Kappendresser Benutzer Handbuch Version 1.0 April 2021 - Depro Group
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Kappendresser
Benutzer Handbuch
Version 1.0
April 2021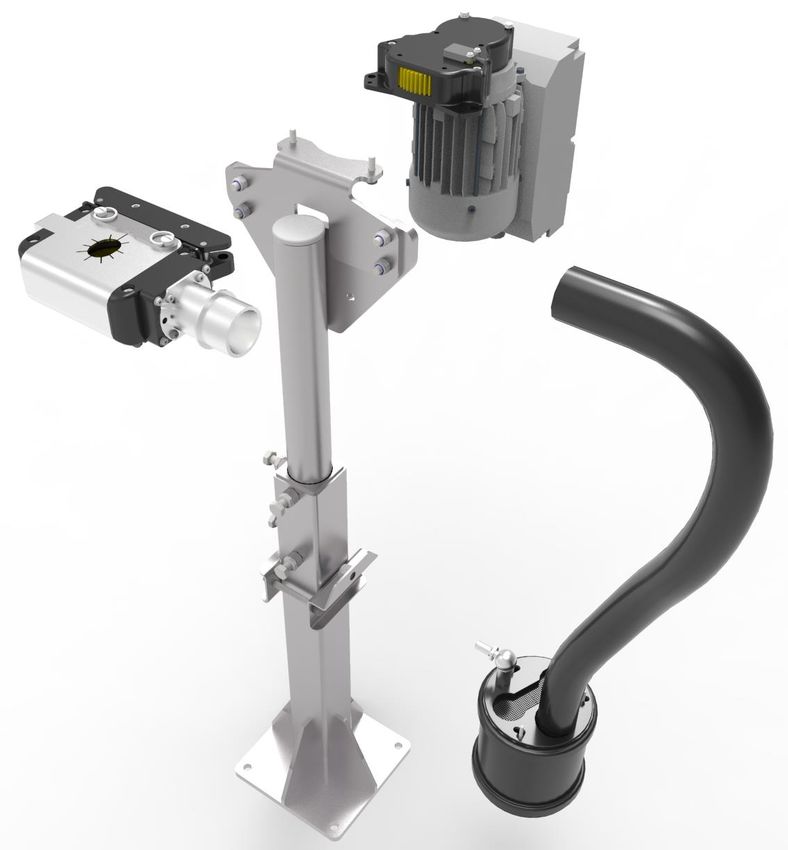
Inhalt
Produktbeschreibung:......................................................................................................... 3
Verwendungszweck: .................................................................................................... 3
Allgemeine Struktur: .................................................................................................... 4
Funktionsprinzip: ......................................................................................................... 5
Allgemeine Sicherheitshinweise: ........................................................................................ 6
Allgemeine Anweisungen zur Gerätekonfiguration:........................................................... 6
Elektrodenmanagementsystem mit Compliance-Balancer: ........................................ 7
Auswahl des Fräswerkzeugs: ....................................................................................... 7
Installationsanleitung:......................................................................................................... 8
Ablauf des Verbandprozesses: ............................................................................................ 9
Programmierung: .............................................................................................................. 11
Optimierung des Fräsprozesses: ....................................................................................... 12
Betriebsparameter: ................................................................................................... 12
Fräsformat: ................................................................................................................ 13
Spanbildung und Lebensdauer der Elektrode: .......................................................... 14
Waffendruck, der die Leistung beeinträchtigen kann: .............................................. 15
Fehlerbehebung: ............................................................................................................... 16
Instandhaltung: ................................................................................................................. 28
Inspektion wechselnder Kanister (monatlich): .......................................................... 28
Pflege der Fräswerkzeuge: ........................................................................................ 29
Übersicht der Wartungsintervalle: ............................................................................ 29
Kontakt .............................................................................................................................. 31
2
Produktbeschreibung:
Verwendungszweck:
Die Kappendresser-Maschine ist für Punktschweißgeräte und Roboteranwendungen
konzipiert. Es handelt sich um einen automatisierten Prozess gemäß ISO 5821 (CuCrZr), bei
dem Elektrodenkappen an einer Widerstandspunktschweißpistole mit einem Fräswerkzeug
umgeformt oder durch einen automatischen Elektrodenaustauschprozess entfernt und
ersetzt werden.
Wichtige Sicherheitshinweise:
Gegenstände im Fräswerkzeug der Maschine dürfen nicht manuell gehandhabt
werden. Elektrodenkappen-Fräsvorrichtungen für Handschweißpistolen müssen
gemäß den Wartungsanweisungen verwendet werden.
Es dürfen keine anderen Werkstücke oder Materialien als Punktschweißelektroden
gemäß ISO 5821 (CuCrZr, CuZr, CuCr) verwendet werden.
Persönliche Schutzausrüstung, die nach Bedarf verwendet werden muss.
Lesen Sie zur korrekten Verwendung der Maschine die gesamte Bedienungsanleitung und
befolgen Sie die Sicherheitshinweise.
Wir übernehmen keine Verantwortung für Verletzungen oder Schäden, die
durch unsachgemäße Verwendung, unzureichende Installation oder Wartung
verursacht wurden.
3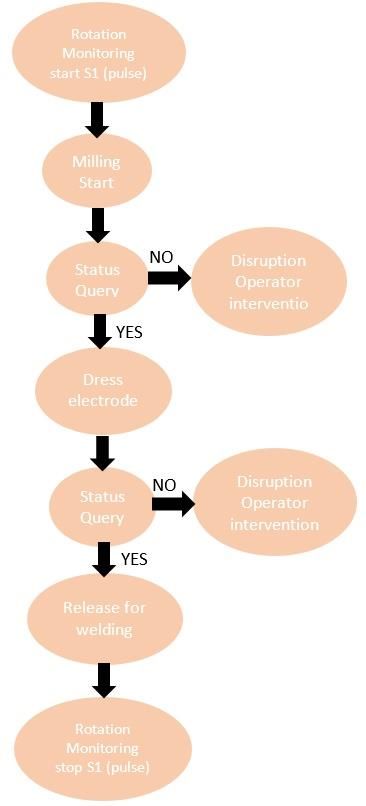
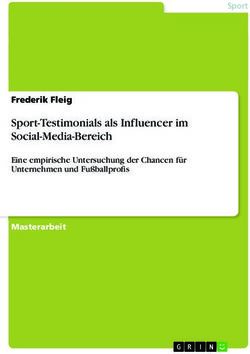
Allgemeine Struktur:
Die Kappendresser-Maschine (Abbildung 1) ist modular aufgebaut und individuell für eine
Vielzahl von Umform- und Ersatzelektrodenanwendungen konfiguriert. Die Maschine kann
vertikal oder horizontal ausgerichtet sein und aus Folgendem bestehen:
Kappendresser-Kopf
Getriebe
Lenze Smart Motor M300
Evakuierungssystem, das aus einem Rohr und einem Deckelsammelbehälter besteht
Ständer (Trägersystem)
Anpassungsplatte zum Umschalten zwischen vertikaler und horizontaler Konfiguration
Getriebe
Lenze Smart
Kappendresser-
Motor m300
Kopf
Evakuierungsrohr
Ständer
Die Kanister
Abbildung 1 Kappendresser Maschine
4
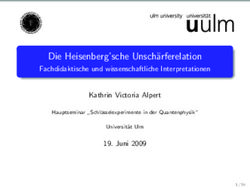
Funktionsprinzip:
Beim Punktschweißen wird die zum Verschmelzen der Schweißteile erforderliche Wärme durch den
Strom, die Stromflusszeit und den Druck der Schließkraft bestimmt, die das Schweißgut bilden.
Abbildung 2 zeigt den Prozess und die Bildung des Schweißnuggets. Aufgrund der ständigen
Wechselwirkung von Wärme und Druck ändert sich die Arbeitsflächengeometrie der Elektrodenkappe
und die Arbeitsfläche nimmt zusätzlich zur Bildung eines Grats am Umfang zu. Mit zunehmender Größe
des Arbeitsbereichs nimmt der Strom pro mm2 Arbeitsfläche ab, was zu einer Verschlechterung der
Schweißqualität führt.
Eine Verschlechterung der Schweißqualität kann auch mit den Eigenschaften von Kupfer und Zink
verbunden sein. In der Automobilindustrie werden beispielsweise aus Gründen des Korrosionsschutzes
häufiger verzinkte Stahlbleche verwendet. Während des Schweißprozesses bildet sich auf den
Elektrodenarbeitsflächen Verunreinigungsmaterial (Bildung von Zinkschichten), was zu einer Erhöhung
des Widerstands gegen den Arbeitsbereich führt, was zu einem Energieverlust an der
Elektrodenarbeitsfläche führt, der zum Erhitzen benötigt wird das Schweißgut. Dies führt zu einer
mangelnden Wiederholbarkeit des erwarteten Schweißergebnisses.
Um ein reproduzierbares Schweißergebnis zu erzielen, kann die spezifische Stromstärke über eine
Schrittfunktion proportional zur Arbeitsbereichsvergrößerung und zum Verlustwiderstand eingestellt
werden.
Elektrodenmanagementsysteme werden verwendet, um verschlissene Spitzen von Schweißelektroden
(ISO 5821) zu reparieren und zu ersetzen. Der Schweißroboter bringt die Elektrodenkappen oder -
spitzen in die geschlossene Position im rotierenden Schneidwerkzeug, wo beide Elektroden gleichzeitig
in eine akzeptable Form gebracht werden, frei von Verunreinigungen und verformtem Material.
Abbildung 2 Punktschweißzeitzyklus
5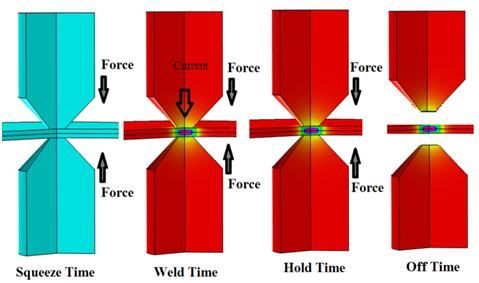
Allgemeine Sicherheitshinweise:
Die Maschine darf nur von Personen bedient werden, die dafür geschult, instruiert und autorisiert sind.
Diese Personen müssen mit der Bedienungsanleitung vertraut sein und beim Zugang zur Maschine
entsprechend handeln.
Zu den grundlegenden Sicherheitsmaßnahmen gehören:
Das Schweißgerät sollte nicht alleine arbeiten.
Der Zugang zum Kappendresser und / oder zum geschützten Bereich sollte frei, aber auch
sicher bleiben.
Roboter und andere Anlagenteile sollten angemessen gesichert werden.
Beachten Sie alle Sicherheitsprotokolle in Bezug auf Roboter und elektrische Codes.
Beim Werkzeugwechsel und bei Arbeiten an einer Maschine muss die Stromversorgung
ausgeschaltet werden.
Die Arbeiten am Klemmenkasten müssen von qualifiziertem Personal (Elektriker) durchgeführt
werden.
Der Betrieb ohne entfernte Schutzhülle wird nicht empfohlen, und eine Schutzbrille wird
empfohlen.
Handschuhe werden empfohlen, wenn Sie mit Spänen oder Fremdkörpern von der Maschine
arbeiten.
Achten Sie auf Quetschstellen am Gerät.
Halten Sie sich im Betrieb oder unter Strom vom elektrischen Antrieb fern.
Allgemeine Anweisungen zur Gerätekonfiguration:
Die Geräte sind modular aufgebaut, sodass sie schnell und einfach an die verschiedenen
Installationskonfigurationen angepasst werden können.
Vor der Inbetriebnahme des Geräts sollte es durch eine Simulation oder lokal im Schweißsystem
überprüft werden, um festzustellen, ob es korrekt konfiguriert wurde. Die Geometrie der
Schweißpistolen muss ein kollisionsfreies Ein- und Ausfahren der Elektrodenkappen in den Fräser
ermöglichen, um ein zufriedenstellendes Fräsergebnis zu erzielen.
Auch die Verwendung von Werkzeugen, die für die vorhandene Elektrodenpaarung nicht geeignet
sind, kann zu ernsthaften Schäden am Fräswerkzeug oder an den Elektrodenkappen führen.
6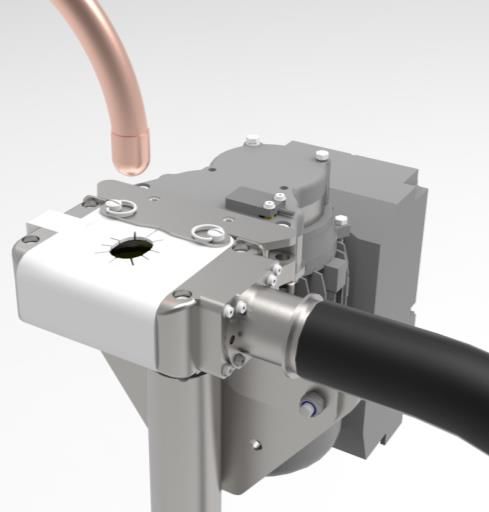
Elektrodenmanagementsystem mit Compliance-Balancer:
Die optimale Verwendung des Elektrodenmanagementsystems ist eine vertikale
Montagekonfiguration, obwohl Optionen für die Montage in verschiedenen Konfigurationen verfügbar
sind.
Die Aufgabe des Compliance-Balancers (Abbildung 3) besteht darin,
geringfügige Unterschiede bei der Verkürzung der Schweißkappen
auszugleichen. Bei einer neuen Elektrodenkonfiguration mit zwei
neuen Schweißkappen sollte der Compliance-Balancer in der normalen
Abbildung 3 Balancer
Position bleiben.
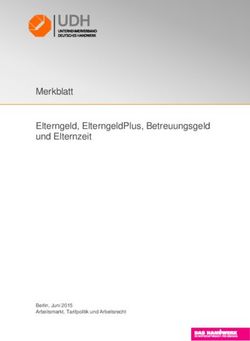
Auswahl des Fräswerkzeugs:
Die Auswahl des richtigen Fräswerkzeugs basiert auf der Geometrie der oberen und unteren
Elektrodenkappe. Das Fräswerkzeug besteht aus einem Halter und einem Fräser oder einer Klinge, die
mit einer Stellschraube an Ort und Stelle gehalten werden (Abbildung 4). Einige Werkzeuge werden
mit blauen Ringen geliefert, die eingerastet werden müssen, um einen ordnungsgemäßen Sitz zu
gewährleisten. Andere Halter werden ohne Ring geliefert und bieten ebenfalls ausreichend Schutz,
damit keine Fremdkörper in das Gehäuse gelangen. Vor dem ersten Einsatz des
Elektrodenfräswerkzeugs muss die Auswahl des Werkzeugs anhand der grundlegenden Eigenschaften
überprüft werden, zu denen auch der Gesamtelektrodendurchmesser (D), der effektive
Oberflächendurchmesser (d) und der Radius der aktiven Oberfläche (r) gehören als Elektrodenflanken
(R) oder Flankenwinkel () (Abbildung 5). Geben Sie diese Spezifikationen an, damit das richtige
Produkt für Ihre individuellen Anforderungen bestellt werden kann.
Abbildung 4 Messer und Halter Abbildung 5 Merkmale des Fräswerkzeugs
7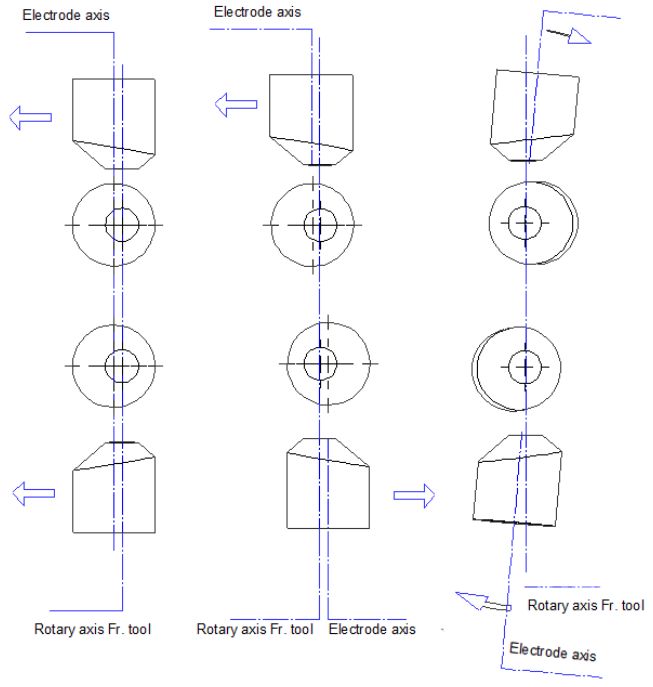
Installationsanleitung:
Für den Ständer oder den Schwenkarm ist eine genaue Installation erforderlich, damit
ein Roboter eine Elektrodenkappe präzise fräsen oder wechseln kann.
Das Fräswerkzeug ist direkt vom Schweißroboter aus zu erreichen. Lange Entfernungen
können die Zykluszeit des gesamten Systems unnötig verlängern. Überprüfen Sie die
Pistolenabmessungen, um sicherzustellen, dass die Elektrodenkappen für das
Fräswerkzeug zugänglich sind.
Positionieren Sie das Werkzeug wie in Abbildung 9 gezeigt so, dass die Laschen oder
Flügel des Klingenhalters in das Maschinenrad passen und drehen Sie es um 90 Grad.
Prüfen Sie, ob das Werkzeug in Position ist, indem Sie auf die Rückseite des Halters
drücken. Der Halter sollte gesichert sein und sich nicht lösen, wenn die Laschen
angebracht sind.
Wenn der Halter des Fräswerkzeugs mit dem blauen Ring ausgestattet ist, stellen Sie
sicher, dass der Ring am Halter einrastet. Alternative Halter sind ohne den blauen Ring
erhältlich (Abbildung 10).
Stellen Sie sicher, dass im Schweißbereich keine Kollisionen mit Schweißteilen,
Robotern oder anderen beweglichen Elementen auftreten. Zur Kontrolle sollte der
gesamte Workflow simuliert werden.
Alle Maschinenanschlüsse, einschließlich Kabel, Schläuche und Rohrleitungen, sollten
so verlegt werden, dass sie keine Stolpergefahr verursachen. Das Verlegen von Kabeln
und Schläuchen mit vorgeschriebenen Biegeradien ist zu beachten, um
Undichtigkeiten und elektrischen Kontakt zu vermeiden.
Stellen Sie sicher, dass alle Befestigungselemente gesichert sind.
Stellen Sie sicher, dass die Zugänglichkeit für Wartungs- und Reparaturarbeiten
eingehalten wird.
Zusätzliche Versorgung und elektrische Anschlüsse:
Gefilterte Druckluft zur Spanabfuhr bei 6-8 bar.
Versorgung für den Drehstromantrieb je nach Gerät (380-575 VAC / 50-60 Hz).
Stromschutz 8 Ampere.
8 Leitungen mit 24 VDC für Motorschalter, Ventile sowie Drehzahl- und
Endstellungsschalter.
Optional: Fernbussystem zB Interbus-S.
Überprüfen Sie die Funktion jeder Versorgungsleitung unabhängig über die manuellen
Übersteuerungen oder die System-SPS. Stellen Sie sicher, dass ABBILDUNG 9 INSTALLATION
VON HALTER UND BLATT ABBILDUNG 10 STANDARDHALTER UND BLATT, AUS DER DAS
FRÄSWERKZEUG besteht8
In der Fräseinheit befindet sich auf beiden Seiten Luftdampf, diagonal über dem
Fräswerkzeug sowie am Ende des Auspuffrohrs.
Der elektrische Antrieb hat die richtige Drehrichtung (im Uhrzeigersinn von der
Oberseite des Getriebes).
Die Maschine ist nicht für den Dauerbetrieb ausgelegt. Daher wird empfohlen, ein
Unterprogramm in der SPS-Laufzeit zu entwickeln, das die Laufzeit auf maximal 30
Sekunden begrenzt.
In der System-SPS ist das Rotationssignal im Betrieb vorhanden. Eine Version präsentiert eine
LED mit einem schnell pulsierenden Signal. Bei einer optionalen Version mit integrierter
Geschwindigkeitsbewertung (3 LED) wird ein kontinuierliches Signal mit der richtigen
Fräsgeschwindigkeit geliefert.
Ablauf des Verbandprozesses:
Der Prozess des Abrichtens (oder Fräsens) (Abbildung 6) enthält Ausgangssignale (z. B.
Ausgangsfräsen) und Statusrückmeldung (z. B. Eingangsüberwachungsrotation). Stellen Sie
sicher, dass der vollständige Signalaustausch ordnungsgemäß funktioniert, bevor Sie die
Raumkoordinaten am Schweißroboter gemäß den folgenden Abschnitten bestimmen. Dies
beinhaltet die Möglichkeit, die Fräsdauer mit geschlossenen Schweißpistolen unter
Verwendung mehrerer Rotationsimpulse zu begrenzen.
9Abbildung 6 Abwicklungsprozessablauf
10Programmierung:
Abbildung 7 Ausrichtung
Sobald das Fräswerkzeug in der Maschine installiert ist, sind die Roboterschweißpistole und
der Fräsprozess wie folgt:
Die Schweißelektroden sind wie in der Schweißposition
linear zueinander und zum Fräsgerät eingestellt (Bild 8).
Bei Verwendung einer C-Pistole sollte mindestens eine
Elektrode 90 Grad zum Elektrodenschneider sein.
Die Schließkraft zum Fräsen mit Quattro-
Messerwerkzeugen beträgt 1,5 kN (337,2 lbf) und für
Einzelschneidwerkzeuge 1 kN (Grundeinstellung).
Basierend auf diesem Wert kann das Fräsergebnis Abbilding 8 Position der Elektroden
zum Fräswerkzeug
(Materialabtrag) später optimiert werden.
Die Fräszeit beträgt ca. 2 Sekunden. Dieser Wert kann auch später bei der Optimierung
geändert werden.
Das Fräswerkzeug sollte sich vor dem Schließen und nach dem Öffnen der
Schweißpistole drehen. Eine Vorlaufzeit von zwei Sekunden vor und fünf Sekunden
danach wird empfohlen. Während des Nachmahlvorgangs werden die Späne durch
Abblasen entfernt und in den Auffangbehälter transportiert. Abhängig vom Ausmaß
der gemahlenen Verunreinigungen kann der Nachmahlprozess auf bis zu zehn
Sekunden erhöht werden, um ein zusätzliches Abblasen zu ermöglichen.
11 Während des Fräsvorgangs muss der Schweißstrom abgeschaltet werden, da dies das
Werkzeug beschädigen kann.
Optimierung des Fräsprozesses:
Betriebsparameter:
Stellen Sie sicher, dass der Elektrodenschneider gemäß Artikel 7 in Betrieb genommen wurde.
Bei der Optimierung des Prozesses muss der Schwerpunkt auf einer zuverlässigen
Schweißqualität auf der Grundlage der Elektrodenbeständigkeit bei reduziertem Ressourcen-
und Materialverbrauch liegen.
Ergebnisse können normalerweise erzielt werden, wenn Folgendes berücksichtigt wird:
Tabelle 1
Werkzeugtyp Schneidewerkzeuge
1 Der Schließdruck des Pistolenarms 0,7–1,3 kN / 157,4–292,3 lbf
wurde beim Fräsen an der Elektrode
gemessen
2 Umdrehungen für neue Elektrode 3-9
3 Drehung der zuvor gefrästen Elektrode 3-6
4 Elektrodenform ISO oder ähnlich
5 Elektrodenmaterial CuCrZr, CuZr, CuCr, 160 Hb +/- 15%
6 Schweißauftrag / Blechbeschichtung 0,5–7,0 mm
7 Artikel von jedem Teil 20-150
* Werte beziehen sich auf Elektrode ø16mm, Typ F16 (ISO5821);
In unterschiedlichen Fällen sind unterschiedliche Parameter möglich, die jedoch zu
erheblichen Einschränkungen der Fräsergebnisse, der Lebensdauer der Elektroden sowie zu
einem erhöhten Verschleiß von Werkzeugen und Geräten führen können. Wenden Sie sich in
diesen Fällen an Ihren technischen Berater, um zusätzliche Unterstützung zu erhalten.
In diesen Sonderfällen sollte die Optimierungsuntersuchung bei folgenden
Durchschnittswerten beginnen:
12Tabelle 2
Werkzeugtyp Schneidewerkzeuge
1 Der Schließdruck des Pistolenarms 1,0 kN / 224,8 lbf
wurde beim Fräsen an der Elektrode
gemessen
2 Umdrehungen für neue Elektrode 5
3 Drehung der zuvor gefrästen Elektrode 5
Beispielsweise werden beim Schweißen von verzinkten hochfesten Blechen die Elektroden
stark beansprucht. Häufiges Elektrodenfräsen mit minimiertem Materialabtrag erhöht die
konstante Elektrodenform, was zu weniger 17 Schweißspritzern führt. Aktualisierte
Schweißströme (Steppen) können weggelassen werden und ermöglichen es, die
Energiekosten zu senken.
Fräsformat:
Das Fräsmuster einer neuen Elektrode kann je nach Programmierung des Schweißroboters zu
einem möglichen Versatz führen. Ein ungenaues Programm kann das Fräsergebnis, die
Schweißqualität und die Lebensdauer der Elektrode erheblich beeinträchtigen. Im Fall einer
versetzten gefrästen Elektrode kann das Fräswerkzeug schnell den Kühlkanal der Elektroden
erreichen, was zu einem Elektrodenversagen führt. Mögliche Formen des Versatzes sind in
Abbildung 9 dargestellt.
Positionieren Sie die Schweißpistole und die Elektroden so
Die aktive Oberfläche beider Elektroden ist zentriert. Ersetzen Sie verzerrte Elektroden
während des Testvorgangs, damit die Einstellungen nicht durch vorherige
Fräsvorgänge beeinträchtigt werden.
Beim Fräsen einer kreisförmigen Elektrode (Form F nach ISO) ist zwischen der aktiven
Oberfläche der Elektrode und der Flanke kein Radius erkennbar.
13Abbildung 9 Fräsposition für Offset
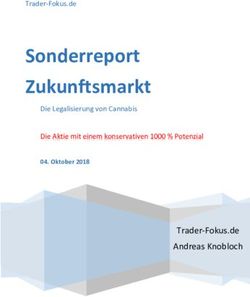
Spanbildung und Lebensdauer der Elektrode:
Ein optimales Fräsen der Elektrode wird normalerweise erreicht, wenn die Schweißfläche
konstant gefräst wird (z. B. im Fall von F16 x 22 ca. 7 mm), wodurch ein definierter
Flächenradius erzeugt wird und feine gebrochene Partikel erzeugt werden.
Um ein Verstopfen des Fräswerkzeugs zu vermeiden, wird empfohlen, längere Fräszeiten zu
vermeiden und mehrere kurze Fräsintervalle durch Öffnen und Schließen der Pistolenadapter
während des Fräsens durchzuführen (z. B. zweimal mit 3 Umdrehungen anstatt einmal mit 6
Umdrehungen). Die Länge der Späne ist erheblich kürzer, was eine leichtere Evakuierung und
weniger Verstopfung ermöglicht. Je höher die Klemmkraft ist, desto größere oder dickere
Späne entstehen, was zu erhöhtem Verschleiß und Verstopfungsgefahr führt.
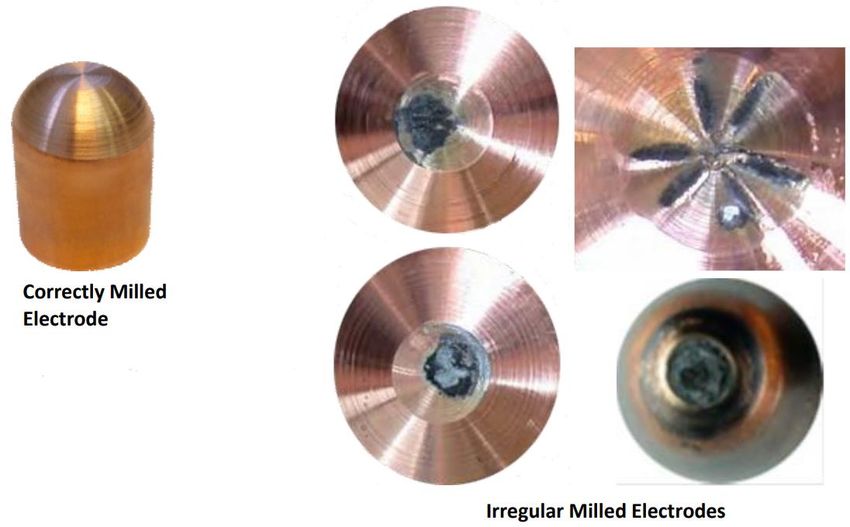
Eine perfekte Geometrie der Schweißelektroden ohne Rückstände auf der Oberfläche kann
erreicht werden, indem nur 100-150 μm entfernt werden, was zu einer verbesserten
Lebensdauer führt. Die folgende Abbildung zeigt eine Eindringtiefe der Zinkoxidschicht von
140 μm nach 400 Schweißnähten.
14Das häufige Entfernen einer kleinen Materialmenge, beispielsweise alle 50-150 Schweißnähte,
bietet im Allgemeinen ein hohes Maß an Prozesssicherheit bei ausreichender Lebensdauer.
Rückstände von organischen Zinnbeschichtungen (Zinkoxid) auf den Elektroden, die nach dem
Mahlen zurückbleiben, können zu Prozessinstabilitäten führen. Oft gibt es einen
Hystereseeffekt, bei dem das Zinkoxid trotz Mahlen noch weiter zunimmt. Die aktive
Oberfläche wird dann unregelmäßig kraterförmig ausgebildet. Ab einer bestimmten
Schichtdicke kann diese Schicht spontan abplatzen.
Abbildung 10 Regelmäßige und unregelmäßig gefräste Elektroden
Waffendruck, der die Leistung beeinträchtigen kann:
Der Druck der Pistole beeinflusst die Leistung der Elektroden und der
Elektrodenmanagementsysteme. Allgemeine Regeln für bestimmte Elektrodenkappen
werden unten empfohlen. Die empfohlene Höchstgrenze ist bis zu 15 Grad zulässig. Oberhalb
von 15 Grad nehmen die zulässigen Kräfte erheblich ab.
Elektrodendurchmesser Empfohlener maximaler Druck Empfohlener maximaler Druck
für Kappen bis zu einem für Kappen in einem Winkel
Winkel von 15 Grad von 30 Grad
1/2 ” 670 lbs 480 lbs
5/8 ” 1200 lbs 670 lbs
3/4 ” 1900 lbs 1900 lbs
15Fehlerbehebung:
Bitte lesen Sie alle Sicherheitshinweise, bevor Sie an einem Gerät arbeiten
Führen Sie Aufzeichnungen über den Schaden (Typ, Zeit, Ort), um die
Identifizierung der Grundursache zu vereinfachen.
Untersuchen Sie die Grundursache, da das Symptom die eigentliche Ursache des
Problems sein kann. (zB erhöhter Werkzeugverschleiß durch Klebstoffe).
Problem Fehlerquelle Messen
1 Kein Fräsen der Keine Stromversorgung Überprüfen Sie die Stromversorgung
Elektroden oder (abhängig vom Gerätetyp am Geräteeingang und das
kein Entfernen 230-575 V AC / 50-60 Hz) Klemmenkästchen, wenn Strom fließt.
der Elektroden, verfügbar.
kein Signal der Keine Stromversorgung des Überprüfen Sie die Programmierung
Rotationsanzeige, Frequenzumrichters, der SPS oder des Signalausgangs.
kein Steuersignal von der SPS zum
Laufgeräusch des Motor wird nicht ausgelöst.
Gerätes Keine Stromversorgung des Überprüfen Sie die Signalleitung zum
Frequenzumrichters, da das Gerät.
Steuersignal unterbrochen ist.
Keine Stromversorgung des Gerät auf Überhitzung prüfen und ggf.
Frequenzumrichters, da das abkühlen lassen. Überprüfen Sie die
Überlastrelais ausgelöst hat. Versorgungsleitungen auf mögliche
Kurzschlüsse. Führen Sie einen
Funktionstest mit manueller
Übersteuerung am Motorschütz
durch. Überprüfen Sie den aktuellen
Wert am Überlastrelais und stellen Sie
ihn gegebenenfalls entsprechend den
Motordaten neu ein.
16Der elektrische Antrieb ist Ersetzen Sie den elektrischen Antrieb.
defekt, weil er überlastet war Überprüfen Sie die Fräsparameter
oder zu lange in Betrieb war (Schließdruck des Pistolenarms und
(Überhitzung). Fräszeit) und stellen Sie sie
gegebenenfalls neu ein.
Keine Stromversorgung des Tauschen Sie das Motorschütz aus
Frequenzumrichters, da der
Motorkontakt fehlerhaft ist.
2 Kein Fräsen von Es wird kein Fräswerkzeug Ein korrektes Fräswerkzeug oder
Elektroden oder oder Extraktionswerkzeug Extraktionswerkzeug ist zu
kein Entfernen verwendet. installieren.
der Elektroden, Die Bajonetthalterung der Der Werkzeughalter ist zu prüfen,
kein Signal der Fräswerkzeuge oder des indem geprüft wird, ob der Antrieb
Rotationsanzeige, Extraktionswerkzeugs ist eine Traktion aufweist. Im Falle einer
jedoch defekt. Beschädigung sollte das Zahnrad
Laufgeräusch der gegen eine Bajonetthalterung
Vorrichtung ausgetauscht werden.
vorhanden Der Treiber auf der Der elektrische Antrieb muss zerlegt
Motorwelle ist beschädigt. und überprüft werden. Falls
erforderlich, ersetzen Sie die
Antriebswelle. Achtung: Die vier
Befestigungsschrauben für den
Antrieb müssen richtig eingestellt
sein.
Das Getriebe ist defekt. Das Das Getriebe muss ausgetauscht
Bajonett montiert mein werden. Wenn Zahnräder
Schloss, dreht sich aber nicht. ausgetauscht werden, ersetzen Sie
immer den gesamten Zahnradsatz
durch Lagermaterial! Bei äußeren
Schäden an den Abdeckplatten, z. B.
17durch Schließen der Schweißpistole
am Getriebe, sollte das komplette
Getriebe ausgetauscht werden. In
diesem Fall muss auch die
Programmierung des Roboters
korrigiert werden.
Die Geräte werden in folgenden Varianten geliefert:
(3a) Einfache (induktive) Rotationsabfrage (1 LED), die ein
pulsierendes digitales 24-V-Signal entsprechend der Anzahl der
Kontaktflächen im Werkzeug liefert.
(3b) Integrierte (induktive) Geschwindigkeitsbewertung (3 LED), die
die Schnittgeschwindigkeit des Geräts auswertet und bei der
Mindestgeschwindigkeit des digitalen 24-Volt-Signals abschaltet.
Ohne Rotationserfassung. Der korrekte Betrieb des Gerätes wird in
der Motorsteuerung überwacht.
Problem Fehlerquelle Messen
3a Beim Fräsen an der Fräswerkzeug / Stellen Sie sicher, dass die
Elektrode oder ohne Extraktionswerkzeug Phasen in der
Klemmen des Extraktors an drehen sich in die Stromversorgung korrekt
den Elektroden wird kein falsche Richtung. Die sind. Der Phasenwechsel
oder nur wenig Material richtige Drehrichtung muss im Vorschub
entfernt, während das zum Fräsen und vorgenommen werden,
Rotationssignal angezeigt Herausziehen ist auf um eine korrekte
wird (1 LED, ohne dem Gerät Drehung zu
Geschwindigkeitsbewertun eingraviert. gewährleisten, auch
g). wenn das Laufwerk oder
Gerät später
ausgetauscht wird.
18Fräswerkzeug oder Betroffenes Tool
Extraktionswerkzeug austauschen.
ist beschädigt oder
stumpf.
Die Schweißpistole Schließdruck prüfen und
hat beim Fräsen ggf. einstellen.
einen niedrigen
Schließdruck. Das
Entfernen der Kappe
muss mit offenen
Backen des
Extraktionswerkzeugs
erfolgen.
3b Beim Fräsen an der Fräswerkzeug / Stellen Sie sicher, dass die
Elektrode oder ohne Extraktionswerkzeug Phasen in der
Klemmen des Extraktors an dreht sich in die Stromversorgung korrekt
den Elektroden wurde kein falsche Richtung. Die sind. Der Phasenwechsel
oder nur wenig Material richtige Drehrichtung muss im Vorschub
entfernt, während das ist im Uhrzeigersinn vorgenommen werden,
Signal der und zeigt auf die um eine korrekte
Geschwindigkeitsbewertun Oberseite des Drehung zu
g angezeigt wird (3 LED, mit Fräswerkzeugs. gewährleisten, auch
Geschwindigkeitsbewertun wenn das Laufwerk oder
g). Gerät später
ausgetauscht wird.
Fräswerkzeug oder Werkzeug ersetzen.
Extraktionswerkzeug
ist beschädigt oder
stumpf.
19Die Schweißpistole Schließdruck prüfen und
hat einen niedrigen ggf. einstellen.
Schließdruck zum
Fräsen.
3c Beim Fräsen an der Das Fräswerkzeug Überprüfen Sie die in den
Elektrode wurde kein oder dreht sich nicht oder Punkten (1) und (2)
nur wenig Material entfernt. ist zu langsam, da beschriebenen Lösungen.
Das Signal der Fehler gemäß den
Geschwindigkeitsbewertun Punkten (1) und (2)
g ist (3 LED, mit vorliegen.
Geschwindigkeitsbewertun Das Gerät läuft nicht Die Stromversorgung
g) nicht verfügbar. in drei Phasen mit muss überprüft und
voller Leistung gegebenenfalls korrigiert
(hörbar durch werden.
Motorbrummen). Versorgungsleitung zum
Elektromotor und
Anschlüsse in der
Klemmenleiste des zu
prüfenden Antriebs.
4a Das Fräswerkzeug verstopft Das Abblasen oder Der Luftstrahl der
regelmäßig. Die Entfernen von Auslassdüsen muss in das
Lebensdauer der Elektrode Spänen funktioniert Fräswerkzeug gerichtet
wird verkürzt. nicht richtig. werden. Ersetzen Sie
Teile, wenn sie
beschädigt sind.
Der Auspuffschlauch und
der Auffangbehälter
dürfen nicht über der
Fräseinheit montiert
werden.
20Zuleitungen zum
Ausblasen oder
Entfernen von Spänen
müssen überprüft
werden. Linienfalten
beseitigen.
Montieren Sie die
Maschine senkrecht, so
dass die Span- und
Kappenausgabewanne
senkrecht nach unten
zeigt.
Überprüfen Sie das
Gebläse oder das
Späneentfernungsventil.
4b Fräseinsatz regelmäßig Falsche Minimieren Sie den
verstopft; Die Lebensdauer Fräsparameter Materialabtrag pro
der Elektrode wird verkürzt. führen zu Fräsen. Reduzieren Sie
übermäßigem die Fräszeit und den
Materialabtrag. Schließdruck des
Pistolenarms während
des Fräsens.
Minimieren Sie den
Elektrodenverschleiß
zwischen den Schnitten.
Reduzieren Sie die
Schweißströme und den
Schließdruck der Klemme
während des Schweißens.
21Der Elektrodenverschleiß
kann nicht ohne Risiko für
die Punktschweißqualität
verringert werden, sollte
häufiger gefräst werden.
Rückstände von Siehe oben.
Klebstoff und Fräseinsätze regelmäßig
Dichtungsmaterial. prüfen
(Elektrodenwechsel), ggf.
wechseln und reinigen.
Lassen Sie das Gerät nach
dem Fräsen länger laufen
und blasen Sie aus.
Der falsche Typ prüfen und ggf.
Werkzeugtyp führt zu ersetzen.
übermäßigem
Materialabtrag.
5 Die Elektroden werden Falscher oder Überprüfen und ersetzen
beim ersten Durchlauf des defekter Fräseinsatz Sie ggf. Teile. Wichtige
Geräts nicht gefräst, nicht oder Faktoren wie der
ausreichend gefräst oder im Ausziehwerkzeug. Fräsradius sollten nur mit
Extraktionswerkzeug nicht Präzisionsmessgeräten
richtig freigegeben. erfasst werden.
5a Die Elektroden werden Schnittgeschwindigke Bitte beziehen Sie sich auf
beim ersten Durchlauf des it aufgrund geringer 1 - 3
Geräts nicht oder nicht Leistung oder
ausreichend gefräst. Übertragung zu
niedrig.
22Schließkraft der Den Schließdruck
Schweißpistolen zu allmählich erhöhen.
gering.
Fräszeit zu niedrig. Erhöhen Sie schrittweise
die Fräszeit.
6 Elektroden nicht geeignet Bitte beziehen Sie Bitte beziehen Sie sich auf
gefräst. sich auf 5 5
Fräseinsatz verstopft. Fräseinsatz reinigen. Bitte
beziehen Sie sich auf 4.
Der Fräseinsatz Reinigen Sie den
verschleißt nicht Fräseinsatz mit
mehr aufgrund Lösungsmittel.
übermäßiger Öl- /
Fettrückstände.
Fräseinsatz durch Teile austauschen Stellen
Schweißstrom Sie sicher, dass beim
beschädigt. Fräsen kein Strom
ausgelöst wird.
Abgenutzte Kanten Teil prüfen und
im Fräseinsatz. austauschen.
7 Unterschiedliche Bitte beziehen Sie Bitte beziehen Sie sich auf
Lebensdauer, obwohl beide sich auf 6 6
Elektroden vom gleichen
Typ sind.
8a Während des ersten Laufs Eine oder beide Überprüfen Sie die
des Geräts werden die Kappen sind im Position der Kappe. Beide
Elektroden von den Backen Extraktionswerkzeug Kappen müssen genau
des Extraktionswerkzeugs nicht richtig kollinear mit der
nicht richtig entfernt. positioniert. Drehachse zum
Extraktionswerkzeug
23ausgerichtet sein. Auch
bei leichtem Versatz kann
es zu übermäßigem
Verschleiß der
Elektrodenarme
kommen.
8b Während des ersten Eine oder beide Überprüfen Sie die
Durchlaufs der Vorrichtung Kappen sind nicht Position der Kappen.
werden die Elektroden von richtig im Beide Kappen müssen
den Backen des Extraktionswerkzeug genau kollinear mit der
Extraktionswerkzeugs nicht positioniert, wobei Drehachse zum
richtig entfernt, wobei am die Kappe zu weit in Extraktionswerkzeug
Elektrodenhalter das ausgerichtet sein. Fahren
Verschleißspuren erkennbar Extraktionswerkzeug Sie eine oder beide
sind. zurückgezogen ist Kappen nicht zu weit in
und der das Extraktionswerkzeug.
Elektrodenhalter
(Hülse oder Adapter)
mit dem
Extraktionswerkzeug
in Kontakt kommt.
9 Elektroden können nicht in Falsches Überprüfen Sie das
das Extraktionswerkzeug Extraktionswerkzeug Extraktionswerkzeug und
eingetrieben werden, da mit zu kleiner ersetzen Sie es
sich die Backen nicht öffnen. Öffnung für die gegebenenfalls durch die
Elektrode. richtige Größe.
Die Backen bewegen Extraktionswerkzeug
sich nicht aufgrund prüfen. Bei Bedarf
von Beschädigungen reinigen oder ersetzen.
24oder übermäßiger
Verunreinigung.
Das Programmablauf prüfen
Extraktionswerkzeug und ggf. einstellen.
wird nicht mit
umgekehrter
Drehrichtung
angefahren. Eine
solche Bewegung
wird die gespreizten
Kiefer spreizen
10 Dieselben Eine Elektrode kann Stellen Sie durch Ändern
Elektrodenkappentypen an Kontakt mit dem der Programmierung
derselben Schweißpistole Fräswerkzeug haben. sicher, dass beide
haben unterschiedliche Elektroden gleichzeitig
Lebensdauer. Kontakt mit dem
Werkzeug haben.
Aufgrund der Schweißprozess prüfen
Schweißaufgabe sind und ggf. einstellen. Wenn
die Elektroden dies nicht hilft, richten Sie
unterschiedlichen den Austausch der Kappe
Beanspruchungen an der kürzeren
ausgesetzt. Dies kann Lebensdauer der Kappe
zB durch aus.
unzureichende
Kühlung oder
Positionsfehler der
Zange verursacht
werden.
2511 Die effektive Falscher Fräseinsatz Teil prüfen, ggf. ersetzen.
Elektrodenfläche ist zu klein
und / oder nicht rund.
Schwenken Sie den Stellen Sie sicher, dass es
Fräser durch instabile richtig am Ständer oder
Montage und / oder am Drehgelenk befestigt
zu langes Fräsen. ist. Verkürzen Sie die
Fräszeit.
12 Das Fräswerkzeug bildet Falsches Teil prüfen, ggf. ersetzen.
Rattern auf der Elektrode. Fräswerkzeug
Die Schweißpistole Programmierung prüfen
schließt nicht über und ggf. korrigieren.
der Mitte des
Fräswerkzeugs.
Stellen Sie den Winkel Programmierung prüfen
der Elektrode ein, und ggf. korrigieren.
wenn Sie zu flach
fräsen.
Schwingen des Stellen Sie sicher, dass es
Fräswerkzeugs durch richtig am Ständer oder
instabile Montage am Drehgelenk befestigt
ist. Verkürzen Sie die
Fräszeit.
Elektroden sind nicht Elektrodenhalter neu
richtig ausgerichtet. einstellen.
13 Chips werden nicht Die Fräsvorrichtung Stellen Sie sicher, dass
vollständig entfernt. stoppt, wenn sich die das Fräswerkzeug nicht
Pistole noch in anhält, bis die
geschlossener Schweißpistole geöffnet
Position befindet wird.
2614 In der Mitte der Der Effekt ist Bitte beziehen Sie sich auf
Elektrodenschweißfläche normalerweise auf 9
bildet sich ein kleiner Grat. Systemeinsätze und
kleinere Grate beim
Fräsen von Einsätzen
mit Y-Klinge und
Einsatz
zurückzuführen.
Ungenaues Reduzieren Sie die
Zurückziehen der Fräszeit (Fräsen in 2
Schweißpistole. kurzen Intervallen) und
erhöhen Sie die
Schnittgeschwindigkeit.
Programmierung prüfen
und ggf. korrigieren.
fünfzeh Bei flachen Elektroden ISO Während des Erhöhen Sie daher
n Form A oder C wird die Schweißens weist die allmählich die Fräszeit
effektive Oberfläche nicht aktive Oberfläche und den Schließdruck.
sauber gefräst. eine trichterförmige Prüfen Sie, ob der
Verformung auf. Es erforderliche
hat eine starke Schweißpunktdurchmess
Diffusionsschicht er mit einem kleineren
aufgebaut. effektiven
Oberflächendurchmesser
erreicht werden kann.
Prüfen Sie, ob das
gewünschte
Schweißergebnis auch
mit einem kleinen Radius
anstelle einer flachen
27effektiven Fläche (40
mm) erzielt werden kann.
Hinweis: Bei
plangefrästen Elektroden
ist die Kraterbildung oder
Verzögerung des
Zentrums der aktiven
Oberfläche schneller.
Darüber hinaus sind diese
Elektroden beim Kippen
der Schweißpistole
weniger tolerant.
Instandhaltung:
Die Einhaltung der Wartungszyklen ist für den sicheren Betrieb des Elektrodenschneiders /
Fräswerkzeugs unerlässlich. Materialrückstände im Werkzeug sowie das Entfernen von
Spänen schränken die Prozesssicherheit ein. Regelmäßige Wartung, einschließlich der
Reinigung der Geräte an den kritischen Stellen, verhindert Probleme mit dem Schweißprozess.
Einige Geräte verschleißen und verunreinigen sich aufgrund der Schweißanwendung schneller
als andere. Die folgenden Informationen sind nur Richtwerte. Verantwortliches
Wartungspersonal muss die Problembereiche bei Bedarf häufiger überprüfen.
Inspektion wechselnder Kanister (monatlich):
Es wird empfohlen, die Sammelbehälter alle 2 bis 4 Wochen an den Saugeinheiten oder
häufiger zu leeren, je nach Elektrodenverbrauch und Schmutzabsaugung. Die Behälter
sammeln sowohl Kappen als auch Fräsabfälle und werden durch Umschalten der
federbelasteten Stifte geleert.
28Pflege der Fräswerkzeuge:
Die Funktionalität des Elektrodenfräswerkzeugs und damit auch die Prozesssicherheit des
gesamten Punktschweißsystems ist gewährleistet, wenn:
Der Verschmutzungsgrad des Fräswerkzeugs, der seine Funktionalität gefährdet. Eine
fehlerhafte Spanabfuhr (Abblasen), ein zu langer Fräszyklus oder ein zu hoher
Schließdruck der Pistolen während des Fräsens sind zu vermeiden, um Fehler zu
vermeiden. Unter schwierigen Bedingungen mit klebstoffbezogenen Materialien muss
die Reinigungshäufigkeit möglicherweise erhöht werden.
Die Schneidkanten des Werkzeugs sind intakt. Stumpfe oder beschädigte
Schneidkanten führen zu ungünstigen Fräsergebnissen. Ebenso können stark
abgenutzte Laufflächen oder Kupferablagerungen im Halter zu Fehlern führen. Im
Zweifelsfall ist es immer ratsam, das Teil auszutauschen.
Ein erneutes Schärfen der Klingen wird nicht empfohlen, insbesondere wenn die
Schneidplatte Flocken, Risse oder Brüche aufweist.
Die Schneideigenschaften des Werkzeugs ändern sich mit jedem erneuten Schärfen.
Die Schneidfähigkeit des Werkzeugs wird durch den Freiwinkel der Schneidkante und
den Vorsprung auf der Lauffläche im Halter bestimmt.
Beim erneuten Schärfen können Beschichtungen beeinträchtigt werden, was den
Lebenszyklus verkürzt.
Übersicht der Wartungsintervalle:
Intervall Modul / Teil Messen
1 100 oder Elektroden Sichtprüfung des Fräsergebnisses. Wenn die
Schichtwechsel Kappen nicht richtig gefräst sind, ersetzen Sie
das Werkzeug
2 3.000 - 5.000 Reservoirs Tool Sichtprüfung des Fräswerkzeugs. Wenn die
Fräszyklen oder Fräseinheit mit Kappen nicht richtig gefräst sind, ersetzen Sie
monatlich Späneentsorgung das Werkzeug. Leeren Sie den
Auffangbehälter. Reinigen Sie das
29Fräswerkzeug und entfernen Sie den Span.
Reinigen Sie die Bajonetthalterung, bevor Sie
das Werkzeug einsetzen
3 30.000 Werkzeugfräsanlage Reinigen und Prüfen des Fräswerkzeugs. Bei
Mahlzyklen oder mit Spanabfuhr Bedarf ersetzen. Beim Schneiden von
halbjährlich Werkzeugen meist genug. Der Austausch der
Schneidplatte. Ersetzen und prüfen Sie die
Absaugung. Bei Bedarf Deckung
austauschen.
4 Jährlich Elektrodenfräsen Pneumatik auf Undichtigkeiten prüfen
Klemmelemente auf Risse prüfen.
Überprüfen Sie die Schraubverbindungen
30Kontakt
Depro Gruppe
www.deprogroup.com
enquiries@deprogroup.com
Depro Global Offices:
Hampshire, UKColumbus, Ohio, USATokyo, JapanMira, IndienUlsan, SüdkoreaBovisio-
Masciago, ItalienRep. von Tschuwaschien, Russland
31Sie können auch lesen