Fügetechnologie Kleben für den Fahrzeugleichtbau - Dr. Peter Born Gastvorlesung Uni Karlsruhe / KIT, 9. November 2018 - KIT-FAST
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Fügetechnologie Kleben für den Fahrzeugleichtbau Dr. Peter Born Gastvorlesung Uni Karlsruhe / KIT, 9. November 2018

Wer wir sind
Henkel auf einen Blick 2017
Mehr als 53.000 Mitarbeiter 40 % unseres Umsatzes
weltweit erzielen wir in
Wachstumsmärkten
Mehr als 20 Mrd € Umsatz, Mehr als 2.100
+3,1 % organisches gesellschaftliche Projekte
Umsatzwachstum unterstützt
3,461 Mrd € bereinigtes1 Mehr als 141 Jahre Erfolg
betriebliches Ergebnis (EBIT)
1 Bereinigt um einmalige Aufwendungen und Erträge sowie Restrukturierungsaufwendungen.
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 2
Wer wir sind
Global führende Positionen im Konsumenten- und Industriegeschäft
Adhesive Technologies Beauty Care Laundry & Home Care
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 3
Adhesive Technologies
Fünf Geschäftseinheiten
Packaging Transport General Electronics Consumer,
and & Metal Industry Craftsmen
Consumer and Building
Goods
AI AT AG AE AC
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 4
Agenda
1. Grundlagen Fügetechnologie Kleben
2. Kleben im Automobilbau
3. Anwendungsbeispiele
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 5
Grundlagen Fügetechnologie Kleben
Klebstoffe in der Natur
Es gibt viele Beispiele in der Natur
für die erfolgreiche Nutzung von
Klebstoff-Mechanismen
Oft dienen diese als Vorlage und
inspirieren die Weiterentwicklung
Sonnentau PSA* industriell eingesetzter Spinnennetz PSA*
synthetischer Klebstoffe
So scheiden Muscheln zum Beispiel
Klebstoffe aus, die sogar unter
Wasser aushärten !
*PSA = pressure sensitive adhesives
Gecko Adhäsionskräfte Muscheln vernetzende Klebstoffe
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 6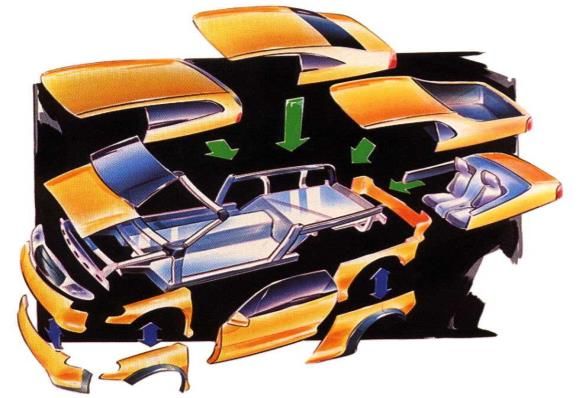
Grundlagen Fügetechnologie Kleben
Klebstoffe im Zeitraffer der Geschichte
Kleben ist eine “uralte” Fügetechnologie…
• …in der Steinzeit wurden Pfeilspitzen und Klingen mit
Bitumen auf hölzerne Schafte geklebt
• …im alten Ägypten wurden Möbel mit Klebstoffen die aus
Tierhäuten gewonnen wurden bereits 1500 v.C. geklebt
• Kontinuierlich wurden neue Materialien und Rohstoffe
gefunden und getestet:
Harze aus Bäumen sowie tierische Produkte wie Bienenwachs,
Kasein und Gelatine
• 1690 wurde in Holland die erste kommerzielle Klebstoff-
Fabrik in Betrieb genommen Kleben im alten Ägypten:
• 1754 wurde das erste Klebstoff-Patent (für Fischleim) erteilt Zeichnung aus einer Grabkammer
• Ab Mitte des 19. Jh.: synthetische Polymere als Klebstoffe
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 7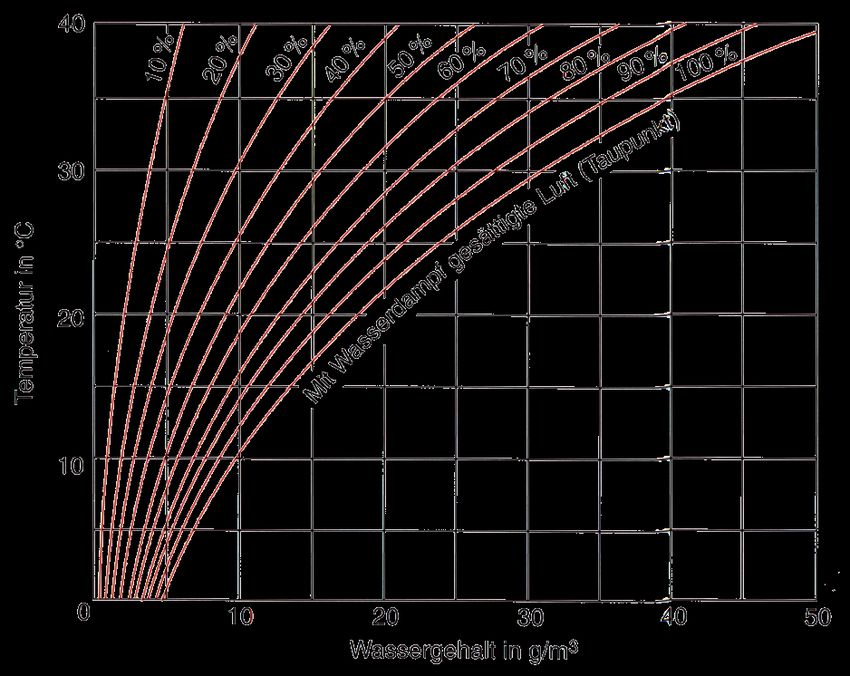
Grundlagen Fügetechnologie Kleben
Welche Vorteile bietet das Kleben ?
• keine Beschädigung der Substrate (z.B. durch Löcher wie beim Schrauben, Nieten,…)
• gleichförmiges Stress-Profil über die gesamte Verbindung
• Kleben ermöglicht die Verbindung unterschiedlicher Substrate
• ausgezeichnete Fatigue Resistance
• optimale Nutzung der Fügeteileigenschaften durch kraft- und stoffschlüssige Verbindung
Kleben: fester Bestandteil im Baukasten etablierter Fügeverfahren für den Fahrzeugleichtbau
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 8
Grundlagen Fügetechnologie Kleben
Definitionen
• Definition Kleben: Verbinden von Fügeteilen unter Verwendung eines Klebstoffs
• Definition Klebstoff: [nach ÖNORM und DIN EN 923]:
Ein Klebstoff ist ein nichtmetallischer Werkstoff, der Fügeteile durch Flächenhaftung
(Adhäsion) und innere Festigkeit (Kohäsion) verbinden kann
Fügeteil 1 Kohäsion
Adhäsion
Klebstoff Kohäsion
Adhäsion
Fügeteil 2 Kohäsion
Klebeverbindung benötigt: Benetzung, Adhäsion/Kohäsion und Abbinden des Klebstoffs
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 9
Grundlagen Fügetechnologie Kleben
Benetzung und Oberflächenspannung
• Voraussetzung für das Ausbilden von Klebekräften:
• Der Abstand d zwischen einem Klebstoff und dem zu klebenden Substrat muss sehr klein sein
( < 1 nm), d.h. der Klebstoff muss die Fügeteiloberfläche benetzen !
• Definition
Benetzung ist die Fähigkeit einer Flüssigkeit,
eine stoffschlüssige Schicht mit einem
Festkörper auszubilden
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 10Grundlagen Fügetechnologie Kleben
Benetzung und Oberflächenspannung
Benetzungsverhalten der Klebstoffe wird bestimmt durch:
Oberfächenspannungen des (festen) Fügeteils und des (flüssigen) Klebstoffs
Gute Benetzung
Oberflächenspannungsolid > Oberflächenspannungliquid
Kontaktwinkel < 30°
Schlechte, unzureichende Benetzung
Oberflächenspannungsolid < Oberflächenspannungliquid
Kontaktwinkel 30°
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 11Grundlagen Fügetechnologie Kleben
Benetzung und Oberflächenspannung
Material Oberflächenspannung
20 °C (mJ/m2 = mN/m)
schlechte Benetzbarkeit
PTFE 18.5
Silikone 20 - 22
Klebstoffe: ca. 35 – 50 mN/m
PE, PP ca. 30
Epoxide ca. 50
H2 O 72.8
Pyrex Glas ca. 170
Hg (Quecksilber) 476 gute Benetzbarkeit
Aluminium 1200
Eisen 2550
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 12Grundlagen Fügetechnologie Kleben
Vorbehandlung zur Erhöhung der Oberflächenspannung
Wirkmechanismus
→ besser benetzbare Oberfläche durch Einbau von polaren Fremdatomen, wie Sauerstoff oder Fluor
Beispiel: Oberflächenvorbehandlung von Kunststoffen PET Oberfläche vor / nach AD Plasma
mechanisch chemisch physikalisch
❖Schleifen ❖Fluorieren ❖Beflammung
❖Strahlen ❖Beizen ❖Plasma
❖Korona
Ergebnis: höhere Oberflächenspannung und verbesserte Topografie der Oberflächen
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 13Grundlagen Fügetechnologie Kleben
Viskosität
• Die Viskosität ist ein Maß für die Viscosität [mPas]
“Dicke” einer Flüssigkeit
Petroleum 0.65
• je höher der Zahlenwert, desto Wasser 1
viskoser ist die Flüssigkeit
Blut (37°C) 4-25
• Absenken der Viskosität kann das Kaffee Sahne 10
Benetzungsverhalten verbessern
Olivenöl 100
• Im Normalfall führen höhere Honig 10,000
Temperaturen zu niedrigerer
Glas 1023
Viskosität
Superglue (unausgehärtet) 20-50
• Viskosität von Klebstoffen ist
2-K Epoxide (unausgehärtet) 50,000-1,500,000
häufig scherempfindlich, d.h. sie kann
durch Pumpvorgänge beeinflusst
werden
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 14Grundlagen Fügetechnologie Kleben
Adhäsion und Kohäsion
Kohäsion: innere Festigkeit des Klebstoffs, hervorgerufen
Fügeteil 1 durch verschiedene Interaktionskräfte zwischen den
Klebstoffmolekülen
Adhäsion: Haftung eines Materials zu einem anderen,
hier eines Klebstoffs zu einem Fügeteil, ebenfalls
Fügeteil 2
hervorgerufen durch unterschiedliche Interaktionskräfte
Klebstoff Molekül
Adhäsionskraft
Kohäsionskraft
• Interaktionskräfte
• chemische (kovalente) Bindungen: → Kohäsion
• physikalische Wechselwirkungen (van der Waals, Dipole, OH Bücken) → Adhäsion
• mikro-mechanische Verzahnung → Adhäsion
Optimale Ausnutzung der Adhäsions- und Kohäsionskräfte führt zu stabiler Klebung
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 15Grundlagen Fügetechnologie Kleben
Adhäsionskräfte
Wechselwirkungen an der Kontaktfläche
➢ Kovalente Bindungen
➢ Wasserstoff-Bücken Bindungen
➢ van der Waals Bindungen
(Dipol- oder induzierte Dipol-Kräfte)
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 16Grundlagen Fügetechnologie Kleben
Einteilung der Klebstoffe nach Härtungsmechanismus
Klebstoffe können auf unterschiedlichen Wegen abbinden, d.h. aus der flüssigen in eine feste Phase
überführt werden. Ohne näher auf die eingesetzten Polymere einzugehen, lassen sich Klebstoffe daher
nach ihrem Abbindeverhalten unterteilen:
Organische
Klebstoffe
physikalisch abbindend chemisch vernetzend
kein Härter mit Härter
Finale Klebstoff Polymere werden erst nach
Finale Klebstoff-Polymere liegen bereits dem Auftrag auf das Fügeteil durch chemische
vor dem Auftrag auf das Fügeteil vor Reaktion gebildet
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 17Grundlagen Fügetechnologie Kleben
Einteilung der Klebstoffe nach Härtungsmechanismus
Organische Physikalisch abbindend
Klebstoffe kein Härter
Chemisch aushärtend Polyaddition
mit Härter Epoxidharze Plastisole
Polyurethane Dispersionsklebstoffe
Heißhärtende Kautschuke lmh Klebstoffe
Polymerisation
Polykondensation
Sekundenkleber (Cyanacrylate)
Silikone
Methylmethacrylate (MMA)
Silanmodifizierte Polymere
Anaerobische härtende Klebstoffe
Phenolformaldehyd Harze
Strahlenhärtende Klebstoffe
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 18Grundlagen Fügetechnologie Kleben
Festigkeit und Elastizität unterschiedlicher Polymere
Hochfestes
Festigkeit Strukturkleben
[N/mm2]
Epoxide
Strukturkleben
CA
Elastisches
Hochfeste Kleben
Kautschuke Dichtkleben
2 K PU Acrylate → Abdichten
Hotmelts 1 K PU PU, SMP
Butadien
Lmh Silicone PU, SMP
Kautschuke
Klebstoffe Butyl
Kautschuke
Bruchdehnung [%]
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 19Grundlagen Fügetechnologie Kleben
Alterung von Klebeverbindungen
Neben statischer und dynamischer mechanischer Belastung wird Alterung beeinflusst durch:
- physikalische Effekte (Temperatur, Strahlung)
- chemische Effekte (Medien)
- biologische Effekte (Verkeimung)
- Migration von Inhaltsstoffen
Zugscherfestigkeit
Adhäsionskräfte
Beispiel: 1000 Std Wasserlagerung
Kohäsionskräfte
cf Kohäsionsbruch af Adhäsionsbruch
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 20Grundlagen Fügetechnologie Kleben
Design mit Klebstoffen
▪ Einflussfaktoren u.a.
▪ Klebstoffauswahl (basierend auf den mechanischen Eigenschaften der
Fügeteile)
▪ Substrate (Fügeteile)
▪ Geometrie des Fügespaltes
▪ erwartete Lastfälle
▪ Gebrauchsbedingungen (inkl. z.B. Temperaturen, Klimabedingungen)
▪ Kontrollierte Material Belastung u.a.
▪ Reduktion von Spannungsspitzen
▪ Gleichmäßige Spannungsverteilung
▪ Minimierung von Peel und Cleavage Lastfällen
▪ Scher- und Compression Lastfälle empfehlenswert
▪ Optimale Größe der Klebefläche
▪ Design für den Zusammenbau u.a.
▪ Product Applikation
▪ Fügeprozess
▪ Härtungsfenster für den Klebstoff
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 21Grundlagen Fügetechnologie Kleben
Design mit Klebstoffen: typische Lastfälle
tensile
shear
compression
peel
cleavage
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 22Grundlagen Fügetechnologie Kleben
Design mit Klebstoffen: E-Modul
Aufbringen einer Kopfzugbelastung:
F
Normalspannung =
A
l
lo
Gleitung (Längenausdehung) =
A
l0
Proportionalität
Proportionalitätsfaktor:
Dl E-Modul (Young’s modulus)
F
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 23Grundlagen Fügetechnologie Kleben
E-Modul aus Spannungs-Gleitungs-Diagramm
• Annahme E-Modul E = Ds / De
• ideal linear-elastisches Verhalten F/A
(es gilt das Hooke’sche Gesetz) hochfestes
• Zuglastfall Material
E1 > E2 elastisches
= E Material
Ds1 Ds2
• Anwendbarkeit De2
• geringe Deformation De1
• isotrope Materialien
Gleitung e= Dl/l
Einheiten: = = MPa ; E = = MPa ; = 1
N N
mm² mm²
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 24Grundlagen Fügetechnologie Kleben
E-Module ausgewählter Stoffe
Material E-Modul
Stahl 215000 MPa
Aluminium und Aluminium Legierungen 72000 MPa
Epoxide 1500 – 6700 MPa
Epoxide – glass fibre reinforced 22000 – 35000 MPa
Sekundenkleber 500 – 700 MPa
Polyurethane 150 – 400 MPa
Silicone 0,3 – 7 MPa
Strahlenhärtende Klebstoffe 200 – 1600 MPa
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 25Grundlagen Fügetechnologie Kleben
Design mit Klebstoffen: Schubmodul
Beispiel: Rechteckiger Körper unter Scherbelastung
a F
F
Scherspannung t =
A
a
Schergleitung tan g =
b b g
A
t ist proportional zu tan g
l
Proportionalitätsfaktor: G (Schubmodul)
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 26Grundlagen Fügetechnologie Kleben
Schubspannungs-Gleitungs-Diagramm
• Annahme: ideal elastisches Verhalten
ideal elastisches Material
Schupspannung
(es gilt das Hooke‘sche Gesetz)
• Beispiel: rechteckiger Körper unter Scherlast
= G tan Dt
Dg
• für kleine γ is tan γ = γ Schubmodul G = Dt/Dg Gleitung
• Anwendbarkeit realer Klebstoff
tmax
• geringe Deformation
• Isotrope Materialien
t1%
Einheiten: = = MPa ; G = = MPa ; = 1
N N
mm² mm² 1% gmax
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 27Grundlagen Fügetechnologie Kleben
Design mit Klebstoffen: Glasübergangstemperatur
▪ Übergang von glasartigem festen in einen weichen Zustand für gehärtete Klebstoffe
▪ Glasübergangstemperatur Tg definiert die Temperaturfenster für den Gebrauch
▪ Unterhalb oder oberhalb der Tg können Klebeverbindungen nicht dem Lastfall ausgesetzt
werden für den sie ausgelegt sind
Stiffness
Epoxide
Polyurethane
Tg Polyurethan ~ - 40°C Tg Epoxide ~ 100 °C
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 28Grundlagen Fügetechnologie Kleben
Design mit Klebstoffen: Simulation
T-Peel
Box Beam
Material
Modelle
Radhaus
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 29Agenda
1. Grundlagen Fügetechnologie Kleben
2. Kleben im Automobilbau
3. Anwendungsbeispiele
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 30Kleben im Automobilbau
Historie
1924
• Erster dokumentierter Gebrauch von Klebstoffen in industrieller
Serienfertigung in der Autoindustrie
ab den 1960‘s
• Einsatz von Epoxy Klebstoffen für das Kleben von Karosserien
• Zur Beschichtung und zur Nahtversiegelung kommen PVC Plastisole
zum Einsatz
• Kleben in der Endmontage mit Polyurethan Klebstoffen
ab den 1980‘s
• (elastisches) Metallkleben mit heißhärtenden Kautschukklebstoffen
(Unterfütterungskleben)
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 31Kleben im Automobilbau
Globale Trends und Innovationstreiber
Umwelt & Gesetzgebung Demografie Emerging Markets
Prioritäten der Automobilhersteller
Treibstoff Gewichts- Neue Batterie Sustainability
Effizienz reduktion Technologien
Kosten Sicherheit & Komfort Nachhaltigkeit
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 32Kleben im Automobilbau
Megatrend Leichtbau
“Das richtige Material, an der richtigen Stelle”
Leichtbau Potenzial Gewichtsreduzierung
Innovative CFRP-
CFRPs Technologie
Mg
Neue Hybrid
Konzepte Aluminium
Thermoplastische
Kunststoffe Stahl-Alu-
Hybrid
Innovative
traditioneller Stähle
Stahl Mix
Kosten
Leichtbau führt zu höherem Grad von Materialmix unter Einbeziehung von Kunststoffen
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 33Kleben im Automobilbau
Beispiele von Kunststoffteilen im Automobil
Body Powertrain Chassis HVAC Interior Electronics Exterior
• Anbauteile • Ölwannen • Composite • Fluidbehälter • Armaturentafeln • Gehäuse • Stoßfänger
• feststehende • Kraftstoffsysteme Blattfedern • Türverkleidungen • Verkleidungen • Spoiler
Scheiben • Brennstoffzellen • Dämpfungs- • Mittelkonsolen • Montageträger • Scheinwerfer, Heck-
• Säulen-Elemente elemente • Sitze und Nebellampen
• Reserveradmulden • Gummiprofile
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 34Kleben im Automobilbau
Kriterien für die Klebstoffauswahl
1 Performance 2 Dauerbeständigkeit 3 Prozess-Integration
▪ Festigkeit ▪ Temparatur und Klima ▪ Anlieferung / Lagerung
▪ Elastizität ▪ Medien ▪ Verarbeitung (manuell /
▪ E-Modul, Schubmodul ▪ Sonnenlicht / UV-Strahlung automatisch)
▪ Volumeneffekte ▪ Statische Belastung ▪ Stückzahl in der Fertigungslinie
▪ Haftung auf den Fügeteilen ▪ Dynamische Belastung ▪ Taktzeiten
▪ Zugänglichkeit für Applikation
▪ Härtungsverfahren
▪ Pausen /
Betriebsunterbrechungen
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 35Agenda
1. Grundlagen Fügetechnologie Kleben
2. Kleben im Automobilbau
3. Anwendungsbeispiele
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 36Anwendungsbeispiele
Metallkleben im Karosseriebau (Leichtbau)
Woehler Curve
100
Metalle im modernen Automobil
• Stahl (CRS, EGS, HDG, GA, GI)
• hochfeste Stähle (HSS, AHSS)
• Leichtmetalle (Al, Mg)
amplitude / kN
• Taylored Blanks
10
• Patchwork Strukturen
• Metall-Mischbau
bonding + SP
only clinching
only SP
1
1,E+04 1,E+05 1,E+06 1,E+07
number of cycles N
Kleben verbindet:
• als wärmefreies Fügeverfahren unterschiedliche Substrate stoff- und kraftschlüssig in voll
automatisierbaren Fertigungsprozessen
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 37Anwendungsbeispiele
Chrashfeste Klebstoffe
Servo-hydraulic Impact Test
load cell
Impact Peel (ISO 11343)
(AlMgSi 3,5 / BMW / 1,0 mm)
14
12
10
Impact Peel [Joule]
8 curing 25 min 180 °C
curing 25 min 160 °C
6 curing 25 min 140 °C
4
2
0
-50 -30 -10 10 30 50 70 90
test temperature [°C]
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 38Anwendungsbeispiele
Crashfeste Klebstoffe
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 39Anwendungsbeispiele
Crashfeste Klebstoffe
Bis zu ca 25 % höhere Energieaufnahme in der geklebten Metallstruktur
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 40Anwendungsbeispiele
Metallkleben im Karosseriebau (Leichtbau)
Kleben ermöglicht Leichtbau durch Mischbau
Shanghai VW Lightweight Lavida
Projektziel:
▪ Lightweight Concept Car
für die Shanghai Expo im Mai 2010
▪ VW Lavida: Referenz Model auf Basis Stahl
▪ “VW Lavida lightweight”,
▪ Aluminium, Magnesium
▪ Türen, Motorhaube, Kofferraumklappe
→ Gewichtseinsparung: 27.4 kg
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 41Anwendungsbeispiele
Polyurethan- und Silan-modifizierte 1K- und 2K-Klebstoffe
1K-System “konventionelles” 2K-System „beschleunigtes 1 K“ - System
H2O H2O Komp.
Komp.
Komp. Komp. B
A
A B
Härtung : von außen nach innen
Statikmischer
H2O Mischen: statisch oder dynamisch
H2O H2O
homogene Härtung
H2O homogene Härtung plus
Härtung durch Luftfeuchtigkeit !!!
Prozessanforderungen beeinflussen die Klebstoffauswahl
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 42Anwendungsbeispiele
Zusammenhang Aushärtung 1 K PU und rel. Luftfeuchte
40°C / 95%
23°C / 50% rLF
rLF
Curing propagation / mm
6
5
4
3
5°C / 30% rLF
2
1
1 2 3 4 5 6 7
curing time / days
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 43Anwendungsbeispiele
Kleben von Polycarbonat als Glasersatz für Leichtbau
Spezifische Klebstoff-Anforderungen
• Hohe Elastizität und Bruchdehnung
• Keine Schädigung der PC Substrate im Dauerbetrieb
• Wenn möglich keine Oberflächenvorbehandlung
Quelle: Audi
TEROSON PU 8593 HNL / TEROSON PU 8517
Serienklebstoffe
• Standard PU-Direktverglasungs-Klebstoffe und Primer
• Silan-modifizierte Polymerklebstoffe ohne Primer
Quelle: Porsche
TEROSON PU 8890 FE 25 / TEROSON PU 8517
TEROSON MS 9399
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 44Anwendungsbeispiele
Kleben von Polycarbonat als Glasersatz für Leichtbau
Delta Problematik g
Thermische Längenausdehnung Gleitung mit d = 5 mm
dl = l × d × dT tan g = n/d = 1,85 mm /5 mm
d tan g = 0,37 = 37 %
Beispielrechnung:
l = 1000 mm
n
dT = 70 K Ausblick: PC Dach-, Seitenmodule
Stahl: = 12×10-6 1/K
Glas: = 10×10-6 1/K
PC: = 65×10-6 1/K
dl = 1000 mm × 53 ×10-6 1/K × 70 K = 3,7 mm
3,7 mm / 2 = 1,85 mm Deformation an jedem Ende Quelle: Mitsubishi
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 45Anwendungsbeispiele
Kleben von Kunststoff Anbauteilen
Prozessanforderungen
Beispiel: Mercedes-Benz
Heckklappe der ersten Modellreihe der A-Klasse
Prozess-Folge
Quelle: Peguform
1. Aktivierung
→ Flamm-Vorbehandlung der Klebezone
2. Haftvermittlung
→ Primer Applikation auf den Klebezonen
3. Klebstoff Applikation (1K- und 2K-PUR)
Quelle: GE Plastics
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 46Anwendungsbeispiele
Kleben von Frontscheinwerfer Modulen
Scheinwerfer-Verklebung Anforderungen:
Xenon, Halogenlampen, LED’s • einfache Prozesse (1K bevorzugt)
• schnelle Prozesse
• SHE (Isocyanate)
PC
Technologien:
• niedrigviskose (recyclierbare) Hotmelts
• schnelle 2K-Klebstoffe: PU, Silan-modifizierte Polymere
• reaktive 1K-Klebstoffe
Klebstoff
PP
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 47Anwendungsbeispiele
lntegration von Hochleistungs-Composites
Quelle: Volkswagen AG
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 48Anwendungsbeispiele
Spezifische Anforderungen beim Kleben von Composites
Selektion der Fügemethode: (Strukturelle) Klebungen zerstören das
Faser-Matrix System nicht
Thermische Empfindlichkeit von Composites: schließt Standard Ofen-
Prozesse aus und verlagert die Integration in den Trim
Steifigkeit der Composites und größere Verklebungsdicken: ändern die
mechanischen Anforderungen an die Klebstoffsysteme
Oberflächenvorbehandlung der Composite-Teile: ist eine Prozess-
Herausforderung für die Integration wegen auf der Oberfläche
verbleibender Trennmittel
Multimaterial-Design Konzepte: müssen die unterschiedlichen
thermischen Ausdehnungen der Substrate berücksichtigen
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 49Anwendungsbeispiele
Funktionale Anforderungen an Composite-Klebstoffe
100%
Torsionssteifigkeit einer Karosserie als
Relative Torsional Stiffness Car Body
90%
Funktion der Klebstoff-Steifigkeit
80%
70%
60% FEA-Simulation zeigt einen Sättigungsverlauf
50%
40%
Funktionale Anforderung:
30%
20%
minimaler Modul des Klebers: 200 MPa
10%
0%
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Adhesive Modulus [MPa]
20
18
16
Oberste Matrix-Lage bestimmt oft die maximale Last auf
Lap Shear Strength [MPa]
14 den gefügten Compositeteilen (Versagensmodus: Faser-
12
Delamination)
10
8
Zugscherfestigkeit der Composite-Klebstoffe ideal im
6
4
Bereich 10 - 15 MPa → kombiniert strukturelle Steifigkeit
2
mit Flexibilität der Verklebung
0
0 1 2 3 4 5 6 7 8 9 10
Deformation [a.u.]
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 50Anwendungsbeispiele
Funktionale Anforderungen an Composite-Klebstoffe
Mikroverkapselte Technologie: TEROSON PU 1510
Anfangsfestigkeit: 30 s bei 85 °C
schnelle Härtung: 100 s bei 80 – 90 °C
Lagerbeständigkeit: 6 Monate
Härtung via Induktion, Infrarot oder Ofenprozess
Semi-strukturell mit hoher Flexibilität
Zugscherfestigkeit: 10 - 14 MPa (1 mm Schicht)
hohe Elongation: 100 – 120 %
Zugfestigkeit: > 11 MPa 18
16
Lap Shear Strength [MPa]
Schubmodul: > 70 MPa (bei v = 0,01 1/s) 14
12
10
8
Maßgeschneidert für FVK-Klebungen 6
4
exzellente Adhäsion zu CFRP und GFRP 2
0
0,2 1 2 4 7
elastisches Verhalten in „CTE mismatch“ Verklebungen Bondline Thickness [mm]
zusätzliche Anwendung für Schraubenverklebung
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 51Anwendungsbeispiele
“Crashfestes” Kleben von Composites im Mischbau
2 K Epoxy Technologie: TEROSON EP 5055
Anfangsfestigkeit: 4 h bei 23 °C (RT)
Finale Aushärtung: 2 d bei 23 °C / 30 min bei 90 – 100 °C
Strukturell mit hoher Flexibilität
Zugscherfestigkeit: > 20 MPa (2 mm Schicht)
Impact Peel: 15 N / mm
Zugfestigkeit: 18 – 22 MPa
Zugmodul: 1500 MPa
Maßgeschneidert für FVK-Klebungen
exzellente Adhäsion zu CFRP und GFRP
elastisches Verhalten in „CTE mismatch“ FE Analyse Verfahren zur Vorhersage des Versagens der
Verklebungen Klebung unterstützen die Klebstoffentwicklung
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 52Anwendungsbeispiele
Kleben von unpolaren Kunststoffen
Gewichts- und Kostenreduktion durch zunehmende
Verwendung von Thermoplasten (e.g. PE, PP, ABS)
und faserverstärkten Thermoplasten
Herausforderung: niederenergetische Oberflächen
z.B. LOCTITE 3038 (2K Acrylat) im Frontend (KTL
beschichtetes Metal / PP GF30)
Pfeile=Loctite Klebstoffe
Kleben ohne Vorbehandlung durch Erzeugung chemischer Bindungen Klebstoff / Substrat
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 53Zusammenfassung und Ausblick
Kleben im Fahrzeugleichtbau
Henkel Lösungen für die Linienanwendung
▪ Technologie Portfolio
✓ Klebstoffe, Strukturschäume, Reiniger und Primer im Einsatz
in den unterschiedlichsten Anwendungen im Automobil
▪ Engineering und Applikationstechnik
✓ FE Modellierung und experimentelle Validierung
der Struktur-Performance via Simulation
✓ Vortests zur Linienimplementierung (Roboter Applikation)
Quelle: Daimler „Modular Construction Concept“
▪ Ausblick
Der Trend Leichtbau (Reduktion von CO2 Emission) wird den Einsatz neuer Hochleistungs-Kunststoffe und
Composites sowie Leichtmetalle weiter vorantreiben. Neue innovative Klebstoff-Systeme werden dabei
ihren Beitrag zum Fügen und zur Montage leisten.
Fügetechnologie Kleben für den Fahrzeugleichtbau 9. November 2018 54Vielen Dank! Kontakt: Dr. Peter Born Henkel AG & Co KGaA, Standort Heidelberg E-mail: peter.born@henkel.com
Sie können auch lesen

















































