HTS Soldering Update 19.11.2020 - W.Karpinski - CERN Indico
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
HTS Soldering
Update 19.11.2020
W.Karpinski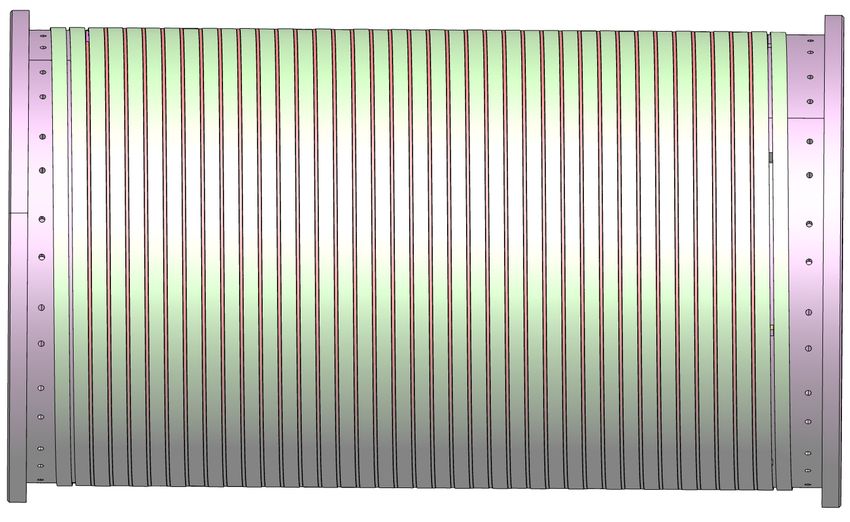
Lötvorrichtung für HTS-Enden
Heizstempel Heizring
Heizring Heizring mit Rundheizpatrone
Endflange
formschlüssig in einm Nut eingepresst.
Heizpatrone
• Der Endflange wird über den Heizring auf 150°C vorgewärmt
• Der Heizstempel wird an der Lötstelle verschraunt und auf 190°C -200°C gebracht
5.Nov. 2020 W. Karpinski 2
Löten von den HTS Bänder auf die Endflange
• Gelötet wird mit einem 4 mm breiten 100 µm
dicken In52 Sn48 Lötband
• Heizung für die Entflange
– HotMicroCoil-Heizelemente :
• 3mm x 3mm
• Min Biegeradius = 6 mm
• beheizte Länge =380 mm
• Gesamte Länge = 470 mm
• Leistung 200W
• Abgang einseitig
• Heizpatronen für den Stempel
– 175 W
– Ø 3,5 mm
– Länge 32 mm
• 4 Temperaturregler incl. Display sollen von der
AMS-02 Gruppe zur Verfügung gestellt werden
19.Nov. 2020 W. Karpinski 3
Löten von dem Spulenkörper
• HTS _Bänder werden mit den 4 mm breiten 100 µm dicken In52 Sn48 Lötbändern gelötet
• HTS Bänder werden nicht vor dem Löten poliert oder gereinigt
• Messingbleche werden mit der Sn42Bi57Ag1 Lötpaste gelötet
• Die Spule samt dem Heizzylinder wird in der Horizontal-Richtung langsam mit einem Elektromotor
gedreht
• Nach der Peak-Phase muss schnell gekühlt werden. Vorschlag: Kühlen mit einer Wasserdusche
Bajonet-Temparatur-Sensor mit Feder
Stromanschluß
Wie viele Spanner
wollen wir ?
Achtung: an jeder Kante unbeheizte
Zone von ~10 mm
• Ø Innen = 122mm
• Länge = 205 mm
• Leistung= 2kW
19.Nov. 2020 W. Karpinski 4Reflow Profiles Sn42Bi57Ag1 & In52Sn48
Heating Stage:
Sn42Bi57Ag1 A linear ramp rate of 0.5°-2.0°C/second allows gradual
evaporation of volatile flux constituents.
It also prevents unnecessary depletion of fluxing
capacity when using higher temperature alloys
Liquidus Stage:
A peak temperature of 25°-45°C above
the melting point of the solder alloy is needed to form a
quality solder joint and achieve acceptable wetting due to the
formation of an intermetallic layer. If the peak temperature
is excessive, or the time above liquidus greater than the
recommended time, flux charring, excessive
intermetallic formation and damage to the board and
In52Sn48 components can occur.
Cooling Stage:
A rapid cool down of 2-4°C/second is desired to form a fine
grain structure. Slow cooling will form a large grain structure,
which typically exhibit poor fatigue resistance. If excessive
cooling >4°C/second is used, both the components and the
solder joint can be stressed due to a high CTE mismatch.
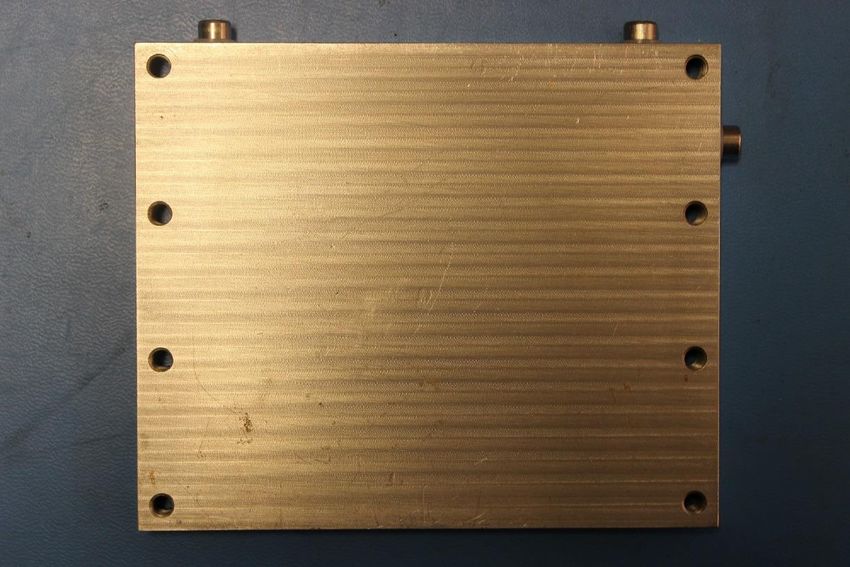
12.Nov. 2020 W. Karpinski 5Heizvorrichtung für Löten von HTS Bender
• 2 Heizplatten
• In jeder Heizplatte:
• 2 Heizpatronen
• 1 x PT100
Wasserkanal • Ein Wasserkanal zum Kühlen
• 2 Temperaturregler
• 5 kg Gewicht
• Diverse Vorrichtungen zum
Pastenauftrag und
Positionierung der Bändern
Wir brauchen einen Abzug für Flussmitteldämpfe, vielleicht ein anderer Arbeitsplatz (Reinraum?)
19.Nov. 2020 W. Karpinski 6HTS-FR4-Spacer • 10 Stück kosten 470€ • 90 Stück kosten 1200€ • Bestellen in zwei Schritten oder bestellen 90 Stück 19.Nov. 2020 W. Karpinski 7
3 Layer HTS-Stack
Thickness total ~ 230 µm
19.Nov. 2020 W. Karpinski 8Sie können auch lesen