosphärischer Ozonabbau
Sommersmog
Boden- und > 50%: A
Anteil der Beschaffung am 50-25%: B
Lieferanten Gewässerversauerung
Umsatz < 25%: C
Boden- und
Gewässereutrophierung
Humantoxizität
Ökotoxizität
Naturraumbeanspruchung
Naturraumbeanspruchung
Boden- und
Gewässerversauerung > 500m3: A
Fläche der unsanierten 100-500m3: B
Altlasten Boden- und
Altlasten < 100m3: C
Gewässereutrophierung
Humantoxizität
Ökotoxizität
> 70%: A
Naturraumbeanspruchung Anteil versiegelte Fläche an 50-70%: B
Flächenversiegelung
Ressourcenbeanspruchung Gesamtfläche < 50%: C
Umweltrisiko Anzahl der Anlagen mit > 3: A
wassergefährdende Umweltschaden wassergefährdenden Stoffen 1-3: B
Stoffe > 10.000l < 1: C
hoch: A
Brandschaden Brandrisikobewertung (z.B. mittel: B
Umweltrisiko Brand
des Sachversicherers) gering: C
* BUWAL: Methode zur Bewertung von Umweltauswirkungen, Schriftenreihe 297
** UBP: Umweltbelastungspunkte, Ergebnis der BUWAL-Berechnung
Tabelle 3: Bewertung der Umweltaspekte
18/39Um die Auswirkungen unserer Tätigkeit auf die Umwelt soweit wie möglich zu quantifizieren, setzen
wir bei den Aspekten, bei denen Massenströme ermittelt werden können (Energieverbräuche,
Abfallaufkommen, Verkehr etc.) ein vereinfachtes Ökobilanzmodell ein. Es handelt sich hierbei um
die Methode des Bundesamtes für Umwelt, Wald und Landwirtschaft der Schweiz (BUWAL). Bei der
BUWAL-Methode, die in der Schriftenreihe 297 vorgestellt wird, werden errechnete Massenströmen
(z.B. CO2 oder Abwasserfrachten) mit wissenschaftlich ermittelten Schadfaktoren multipliziert. Das
Ergebnis sind die Umweltbelastungspunkte (UBP).
Die Ergebnisse der Bewertung werden abschließend in einem Umweltrelevanz-Portfolio dargestellt.
Hier wird die Umweltrelevanz in Relation zum nutzbaren Verbesserungspotenzial gesetzt. Hierüber
wird berücksichtigt, dass nicht jede Umweltauswirkung unter den gegebenen Umständen
(technische Machbarkeit, Finanzierbarkeit etc.) mit dem gleichen Aufwand reduziert werden kann.
Das Umweltrelevanz-Portfolio zeigt uns die Ansatzpunkte für unsere Umweltziele, die im Kapitel 10
vorgestellt werden.
Abb. 4: Umweltrelevanz-Portfolio Sindelfingen
19/39Abb. 5: Umweltrelevanz-Portfolio Rottenburg
Abb. 6: Umweltrelevanz-Portfolio Hailfingen
20/398. Zahlen, Daten, Fakten zu unserer Umweltleistung
Wir führen ein internes Controlling unserer Umweltleistung durch. Dieses Controlling basiert auf
unserer Input/Output-Bilanz. Die folgenden Tabellen stellt die Entwicklung unseres Input-/Outputs
seit 2015 dar.
Sindelfingen Einheit 2015 2016 2017 2018 2019
Input
Wasser Bereich Wasser
Trinkwasser m3 1.298 1.118 1.306 1.277 4.217
Energie Bereich Energieeffizienz
Gesamtenergie MWh 2.359 2.404 2.405 2.787 3.680
Strom MWh 1.344 1.306 1.385 1.492 1.757
Fernwärme MWh 1.015 1.098 1.020 1.295 1.923
Anteil erneuerbare Energien MWh 462 605 472 776 914
Output
Abfälle Bereich Abfall
Gesamtabfallaufkommen t 27,82 22,50 22,16 28,54 77,81
Davon gefährliche Abfälle (die mit *
t 0,00 0,12 2,02 3,94 1,66
gekennzeichneten Abfälle)
Abfälle zur Verwertung t 27,82 22,50 22,04 28,54 77,81
Stoffliche Verwertung t 14,18 11,00 12,98 17,14 46,92
020204 - Schlämme aus Fettabscheider t 3,50 3,00 4,20 6,00 16,50
130502* - Ölabscheider-Schlämme* t 0,00 0,00 0,00 3,94 0,00
150101 - Papier+Kartonagen t 9,32 7,22 6,00 6,14 12,30
170201 - Altholz t 1,36 0,54 0,88 1,06 13,84
Thermische Verwertung t 13,64 11,50 9,06 11,40 30,89
200301 - Gewerbeabfall t 13,64 11,50 9,06 11,40 30,89
Abwasser Bereich Abwasser
Abwasser m3 1.298 1.118 1.306 1.277 4.217
Biologische Vielfalt Bereich biologische Vielfalt
gesamter Flächenverbrauch m2 15.020 15.020 15.020 15.020 7.825
gesamte versiegelte Fläche m2 14.720 14.720 14.720 14.720 5.565
gesamte naturnahe Fläche am Standort m2 300 300 300 300 2.260
gesamte naturnahe Fläche abseits des Standorts m2 0 0 0 0 0
Tabelle 4: Input / Output Sindelfingen - Durch den Neubau des BITZER Headquarter am Standort
Sindelfingen und den teilweisen Parallelbetrieb sind die Daten in 2019 mit den Vorjahren nicht mehr
vergleichbar. Die biologische Vielfalt wurde neu berechnet und ist ab 2019 rein auf den neuen
Standort bezogen.
21/39Rottenburg Einheit 2015 2016 2017 2018 2019
Input
Rohstoffe Bereich Materialeffizienz in Tonnen
Alu-Guss t 25,96 31,38 37,11 44,14 47,11
Grau-Guss t 10.431,72 10.397,95 10.642,00 10.629,64 11.033,16
Sphäro-Guss t 5.120,03 4.885,74 5.357,65 5.401,79 5.028,88
Prozess- und Hilfsmittel
Wasserlacke t 34,40 54,81 51,04 50,52 60,28
Nitrolacke t 0,80 1,76 0,70 1,77 1,56
Kältemaschinenöl t 691,51 742,92 761,72 795,98 821,50
Hilfs & Betriebsstoffe (KSS, Maschinenöl) t 256,15 215,26 224,42 240,83 213,01
Kältemittel in Technik- und Entwicklungsanlagen t 2,41 2,27 1,84 1,56 1,75
Wasser Bereich Wasser
Trinkwasser m3 12.095 9.655 9.649 9.480 10.506
Energie Bereich Energieeffizienz
Gesamtenergie MWh 18.716 19.057 21.177 19.453 19.161
Strom MWh 12.416 12.115 13.735 12.878 12.057
Gas MWh 6.300 6.942 7.442 6.575 7.103
Anteil erneuerbare Energien MWh 4.185 4.519 4.533 6.954 6.511
Output
Abfälle Bereich Abfall
Gesamtabfallaufkommen t 2.550,13 2.365,23 2.505,37 2.500,37 2.303,72
Davon gefährliche Abfälle (die mit *
t
gekennzeichneten Abfälle) 347,13 332,89 271,96 243,72 245,30
Abfälle zur Verwertung t 2.549,69 2.365,23 2.505,27 2.500,37 2.303,52
Stoffliche Verwertung t 2.357,40 2.252,28 2.360,89 2.394,67 2.172,22
020204 - Schlämme aus Fettabscheider t 3,50 8,20 6,00 17,80 18,50
060314* - Salze/Lösungen* t 25,27 34,61 16,23 6,96 12,34
080116 - Lackwasser t 3,22 28,84 58,62 27,64 31,51
120101 - Graugussspäne t 1.292,82 1.212,02 1.395,30 1.404,96 1.184,52
120103 - Alugussspäne t 4,29 6,97 6,32 8,11 10,71
120109* - Emulsionsgemische* t 285,97 258,68 222,45 195,12 200,92
130502* - Ölabscheider-Schlämme* t 0,00 0,00 0,00 6,08 0,00
150101 - Papier+Kartonagen t 89,90 89,50 53,52 96,80 87,64
150102 - Kunststofffolien t 10,94 9,80 11,68 9,98 13,14
170201 - Altholz t 129,58 129,64 97,76 148,60 61,84
170401/02 - Buntmetalle t 17,76 2,41 37,81 41,00 18,75
170405 - Gussschrott t 394,12 389,48 377,66 340,36 462,31
170405 - Mischschrott t 98,86 80,90 77,55 89,36 69,09
160213 - Elektronikschrott* t 1,17 1,25 0,00 1,90 0,95
Thermische Verwertung t 192,29 112,95 144,38 105,70 131,30
080111* - Lackschlämme* t 0,00 0,28 0,52 0,34 0,00
120102 - Schleifschlamm t 96,78 0,00 2,54 0,00 27,88
130205* - Altöl* t 10,72 14,56 13,48 7,66 8,85
140603* - Löse-/Kühlmittelgemische* t 9,51 9,30 5,23 11,35 8,56
150202* - ölhaltige Betriebsmittel* t 14,05 14,23 13,95 14,31 13,48
200301 - Gewerbeabfall t 61,23 74,58 108,66 72,04 72,53
Abfälle zur Beseitigung t 0,44 0,00 0,10 0,00 0,20
200121* - Leuchtstoffröhren* t 0,44 0,00 0,10 0,00 0,20
Abwasser Bereich Abwasser
Abwasser m3 8.372 5.123 5.851 6.120 5.139
Abluft Bereich Emissionen
Emissionen von Treibhausgasen als CO2-
Äquivalent t CO2-Äqui. 5.338,368 5.286,457 5.444,100 4.379,980 4.972,650
Gasfeuerung t CO2-Äqui. 1.795,468 1.978,477 2.120,934 1.873,934 2.024,470
Kältemittelverluste t CO2-Äqui. 3.542,900 3.307,980 3.323,166 2.506,046 2.948,180
Emissionen in die Luft kg 7.295,00 8.762,00 8.311,00 7.914,00 7.553,00
SO2 kg 0,000082 0,000090 0,000097 0,000085 0,000092
NOx kg 0,001342 0,001479 0,001585 0,001401 0,001513
Staub (PM) kg 0,000050 0,000056 0,000060 0,000053 0,000057
VOC kg 7.295 8.762 8.311 7.914 7.553
Biologische Vielfalt Bereich biologische Vielfalt
gesamter Flächenverbrauch m2 76.207 76.207 76.207 76.207 76.207
gesamte versiegelte Fläche m2 55.595 57.787 57.787 57.787 57.787
gesamte naturnahe Fläche am Standort m2 20.612 18.420 18.420 18.420 18.420
gesamte naturnahe Fläche abseits des Standorts m2 0 0 0 0 0
*Die Kältemittelverluste sind seit 2017 in einer Gesamt GWP Summe zusammengefasst.
Tabelle 5: Input / Output Rottenburg
22/39Hailfingen Einheit 2015 2016 2017 2018 2019
Input
Rohstoffe Bereich Materialeffizienz in Tonnen
Blech (nur HLF) t 797,91 815,45 812,95 812,33 1.120,27
Prozess- und Hilfsmittel
Wasserlacke t 0,00 0,00 0,00 0,00 0,00
Nitrolacke t 0,23 0,28 0,09 0,22 4,78
Kältemaschinenöl t 0,00 0,00 0,00 0,00 0,00
Hilfs & Betriebsstoffe (KSS, Maschinenöl) t 282,56 273,50 285,34 300,61 343,25
Kältemittel in Technik- und Entwicklungsanlagen t 0,00 0,00 0,00 0,00 0,00
Wasser Bereich Wasser
Trinkwasser m3 1.392 1.305 1.492 1.872 1.682
Energie Bereich Energieeffizienz
Gesamtenergie MWh 1.336 1.472 1.321 1.460 1.867
Strom MWh 780 847 785 769 897
Heizöl MWh 556 625 536 691 970
Anteil erneuerbare Energien MWh 262 316 259 415 484
Output
Abfälle Bereich Abfall
Gesamtabfallaufkommen t 166,22 172,82 191,92 208,14 230,05
Davon gefährliche Abfälle (die mit *
t 11,28 23,00 15,87 35,51 31,09
gekennzeichneten Abfälle)
Abfälle zur Verwertung t 154,94 166,74 185,89 198,47 225,03
Stoffliche Verwertung t 147,98 161,22 178,77 192,35 214,22
120102 - Neublechschrott t 142,52 134,57 163,91 132,28 157,03
120109* - Emulsionsgemische* t 0,00 16,92 9,84 25,84 24,48
150101 - Papier+Kartonagen t 3,28 3,26 3,72 5,50 7,12
160120 - Mischglas t 0,00 0,00 0,00 0,00 0,00
170201 - Altholz t 0,96 0,28 0,00 0,00 2,64
170401/02 - Buntmetalle t 1,22 1,36 1,30 1,04 1,35
170405 - Mischschrott t 0,00 4,83 0,00 9,63 4,45
Thermische Verwertung t 6,96 5,52 7,12 6,12 10,81
200301 - Gewerbeabfall t 6,96 5,52 7,12 6,12 9,22
Abfälle zur Beseitigung t 11,28 6,08 6,03 9,67 5,02
100202* - Schlacke* t 11,28 6,08 6,03 9,67 5,02
200121* - Leuchtstoffröhren* t 0,00 0,00 0,00 0,00 0,00
Abwasser Bereich Abwasser
Abwasser m3 1.392 1.305 1.492 1.872 1.682
Abluft Bereich Emissionen
Emissionen von Treibhausgasen als CO2-
Äquivalent t CO2-Äqui. 207,93 233,82 200,46 258,36 362,85
Heizölfeuerung t CO2-Äqui. 207,93 233,82 200,46 258,36 362,85
Kältemittelverluste t CO2-Äqui. 0,000 0,000 0,000 0,000 0,000
Emissionen in die Luft kg 11,2208 13,5939 4,1653 10,7804 234,4166
SO2 kg 0,000187 0,000210 0,000180 0,000232 0,000326
NOx kg 0,000126 0,000141 0,000121 0,000156 0,000219
Staub (PM) kg 0,000016 0,000018 0,000015 0,000019 0,000027
VOC kg 11,2205 13,5936 4,1650 10,7800 234,4160
Biologische Vielfalt Bereich biologische Vielfalt
Flächenverbrauch m2 16.033 16.033 16.033 16.033 16.033
gesamt versiegelte Fläche m2 6.000 6.000 6.000 8.100 13.528
gesamte naturnahe Fläche am Standort m2 10.033 10.033 10.033 7.933 2.505
gesamte naturnahe Fläche abseits des Standorts m2 0 0 0 0 0
Tabelle 6: Input / Output Hailfingen - Durch die Produktionserweiterung (BA03 und BA04) am
Standort Hailfingen sind die Daten in 2019 mit den Vorjahren nicht mehr vergleichbar.
23/39Unsere wesentlichen Umweltaspekte im Detail
Die Bewertung unserer Umweltaspekte (s. Kap. 7) zeigt uns, welche Umweltaspekte für uns wesent-
lich sind. Diese werden wir im Folgenden für die drei Standorte näher beschreiben:
Umweltaspekt „Emissionen durch Materialeinsatz“
Standort Sindelfingen
Am Standort Sindelfingen weist der Umweltaspekt „Emissionen durch Materialeinsatz“ keine Um-
weltrelevanz auf, da es sich hierbei um einen reinen Verwaltungsstandort handelt.
Standorte Rottenburg und Hailfingen
An den Produktionsstandorten Rottenburg und Hailfingen weist der Umweltaspekt „Emissionen
durch Materialeinsatz“ im Gegensatz zum Stammsitz Sindelfingen die primäre Umweltrelevanz auf.
Durch den Zukauf von Aluminium- und Gußbauteilen mit deren aufwendigen und energieintensiven
Herstellung, liegt der Anteil der Umweltbelastungspunkte nach unserer
Umweltschutzaspektebewertung in Rottenburg bei über 45% und in Hailfingen sogar bei über 70%.
Umweltaspekt „Emissionen durch Energieverbrauch“
Standort Sindelfingen
Am Standort Sindelfingen weist der Umweltaspekt „Emissionen durch Energieverbrauch“ die
primäre Umweltrelevanz auf.
Durch den Neubau des BITZER Headquarter am Standort Sindelfingen und den teilweisen
Parallelbetrieb sind die Daten in 2019 mit den Vorjahren nicht mehr vergleichbar. Der Gesamt-
energieverbrauch liegt für beide Gebäude bei 3.680 MWh für. Der Fernwärmeverbrauch liegt bei
rund 52% und die des Stromverbrauchs bei 48%.
Abbildung 7 zeigt nochmals zusammenfassend die Energieverbräuche der letzten 5 Jahre in
Sindelfingen. Ab 2020 werden die ersten realistischen Verbräuche des neuen BITZER
Headquarter vorliegen und dargestellt.
Standort Rottenburg
Am Standort Rottenburg wurde ebenfalls eine „hohe Umweltrelevanz“ bezüglich des Energiever-
brauchs festgestellt.
Am Standort wurden insgesamt 19.161 MWh Energie eingesetzt. Der Stromverbrauch liegt bei
12.058 MWh (62,9%) und der Gasverbrauch bei 7.103 MWh (37,1%). Der Stromverbrauch
reduzierte sich zum Vorjahr um 6,8%. Der Gasverbrauch stieg um 7,3% zum Vorjahr an. Neben der
Installation des BHKW am Standort und den dadurch erhöhtem Gasverbrauch, zeigen hier auch
unsere kontinuierlichen Energiesparmaßnahmen Wirkung.
Der Stromverbrauch teilt sich wie folgt auf (62,9% des Gesamtenergieverbrauchs):
24/39- Produktion 9.804 MWh 51,2% des Gesamtenergieverbrauch
- Technik und Entwicklung 2.127 MWh 11,1% des Gesamtenergieverbrauch
- Schulungszentrum 256 MWh 1,3% des Gesamtenergieverbrauch
- BHKW Eigenstromproduktion -130 MWh - 0,7% des Gesamtenergieverbrauch
Zur Beheizung der Produktionshallen wird ausschließlich Gas eingesetzt. Die Prozesswärme der
Waschmaschinen und Lackieranlage werden ebenfalls mit Gas betrieben, so dass der Gas-
verbrauch einmal von der Witterung und zum anderen von der Produktionsauslastung abhängig ist.
Seit 2019 wurde auch ein BHKW für die Eigenstromnutzung installiert, dass mit Gas betrieben wird.
Der Gasverbrauch teilt sich wie folgt auf (37,1% des Gesamtenergieverbrauchs):
- Produktion 5.671 MWh 29,6% des Gesamtenergieverbrauch
- Technik und Entwicklung 746 MWh 3,9% des Gesamtenergieverbrauch
- Schulungszentrum 105 MWh 0,5% des Gesamtenergieverbrauch
- BHKW 582 MWh 3,0% des Gesamtenergieverbrauch
Der kontinuierliche Anstieg des Gesamtenergieverbrauchs von 15% bis 2017, ergab sich durch die
Gebäudeerweiterungen und den jährlichen Produktionssteigerungen. In 2019 konnte eine weitere
Reduzierung des Gesamtenergieverbrauchs von 1,5% zum Vorjahr erreicht werden. Der
energetische Fortschritt, ist weiterhin über umgesetzte Maßnahmen, zu erkennen. Der erreichte
Einsparungswert für 2019 liegt bei 3.807 MWh (kumulierter Wert unter Einbeziehung der Vorjahre).
Abbildung 8 zeigt nochmals zusammenfassend die Energieverbräuche in Rottenburg.
Abbildung 9 Abbildung 10
In den Abbildungen 9 und 10 sind auf der linken Seite die Energieverbräuche je produzierten
Verdichter inkl. der CKD Verpackung und auf der rechten Seite die Energieverbräuche je Produkt
inkl. Verpackung dargestellt. Bei den Energieverbräuchen je produzierten Verdichter inkl. der CKD
Verpackung ist seit 2015 ein positiver Trend zu erkennen der in 2019 vorgesetzt werden konnte.
25/39Bei den Energieverbräuchen je Produkt inkl. Verpackung ist bis 2017 ein negativer Trend gegenüber
der linken Abbildung zu erkennen. Dieser negative Trend hängt durch immer größere Verdichter und
der damit aufwendigeren Herstellung zusammen. In 2018 konnte erstmalig durch den geringeren
Energieverbrauch der negative Trend gestoppt und in 2019 erneut verbessert werden.
Standort Hailfingen
Auch für Hailfingen wird die Umweltrelevanz des Energieverbrauchs als „hoch“ eingestuft.
Im Vergleich zum Standort Rottenburg wird in Hailfingen aufgrund der geringeren Größe des Stand-
orts wesentlich weniger Energie verbraucht.
Durch die Produktionserweiterung des BA03 und BA04 hat sich die Produktionsfläche nahezu
verdoppelt. Somit sind die Daten in 2019 mit den Vorjahren nicht mehr vergleichbar. Der Gesamt-
energieverbrauch für den Standort liegt bei 1.867 MWh. Zum Vorjahr, ist dies eine Steigerung um
27,8% . Der Stromverbrauch liegt bei 897 MWh (48%) und der Heizölverbrauch bei 970 MWh (52%).
Der Stromverbrauch stieg um 16,6% und der Heizölverbrauch um 40% zum Vorjahr. Der
Hauptenergieträger ist nun der Heizöl- und nicht mehr der Stromverbrauch.
Der Stromverbrauch teilt sich wie folgt auf (48,0% des Gesamtenergieverbrauchs):
- Schweißerei 460 MWh 24,6% des Gesamtenergieverbrauch
- Blechbearbeitung 171 MWh 9,2% des Gesamtenergieverbrauch
- Rohrbiegen 83 MWh 4,4% des Gesamtenergieverbrauch
- Versorgungstechnik 68 MWh 3,6% des Gesamtenergieverbrauch
- Montage 10 MWh 0,6% des Gesamtenergieverbrauch
- Neubau 105 MWh 5,6% des Gesamtenergieverbrauch
Der Heizölverbrauch teilt sich wie folgt auf (52,0% des Gesamtenergieverbrauchs):
- Gebäudeheizung 630 MWh 33,8% des Gesamtenergieverbrauch
- Roll Waschmaschine 340 MWh 18,2% des Gesamtenergieverbrauch
Abbildung 11 zeigt die Energieverbräuche in Hailfingen.
Der Gesamtenergieverbrauch ist von 2015 bis 2017 konstant geblieben. Die Reduzierung des
Energieverbrauchs der Vorjahre, ist auf die durchgeführte Gebäudesanierung und Optimierung der
Produktionsabläufe zurück zu führen. Der Anstieg in 2018 und 2019 ist auf die
Produktionserweiterung BA03 und BA04 zurückzuführen und bezieht sich vor allem auf den
gestiegenen Heizölverbrauch um den Neubau zu heizen.
Der energetische Fortschritt ist dennoch an umgesetzten Maßnahmen zu erkennen. Der erreichte
Einsparungswert für 2019 liegt bei 278 MWh (kumulierter Wert unter Einbeziehung der Vorjahre).
26/39Abbildung 12 Abbildung 13
In den Abbildungen 12 und 13 sind auf der linken Seite die Energieverbräuche je produzierter
Behälter inkl. den Kleinteil Komponenten und auf der rechten Seite die Energieverbräuche je
Produkt inkl. Verpackung dargestellt.
Bei den Energieverbräuchen je produzierter Behälter inkl. den Kleinteil-Komponenten konnte in
den letzten Jahren ein negativer Trend festgestellt werden. Der gleiche Trend ist auch bei den
Energieverbräuchen je Produkt inkl. Verpackung zu erkennen.
Durch die Produktionserweiterung BA03 und BA04 hat sich die Gesamtenergiesituation komplett
geändert und muß neu bewertet werden.
Umweltaspekt „Emissionen durch Verkehr“
Die Umweltrelevanz des Verkehrs wird am Stammsitz Sindelfingen als „hoch“ und an den
Produktionsstandorten Hailfingen und Rottenburg als „mittel“ eingestuft. Relevant ist in Sindelfingen
ausschließlich der Mitarbeiterverkehr. An den Produktionsstandorten Rottenburg und Hailfingen
dominiert der Lieferverkehr.
Warentransporte sind nicht nur ein wichtiger Kostenaspekt, sondern tragen auch wesentlich zur
Ökobilanz unserer Produkte bei.
Aufgrund der notwendigen Flexibilität der Fertigung und eines fehlenden günstigen Eisenbahn-
anschlusses erfolgt die An- und Auslieferung ausschließlich per LKW. Die direkten Einfluss-
möglichkeiten für den Transport eingehender Ware sind als gering anzusehen. Der Lieferant wählt
Speditionen aus, die ihrerseits eigenständig über die Auslastung der LKWs und über die
Routenplanung entscheiden. Beim Versand von BITZER - Produkten sind Kundenanforderungen zu
berücksichtigen, die im Wesentlichen nur durch LKW-Transporte zu erfüllen sind.
Sind jedoch in den Bereichen Transport und Logistik Steuerungsmöglichkeiten gegeben, so werden
sie auch wahrgenommen. So wurden zur Reduzierung des Transportaufkommens sowohl bei der
Beschaffung von Ware als auch beim Versenden von fertigen Verdichtern folgende Maßnahmen
ergriffen:
1. Die zur Verfügung stehenden Versandflächen werden soweit wie möglich ausgenützt:
BITZER-Töchter erhalten nur volle LKWs oder gefüllte Überseecontainer.
2. Die Werke in Rottenburg, Schkeuditz und Portugal gehen – sofern möglich – zum
Direktversand an den Kunden über.
3. Von den Lieferanten wird ein direktes Beliefern der Werke verlangt.
4. Es werden Speditionen mit zertifizierten Qualitätsmanagementsystemen bevorzugt. Ein
ökologischer „Nebeneffekt“: zertifizierte Speditionen vermeiden aufgrund ihrer organisierten
internen Abläufe unproduktive Leerfahrten.
Neben dem Güterverkehr ist an allen drei Standorten auch der Personenverkehr zu berücksichtigen.
Die meisten Mitarbeiter kommen mit dem eigenen PKW zur Arbeit. Dies resultiert aus dem z. T.
großen Einzugsgebiet des Standortes und dem Schichtdienst der Mitarbeiter. Eine attraktive
Anbindung mit öffentlichen Verkehrsmitteln ist nur zeitweise gegeben.
27/39Sie können auch lesen