Fachtagung Entgrattechnologien und Präzisionsoberflächen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
HTM Praxis
Fachtagung Entgrattechnologien und Präzisionsoberflächen
Am 17./18. 05. 2022 findet in Nürtingen u. a. Technologien für das Entgraten von bere Werkstücke sind dafür ein Muss. Über
(Kultur- und Tagungsstätte K3 N) die 10. Kreuzbohrungen sowie für die Bearbeitung Lösungen, wie die erforderliche Bauteilsau-
Fachtagung „Entgrattechnologien und Präzi- mehrerer Querbohrungen in einem Arbeits- berkeit stabil und effizient erzielt wird und
sionsoberflächen“ statt. gang vorgestellt. welche Rolle dabei auch die Auslegung der
Veränderte Anforderungen an die Eigenschaf- In der Vortragsreihe „Mechanisches Entgra- Vorprozesse spielt, informiert die Session
ten von Oberflächen, neue Fertigungsverfah- ten mit speziellen Anlagen“ geht es z. B. um „Oberflächen prozesssicher reinigen – Grat-
ren, der Trend zur Automatisierung und Digi- eine neue Strahltechnologie zur effizienten stücke entfernen“.
talisierung von Fertigungsprozessen und die und schonenden Bearbeitung von Bauteilen Steigende Qualitätsanforderungen und strin-
Forderung nach nachhaltiger Produktion sind und Oberflächen aus Metall. gentere Ansprüche an die Nachverfolgbar-
nur einige der Herausforderungen, die durch Das kontaktlose Entgraten mit Ultraschall keit erfordern auch bei oberflächentechni-
den Strukturwandel in vielen Bereichen der sowie die Grundlagen, Einsatzgebiete und schen Prozessen wie dem Entgraten eine
Industrie zu meistern sind. Vorteile des Laser-Entgratens thematisiert systematische und reproduzierbare Erfas-
Sie haben auch Auswirkungen auf Fertigungs- der Block „Nicht-mechanisches Entgraten sung und Dokumentation der erzielten Er-
schritte wie das Entgraten, die Herstellung mit speziellen Maschinen“ ebenso wie die gebnisse. Lösungen dafür werden im Vor-
von Präzisionsoberflächen sowie die Bauteil- technischen und wirtschaftlichen Aspekte, tragsblock „Automatisierte Qualitätsprüfung
reinigung. Um die Anforderungen in diesen unter denen der Einsatz des elektrochemi- von Oberflächen“ vorgestellt.
Bereichen zu meistern, sind Wissen und Infor- schen Entgratens in der Fertigung sinnvoll ist. Abgerundet wird das Vortragsprogramm
mationen über neue Entwicklungen unent- Der sich immer mehr verstärkenden Ten- durch eine begleitende Ausstellung.
behrlich, ebenso über praktische Lösungen. denz, Produktionsprozesse zu automatisie-
Die Tagung von fairXperts stellt diese für op- ren, widmet sich der Themenblock „Mecha- fairXperts GmbH & Co. KG
timierte Prozesse vor und gliedert sich in nisches Entgraten mit Industrierobotern“. Hauptstr. 7
sechs Themenblöcke. Sei es die Qualität nachfolgender Prozesse 72639 Neuffen
Die Session „Mechanisches Entgraten mit wie das Beschichten, Kleben und Montieren Tel.: +49 7025 84340
Werkzeugen“ informiert über Entgratlösun- oder das Sicherstellen einer einwandfreien info@fairxperts.de
gen für die Serienfertigung. Dabei werden Bauteilfunktion – anforderungsgerecht sau- www.fairxperts.de
A18 HTM J. Heat Treatm. Mat. 77 (2022) 2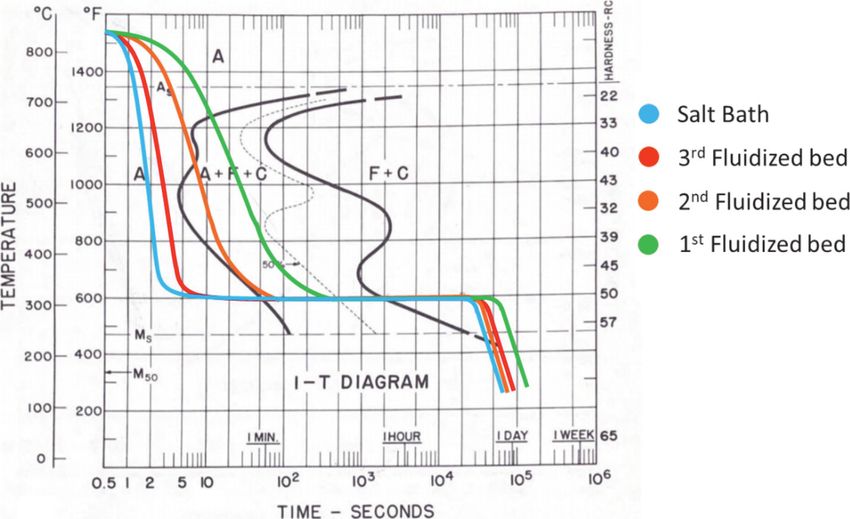
HTM Praxis
Emissionsfreie Beheizung von Wärmebehandlungsanlagen
Heutige und zukünftige Erdgas zugemischt werden. Alternativ kann barkeit auf den ersten Blick nahezu unmög-
Wasserstoffversorgung auch ein lokales zusätzliches Wasserstoffnetz lich. Die in Tabelle 1 gezeigten Werte für
aufgebaut werden. Im Idealfall sollten die Gas- Heizwert und Dichte, die oftmals zur Be-
Will man heute einen Brenner im Labor un- brenner Erdgas-/Wasserstoff-Gemische von schreibung der Brenngase herangezogen
tersuchen oder unter Betriebsbedingungen 0 bis 100 % flexibel nutzen können, um so das werden, unterscheiden sich erheblich. Ein
in einer Thermoprozessanlage einsetzen, CO2-Minderungspotential voll auszuschöp- zweiter Blick zeigt dann aber, dass die zwei
wird der Wasserstoff in der Regel als Druck- fen. Somit lassen sich Indutrieöfen quasi-elek- wesentlichen Größen zur Austauschbarkeit
wasserstoff aus Flaschenbündeln oder einem trisch aber auch konventionell mit Erdgas von Brenngasen kaum voneinander abwei-
Trailer bereitgestellt. Ein Straßentransport beheizen und es kann auf ein wechselndes chen. So ist zum Beispiel der Unterschied im
wird aber beim Bedarf größerer Mengen Energieangebot reagiert werden. Der Zeit- Wobbeindex zwischen Erdgas H und Erd-
schnell sehr kostenaufwendig und ist unter punkt für die Anschaffung der Elektrolyse gas L größer als der zwischen Erdgas L und
Nachhaltigkeitskriterien kritisch zu sehen. Ei- kann so gewählt werden, dass der Betrieb Wasserstoff. Der auf die Brennerleistung
ne Übersicht über Wasserstoff-Transport- ökologisch und ökonomisch sinnvoll ist. bezogene stöchiometrische Luftbedarf ist für
kosten auf Straße oder Schiene findet sich in Eine weitere dezentrale Variante ist die Vor- viele Brenngase nur geringen Abweichungen
einer von der Landesenergieagentur – Hes- Ort Ammoniakspaltung. Die direkte Ver- unterworfen und beträgt etwa 1 mN3/kWh.
sen in Auftrag gegebenen Studie [1]. brennung von Ammoniak führt zu extrem Würde man einen 100 kW (Erdgas H) Bren-
Für die Vor-Ort Produktion von Wasserstoff hohen NOx-Werten aber durch eine Spal- ner bei unveränderten Einstellungen mit
kann die etablierte Technik der Dampfrefor- tung des Ammoniak in Wasserstoff und Wasserstoff anstatt mit Erdgas beaufschla-
mierung von Kohlenwasserstoffen eingesetzt Stickstoff lassen sich sehr gute Emissionswer- gen, würde die Brennerleistung bei erhöh-
werden. Wenn Biogas oder, zumindest bilan- te erreichen [2]. Ammoniak lässt sich, ähnlich tem Luftüberschuss auf etwa 85 kW absin-
ziell, Biomethan eingesetzt wird, kann damit wie Propan oder Butan, gut transportieren ken. Mit einer leichten Justierung der Gas-
lokal erneuerbarer Wasserstoff hergestellt und lagern. Durch eine lokale katalytische mengeneinstellung oder einer Erhöhung des
werden. Selbstverständlich kann Biomethan Ammoniakspaltung kann der Ammoniak in Gasvordruckes kann der Brenner dann wie-
als erneuerbares Gas auch direkt in Erdgas- Wasserstoff und Stickstoff aufgespalten wer- der auf 100 kW Brennerleistung bei nur ge-
brennern eingesetzt werden. Die Verfügbar- den und dann als Brenngas eingesetzt wer- ringfügig abweichendem Luftüberschuss ein-
keit von Biomethan ist allerdings begrenzt den. Ammoniak-Spaltgas als Schutzgas wird gestellt werden. Bei einem Wechsel zwischen
und zukünftig könnte per Elektrolyse und im Bereich der Thermoprozessanlagen be- Erdgas L und Wasserstoff sind die Abwei-
erneuerbarem Strom erzeugter Wasserstoff reits seit vielen Jahren eingesetzt [3]. chungen nochmal deutlich geringer. Bei Bren-
eingesetzt werden. Langfristig sollte Wasserstoff über die Gasnet- nern mit hoher Luftvorwärmung wirkt sich
Eine interessante Variante, um erneuerbare ze geliefert werden. Die Wege dorthin wer- ein leicht erhöhter Luftüberschuss im Abgas
Energie zum Beheizen von Thermoprozessan- den derzeit unter anderem von den Gasnetz- nur minimal auf den feuerungstechnischen
lagen einzusetzen, ist die Nutzung von Brenn- betreibern und dem DVGW untersucht [4]. Wirkungsgrad aus, so dass bei schwanken-
gasflexiblen Brennern, wie in Bild 1 dargestellt. Dabei werden vor allem Beimischungsanteile den Gasqualitäten ohne große Verluste ein
Steht sogenannter Überschussstrom, also sowie deren Schwankungsbreiten diskutiert. höherer Luftüberschuss eingestellt werden
Strom, der bei Nichtabnahme zur Abregelung kann. Selbstverständlich kann durch eine
von Windkraft- oder Photovoltaikanlagen Relevante Kenngrößen von Erdgas Sauerstoffmessung in Verbindung mit einem
führen würde, zur Verfügung, kann dieser und Wasserstoff frequenzgeregelten Verbrennungsluftgebläse
durch vor-Ort Elektrolyse für die lokale Was- die Luftmenge nachgeregelt werden.
serstoffprouktion genutzt werden. Dieser Vergleicht man die Kenndaten von Erdgas Neben diesen Kenngrößen unterscheiden
Wasserstoff kann in einem lokalen Netz dem und Wasserstoff, erscheint eine Austausch- sich weitere Eigenschaften der Brenngase, wie
Flammengeschwindigkeit und Zündgrenzen
zum Teil erheblich [5], sodass Untersuchungen
zu den Auswirkungen eines Brenngaswech-
sels auf Startverhalten, Lebensdauer, Emissio-
nen sowie Wechselwirkungen mit dem Pro-
zess durchgeführt werden müssen.
Bild 1: Einsatz brenn-
Wegen der sehr weiten Zündgrenzen von
gasflexibler Brenner
Wasserstoff-/Luftgemischen kann die Um-
stellung von Vormischbrennern schwierig
sein. Zur Beheizung von Thermoprozessanla-
gen werden jedoch überwiegend Diffusions-
oder Mündungsmischbrenner eingesetzt.
HTM J. Heat Treatm. Mat. 77 (2022) 2 A19
HTM Praxis
Versuche mit Wasserstoff als Brenngas
Erdgas H Erdgas L Wasserstoff
Erste Versuche zur Eignung von Rekupera- unterer Heizwert [MJ/mN3] 36,1 33,6 10,8
Tabelle 1: Kenngrößen
torbrennern mit Wasserstoff als Brenngas Dichte [kg/mN3] 0,74 0,84 0,09 von Erdgas und
wurden bereits 1989 im Rahmen einer Stu- Luftbedarf [mN3/mN3] 9,6 8,9 2,4 Wasserstoff, Quelle:
dienarbeit [6] durchgeführt. Der Kaltstart gwi-Arbeitsblätter [7]
unterer Wobbeindex [MJ/mN3] 47,9 41,7 40,9
sowie die Funktion des Brenners waren
spez. Luftbedarf [mN3/MJ] 0,27 0,27 0,22
beim Einsatz von Erdgas, Erdgas/Wasserstoff
und 100 % Wasserstoff problemlos. Erwar-
tungsgemäß waren die Stickoxidemissionen Die flammlose Oxidation, die kurz nach den chungen in Essen [8] konnten diese Werte
bei Einsatz von Wasserstoff höher. Das Dia- ersten Versuchen mit Wasserstoff entdeckt bestätigen.
gramm in Bild 2 zeigt gemessene Werte so- wurde, bietet den Vorteil, dass auf Flammen-
wie korrigierte Werte. Zum damaligen Zeit- stabilität keine Rücksicht genommen werden Gas-Elektro Hybridstrahlheizrohr
punkt stand das Verbrennungsverfahren der muss. Funktioniert ein Brenner mit Wasser-
flammlosen Oxidation noch nicht zur Verfü- stoff störungsfrei, wird der Brenner in den Eine weitere Möglichkeit zwischen Energieträ-
gung und ein handelsüblicher luftgestufter meisten Fällen auch mit Erdgas voll funktions- gern wechseln zu können wird derzeit in ei-
Brenner wurde eingesetzt. fähig sein. Bis zum Erreichen der Umschalt- nem F&E Projekt untersucht. Dabei werden in
Das Bild 3 zeigt Thermographiebilder eines temperatur auf flammlosen Betrieb müssen ein Gasstrahlheizrohr elekrische Wider-
Brennerkopfes. Der keramische Rekubrenner geeignete Maßnahmen getroffen werden. standsheizelemente integriet (siehe Bild 4).
wird offen brennend mit Erdgas und Wasser- Zahlreiche eigene Versuche haben gezeigt, Erste Tests mit dem Prototypen wurden er-
stoff betrieben. Die nicht kalibrierten Aufnah- dass mit Wasserstoff als Brenngas bei Kalt- folgreich abgeschlossen. Weitere Versuche in
men zeigen qualitativ die höheren Temperatu- luftbrennern unter geeigneten Randbedin- einer Horizontal-Bandanlage sind für 2022
ren des Brennerkopfes beim Betrieb mit gungen einstellige NOx (ppm) Werte er- geplant. [9]
Wasserstoff. Inwieweit diese höheren Tempe- reichbar sind und in Verbindung mit hoher
raturen zu einem erhöhten Verschleiß führen, Luftvorwärmung niedrige zweistellige NOx Fazit
müsste in Langzeitversuchen unter realen (ppm) Werte erreicht werden können. Ex-
Bedingungen geklärt werden oder es müssen perimente, die mit einem WS – REKUMAT® Die Zukunft lässt sich nicht voraussagen und
geeignete Maßnahmen getroffen werden. Bei Brenner an der Universität in Brüssel mit schon gar nicht exakt planen, aber man kann
flammloser Oxidation findet die Verbrennung Wasserstoff und Ammoniakbeimischen sich vorbereiten und sich auf Veränderungen
erst außerhalb des Brenners statt und redu- durchgeführt wurden [7] sowie Untersu- einstellen. Es ist nicht zu erwarten, dass zu-
ziert dadurch die thermische Belastung des
Brenners erheblich.
Grundsätzlich funktionieren die meisten
NOx-Minderungsmaßnahmen, die die Bil-
dung von thermischen NOx verringern, auch
bei der Wasserstoffverbrennung. Bekannte
Verfahren sind:
• Brenngas- oder Luftstufung
• Flammenkühlung
Bild 2: NOx-Emissionen
• interne und externe Abgasrezirkulation
eines Rekuperator-
• flammlose Oxidation brenners [7]
und andere
So kann auch durch die Gestaltung des Bren-
nersteins, der Drallbeaufschlagung oder der
Dimensionierung von Stauscheiben die Flam-
menausbildung und damit die NOx-Bildung
beeinflusst werden. Wegen der guten Zündfä-
higkeit sind viele NOx-Minderungsmaßnah-
men möglich, ohne die Zündfähigkeit und das
Kaltstartverhalten des Brenners zu beeinträch-
tigen. Ein so modifizierter Brenner lässt sich
dann aber oftmals nicht mehr mit Erdgas be-
treiben, da beim Einsatz von Erdgas als Brenn-
gas Kaltstartprobleme, Flammenabriss oder
hohe CO-Emissionen auftreten können. Bild 3: Thermographiebilder eines Brennerkopfes
A20 HTM J. Heat Treatm. Mat. 77 (2022) 2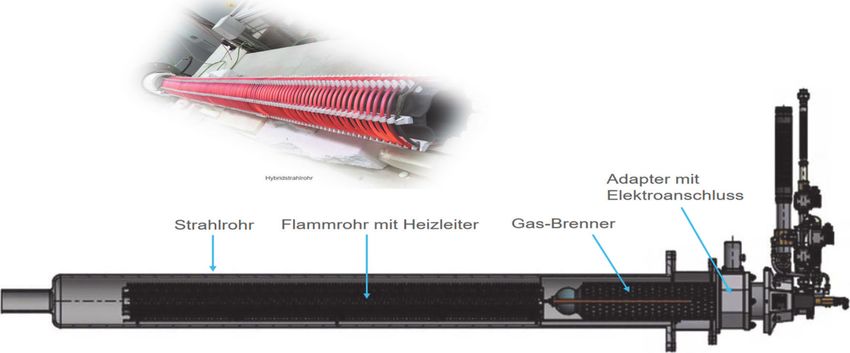
HTM Praxis
Bild 4: Hybrid-Strahlheizrohr
künftig der gesamte Primärenergiebedarf allein durch die direkte Nutzung von Wind- und Solarstrom
ohne chemische Speicherung oder den Import chemisch gebundener, erneuerbarer Energie gedeckt wer-
den kann. Diese chemisch gebundene Energie sollte für die Beheizung von Thermoprozessanlagen direkt
und nicht über den Umweg einer Rückverstromung erfolgen. Die erforderlichen wissenschaftlichen Grund-
lagen für die saubere Verbrennung von Erdgas mit einer Beimischung von 0-100 % Wasserstoff sind für
weite Bereiche bereits heute gegeben. Idealerweise lassen sich Brenner mit einer Beimischung von 0-100 %
Wasserstoff betreiben, ohne dass ein manueller Eingriff notwendig ist. Neue Thermoprozessanlagen sollten
so geplant werden, dass solche Brenner eingesetzt oder nachgerüstet werden können. Eine enge Abstim-
mung des Anlagenbauers mit dem Brennerhersteller ist dabei hilfreich, um Brennräume entsprechend zu
dimensionieren und auszulegen, damit Brennstoff-flexible Brenner mit höchstem Wirkungsgrad und mini-
malen Schadstoffemissionen eingesetzt werden können.
Literatur
[1] Potenzialbeschreibung – Wasserstofftransport über das Schienennetz, Studie im Auftrag der Landes-
Energie-Agentur Hessen, Herausgeber DB Energie GmbH, 2020
[2] Domschke T., Becker C., Wünning J. G., Stickoxidarme Verbrennung N-haltiger Ströme – Eine Kombinati-
on aus katalytischer Spaltung und Verbrennung, 18. Flammentag 1997, Delft, VDI Berichte 1313, S. 45-50
[3] Pfeifer H. Nacke B., Beneke F. (Hrsg.), Praxishandbuch Thermoprozesstechnik, Band 1, Vulkan Verlag
2018
[4] DVGW Leitprojekt „Roadmap Gas 2050“, 2020/2021
[5] gwi-Arbeitsblätter, Gas- und Wärme- Institut Essen, Vulkan Verlag, 2013
[6] Wünning J., Wasserstoff für die Prozesswärmeerzeugung, Studienarbeit, RWTH Aachen, 1989 (kann auf
Anfrage als pdf zugeschickt werden)
[7] Ferrarotti M., Experimental and numerical investigation of fuel flexibility and pollutant emissions in
novel combustion technologies using renewable synthetic fuels, Dissertation, Universtät Brüssel und
Mons, 2020
[8] GWI, Untersuchungen der Auswirkung von Wasserstoff-Zumischung ins Erdgasnetz auf industrielle
Feuerungsprozesse in thermoprozesstechnischen Anlagen, IGF Schlussbericht, Essen, 2017
[9] A. Queck, B. Stranzinger, M. Mann, R. Miethe, J. Schneider, J. Wünning, M. Peters, A. Westerfeld, Hybride
Beheizung in der Stahlindustrie, 3.Aachener Ofenbau- undThermoprozess-Kolloquium, 07./08.10.2021,
Aachen
WS Wärmeprozesstechnik GmbH
Joachim . G. Wünning
Dornierstr. 14
71272 Renningen
Tel. +49 7159 16320
j.g.wuenning@flox.com
www.flox.com
HTM J. Heat Treatm. Mat. 77 (2022) 2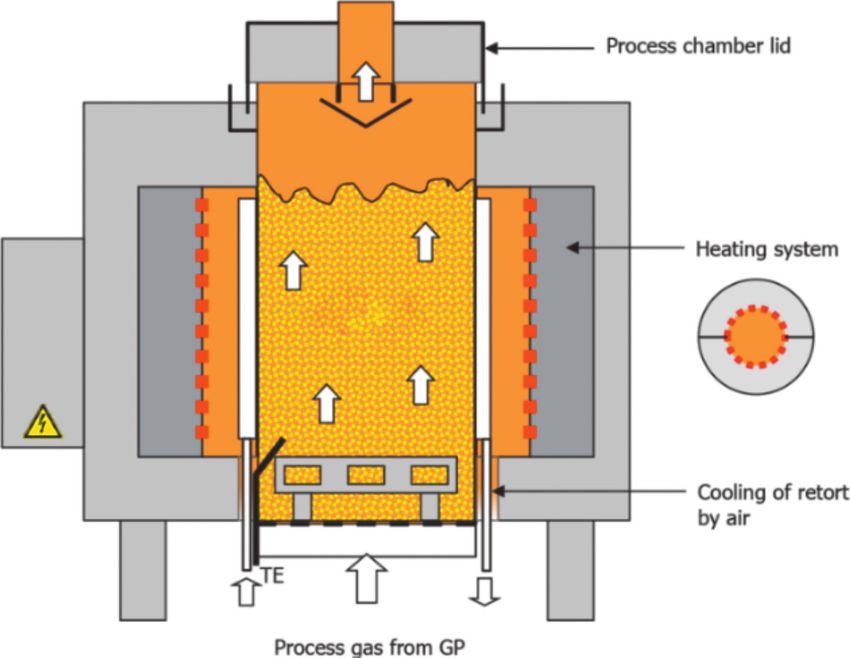
HTM Praxis
Messen, Veranstaltungen, Seminare
Vom 24. – 29. 04. 2022 findet im Konferenzzentrum Wolsberg in CH- Am 24./25. 05. 2022 findet bei der W. S. Werkstoffservice GmbH in
Ermatingen das Seminar „Systematische Beurteilung technischer Essen das Seminar „Wärmebehandlung von Stahl“ statt. Folgendes
Schadensfälle“ statt. Die Fortbildung hat folgendes Ziel: Um die Gren- wird bei dieser Veranstaltung vermittelt: Wissen über die werkstoff-
zen bei der Verwendung der Werkstoffe zu verstehen und sie den technischen Grundlagen der Wärmebehandlung, ein Überblick über
Anforderungen anpassen zu können, müssen die werkstoffkundlichen die wesentlichen Wärmebehandlungsverfahren, werkstofftechnische
Vorgänge bekannt sein, die bei der Überbeanspruchung und Zerstö- Kompetenzen zur Fehlervermeidung bei der Wärmebehandlung,
rung eines Bauteils ablaufen. Regeln zur qualitätssichernden Bewertung von Wärmebehandlungs-
Informationen unter www.dgm.de prozessen, Kenntnisse über die Bewertung der Eigenschaften wär-
mebehandelter Bauteile.
Vom 02 – 04. 05. 2022 findet im Leonardo Royal Hotel Köln Am Informationen unter www.werkstoff-service.de
Stadtwald das Seminar der Stahlakademie „Feuerfest-Technologie –
Feuerfeste Stoffe und Schlacken in der Metallurgie“ statt. Am 24./25. 05. 2022 findet bei der Matplus GmbH in Wuppertal die
Informationen unter www.stahl-akademie.de 1.-EDA-Konferenz statt. EDA ist ein Informationssystem für Werk-
stoffdaten, das eine Integration von Datenerfassung, Modellbildung
Vom 09. – 11. 05. 2022 findet am Fraunhofer Institut für Fertigungs- und Wissensmanagement bietet. Die Einsatzbereiche reichen von der
technik und Angewandte Materialforschung IFAM in Dresden das Bereitstellung von Werkstoffdaten für Konstrukteure und Entwickler
Seminar „Einführung in metallische Hochtemperaturwerkstoffe“ statt. bis zum „Integrated Computational Materials Engineering“.
Informationen unter www.dgm.de Informationen unter www.matplus.de
Vom 16. – 20. 05. 2022 findet bei der Dr. Sommer Werkstoff GmbH Vom 30. 05. – 02. 06. 2022 findet bei der W. S. Werkstoffservice
in Issum-Sevelen das Aufbauseminar „Was der Härter über seine GmbH in Essen das Seminar „Härterprüfung“ statt. Behandelt wer-
Arbeit wissen muss“ – Teil 2 – statt. U. a. werden folgende Themen den in diesem Seminar die Grundlagen der stationären und mobilen
behandelt: Gleichgewichtsumwandlung und Gefügebildung, Härtbar- Härteprüfung. Vermittelt wird dabei Wissen über die jeweiligen Prüf-
keit der Stähle, Prozesstechnik in der Wärmebehandlung, Härten und verfahren, über den Aufbau und die Funktionsweise der entsprechen-
Anlassen, Aufkohlen, Carbonitrieren, Einsatzhärten, Nitrieren und den Prüfgeräte und über die technische Bedeutung der bei der Härte-
Nitrocarburieren, Induktive Randschichthärtung. prüfung ermittelten Kennwerte.
Informationen unter www.werkstofftechnik.com Informationen unter www.werkstoff-service.de
Vom 17. – 19. 05. 2022 findet in Erfurt die Rapid.Tech3D statt, eine Am 01./02. 06. 2022 findet in Hannover die LightCon 2022, die Kon-
Informationsveranstaltung (Kongress und Ausstellung) über generative gressmesse für Leichtbau, statt.
Fertigungsverfahren. Informationen unter www.lightcon.info
Informationen unter www.messe-erfurt.de
Vom 21. – 23. 06. 2022 findet in Stuttgart die LASYS, die internatio-
Am 18./19. 05. 2022 findet am Institut für Werkstoffanwendungen im nale Fachmesse für Lasermaterialbearbeitung, statt.
Maschinenbauinstitut der RWTH Aachen das Fortbildungsseminar Informationen unter www.stuttgart-messe.de
„Pulvermetallurgie“ statt.
Informationen unter www.dgm.de Vom 21. – 23. 06. 2022 findet in Stuttgart die CastForge die Fachmes-
se für Guss- und Schmiedeteile sowie deren Bearbeitung statt. The-
Vom 23. – 25. 05. 2022 findet auf der Shanghai Expo die China Inter- men der Messe sind dabei u. a. Anlagenbau., Industrieofenbau, Schmel-
national Powder Metallurgy statt. zen und Gießen.
Informationen unter www.pmexchina.com Informationen unter www.messe-stuttgart.de
Kompaktschweißzellen
Mit einem Portfolio an neuen, schlüsselfertigen Schweißzellen ermögli- Einfach und platzsparend – nach diesem Prinzip konzipiert, lassen sich
chen Lorch Schweißtechnik und Yaskawa mittelständischen Unterneh- die neuen Schweißzellen in wenigen Minuten in Betrieb nehmen, be-
men den einfachen Einstieg in das roboterautomatisierte Schweißen. nötigen nur eine geringe Stellfläche und sind auch im Nachhinein pro-
Kleine Baugruppen können nach Herstellerangaben effizient gefertigt blemlos zu versetzen. Die besondere Konstruktion der Zellen ermög-
werden. Die Steuerung der Schweißvorgänge erfolgt über eine ein- licht trotz der geringen Abmaße einen maximalen Spielraum für den
heitliche Bedienoberfläche, die die Fertigung deutlich erleichtert. Roboter und eine komplette Integration der Schweißstromquelle.
A22 HTM J. Heat Treatm. Mat. 77 (2022) 2
HTM Praxis
Die Schweißzellen sind in den Versionen ArcWorld HS Micro mit z. B. an großen Bauteilen eingesetzt werden. Ob horizontal, vertikal
einer Standfläche von 1,3 Quadratmetern und ArcWorld RS Mini oder Überkopf – das geringe Gewicht und die einfache Bedienung
mit einer Grundfläche von 2,3 Quadratmeter lieferbar. Für größere ermöglichen eine flexible mobile Härteprüfung.
Bauteile oder kundenspezifische Anforderungen steht noch eine Ma- Mit der niedrigen Prüfkraft von 5 kp ist der Computest LITE zudem
xiversion mit der ArcWorld CS zur Verfügung. für die Härteprüfung an dünnen Oberflächenschichten und kleinen
Mit ihrem rotierenden Drehtisch, auf dem sich auf jeder Seite Bautei- Bauteilen geeignet. Für diese Prüfungen kann das Härteprüfgerät mit
le bis zu 100 kg aufspannen lassen, bietet die Schweißzelle RS Mini Ständern, Zangen und verschiedenen Sockeln ausgestattet werden.
einen hohen Teiledurchsatz. In der HS MIcro mit ihrem befestigen
Tisch lassen sich ebenfalls Bauteile bis 100 kg fertigen. Hegewald & Peschke Meß- und Prüftechnik GmbH
Als Schweißstromquellen (MIG-MAG) stehen sowohl die S3- als auch Am Gründchen 1
die S5 RoboMIG XT mit ihren kompletten Speed-Schweißprozessen 01683 Nossen
von Lorch zur Verfügung. Das besondere an der gemeinsamen Lösung Tel.: + 49 35242 445605
von Lorch und Yaskawa liegt in der Integration der Steuerung in ei- jana.koschemann@hegewald-peschke.de
nem einzigen Bedienpanel. Über das Universal Welding Interface www.hegewald-peschke.de
(UWI) wird sowohl die Roboterprogrammierung vorgenommen als
auch die Einstellung und Auswahl der Schweißprozesse. Durch die
optimale Abstimmung der Komponenten wird die Bedienung der
Schweißanlage deutlich vereinfacht.
Als abgeschlossenes System und durch ihre Kompaktheit lassen sich ABP Induction
die Schweißzellen in jede Produktionsumgebung integrieren. Nach
Herstellerangaben ermöglichen die Hochleistungsroboter eine hohe installiert Induktionsofen
Nahtqualität, eine hohe Schweißgeschwindigkeit sowie eine Wieder-
holgenauigkeit.
für Saint-Gobain
Lorch Schweißtechnik GmbH Saint-Gobain PAM Canalisation installiert mit Unterstützung von ABP
Im Anwänder 24-26 einen großen Induktionsofen. Ziel des französischen Konzerns ist da-
71549 Auenwald-Mittelbrüden bei die CO2-freie Produktion.
Tel.: +49 7191 5030 ABP Induction liefert dem Konzern einen Induktionsschmelzofen vom
info@lorch.eu Typ IPM 9 mit einem Fassungsvermögen von 30 Tonnen.
www.lorch.eu Die Investition in den Induktionsschmelzofen unterstützt den ökologi-
schen Wandel bei Saint-Gobain PAM Canalisation. Nach Herstelleran-
Yaskawa Europe GmbH gaben emittiert die Produktion durch den neuen Ofen kein CO2 und
Hauptstr. 185 reduziert die Emissionen um bis zu 10 Prozent pro Tonne Gusseisen.
65760 Eschborn 100 Prozent der von Saint-Gobain PAM Canalisation in Europa ver-
Tel.: +49 6196 569300 kauften Rohre werden in Europa hergestellt. Das reduziert den CO2-
robotics@yaskawa.eu.com Verbrauch im Vergleich zu den aus Asien importierten Rohren.
www.yaskawa.com 100 Prozent des vom Unternehmen verwendeten Gussmaterials ist
ohne Leistungsverlust unbegrenzt recycelbar. Dazu entwickelt das
Unternehmen einen Recyclingservice für alle Gussrohre und vermei-
det so Endabfälle.
Mobiles Härteprüfgerät Die Altrohre werden zu den Werken transportiert, in entsprechende
Stücke geteilt und dann zu neuen Rohren geschmiedet.
Im Produktionsumfeld sollten Härteprüfungen einfach und komforta- Der Ofen von ABP Induction hat eine Leistung von 18 MW. Mit einer
bel umsetzbar sein. Für diese Einsatzzwecke wurde von Hegewald & Kapazität von 120 000 Tonnen Gusseisen pro Jahr steigert der neue
Peschke der neue mobile Härteprüfer Computest LITE entwickelt. In Ofen die Produktion und ermöglicht Saint-Gobain eine schnellere
diesem Härteprüfgerät sind Prüfkopf, alle Bedienelemente sowie das Reaktion auf Kundenwünsche. Er bietet die Möglichkeit, häufiger he-
Display zur Anzeige des Härtewertes kombiniert. runtergefahren und wieder gestartet zu werden und weist so eine
Die normbasierte Härteprüfung erfolgt dabei mit dem bewährten größere Flexibilität auf.
Härteprüfverfahren Rockwell – basierend auf der Eindringtiefenmes-
sung. Damit sollen präzise Messergebnisse und eine hohe Reprodu- ABP Induction Systems GmbH
zierbarkeit sichergestellt werden. Für die gängigen Härteprüfverfah- Kanalstr. 25
ren sind verschiedene Standardskalen Vickers (HV), Rockwell (HRC, 44147 Dortmund
HRB) und Brinell (HB) integriert. Tel.: +49 231 997-0
Durch die handliche Bauweise des mobilen Härteprüfers Computest info@abpinduction.com
LITE kann dieser für alle schwierigen Prüfaufgaben in allen Richtungen www.abpinduction.com
HTM J. Heat Treatm. Mat. 77 (2022) 2 A23
HTM Praxis
Großanlage mit neuen sorgen für eine lückenlose Einbindung in die digitalisierten Produkti-
onsprozesse. Der Controller ist so parametrier- und konfigurierbar,
Kathodenöfen von promeos dass er in jeder Produktionsumgebung und bei den meisten Ofenfa-
milien eingesetzt werden kann.
Nach erfolgreicher Montage und Inbetriebnahme der speziell für Nabertherm liefert zu jedem neuen Controller auch die dazugehö-
TRIMET SE entwickelten Aggregate für die Konvektion von Graphit- rige „MyNabertherm-App“ kostenfrei dazu. Mit dieser App können
Elektroden stand kürzlich der erste Guss an. die aktuellen Prozessdaten eines oder mehrerer Nabertherm-Cont-
Zufriedenheit herrschte bei allen Beteiligten, als bei der ersten Realise- roller live ausgelesen werden. Für den Fall der Fälle informiert die App
rung des Gesamtprozesses bestehend aus Vorwärmung, Schmelzen, direkt per Push-Benachrichtigung über eine aufgetretene Störung.
Flüssigeisen-Transport und Kathoden-Guss alles planmäßig ablief. Über die App kann auch direkt Kontakt zum Nabertherm-Service
Angesichts dessen, dass nicht nur gleichzeitig mehrere neue Aggregate aufgenommen werden.
„an den Start gingen“, sondern der neu konzipierte Prozessablauf erst- Mit der MyNaberthermApp kann der Anwender bequem online den
mals unter realen Bedingungen betrieben wurde, wird von den Pro- Prozessfortschritt der Nabertherm-Öfen aus dem Büro oder von
jektpartners von TRIMET und promeos als Nachweis für ein äußerst unterwegs verfolgen.
sorgfältiges Vorgehen bei der Entwicklung und Vorbereitung des Pro- Die App bietet folgende Funktionen:
jekts angesehen. • Komfortable Überwachung einer oder mehrerer Nabertherm-
Im Zuge der Gesamtinvestition in den neuen Prozess und die neuen Öfen gleichzeitig
Öfen wurden bei TRIMET auch die Hallen-Infrastruktur samt Versor- • Einzelübersicht eines Ofens
gungstechnik und Abgasanlage mit neuem Kamin modernisiert. Eine • Anzeige aktiver/inaktiver Öfen
umfangreiche wie vorausschauende Investition, die laut TRIMET auch • Betriebszustand
der Umwelt sehr zugute kommen wird. • Aktuelle Prozessdaten.
promeos GmbH Nabertherm GmbH
Gießener Str. 14 Bahnhofstr. 20
90427 Nürnberg 28865 Lilienthal
Tel.: +49 911 37736721 Tel.: +49 4298 922-0
sales@promeos.com contact@nabertherm.de
www.promeos.com www.nabertherm.de
TRIMET Aluminium SE
Aluminiumallee 1
45356 Essen
Tel.: +49 201 3660 Firmenjubiläum
info@trimet.de
www.trimet.eu
Die H. P. Kayssere GmbH + Co. KG feiert ihr 75-jähriges Jubiläum.
Was in einem Hinterhof im Stuttgarter Süden als mechanische
Werkstatt beginnt, hat sich im Laufe der Jahre durch Erfindungs-
reichtum und innovative Lösungen zu einem agilen Unternehmen
Neue Controller-Serie in der Metallbearbeitung entwickelt. Aus einem Produktentwickler
von Nabertherm und Lohnfertiger ist ein wichtiger Komponenten- und Systemliefe-
rant geworden.
Ein großer Maschinenpark, verbunden mit großer Fertigungstiefe und nam-
Die Nabertherm GmbH stellte die Controller der neuen 500er Serie haften Kunden, verdeutlichen die Leidenschaft für die Metallbearbeitung.
für den Bereich der Industrieofentechnik vor. Das Unternehmen ver- Als mittelständischer Komponenten- und Systemlieferant produziert
weist dabei insbesondere auf das ansprechende Design, ein Touchdis- H. P. Kaysser von einfachen Blechteilen bis zu hochkomplexen, mit
play und eine einfache Symbolik, die eine gute Bedienbarkeit ermögli- Elektronik versehenen Baugruppen einbaufertige Teile. Vom Enginee-
chen. Die grafische Anzeige von Temperaturverläufen der angewählten ring über die komplette Prozesskette Blech bis zur Logistik entstehen
Programme, die präzise Temperaturregelung, die Programmstatus- wirtschaftliche Lösungen für die Kunden.
Anzeige mit der erwarteten Endzeit und dem Enddatum, verschiedene Das Unternehmen vereint mechanische Fertigung, vollautomatisierte
Benutzerebenen und das integrierte Hilfemenü machen den Control- Metallbearbeitung und Dienstleistungen rund um die Produkte. Be-
ler nach Herstellerangaben zu einem Gerät, das insbesondere die arbeitet werden Stahl, Guss, Edelstahl,Titan, NE-Metalle und Alumini-
Überwachung von Brennkurven erleichtert. um in allen Variationen.
Auch die WLAN-Fähigkeit sowie USB-Schnittstellen zum Auslesen Für viele Stammkunden ist H. P. Kaysser auch häufig Entwicklungs- und
der Serviceinformationen und der Dokumentation von Brennkurven Strategiepartner für anspruchsvolle Aufgaben. Ferner arbeitet das
A24 HTM J. Heat Treatm. Mat. 77 (2022) 2
HTM Praxis
Unternehmen in langfristigen Kooperationen für Kunden, die ihre nismen zu identifizieren. Dazu sind fundierte Kenntnisse der Werk-
Fertigungstiefe verringern möchten, Kompetenzen auslagern wollen stofftechnik, der Metallurgie, der Chemie – insbesondere der Korro-
und dafür einen Outsourcing-Partner suchen. sionswissenschaft –, der Fertigungstechnik sowie eine geeignete
Laborausstattung erforderlich.
H. P. Kaysser GmbH + Co. KG Das RÜBIG Competence Center, kurz RCC, verfügt nach eigenen
Hans-Paul-Kaysser-Str. 4 Angaben über das notwendige Fachwissen und die Prüfverfahren, um
71397 Leutenbach Korrosionsschadensfälle zu charakterisieren, zu lösen und Bauteile zu
Tel.: +49 7195 64507 optimieren, um Korrosionsschäden zu vermeiden.
angela.kaysser@kaysser.de Im hauseigenen Werkstofflabor werden folgende verschiedene Arten
www.kaysseer.de von Korrosionstests durchgeführt:
• Neutraler Salzsprühtest
• Auslagerungstest
• Stromdichte/Potentialmessungen
• Impedanzspekroskopie
Auftrag für Andritz AG • Galvanische Korrosionstests
• Spannungsrisskorrosionstests
Die Andritz AG erhielt von Juiquan Iron and Steel Ltd., China, den
Auftrag zur Lieferung einer neuen Hochleistungsbeiz- und Verzin- RÜBIG GmbH & Co. KG
kungslinie für warmgewalzte Bänder aus C-Stahl. Griesmühlenstr. 4
Der Liefer- und Leistungsumfang von Andritz umfasst das Engineering so- A-4600 Wels
wie die Lieferung der Ausrüstungen. Ferner beinhaltet der Auftrag die Mon- Tel.: +43 7242 66060
tageüberwachung sowie die Inbetriebnahme der kompletten Beiz- und ht.office@rubig.com
Verzinkungslinie einschließlich der Elektrik und Automatisierungstechnik. www.rubig.com
Mit den nachhaltigen Andritz-Technologien wird diese Linie feuerver-
zinkten oder ZM-beschichteten (Zink- Aluminium-Magnesium)Flach-
stahl produzieren.
Dieser Auftrag dokumentiert die guten und langjährigen Beziehungen
zwischen Andritz und Jiuquan Iron and Steel. Im Jahr 2004 hat Andritz
an das Unternehmen eine Glüh- und Beizanlage für Warmband sowie
eine entsprechende Anlage für kaltgewalzten Edelstahl geliefert. Da-
rauf folgte der Auftrag für zwei Rollen-Kaltwalzwerke, die 2006 er-
richtet wurden. Außerdem führte Andritz verschiedene Umbauten
und Modernisierungen bei den bestehenden Linien durch.
Andritz AG
Statteggerstr. 18
A-8045 Graz
Tel.: + 43 3166 902-2979
michael.buchberger@andritz.com
www.andritz.com
Korrosionsuntersuchung
Die Korrosionsbeständigkeit hängt vom Zusammenspiel zwischen
Werkstoffzusammensetzung, Wärmebehandlung und Umgebungs-
bedingungen (Medien, Temperatur, mechanische Belastung usw.) ab.
Darüber hinaus gibt es vielfältige Einflüsse auf die Korrosionsbestän-
digkeit, von der Stahlherstellung über den gesamten Produktionspro-
zess bis hin zu den Betriebsbedingungen.
Verschiedene Korrosionsmechanismen können sowohl einzeln als
auch in Kombination auftreten. Um geeignete Schutzmaßnahmen ab-
leiten zu können, ist es wichtig, die vorliegenden Korrosionsmecha-
HTM J. Heat Treatm. Mat. 77 (2022) 2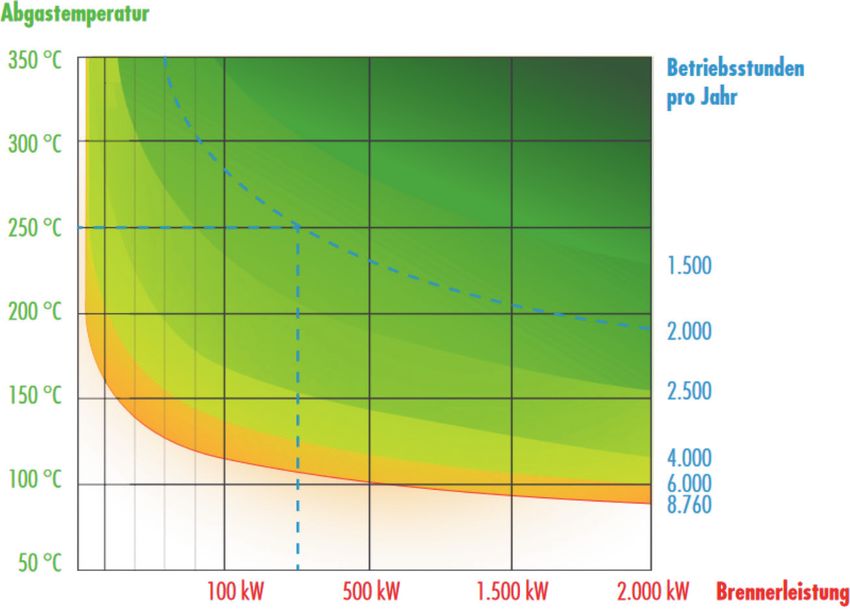
HTM Praxis
Optimierte Abkühlgeschwindigkeiten in
Wirbelbett-Wärmebehandlungssystemen
Die Wirbelbetttechnologie hat in den letzten und gleichmäßige Erwärmung des Systems behandlungsversuche wurden im Technikum
Jahrzehnten im Bereich Wärmebehandlung macht die Stand-by-Heizung überflüssig. Die von Schwing Technologies begleitet. Für die
qualitativ nicht an Bedeutung verloren.Aufgrund Anlagen arbeiten völlig abfallfrei und werden metallographischen Untersuchungen und
ihrer besonderen Eigenschaften ist sie sogar für auf Wunsch mit einer Fackelanlage ausgestattet. Werkstoffprüfungen war das WPI verant-
einige Anwendungsnischen unverzichtbar. wortlich. Die vorliegende Arbeit konzentriert
Optimierung des Abkühleffekts sich im Wesentlichen auf die dritte Versuchs-
Funktionsprinzip der Wirbelbettsysteme im Wirbelbett reihe bei Schwing Technologies für AISI 5160,
bei der das Optimierungsziel erreicht wurde.
Das Funktionsprinzip (Abbildung 1) der Wirbel- Wie bei vielen anderen Technologien gibt es Zunächst musste der aktuelle Status der Ab-
bett-Wärmebehandlungsanlagen von Schwing auch bei der Wirbelbett-Wärmebehandlung kühlwirkung gängiger Wirbelbettanlagen im
Technologies basiert auf der patentierten hier und da Optimierungsbedarf in speziel- Vergleich zu anderen Technologien und Medi-
Schwing-Wirbelbetttechnologie, bei der fein- len Anwendungsbereichen. Eine Anforde- en ermittelt werden. Als Ausgangspunkt wur-
körniges Aluminiumoxid mit Luft oder Inert- rung, die aus dem Markt kam, war die Opti- den daher Standardparameter für die Anlage,
gas in einer Prozesskammer verwirbelt wird. mierung der Abkühlgeschwindigkeit. Gesucht übliche Fluidisierungsgase (Luft und Stickstoff)
Das so erzeugte Wirbelbett leitet die Wärme wurden unter anderem Alternativen zum und ein für Wärmebehandlungsanwendungen
äußerst gut und besitzt aufgrund seiner Mas- Bainitisieren im Salzbad sowie Alternativen übliches Aluminiumoxid gewählt.
se eine enorme Wärmekapazität. zu flüssigen Abschreckmedien wie Öl oder Anschließend wurden zwei Bainitisierungstests
Schwing-Wärmebehandlungsanlagen wer- Polymer für innovativ hergestellte Metallteile. an AISI 5160 im Wirbelbett mit verschiedenen
den indirekt über Elektroheizungen oder Hauptaspekte waren dabei die Umweltver- Wirbelgasen und Badmedien durchgeführt.
Gasbrenner beheizt und können in einem träglichkeit und die Reduzierung bzw. Ver- Bainitisieren ist ein Wärmebehandlungsverfah-
großen Temperaturbereich von Raumtempe- meidung von Reinigungsnachbehandlungen. ren, das auf der isothermen Umwandlung von
ratur bis 1050 °C mit höchster Präzision ein- Austenit in Bainit beruht, der sich im Tempera-
gesetzt werden. Metallische Werkzeuge oder F & E Projekt turbereich zwischen Perlit und Martensit bildet.
Bauteile können einfach in die Wirbelschicht Um den Bainit zu bilden, muss die Abkühlungs-
eingetaucht werden und in kürzester Zeit Die Optimierung des Abkühleffekts im Wir- geschwindigkeit schnell genug sein, um die Bil-
• vorgewärmt, belbett wurde im Rahmen eines F&E-Projekts dung von Perlit bei höheren Temperaturen zu
• geglüht, von Schwing Technologies und Peer Energy vermeiden (Abbildung 2).
• nitriert, zusammen mit dem Center of Heat Treat Der erste Versuch wurde mit Al2O3 und der
• nitrocarburiert, Exellence am Worcester Polytechnic Institute zweite mit einem sogenannten B4Q als Bad-
• angelassen (WPI) in Worcester, Massachusetts, in den medium durchgeführt. Bei beiden Versuchen
• abgeschreckt oder USA mit dem Schwerpunkt Bainitisieren wurde aufgrund der langsamen Abkühlraten
• abgeschreckt und angelassen werden – mit der durchgeführt. Aufgrund der erforderlichen kein vollständiger Bainit erreicht. Mit dem
gewünschten Atmosphäre und Temperatur. Vergleichbarkeit wurden standardisierte Me- neuen Badmedium G4Q und einem speziel-
thoden und Proben verwendet. Mehrere Vor- len Fluidisierungsgas waren die Abkühlraten
Vorteile der Wirbelbetttechnologie versuche zur Untersuchung der Fluidisie- deutlich besser als mit Al2O3 und Standard-
rungsgase und Badmedien sowie alle Wärme- gasen. Insbesondere im Temperaturbereich
Unterbrechungen, Umstellungen oder Wechsel
des Behandlungsprozesses und der Atmosphä-
re, zum Beispiel von thermochemisch auf inert,
sind jederzeit und innerhalb von nur zwei bis
drei Minuten möglich. Die hohe Temperatur-
genauigkeit der Wärmebehandlungsanlagen Abbildung 1: Funktions
von Schwing beim Verweilen und insbesondere prinzip einer Wirbelbett
auch beim Aufheizen und Abschrecken ge- anlage zur Wärme
behandlung
währleistet die verzugsfreie Behandlung der
Fotonachweis: SCHWING
eingebrachten Chargen. Zusätzlich hält die her- Technologies
vorragende Temperaturgleichmäßigkeit die
Spannungen in den behandelten Teilen auf ei-
nem Minimum, was die größten Nachteile von
flüssigen Abschreckmedien und Hochdruck-
Gasabschrecksystemen ausgleicht. Die schnelle
A26 HTM J. Heat Treatm. Mat. 77 (2022) 2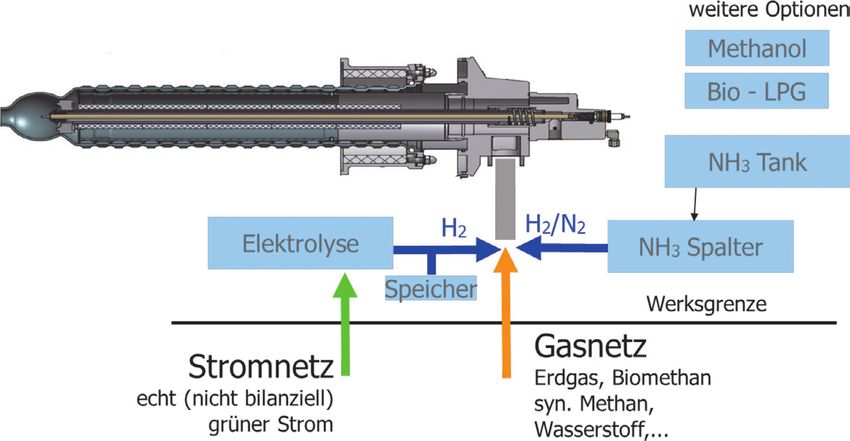
HTM Praxis
Abbildung 3: Typische Probe, die für die Bainiti-
sierung verwendet wurde – hier im Vergleich zu
einer US-Viertel-Dollar-Münze
Fotonachweis: SCHWING Technologies
zwischen 500 °C und 800 °C, wie in Abbil-
dung 2 zu sehen ist. Daher wurde entschie-
den, den dritten Bainitisierungstest mit dem
neuen Badmedium G4Q durchzuführen.
Die Proben wurden in einer Wirbelbettanlage
bei 850 °C 30 Minuten lang austenitisiert, dann
Abbildung 2: Abkühlraten unter verschiedenen Bedingungen in einem Wirbelbett im Vergleich zum Salzbad
Fotonachweis: SCHWING Technologies in einer weiteren Wirbelbettanlage bei 315 °C
(600 °F) 1, 2, 5, 30 bzw. 90 Minuten lang auste-
nitisiert, aus dem Ofen genommen und an der
Luft auf Raumtemperatur abgekühlt. Bei die-
sen vom WPI hergestellten Proben handelt es
sich um Scheiben mit einem Durchmesser von
1,125‘‘ (~ 28,6 mm) und einer Dicke von
0,5‘‘(= 12,7 mm), wie in Abbildung 3 darge-
stellt. Die bainitisierten Proben wurden zur
Charakterisierung, einschließlich Rockwell-
Härtemessung,Vickers-Mikrohärte-Linienscan,
XRD-Analyse, optische und SEM-Mikrostruk-
turanalyse an das WPI zurückgeschickt.
Abbildung 4 zeigt die Rockwell-Härte aus dem
3. Wirbelbettversuch im Vergleich mit der
Rockwell-Härte der im Salzbad bei derselben
Temperatur bainitisierten Proben. Es ist zu er-
kennen, dass die Härtewerte für die Proben
mit 30 Minuten und 90 Minuten Haltezeit sehr
Abbildung 4: Vergleich der Rockwell-Härte von im Salzbad und im Wirbelbettverfahren angelassenen Proben nahe beieinander liegen. Die Härte der bainiti-
Fotonachweis: SCHWING Technologies sierten Proben aus dem ersten und zweiten
Wirbelbettversuch ist ebenfalls in dieser Abbil-
dung dargestellt. Es ist zu erkennen, dass die
Härte der Proben aus dem 1. und 2. Wirbel-
bettversuch mit 90 Minuten Haltezeit geringer
ist als die Härte der Probe aus dem 3. Versuch.
Die Proben wurden für die Vickers-Mikrohärte-
messungen (mit Wilson VH3300 0,5 kgf) präpa-
riert. Der Vickers-Mikrohärte-Linienscan wurde
am Querschnitt dieser Proben von der Oberflä-
che bis zum Kern durchgeführt. Die Ergebnisse
sind in Abbildung 5 mit der berechneten durch-
schnittlichen Mikrohärte und der Standardab-
weichung dargestellt. Es ist zu erkennen, dass die
Mikrohärte in jeder Probe gleichmäßig ist. Die
Vickers-Mikrohärte nimmt mit zunehmender
Abbildung 5: Vickers-Mikrohärte-Linienscan der Proben aus dem 3.Wirbelbettversuch mit G4Q-Badmedium Bainitisierungsdauer ab, was mit den Ergebnissen
Fotonachweis: SCHWING Technologies der Rockwell-Härtemessung korrespondiert.
HTM J. Heat Treatm. Mat. 77 (2022) 2 A27HTM Praxis
Die Proben wurden präpariert und für die a)
Gefügeanalyse am Probenquerschnitt mit
dem Licht- und Rasterelektronenmikroskop
(REM) mit 4 Vol.-% Nital geätzt. Die opti-
schen und REM-Aufnahmen sind in der Ab-
bildung dargestellt, wobei die optischen Auf-
nahmen auf der linken Seite und die REM-
Aufnahmen auf der rechten Seite zu sehen
sind. Es ist zu erkennen, dass der Bainitanteil
mit zunehmender Bainitierungsdauer steigt.
Das Gefüge der Probe mit einer 30-minüti-
gen Bainitisierung (Abbildung 6d) ähnelt b)
dem Gefüge der Probe mit einer 90-minüti-
gen Bainitisierung (Abbildung 6e), welches
die Bildung des vollständigen Bainits zeigt.
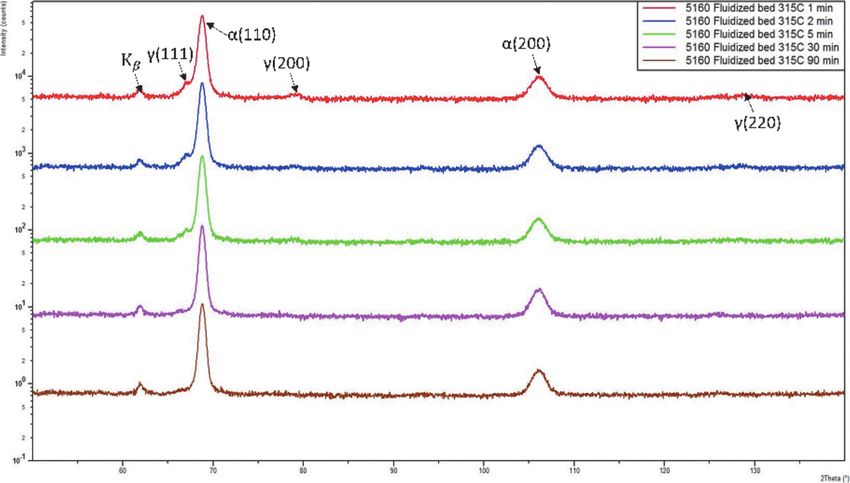
Die XRD-Analysen wurden ebenfalls an die-
sen bainitisierten Proben im polierten Zu-
stand durchgeführt; die XRD-Muster sind in
Abbildung 7 dargestellt. Bei den bainitisierten
Proben mit 1, 2 und 5 Minuten Bainitsierungs-
zeit wurden sowohl bcc (α) als auch fcc (γ)
festgestellt, während bei den Proben mit 30 c)
und 90 Minuten Bainitsierungszeit nur bcc (α)
festgestellt wurde. Das fcc ist Restaustenit, das
bcc ist bainitischer Ferrit plus Martensit in die-
sen Proben. Die XRD-Analyse zeigt also, dass
sich bei den Proben mit 30 und 90 Minuten
Haltezeit für die Bainitisierung vollständiger
Bainit bildet, was mit der Härtemessung und
der Mikrostrukturanalyse gut übereinstimmt.
Die REM-Aufnahmen der Proben mit 90 Minu-
ten Haltezeit aus dem 2. und 3. Wirbelbettver- d)
such werden in Abbildung 8 verglichen. Bei
starker Vergrößerung ist der Perlit in der Probe
aus dem 2.Versuch zu sehen (Abbildung 8a),
während sich vollständiger Bainit in der Probe
aus dem 3.Versuch gebildet hat (Abbildung 8b).
Fazit
Die Versuche haben gezeigt, dass mit opti-
mierten Parametern in einer Wirbelbettanla-
ge, die hauptsächlich aus einem speziellen Gas
e)
und dem neuen Badmedium G4Q bestehen,
nahezu die gleichen Abkühlraten wie in einem
Salzbad erreicht werden können. Der erfor-
derliche Kühleffekt für eine 100 %ige Bainiti-
sierung des AISI 5160 wurde vollständig er-
reicht. Dies konnte durch metallographische
Untersuchungen und mechanische Werk-
stoffprüfungen nachgewiesen werden.
Die Untersuchungen haben gezeigt, dass die Wir-
Abbildung 6: Optische und REM-Aufnahmen von a) 1 Minute, b) 2 Minuten, c) 5 Minuten, d) 30 Mi-
belbettsysteme von Schwing Technologies eine
nuten, e) 90 Minuten bainitisierter Proben aus dem dritten Wirbelbettversuch im Querschnitt (links
gute Alternative zum Salzbad bieten. Dies vor ist die optische Aufnahme, rechts die REM-Aufnahme)
allem, wenn es um die erforderlichen Kühleffekte Fotonachweis: SCHWING Technologies
A28 HTM J. Heat Treatm. Mat. 77 (2022) 2HTM Praxis
für eine 100 %ige Bainitisierung geht. Für viele
weitere konventionelle Anwendungen, aber auch
für innovative Prozesse wie die additive Fertigung
von Metallteilen, bieten diese Wirbelbettsysteme
nicht nur eine sehr gute Alternative, sondern au-
ßerdem die bestmögliche Lösung zum Kühlen
und Abschrecken. Die Technologie verfügt über
alle Vorteile des Salzbades – jedoch ohne dessen
negative Umweltauswirkungen. Gleichzeitig
übertrifft es jedes Hochdruck-Gasabschreckver-
fahren in Bezug auf die Temperaturgleichmäßig-
keit während des eigentlichen Abschreckprozes-
ses. Auf diese Weise können sich die behandelten
Teile gleichmäßig umwandeln, und die Spannun-
gen werden auf ein Minimum reduziert.
Abbildung 7: XRD-Muster für 1 Minute (rot), 2 Minuten (blau), 5 Minuten (grün), 30 Minuten SCHWING Technologies GmbH
(violett) und 90 Minuten (braun) bainitisierte Proben aus dem dritten Wirbelbettversuch mit G4Q
Oderstraße 7
Fotonachweis: SCHWING Technologies
47506 Neukirchen-Vluyn
Tel.: +49 2845 930 178
a.guderjahn@schwing-tech.com
a) b) www.schwing-tech.com
Co-Autoren:
Mei Yang, Haoxing You, und
Richard D. Sisson Jr.
Zentrum für Wärmebehandlungsexzellenz
Worcester Polytechnisches Institut
100 Institute Rd,Worcester, MA 01609, USA
Ralf Giebmanns
PEER Energie GmbH
Abbildung 8: REM-Aufnahmen der Proben aus a) dem 2. und b) dem 3. Wirbelbettversuch mit
90 Minuten Bainitisierungszeit Siemensstraße 18
Fotonachweis: SCHWING Technologies 47608 Geldern
Forschungsprojekt zu transferierbarer künstlicher
Intelligenz in der Zerspanung
Wie bei allen industriellen Anwendungen sen von verwandten, bereits gelernten Auf- bestimmt. Bei stetig wachsendem Kosten-
herrscht auch bei der Zerspanung stetig gaben genutzt, um ML-Modelle schneller für druck ist die Optimierung der Werkzeugnut-
wachsender Kostendruck. Maßgeblich für die neue, aber verwandte Aufgaben trainieren zung daher ein vielversprechender Ansatz-
Produktionskosten eines zerspanten Bauteils zu können. Seit Juni 2021 läuft ein durch das punkt, um Kosten zu senken und die Effizienz
sind der Werkzeugverschleiß und das Zeit- Bundesministerium für Bildung und For- zu steigern. Werden Werkzeuge zu spät ge-
spanvolumen. Je effizienter Werkzeuge ein- schung (BMBF) gefördertes Forschungspro- tauscht, wirkt sich der Verschleiß negativ auf
gesetzt werden, umso geringer werden die jekt, das die Möglichkeiten des Transfer Lear- die Werkstückqualität aus. Neben Abwei-
Kosten. Maschinelles Lernen (ML) kann da- nings in der Zerspanung ausloten und indus- chungen von den geforderten geometri-
bei als Entscheidungsunterstützung für den triell nutzbar machen soll. schen Toleranzen sind auch eine verstärkte
Werkzeugwechsel einen wertvollen Beitrag Gratbildung, erhöhte Rauheiten und die Be-
leisten. Allerdings gibt es hier keine Patentlö- Maschinelles Lernen in der Produktion einflussung der metallurgischen und mecha-
sungen, zu unterschiedlich sind die einzelnen nischen Eigenschaften der Werkstückrand-
Prozesse von Anwendungsfall zu Anwen- Die Produktionskosten eines zerspanten zone Folgen von abgenutzten Werkzeugen.
dungsfall. Eine Lösung kann das sogenannte Bauteils werden maßgeblich durch das Zeit- Daher werden Werkzeuge in der industriel-
Transfer Learning bieten: Hierbei wird Wis- spanvolumen und den Werkzeugverschleiß len Praxis häufig vorsorglich deutlich zu früh
HTM J. Heat Treatm. Mat. 77 (2022) 2 A29HTM Praxis
ausgetauscht. Aber auch dies wirkt sich nega- renden Unternehmen mit aktuell gängigen zeugindustrie, sondern eröffnet auch mittels
tiv auf die Produktionskosten aus. Neben Methoden nicht realisierbar. Transfer-Learning neue Wege, um bislang
dem verschwendeten Standzeitpotential er- Eine mögliche Lösung kann das sogenannte unerschlossene Wertschöpfungspotenziale,
höhen sich auch die Rüstzeiten sowie die Transfer Learning bieten. Beim Transfer Lear- beispielsweise bei Investitionsgüterherstel-
Werkzeugkosten. Ein KI-gestütztes, intelli- ning wird Wissen aus verwandten, bereits er- lern und produzierenden Unternehmen an-
gentes Werkzeugmanagement kann dazu lernten Aufgaben genutzt, um ML-Modelle derer Branchen zu heben.
beitragen, die Standzeiten zu optimieren. schneller für neue Aufgaben beziehungsweise
Durch das erste Anlernen geeigneter Modelle Anwendungsfälle trainieren zu können. Aller- Starke Partner
kann so bereits durch die In-situ-Messung von dings existieren bisher noch keinerlei Vorge-
Schwingungen, akustischen Signalen oder Pro- hensmodelle, die eine Nutzbarmachung des Für dieses zukunftsweisende und umfängliche
zesskräften der Werkzeugverschleiß während Transfer Learnings für Anwendungen im indus- Projekt werden Expertisen und Ressourcen aus
der Zerspanung vorhergesagt werden. Im triellen Alltag ermöglichen. Hier setzt das For- verschiedenen Bereichen benötigt. Deshalb
Umkehrschluss können die zu erwartenden schungsprojekt „Beherrschung von Zerspan- sind insgesamt sieben Partner am Verbundpro-
Prozesskräfte und Temperaturen bei einem prozessen durch transferierbare künstliche jekt beteiligt. Die Experten für Präzisionswerk-
bekannten initialen Verschleißzustand abge- Intelligenz – Grundlage für Prozessverbesse- zeuge der K.-H. Müller Präzisionswerkzeuge
schätzt werden. Außerdem ist es möglich, die rungen und neue Geschäftsmodelle (TransKI)“ GmbH koordinieren das Projekt und sind für
Produktionskosten und Bauteileigenschaften in der Fördermaßnahme „Lernende Produkti- die Entwicklung innovativer, KI-basierter Ge-
wie beispielsweise die Rauheit, die Grathöhe onstechnik – Einsatz künstlicher Intelligenz (KI) schäftsmodelle zuständig. Die Robert Bosch
und die im Gefüge vorliegende Mikrostruktur in der Produktion (ProLern)“ an, welches GmbH untersucht die Transferierbarkeit der
beziehungsweise Mikrohärte bei bekannter durch das Bundesministerium für Bildung und ML-Modelle auf industriell relevante Fräspro-
Auswahl der Prozesseinstellgrößen für ver- Forschung (BMBF) gefördert wird. zesse und bringt bereits vorhandene Erfahrung
schiedene Fertigungsverfahren vorherzusa- Das Gesamtziel des Vorhabens, die Erschlie- im Einsatz von KI-/ML-Methoden in der Pro-
gen. Dadurch können Werkzeuge deutlich ßung des Transfer Learnings zur Bereitstel- duktionstechnik in das Projekt ein. Die botek
länger genutzt werden, ohne dass die Gefahr lung von ML-Modellen, welche mit geringem Präzisionsbohrtechnik GmbH ist als Industrie-
besteht, dass der Verschleiß problematische Aufwand auf neue Anwendungsfelder über- partner im Bereich Präzisionsbohrtechnik ein
Folgen hat. So lässt sich eine ressourceneffizi- tragbar sind, wurde in drei Teilziele unterteilt. essenzieller Bestandteil des Projekts sowohl bei
ente sowie nachhaltige Verbesserung der Pro- Das erste Teilziel ist die Ermittlung und Mo- der Versuchsdurchführung als auch bei der Vali-
duktivität realisieren, welche erheblich zur dellierung der kausalen Wirkzusammenhän- dierung des Transfer Learnings. Für die Daten-
Steigerung der Wettbewerbsfähigkeit produ- ge beim Zerspanen. Als zweites Teilziel wur- aufbereitung sowie die Entwicklung der ML-
zierender Unternehmen beitragen kann. de die Sicherstellung der Transferierbarkeit Modelle und die Sicherstellung der Transferier-
definiert, die schließlich im dritten Teilziel, der barkeit zeichnet sich die Empolis Information
Modelle nicht übertragbar Nutzbarmachung der Modelle resultiert. Management GmbH verantwortlich. Die Un-
In der ersten Phase des Forschungsprojekts tersuchung der Zerspanmechanismen beim
Allerdings ist nicht jede Zerspanung gleich. werden industrielle Anwendungsfälle defi- Bohren und Fräsen mittels parametrischer Mo-
Neben einer Vielzahl an Werkstoffen, die zer- niert, Zerspanversuche durchgeführt und delle und maschinellem Lernen wird am Lehr-
spant werden, gilt es auch immer den Prozess ausgewertet. Mit den aufbereiteten Daten stuhl für Fertigungstechnik und Betriebsorgani-
an sich zu beachten. Selbst bei Standardwerk- dieser Versuche lassen sich grundlegende sation FBK der TU Kaiserslautern durchgeführt.
zeugen gibt es signifikante Unterschiede. Die ML-Modelle entwickeln. In der zweiten Pha- Die Hartmetall-Werkzeugfabrik Paul Horn
Werkzeuge bestehen nicht nur aus verschie- se geht es darum, die Modelle für neue An- GmbH verantwortet die Versuchsdurchfüh-
denen Materialien passend zur jeweiligen An- wendungsfälle zu befähigen. Dabei wird die rung und -auswertung beim Fräsen und wirkt
wendung, sondern weißen auch meist unter- Versuchsumgebung, also der Prozess, die maßgeblich bei der Datenaufbereitung mit. Das
schiedliche Geometrien und eventuell Be- Maschine und Sensorik sowie der Werkstoff, Institut für Werkzeugmaschinen IfW der Uni-
schichtungen auf. Die Ergebnisse einer schrittweise verändert, verschleißabhängige versität Stuttgart fokussiert die Erforschung ei-
Anwendung lassen sich also nicht problemlos Gemeinsamkeiten identifiziert und Exper- ner Prozessvorsteuerung und verantwortet die
auf andere Anwendungen übertragen. Darü- tenwissen in die Untersuchungen einbezo- Arbeiten an der Schnittstelle zwischen ML-
ber hinaus ist das Trainieren der Systeme gen. Um die optimierten ML-Modelle indus- Modellen und Maschinensteuerung. Die Pro-
meist sehr aufwendig. Bislang verfügbare Lö- triell nutzbar zu machen, wird in der dritten jektlaufzeit ist bis 31. Mai 2024 angelegt.
sungen zur Optimierung mittels ML beziehen Projektphase ein Assistenzsystem zur Pro-
sich in der Regel auf einen spezifischen, meist zessvorsteuerung sowie Transfer-Learning- K.-H. Müller Präzisionswerkzeuge GmbH
unter Laborbedingungen betrachteten Zer- basierte Geschäftsmodelle entwickelt. Sandra Franz
spanprozess an einem Werkstoff mit definier- Die gewonnenen Erkenntnisse werden in Fürst-Dominik Straße 44
ten Werkzeugen und einem ebenfalls defi- mehreren heterogenen Pilotanwendungen 55758 Sien
nierten Schnittparameterbereich. Dadurch ist für das Bohren und Fräsen validiert. Darüber Tel.: + 49 6788/9798 -23
eine Übertragbarkeit der Modelle auf reale, hinaus adressiert das Vorhaben nicht nur die s.franz@mueller-sien.de
veränderliche Zerspanprozesse in produzie- spezifische Problemstellung aus der Werk- www.mueller-sien.de
A30 HTM J. Heat Treatm. Mat. 77 (2022) 2Sie können auch lesen