KUNSTSTOFF XTRA - OST - Ostschweizer ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

KUNSTSTOFF XTRA
SONDER-
DRUCK
OFFIZIELLES ORGAN VON SWISS PLASTICS
DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG
Entwicklungsprojekte 2019 / 2020
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
INHALTSVERZEICHNIS KUNSTSTOFF XTRA
V E
SA E
TH E
AT
D
Geplante Veranstaltungen 2021
CAS Auslegung und Herstellung von Kunststoffbauteilen
Start Februar 2021, OST Ostschweizer Fachhochschule, Rapperswil
Bauteilauslegung und Schadensanalyse
Voraussichtlich April 2021, OST Ostschweizer Fachhochschule, Rapperswil
RIBF 2021 - 2nd Rapperswil International Bonding Forum
27th - 28th Mai 2021, OST Ostschweizer Fachhochschule, Rapperswil
16. Rapperswiler Kunststoff-Forum
2. September 2021, OST Ostschweizer Fachhochschule, Rapperswil
Alle Informationen zu unseren Veranstaltungen finden Sie unter:
www.iwk.hsr.ch/events
2
IHRE ANSPRECHPARTNER AM IWK
Prof. Dr. Frank Ehrig Prof. Daniel Schwendemann
Institutsleiter IWK stv. Institutsleiter, Leiter Fachbereich
Compoundierung / Extrusion
T +41 (0)55 222 49 05 T +41 (0)55 222 49 16
frank.ehrig@ost.ch daniel.schwendemann@ost.ch
Prof. Dr. Gion A. Barandun Prof. Dr. Pierre Jousset
Leiter Fachbereich Leiter Fachbereich
Faserverbundtechnik / Leichtbau Verbindungstechnik
T +41(0)55 222 47 79 T +41 (0)55 222 40 53
gionandrea.barandun@ost.ch pierre.jousset@ost.ch
Prof. Dr. Mohammad Rabiey Prof. Dr. Markus Henne
Leiter Fachbereich Leiter Fachbereich
Fertigungstechnik Metall Mechanische Systeme
T +41 (0)55 222 40 58 T +41 (0)55 222 49 03
mohammad.rabiey@ost.ch markus.henne@ost.ch
Prof. Ulrich Büse Curdin Wick
Leiter Fachbereich Leiter Fachbereich
3D-Druck / Additive Manufacturing Spritzgiessen / PUR
T +41 (0)55 222 47 62
T +41 (0)55 222 47 70
ulrich.buese@ost.ch curdin.wick@ost.ch
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung . Eichwiesstrasse 18b . 8645 Rapperswil-Jona . Tel. +41 (0)55 222 47 70 . rj-iwk@ost.ch . www.iwk.hsr.ch
3
ÜBER UNS
Angewandte Forschung und Kompetenzen aus einer Hand
Entwicklung in der Kunststofftechnik
. Werkstoffanalyse und Compoundierung
Das IWK ist mit seinen sieben Fachbereichen das Werkstoffcharakterisierung und -prüfung, Werkstoff-
schweizweit grösste Kunststoffinstitut und versteht auswahl, -entwicklung und -herstellung, Schadens-
sich als Bindeglied zwischen der Hochschule und den analyse, Werkstoffverbunde, Biowerkstoffe, Klebstoffe
Unternehmen im regionalen sowie überregionalen Be-
reich. Die Aus- und Weiterbildung von Studierenden . Bauteilentwicklung
und Mitarbeitern stellt den direkten Wissenstransfer Gestaltung und Auslegung von Kunststoff- und Ver-
zwischen Lehre und Praxis sicher. bundkonstruktionen, Leichtbau, Strukturanalyse, Pro-
zesssimulation, Recyclingkonzepte, 3D-Druck
Auch mit innovativen und professionellen Beiträgen
zur anwendungsorientierten Forschung und Entwick- . Produktionstechnik
lung unterstützt das IWK seine Kunden entlang der Nahezu alle Kunststoffverarbeitungsverfahren für
gesamten Wertschöpfungskette – von der Idee bis Thermoplaste und Composites; Werkzeug- und
zum fertigen Produkt. Hierbei greift das Institut stets Prozesstechnik, Funktions- und Prozessintegration,
aktuelle Themen auf, wie z. B. die Funktions- und Additive Manufacturing, Verbindungstechnik Kleben
Prozessintegration, die Digitalisierung in der Fertigung und Schweissen; Metallbearbeitung, Oberflächenmo-
oder Recyclingthemen. difizierung durch Laser-Metal-Deposition
Die moderne Infrastruktur des Instituts im Techpark ge- . Smart Factory
währleistet die effiziente und praxisnahe Abwicklung PDM, Big Data, Datenanalyse, Machine Learning,
von Projekten entsprechend dem aktuellen Stand der Prozessoptimierung, Instandhaltung
Technik.
Aufbau des neuen Techparks
4
NEUIGKEITEN
Aus Drei wird Eins.
Ab 1. September 2020 wird aus der FHS St.Gallen, der HSR Rapperswil und der NTB Buchs die OST -
Ostschweizer Fachhochschule mit je einem Campus in Buchs, Rapperswil und St. Gallen.
Neue E-Mail-Adresse per sofort: vorname.nachname@ost.ch
5
INHALTSVERZEICHNIS KUNSTSTOFF XTRA
7 CIRCULAR ECONOMY 30 CIRCULAR ECONOMY
Im Spannungsfeld Im Spannungsfeld
der Kreislaufwirtschaft der Kreislaufwirtschaft
10 VERARBEITUNG
Optimierung des 20 FÜGETECHNIK
Entformungsvorgangs
Ein Leitfaden für die Praxis
12 MESSEN/PRÜFEN/QS
Dynamisch-mechanische
Analyse am Glasübergang
24 VERARBEITUNG
Thermoplast-
Schaumspritzgiessen
14 VERARBEITUNG
Reduktion des
CO2-Fussabdruck
26 MATERIAL
OPTIMIERUNG
16 COMPOSITES
Entwicklung von
Alternative zu Glasfaser, reiboptimierten Kabelzügen
Öl und Chemie
18 MESSEN/PRÜFEN/QS 26 VERARBEITUNG
Polymeranalytik vom Feinsten Nachschrumpf reduziert, Pro-
duktion gesteigert
6
KUNSTSTOFF XTRA CIRCULAR ECONOMY
Kunststoffverarbeitung
Im Spannungsfeld der Kreislaufwirtschaft
Die aktuellen Diskussionen und Probleme zum Klimawandel und der Verschmutzung der Umwelt durch Kunst-
stoffabfälle bewegen die Gesellschaft. Derzeit laufen etliche Kampagnen zur Kunststoffreduktion und in vielen
Ländern werden Kunststoffeinwegartikel verbannt. Beispielhaft hierfür ist das Verbot von Kunststoffeinwegar-
tikeln in der Europäischen Union [1]. Weltweit landen jährlich 5 bis 13 Millionen Tonnen Kunststoffe (1,5 bis 4 %
der weltweiten Kunststoffproduktion) im Meer [2].
Prof. Daniel Schwendemann ¹
Neben der Entwicklung neuartiger bioab-
baubarer Materialien und der Verwendung
von natürlichen, nachwachsenden Roh-
stoffen gilt das Augenmerk vorrangig dem
Übergang der Kunststoffindustrie in die
Kreislaufwirtschaft.
Für die Kunststoffindustrie bedeutet dies
eine besondere Herausforderung, da die
Materialien in der Aufbereitung nicht ein-
fach in einzelne Atome zerlegt und wieder
zusammengebaut werden können, wie
beispielsweise Metalle.
Grundsätzlich kann das Kunststoffrecycling
Grafik: IWK
in 4 Gruppen eingeteilt werden, die Wie-
derverwendung, das stoffliche Recycling,
das chemische Recycling und das thermi- Bild 1: Möglichkeiten der Kunststoffwiederverwendung und des Kunststoffrecyclings.
sche Recycling (Bild 1).
Diese 4 Grundtypen spielen für den Ein- Das Müllmanagement ist ausgefeilt und OKI und VBSA sowie der Dachverband
stieg in die Kreislaufwirtschaft der Kunst- funktioniert sehr gut. Es gilt ein Deponie- Swiss Recycling in ihren bisherigen Emp-
stoffe eine wichtige Rolle. Im Jahr 2018 rungsverbot. Neben dem PET Recycling fehlungen bestätigt: Es sollen in der
wurden 350 Millionen Tonnen Kunststoff werden in der Schweiz fast alle Kunststoff- Schweiz weiterhin nur recyclingfähige Ma-
hergestellt, von denen etwa 40 % Verpa- abfälle verbrannt. Insgesamt erreicht die terialien gesammelt werden und zwar se-
ckungen sind, was wiederum 140 Millio- Schweiz somit eine Verwertungsquote von parat [4].
nen Tonnen entspricht [3]. Verpackungs- nahezu 100 %, die sich aus etwa 25 % Etwas anders sieht es in der Europäischen
materialien stellen die grösste Gruppe der stofflichem Recycling und 75 % thermi- Union aus, auch hier funktioniert das Müll-
Kunststoffanwendungen dar und haben schem Recycling zusammensetzt. Das Pro- management und es gibt in einigen Län-
einen sehr kurzen Produktlebenszyklus, jekt Kunststoff Recycling und Verwertung dern bereits ein Deponierungsverbot [3].
d.h. sie gelangen sehr schnell in die Ent- (KuRVe), das die Firma Carbotech AG und Mittels Gesetz wird eine stoffliche Recy-
sorgung. das Hochschulinstitut Umtec im Auftrag clingquote von 50 % bis 2025 und von
Für eine weitere Betrachtung müssen ver- von 8 Kantonen, verschiedenen Verbän- 55 % bis 2030 vorgegeben [5]. Die aktu-
schiedene Aspekte beachtet werden. Zum den und dem Bundesamt für Umwelt elle Situation der verschiedenen Länder ist
einen gibt es die Situation in der Schweiz: (Bafu) durchgeführt hat, untersuchte die in einem Vergleich in Bild 2 dargestellt.
Wie in keinem anderen Land auf der Erde Verwertungs- und Entsorgungswege von Ganz extrem ist jedoch das Problem in
sind fl ächendeckend Kehrichtverbren- Kunststoffverpackungen aus Schweizer vielen anderen Ländern der Erde, die kein
nungsanlagen installiert und in Betrieb. Haushalten. Diese Studie lieferte die Er- Müllmanagementsystem haben und den
kenntnis, dass die gemischte Sammlung Müll sehr häufig auf wilden Deponien, an
von Kunststoffabfällen bei hohen Kosten bzw. in Flüssen oder im Meer entsorgen
¹ Prof. Daniel Schwendemann, Dipl.-
nur einen geringen ökologischen Nutzen [2].
Ing., Stv. Institutsleiter IWK, Fachbe-
reich Aufbereitung/Extrusion, Dozent hat. Daher sehen sich die nationalen Ver- Werden nun diese einzelnen Gruppen be-
für Maschinentechnik bände der kommunalen Abfallwirtschaft trachtet, so wäre aus ökologischer Sicht
12/2019 3 71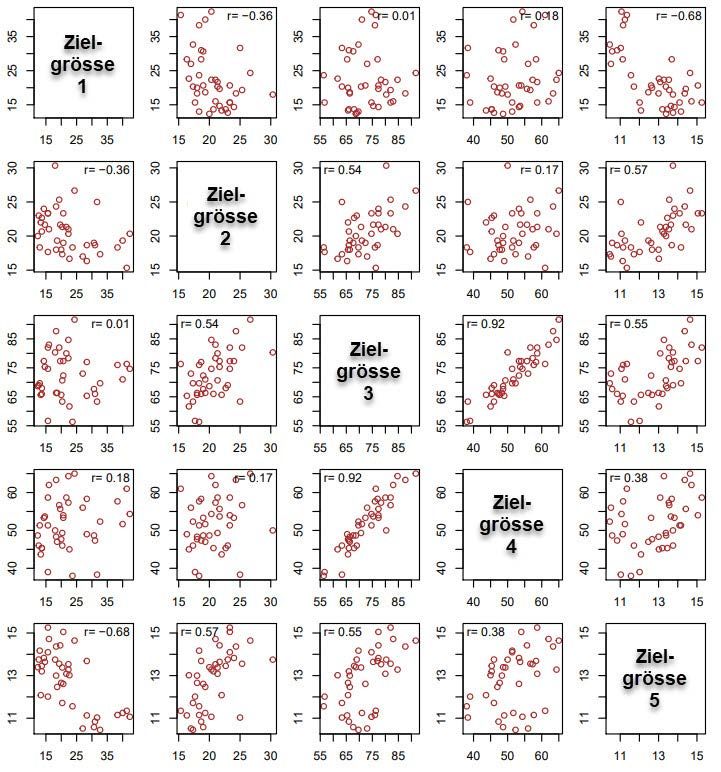
CIRCULAR ECONOMY KUNSTSTOFF XTRA
die Wiederverwendung der Idealfall, dies
ist in vielen Fällen auf Grund der Trans-
portdistanzen und der Verschmutzung
nicht realisierbar. Auch die Reparatur mit
Wiedereinsatz ist sehr positiv, wenn auch
bei Kunststoffbauteilen sehr schwierig, da
oft ganze Bereiche aus- oder abgebrochen
sind und nicht mehr repariert werden kön-
nen. Hier wäre evtl. die Additive Fertigung
in Zukunft eine Lösung, da mit ihrer Hilfe
Grafik: PET Recycling Schweiz
auch komplexe Einzelteile gefertigt wer-
den können [6].
Das stoffliche Recycling von Kunststoffen,
wie es die EU fordert, setzt für eine Aufbe-
reitung eine sortenreine Trennung voraus.
Im Falle von PET gelingt dies sehr gut, da
die Anwendung für Flaschen sehr homo- Bild 3: Stoffströme des PET-Recycling Schweiz im Jahr 2018 [7].
gen ist. Des Weiteren gibt es für geschä-
digtes PET die Möglichkeit, die Molekülket- Recyclingprodukte hergestellt, die als Zwei Beispiele aus der Praxis
ten durch Aufkondensation zu verlängern Downcycling bezeichnet werden. So wur-
und somit die Viskosität zu erhöhen. Dies den aus PE-Abfällen z. B. Verkleidungen für Im Skischuhrecycling werden die Schuhe
erlaubt die Verwendung des Materials Lärmschutzwände an Autobahnen oder manuell in der Behindertenwerkstätte
«von der Wiege zur Wiege», in dem aus andere dickwandige Bauteile gefertigt. Argo in Davos zerlegt und mit einem Infra-
alten Flaschen wieder neue Flaschen her- Dies hat sich oft als Stand der Technik eta- rotspektrometer der Kunststofftyp ermit-
gestellt werden, wie es das PET-Recycling bliert. Jedoch hat sich in den vergangenen telt. Anschliessend wird das sortenreine
Schweiz par excellence demonstriert. Die Jahren sehr viel in der Sortiertechnik getan und nach Farben sortierte Mahlgut auf ei-
Stoffströme für 2018 sind in Bild 3 darge- und auch in der Schweiz gibt es einige nem Compounder aufbereitet, die
stellt. Nutzer von mehreren tausend Tonnen Schmelze fi ltriert und zu einem 3D-
Bei anderen Materialien wird die Aufberei- Kunststoffregranulat pro Jahr. Dieses Ma- Druckerfilament extrudiert. Dies ermög-
tung schwieriger, da das Material nicht so terial muss momentan meist aus dem eu- licht den Einsatz in ganz anderen Anwen-
homogen eingesetzt und dadurch eine ropäischen Ausland eingeführt werden. dungen und kann ebenfalls für die
sortenreine Sammlung schwieriger wird. Als Beispiel für das Upcycling von Kunst- Reparatur verwendet werden. So wurden
Teilweise treten auch grössere und kri- stoffabfällen werden exemplarisch zwei aus alten Skischuhen schon Luftfilter von
tischere Verschmutzungen auf. In den Projekte des Instituts für Werkstofftechnik Oldtimermotorädern hergestellt [8].
letzten Jahrzehnten wurden daher oft und Kunststoffverarbeitung erläutert. Ein weiteres Projekt – Tide Ocean Mate-
rials – befasst sich mit Abfällen aus Län-
dern ohne Müllmanagement. Hierbei geht
es vor allem darum, dem Abfall einen Wert
zu geben, damit dieser eingesammelt und
dadurch eine Verdienstmöglichkeit ge-
schaffen wird. Somit wird mittel- und lang-
fristig gesehen der Kunststoff nicht mehr
auf dem Land oder im Meer entsorgt, da
er zu einem finanziellen Wertstoff gewor-
den ist. Dies ist einer der entscheidenden
Punkte, das Kunststoffproblem im Meer
stark zu vermindern. Der Abfall wird der-
zeit in Asien und in der Karibik gesammelt,
sortiert, gemahlen und anschliessend in
Grafik: Plastics Europe
die Schweiz transportiert. Hier wird das
Material auf die Anwendung hin aufberei-
tet. Im Projekt wurden Teile für die
Uhrenindus trie, wie Gehäuse aber auch
Fasern hergestellt (siehe auch S. 37). Das
Bild 2: Vergleich der Entsorgung und Verwertung von Kunststoffabfällen aus dem Endkonsu- Projekt wurde im Oktober 2019 von der
mentenbereich in der EU sowie der Schweiz und Norwegen [3]. Expo München mit dem deutschen Tech-
382 12/2019
KUNSTSTOFF XTRA CIRCULAR ECONOMY
nologie- und Designpreis Materialica aus- rules on single-use plastics to reduce marine [6] Umweltbundesamt. Die Zukunft im Blick: 3D-
gezeichnet. plastic litter. Directive on the reduction of the Druck Trendbericht zur Abschätzung der Um-
Als Fazit kann zusammengefasst werden, impact of certain plastic products on the envi- weltwirkungen [online], 2018. Verfügbar
dass aktuell äusserst viele unterschiedliche ronment. Brussels, 21 Mai 2019. unter: www.umweltbundesamt.de/publika-
Ansätze und Forschungsarbeiten im Be- [2] Jambeck, J.R., R. Geyer, C. Wilcox, T.R. Siegler, tionen
reich des Kunststoffrecyclings erarbeitet M. Perryman, A. Andrady, R. Narayan und K.L. [7] PET Recycling Schweiz. Stoffstrom 2018 PET
werden. Auf Grund der Dringlichkeit müs- Law. Marine pollution. Plastic waste inputs Recycling Schweiz [online], 2019. Verfügbar
sen alle sinnvollen Ansätze weitergeführt from land into the ocean [online]. Science unter: https://www.petrecycling.ch/de/wis-
werden. Dabei dürfen die regionalen Un- (New York, N.Y.), 2015, 347(6223), 768-771. sen/zahlen-fakten/stoffstrom
terschiede in der Qualität des Müll- Ver fügbar unter: doi:10.1126/science. [8] Unternährer, J. 3D-Druck Oldtimer-Ersatztei-
managements nicht unberücksichtigt blei- 1260352 le. Ersatzteile aus Kunststoff durch Additive
ben und individuelle Lösungen gefunden [3] Plastics Europe. Plastics – the Facts 2018 Fertigungsverfahren für Zweirad-Oldtimer,
werden. Generell kann das Problem in den [online]. An analysis of European plastics 2017.
ärmeren Ländern kurz- und mittelfristig production, demand and waste data, 2018.
nur behoben werden, wenn der Kunst- Verfügbar unter: https://www.plasticseurope.
stoffabfall für die Menschen vor Ort einen org/application/files/6315/4510/9658/Plas-
Wert erhält. tics_the_facts_2018_AF_web.pdf Kontakt
Abgesehen davon sollte solange noch [4] Verband der Betreiber Schweizerischer Abfall- Hochschule für Technik Rapperswil
Wärme durch Verbrennen von Öl erzeugt verwertungsanlagen VBSA, Organisation IWK Institut für Werkstofftechnik und
wird, die letzte Stufe der Kunststoffnut- Kommunale Infrastruktur OKI, Swiss Recy- Kunststoffverarbeitung
zung die thermische bzw. energetische cling. Kunststoffsammlung: Nationales Sam- Prof. Daniel Schwendemann
Verwertung sein. melsystem für Plastikfl aschen aufbauen, Oberseestr. 10, CH-8640 Rapperswil
13. Juli 2017. +41 222 4916
Literatur [5] European Commission. Eine europäische daniel.schwendemann@hsr.ch
[1] European Commission. Circular Economy: Com- Strategie für Kunststoffe in der Kreislaufwirt- www.hsr.ch
mission welcomes Council final adoption of new schaft. Brussels, 16.01.208. Halle 1 / C 1070 ■
Exkursion bei EMS-CHEMIE AG
Das Studium mit starkem Praxisbezug
MASCHINENTECHNIK | INNOVATION
MIT VERTIEFUNG KUNSTSTOFFTECHNIK
12/2019 Kontakt: frank.ehrig@ost.ch 393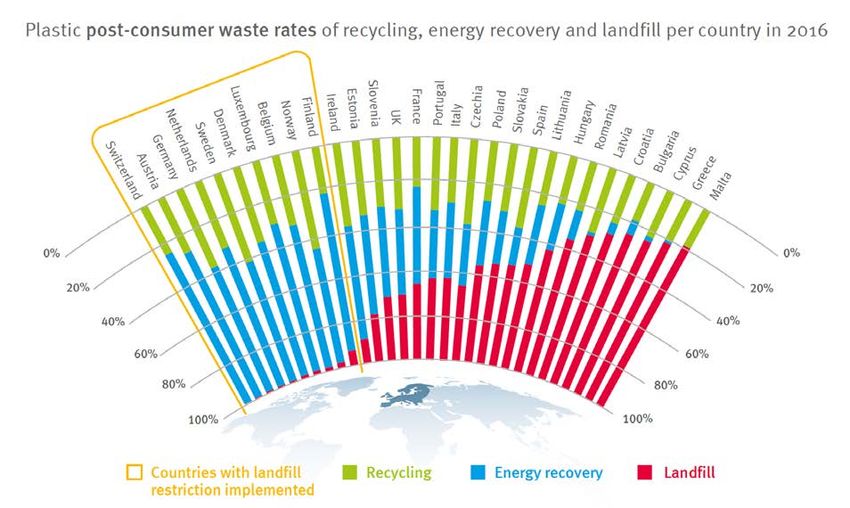
VERARBEITUNG KUNSTSTOFF XTRA
Bestimmen der Entformungskraft beim Spritzgiessen
Optimierung des Entformungsvorgangs
Den Abschluss des Spritzgiessprozesses bildet das Auswerfen des Bauteils aus dem Werkzeug (Entformen).
Dieser Entformungsprozess kann bei einer unzureichenden Auslegung zu Bauteil- und Werkzeugbeschädigungen
führen. Die Ursache für die Entformungsprobleme liegt meist in der Schwindung des Kunststoffs beim Abkühlen.
Durch ein am IWK entwickeltes Werkzeug lassen sich die durch die Entformung entstehenden Kräfte messen
und quantifizieren. Systematisch können verschiedene Einflüsse untersucht und der Entformungsvorgang
optimiert werden.
Prof. Dr. Frank Ehrig, Ramon Iten, Entschärfung der Geometrie, spezielle
Thomas Duss, Manuel Suarez 1 Kühlungen, Beschichtungen, zusätzliche
Werkzeugwechseleinsätze oder längere
Die Entformung des Bauteils ist der letzte Zykluszeiten.
Arbeitsschritt im zyklischen Spritzgiesspro-
zess. Dieser Entformungsprozess darf bei
der Bauteil- und Werkzeugauslegung nicht
Spitzgiesswerkzeug zur Mes-
vernachlässigt werden, da im schlimmsten sung der Entformungskraft
Fall das Bauteil zerstört (Oberflächenrie- Am IWK wurde ein Spritzgiesswerkzeug
fen, Risse, Bauteilbruch, Bauteil wird vom mit Einsätzen für drei unterschiedliche
Auswerfer durchstossen, Bauteilverzug, Formteile entwickelt. Dieses kann mit ei-
Bild 2: Typischer Verlauf der Entformungs-
…) oder das Werkzeug beschädigt wird kraft mit Berücksichtigung der mechani- ner integrierten Kraftmessung die Entfor-
(Auswerfer bricht, Auswerfer verkantet, schen Grundreibung. mungskräfte messen (Bild 1) und die
nicht ausgestossene Teile zerstören die Einflüsse von Bauteilgeometrie (z. B. Ent-
Trennebene). Die Ursache für die Entfor- Rippenstrukturen, Oberflächenstrukturen formungsschrägen, Rippenhöhe, …),
mungsprobleme liegt meist in der Volu- etc. aufschwindet. Je nach Materialpaa- Oberflächentextur, Oberflächenbeschich-
menverkleinerung des Kunststoffs durch rung (Kunststoff/Metall), Oberflächentex- tung und Materialpaarung quantifizieren.
die Abkühlung, wodurch das Bauteil oder tur des Werkzeugs und den gewählten Dabei wurden die Einsätze so aufgebaut,
nur ein Bauteilbereich auf Werkzeugkerne, Prozessparametern ist nun mehr oder we- dass betroffene Formpartien schnell und
niger Kraft notwendig, um den Kunststoff verhältnismässig kostengünstig ausge-
von diesen Werkzeugstrukturen abzulösen. tauscht werden können.
1
Prof. Dr. Frank Ehrig, Leiter des IWK
an der HSR, BSc. Ramon Iten, Treten bei einem Bauteil Entformungs- Für die Auswertung der Druck-, Weg- und
BSc. Thomas Duss, Manuel Suarez, schwierigkeiten auf, so werden in der Re- Kraftsignale wurde eine Messkette aufge-
alle am IWK gel individuelle Lösungen gesucht, wie die baut. Diese beinhaltet die Sensorik und
den Aufbau einer computerunterstützen
Auswertung der gewonnenen Daten. Da-
bei werden die Sensoren über Mess- oder
Ladungsverstärker mit einem DAQ-Gerät
(Data Acquisition) in einem LabView Pro-
gramm ausgewertet. Aufgezeichnet wer-
den Kraft- und Druckverläufe über dem
Weg. Ein integrierter Werkzeuginnendruck-
sensor ermöglicht die Berechnung des
Reibungskoeffizienten. Das ganze System
des Auswerferpaketes weist eine mecha-
nische Grundreibung auf, was den Kraft-
aufwand vom Entformungsvorgang für das
jeweilige Formteil verfälscht. Daher wurde
Bilder: IWK
beim Erstellen der Messkette definiert,
dass nach dem Entformungsvorgang noch
Bild 1: Spritzgiesswerkzeug mit integrierter Entformungskraft- und Wegmessung. ein Leerhub gefahren werden muss, bei
16 0 9/2019KUNSTSTOFF XTRA VERARBEITUNG
Bestimmung der Entformungskraft durch-
geführt. Aktuell handelt es sich hierbei um
einen Ansatz, welcher Teile einer Kopp-
lung von rheologischer und struktureller
Simulation beinhaltet. Eine solche Kopp-
lung wurde bereits in einem einfachen
Rahmen auf kleine Bauteile angewendet,
so beispielsweise auf einen Spielbaustein
(Bild 4). In einem ersten Ansatz wurden
hier die Flächenpressungen mithilfe der
Schwindungsdeformationen aufgebracht
und mit passenden Reibungskoeffizienten
der Entformungsvorgang nachgestellt. In
weiteren Schritten sollen weitere relevan-
te Einflüsse ermittelt und ebenfalls berück-
sichtigt werden. Dies beinhaltet unter an-
Bild 3: Auswertung Entformungskraft an einem quaderförmigen Bauteil aus ABS. derem auch thermische Aspekte und
Eigenspannungen. Eine grosse Schwierig-
welchem auch diese Daten aufgezeichnet iert. Mithilfe der Anwendung der statisti- keit der korrekten Abbildung des Entfor-
werden. Damit kann über die Differenz der schen Versuchsplanung wurden jeweils mungsvorganges liegt aber hauptsächlich
beiden Datenverläufe der wahre Kraftauf- Versuchsreihen erstellt. Die Auswertung für in den vorliegenden Reibungsverhältnis-
wand berechnet werden. Mit diesem Vor- beispielsweise ABS zeigte, dass rein durch sen, welche genau beschrieben werden
gehen können auch Änderungen am Zu- Ändern der Parametereinstellungen die müssen. Hierzu sind am IWK zurzeit wei-
stand des Werkzeuges berücksichtigt und Entformungskraft zum Teil deutlich beein- tere Untersuchungen zur praxisnahen Be-
herausgefiltert werden (Bild 2). flusst wird (Bild 3). Den grössten Einfluss stimmung des Reibungskoeffizienten vor-
Im Rahmen einer experimentellen Arbeit hat dabei die Erhöhung der Werkzeugtem- gesehen.
sind die vorgängig entwickelten Werkzeuge peratur. Die restlichen Parameter teilen
in Betrieb genommen worden. Mit ver- sich einen kleineren Einfluss. Bei jedem
schiedenen Materialien und Prozesspara- Material und getesteten Formteil sind die
Ausblick
metern wurde deren Auswirkung auf die prozentualen Einflüsse jedoch wieder an- Aktuell ist am IWK ein weiteres Projekt ge-
Entformungskraft untersucht. Als Testmate- ders verteilt. Eine generelle Aussage lässt plant, in welchem die Einflüsse der ver-
rial wurden PP Purell HP570R, ABS Terlu- sich daher aktuell noch nicht machen. schiedenen Parameter, Oberflächen und
ran GP-22 und POM Hostaform C13021 Materialkombinationen genauer unter-
ausgewählt. Jedes Material wurde auf al- sucht werden sollen. Ein Ziel davon ist, die
len drei Werkzeugen bei verschiedenen
Entformungssimulation Zusammenhänge der verschiedenen Ein-
Parametereinstellungen getestet und aus- Neben den rein experimentellen Untersu- flussgrössen auf den Entformungsprozess
gewertet. Bei den Parametern wurden die chungen wurden am IWK auch Untersu- besser zu verstehen und beschreiben zu
Massen- und Werkzeugtemperatur, die chungen in Bezug auf die Simulation des können, um jeweils optimale Lösungen
Restkühlzeit und die Nachdruckhöhe vari- Entformungsvorganges und somit auch zur bereitstellen zu können. Ebenfalls geplant
ist die genauere rechnergestützte Abbil-
dung des gesamten Entformungsvorgan-
ges, um in der Lage zu sein, bereits lange
vor einer Werkzeugfertigung problemati-
sche Bereiche quantitativ zu beurteilen
und entsprechend frühzeitig passende
Massnahmen zu ergreifen
Kontakt
IWK Institut für Werkstofftechnik
und Kunststoffverarbeitung
Prof. Dr. Frank Ehrig
Oberseestrasse 10
CH-8640 Rapperswil
+41 55 222 4905
Bild 4: Entformungssimulation eines Spielbausteins vom Kern (Darstellung: maximale positi- frank.ehrig@hsr.ch
ve Hauptdehnungen). www.iwk.hsr.ch ■
9/2019 1 17MESSEN/PRÜFEN/QS KUNSTSTOFF XTRA
Thermomechanisches Verhalten von PA 12
Dynamisch-mechanische Analyse am Glasübergang
Das gleichzeitige Einwirken von thermischer und mechanischer Belastung auf ein mechanisches Bauteil respektive
System erschwert dessen Entwicklungsprozess massgeblich. Hauptgrund ist die komplexe Wechselwirkung
beider Einflussfaktoren. Nachfolgend wird das thermomechanische Verhalten von PA 12 am Glasübergang
aufgezeigt.
Claudio Corbisieri ¹,
Bilder: IWK
Prof. Dr. Pierre Jousset ²
Die dynamisch-mechanische Analyse DMA [2]
ermöglicht die Untersuchung der komple-
xen Wechselwirkung von thermischer und Bei der DMA spricht man vom Speicher-
mechanischer Belastung. Nachfolgend wird und Verlustmodul. Der Speichermodul E’
der Messaufbau der DMA bei Dual Cantile- [3] entspricht dem Realteil des komplexen
ver Biegebelastung vorgestellt (Bild 1), Elastizitätsmoduls und der Verlustmodul
welcher zur Ermittlung der umfangreichen E’’ [4] dessen Imaginärteil.
Messdaten, wie diese nur selten in Daten-
banken verfügbar sind, verwendet wurde.
Die mit (a) gekennzeichnete Einspannung
leitet eine harmonisch schwingende De- [3]
formation zentral in dargestellter Pfeilrich-
tung auf den Probekörper ein. Die Defor-
mationsamplitude ist so zu wählen, dass [4]
näherungsweise linear-viskoelastisches
Verhalten vorliegt. Die mit (b) gekenn- Bild 3 zeigt das Antwortverhalten des line-
zeichneten Einspannungen sind statisch. ar-viskoelastischen Modells bei harmo-
Die Einspannungen schränken neben den Bild 1: Aufbau der DMA mit Deformationsart nisch schwingender Dehnbelastung.
Verschiebungs- auch Rotationsfreiheitsgra- Dual Cantilever Biegung. Das linear-viskoelastische Modell ist in der
de ein. Aus diesem Grund ist bedingt Lage, die zeitabhängigen Eigenschaften
durch die Einspannung eine komplexe physikalischen Grundlagen erläutert. Dazu eines Kunststoffes bei harmonisch schwin-
Überlagerung von Schub-, Zug- und Druck- wird das Standardmodell (Bild 2) der line- gender Dehnbelastung wie folgt zu be-
spannungen zu erwarten. Die Einspan- aren Viskoelastizitätstheorie verwendet. schreiben:
nungsvorrichtung und der Probekörper Aus dem Modell ergibt sich bei harmo- – Der Speichermodul konvergiert bei ho-
werden in einer Kammer des Messgerätes nisch schwingender Dehnbelastung die hen Frequenzen gegen einen endlichen
temperiert. Wenn eine möglichst homoge- Differentialgleichung [1]. Die Variable Grenzwert.
ne Temperaturverteilung erreicht ist, wird entspricht der Dehnung des Dämpfers.
die harmonisch schwingende Deformation
bei definierter Frequenz eingeleitet.
[1]
Der frequenzabhängige Die Lösung der Differentialgleichung mit
Speicher- und Verlustmodul entsprechenden Randbedingungen kann
Damit die Resultate der DMA interpretiert in einen dynamischen Anteil und einen
werden können, werden nachfolgend die Langzeitanteil unterteilt werden. Zur Inter-
pretation der Messresultate der DMA ist
¹ Claudio Corbisieri, B.Sc. FH, ist Mas- der dynamische Anteil relevant. [2]
terstudent, Projektleiter am IWK und
zeigt, dass es sich beim resultierenden
unterrichtet Technische Mechanik
² Prof. Dr. Pierre Jousset leitet den Fach- Elastizitätsmodul E* um eine komplexe Bild 2: Feder-Dämpfer-Element der phäno-
bereich Verbindungstechnik am IWK Zahl handelt. menologischen Rheologie.
14 24 10/2019KUNSTSTOFF XTRA MESSEN/PRÜFEN/QS
Bild 4: Frequenz- und temperaturabhängiger Speichermodul von PA 12.
– Der in Bild 3 abgebildete Kurvenverlauf bei Frequenzen < 0,1 Hz bedingt durch turabhängigkeit. Die folgenden typischen
des Speichermoduls ist charakteristisch die eingeschränkte Reproduzierbarkeit der Eigenschaften des temperaturabhängigen
s-förmig. Messresultate kann der Speichermodul Speichermoduls sind feststellbar:
– Aus dem linear-viskoelastischen Modell lediglich mit Hilfe des Standardmodells der – Im Bereich des Glasübergangs ist eine
kann ein Ansatz für das Verhalten bei linearen Viskoelastizitätstheorie extrapo- stufenartige Abnahme des tempera-
sehr tiefen oder hohen Frequenzen abge- liert werden. Die folgende ausgeprägte turabhängigen Speichermoduls fest-
leitet werden, wenn diese bedingt durch Frequenzabhängigkeit des Speichermoduls stellbar.
den Messaufbau nicht zugänglich sind. ist bei Temperatur nahe dem Glasüber- – Unterhalb der Glasübergangstempera-
Der Verlustmodul ist ein Mass für die Irre- gang feststellbar: tur nähert sich der temperaturabhängi-
versibilität der Zustandsänderung. Da zur – Der frequenzabhängige Speichermodul ge Speichermodul im untersuchten
Auslegung eines mechanischen Bauteils nimmt im untersuchten Temperaturbe- Frequenzbereich näherungsweise ei-
oder Systems der Speichermodul das reich bei zunehmender Temperatur ab. nem gemeinsamen Grenzwert.
Werkstoffverhalten in der Regel dominiert, – Der frequenzabhängige Speichermodul – Oberhalb der Glasübergangstemperatur
werden die nachfolgenden Untersuchun- fällt abhängig von der Temperatur bei nähert sich der temperaturabhängige
gen auf den Speichermodul eingegrenzt. tiefen Frequenzen unterschiedlich Speichermodul im untersuchten Fre-
schnell ab. Aufgrund der Messdaten quenzbereich näherungsweise einem
kann nicht beurteilt werden, ob sich der gemeinsamen Grenzwert.
Diskussion der Speichermodul bei tiefen Frequenzen
Messresultate 0 annähert.
Schlussfolgerung
turabhängigen Speichermodul des unter- – Der frequenzabhängige Speichermodul Die Messdaten des temperaturabhängigen
suchten PA 12. nähert sich bei hohen Frequenzen ei- Speichermoduls geben einen Einblick in
Der gemessene Frequenzbereich wurde nem endlichen, temperaturabhängigen die komplexe Wechselwirkung der Ein-
auf 0,1 bis 150 Hz und der gemessene Grenzwert. flussfaktoren Zeit und Temperatur. Mit Hil-
Temperaturbereich auf –10 bis 100 °C Das Standardmodell der linearen Visko- fe dieser und weiterer Messdaten werden
festgelegt. Aufgrund der fehlenden Daten elastizitätstheorie besitzt keine Tempera- neue Ansätze erforscht, wie dieses Zusam-
menspiel modelliert werden kann. Solche
Modelle ermöglichen neben der Steifig-
keitsauslegung die Berechnung von Span-
nungen und Dehnungen bei verschiede-
nen Belastungszeiten und Temperaturen.
Kontakt
IWK Institut für Werkstofftechnik und
Kunststoffverarbeitung
Prof. Dr. Pierre Jousset
Fachbereich Verbindungstechnik
Oberseestrasse 10
CH-8640 Rapperswil
+41 55 222 40 53
Bild 3: Darstellung des frequenzabhängigen Speicher- und Verlustmoduls der linearen Visko- pierre.jousset@hsr.ch
elastizitätstheorie. www.iwk.hsr.ch ■
10/2019 41 35VERARBEITUNG KUNSTSTOFF XTRA
Material- und Prozessentwicklung für Kunststoff-Automatenbecher
Reduktion des CO²-Fussabdruck
Die aktuellen Diskussionen und Probleme bezüglich Meeresverschmutzung durch Kunststoffe stellen weitere
Ansprüche an die Verpackungsindustrie. Neben dem Schutz des Gutes kommen Forderungen wie biologische
Abbaubarkeit und eine Reduktion des Carbon Footprints hinzu. Vor allem Kaffeebecher werden hier immer
wieder beispielhaft genannt. Im Rahmen eines Innosuisse (vormals KTI) Projektes entwickelte das IWK mit dem
Industriepartner der SwissPrimePack AG neuartige Lösungsansätze.
Prof. Daniel Schwendemann,
Daniel Vetter, Alex Ramsauer ¹,
Jana Walker, Beat Wick ²
Die Verpackungsindustrie verbraucht heu-
te weltweit circa 40 % der verarbeiteten
Kunststoffmenge [1]. Auf Grund der aktu-
ellen Problematik verschmutzter Meere,
des «Littering-Problems» an Land und den
Mikrokunststoffpartikeln in Seen und Flüs-
sen, setzt die Gesellschaft die Industrie
massiv unter Druck, nachhaltigere Produk-
te zu entwickeln. Ein Beispiel ist der Bann
Quelle: SwissPrimePack
von Wegwerfartikeln des Europäischen
Parlamentes [2]. Kaffee wird in sehr gros-
sen Mengen konsumiert. Die Einwegbe-
cher stehen in vielen Diskussionen exem-
plarisch für die hohe Abfallmenge. Aus
diesem Grund starteten das IWK und die Vergleich des CO2-Fussabdrucks verschiedener 180-ml-Automatenbecher.
SwissPrimePack AG bereits 2016 ihr Pro-
jekt mit dem Ziel, den CO2-Fussabdruck Papierbecher, der häufig von Konsumen- mehr gestapelte Becher im Automaten
für Automatenbecher zu reduzieren. Die ten als die ökologischere Alternative be- unterbringen und es kommt zu weniger
Alternative zum Kunststoffbecher ist der trachtet wird. Daher wurden im Entwick- Störfällen im Betrieb, da sich diese Becher
lungsprojekt Ökobilanzen durch externe leichter entstapeln lassen.
Firmen erstellt, um die entwickelten Vari- Das Tiefziehverhältnis und die Produk-
1
Prof. Daniel Schwendemann, Daniel
anten zu prüfen. Der Kunststoffbecher hat tionsgeschwindigkeiten sind als zwei der
Vetter, Alex Ramsauer, alle IWK
2
Jana Walker, Beat Wick, beide funktional deutliche Vorteile bei seinem grössten Herausforderungen zu nennen.
SwissPrimePack AG Einsatz im Automaten. So lassen sich Die zu entwickelnden Automatenbecher
sollten alle geforderten Eigenschaften,
wie Heisswasserbeständigkeit, enge Di-
mensionstoleranzen für den problemlo-
sen Einsatz im Automaten sowie die Ge-
schmacksneutralität, erfüllen. Es wurden
daher keine Abstriche an der Spezifikation
gemacht.
Das Projekt war zweigliedrig und es wurde
in zwei Richtungen entwickelt. Zum einen
wurden auf Basis des aktuell eingesetzten
Polymers Möglichkeiten zum Einsatz von
Bilder: IWK
nachwachsenden Rohstoffen bzw. Rest-
stoffen der Lebensmittelindustrie als Füll-
Extrusion von Folienmustern auf der 3-Schicht-Flachfolienanlage am IWK. und Verstärkungsmittel untersucht. Zum
16 4 11/2019KUNSTSTOFF XTRA VERARBEITUNG
Bilder: SwissPrimePack
Produktion auf der inline Extrusionsanlage mit einem 54-Fach-Werkzeug. Neuentwickelter Kaffeebecher Woodcup.
anderen wurden diverse Möglichkeiten Neben der materialtechnischen Entwick- Literatur
biologisch abbaubarer Materialien als Ma- lung wurde auch das Augenmerk auf die [1] Plastics Europe. Plastics – the Facts 2018
trixwerkstoff untersucht. Ökobilanz der verschiedenen Kunststoffbe- [online]. An analysis of European plastics pro-
Eine grosse Palette von Füllstoff-Varianten cher und des vergleichbaren Papierbechers duction, demand and waste data, 2018. Verfüg-
wurde evaluiert. Neben verschiedenen gelegt. Die Studie wurde von der Carbotech bar unter: https://www.plasticseurope.org/appli-
Füllstoffen auf Holzbasis, wurde ein gros- AG im Auftrag der SwissPrimePack AG catication/files/6315/4510/9658/Plastics_the_
ses Augenmerk auf Roststoffe der Lebens- durchgeführt. Hier zeigte sich, dass das Re- facts_2018_AF_web.pdf
mittelproduktion gelegt, so wurden unter cycling von Kunststoffbechern einen sehr [2] European Parliament. Parliament seals ban
anderem Reste der Mehlproduktion als grossen Einfluss auf den CO2-Fussabdruck on throwaway plastics by 2021. Strasbourg,
auch Kaffeesatz auf deren Eignung unter- hat. So weist ein Kunststoffbecher mit 20% 27. März 2019.
sucht. Holzfüllung und 60% Rezyklatanteil den
Die Versuche wurden mehrstufig durchge- geringsten CO2-Fussabdruck auf.
führt, zuerst wurden auf der Compoun- Die Produktionsversuche mit bioabbauba-
dieranlage kleinere Versuchsmustermen- ren Polymeren und naturbasierten Füllstof-
gen hergestellt, die anschliessend auf der fen sind sehr vielversprechend. Der Be-
3-Schichtflachfolienanlage am IWK zu Fo- cherherstellungsprozess muss für diese
lien mit einer Stärke vom 0,8 mm und Rezepturen noch weiter optimiert und
etwa 300 mm Breite extrudiert wurden. angepasst werden, da sich die Abkühlzei- Kontakte
Mit Hilfe dieser Folien konnten bei der ten ändern. Dies ist auf einer Produktions- Hochschule für Technik Rapperswil
SwissPrimePack AG auf einer kleinen Ther- anlage, die über 100 000 Becher pro Stun- IWK Institut für Werkstofftechnik und
moformanlage Musterbecher gefertigt de produziert noch eine Herausforderung. Kunststoffverarbeitung
werden. Die so produzierten Prototypen Derzeit laufen weitere Versuche und Ab- Prof. Daniel Schwendemann
wurden im Labor analysiert und auf ihre musterungen. Oberseestrasse 10
Eignung ausgewertet. In einem weiteren In einem ersten Schritt wurde von der CH-8640 Rapperswil
Schritt wurden dann mit den Rezepturen, SwissPrimePack AG der Becher mit Holz- +41 55 222 49 16
die die Spezifikation erfüllten, Mustermen- füllung im Markt eingeführt. Sowohl die daniel.schwendemann@hsr.ch
gen von 300 kg hergestellt. Diese Min- Haptik als auch die Optik der neuentwi- www.iwk.hsr.ch
destmenge war notwendig, um die Um- ckelten Becher, die auf dem aktuell einge-
setzung auf der Produktionsanlage zu setzten Kunststoff basieren, treffen die SwissPrimePack AG
prüfen. heutigen Konsumentenwünsche. Der Be- Jana Walker
Insgesamt wurden dazu über 50 Material- cher ist auf eine äusserst positive Reso- Oberrieterstrasse 53
mischungen am IWK ausgearbeitet, com- nanz gestossen. Bis zum Projektende wur- CH-9450 Altstätten
poundiert und anschliessend auf die je- den bereits über 100 Millionen Becher Jana.walker@swissprimepack.com
weiligen Eigenschaften getestet. produziert. www.swissprimepack.com ■
11/2019 1 75COMPOSITES KUNSTSTOFF XTRA
Rinde und Flachs
Alternative zu Glasfaser, Öl und Chemie
Die Fahrzeug- und Luftfahrtindustrie steht unter Druck, umweltfreundlicher zu werden. Deshalb gibt es unter
anderem Bedarf für ökologische Kunststoffalternativen. Forschung und Industrie arbeiten derzeit an feuerfesten
Leichtbauteilen, die aus Holzresten und Flachs bestehen. Bei vergleichbaren Kosten und Produktionsaufwand
sollen sie mindestens 30 Prozent CO2-Emissionen einsparen.
Prof. Dr. Gion Andrea Barandun ¹
Ein Hauptargument für den Einsatz von
Faserverbundkunststoffen ist ihr exzellen-
tes Verhältnis von Steifigkeit oder Festig-
keit und Dichte. Damit lassen sich Struktu-
ren realisieren, die hohe Beanspruchungen
ertragen, aber trotzdem ein niedriges Ge-
Bild: Faserplast Composites
wicht aufweisen. Nicht selten ist auch die
eingesparte Energie – dank des geringen
Gewichts – ein Grund, auf Composites zu
setzen. Wird diese Energieeinsparung nun
durch ein CO2-Äquivalent oder Global War-
ming Potential (GWP) ausgedrückt, muss
natürlich der gesamte Lebenszyklus der Bild 1: Die neuartigen biobasierten Composites sollen u.a. künftig auch im Schienenverkehr
verwendeten Materialien mit einberechnet zum Einsatz kommen, wie hier im Interieur in einer Metro.
werden. Häufig wird dadurch die eigentlich
sehr gute Bilanz während der Einsatzzeit Auch die Entsorgung oder – falls umsetz- beteiligt sind die Berner Fachhochschule
getrübt – die Erzeugung und Verarbeitung bar – Aufbereitung und Weiterverwendung BFH (Institut für Werkstoffe und Holztech-
der Materialien ist mit hohem Energieauf- von Composite-Bauteilen an deren Le- nologie IWH) sowie die Unternehmen Gre-
wand verbunden, und insbesondere die bensdauerende muss für eine gesamtheit- molith, Bcomp, Faserplast Composites,
Matrixsysteme basieren fast ausschliess- liche Betrachtung mit einbezogen werden. Swiss CMT AG und Zeochem. Interessant
lich auf Petrochemie. sind in diesem Fall neben den ohnehin an-
Der Ersatz von konventionellen Matrix- gestrebten guten mechanischen Eigen-
und Harzsystemen durch biobasierte Pro-
Ein überraschend einfaches schaften vor allem die Möglichkeiten im
dukte lohnt sich deshalb aus Umweltsicht Konzept Hinblick auf den Brandschutz. Wo heute
in jedem Fall – die Erwartung ist, dass das Das Rezept für die biobasierten Bauteile unter anderem phenolbasierte Systeme
hier untersuchte neue Material bei der aus faserverstärkten Kunststoffen ist über- zum Einsatz kommen, sollen die neuartigen
Produktion mindestens 30 Prozent weni- raschend simpel: Die Baumrinde, aus der Composites in Zukunft eine echte bioba-
ger CO2-Emissionen verursacht, als die das Tannin für das Harzsystem gewonnen sierte Alternative dazu bieten. Dies eröffnet
bisher üblichen Faserverbundwerkstoffe. wird, fällt in der Holzindustrie als Abfall an. Anwendungen beispielsweise in der Schie-
Andererseits müssen diese neuartigen Flachsfasern als Verstärkung bieten eine nenindustrie (Bild 1), wo sehr strenge Vor-
Systeme immer noch die gleichen Anfor- nachwachsende Alternative zu Glasfasern, schriften bezüglich der Materialeigenschaf-
derungen wie die substituierten Werkstof- mit sehr ähnlichen Steifigkeitseigenschaf- ten im Brandfall herrschen, gleichzeitig aber
fe erfüllen. Dies betrifft nicht nur mecha- ten bei niedrigerer Dichte. auch leichte Strukturbauteile gesucht sind.
nische oder andere Anforderungen ans Zusammen mit Projektpartnern aus Indus-
Bauteil, sondern auch die Verarbeitung in trie und Forschung arbeitet das IWK Institut
möglichst verbreiteten und bekannten Pro- für Werkstofftechnik und Kunststoffverar-
Erfolgreiche Vorversuche
zessen. beitung daran, die beiden natürlichen Roh- Das Know-how zur Herstellung, Aufberei-
stoffe in hoch belastbare, feuerfeste Kom- tung und Verarbeitung des neuen Harzsys-
ponenten zu verwandeln. Das Projekt wird tems wurde schrittweise erarbeitet. Aus
1
Prof. Dr. Gion Andrea Barandun,
Fachbereich Faserverbundtechnik / durch die Schweizerische Agentur für Inno- einer Zusammenarbeit zwischen IWH und
Leichtbau, IWK, HSR Rapperswil vationsförderung Innosuisse unterstützt – IWK im Rahmen mehrere Studienarbeiten
1 86 1–2/2020KUNSTSTOFF XTRA COMPOSITES
Bild: IWK
Bild 2: Prozessversuch Bild 3: Test-Platten
an beiden Standorten entstanden Materi- res Ersatzprodukt mit potentiell besseren wurden teilweise schon in Vorversuchen
alrezepturen, Verarbeitungsrichtlinien und Eigenschaften entsteht. ermittelt und gestatten einen robusten
Erkenntnisse zu den Eigenschaften der und reproduzierbaren Herstellungsprozess.
hergestellten Verbundmaterialien (Bild 2). Damit das Produkt für die Zulieferer der
Diese Resultate weckten das Interesse der
Neue Materialien, unverän- Fahrzeug- und Luftfahrtindustrie eine ech-
Industrie, sodass schliesslich ein breit ab- derte Produktionsverfahren te Alternative wird, soll das Faser-Harz-
gestütztes Innosuisse-Forschungsprojekt Das Harzsystem ist der innovative Kern System zudem ohne Änderungen am Ma-
gestartet werden konnte. des Projektes. Statt herkömmlichen, erdöl- schinenpark oder an Prozessen verarbeitet
Die nun durchgeführten ersten Versuche basierten Harzen wird Tannin (aus Holzrin- werden können. Im Hinblick auf eine spä-
mit den neuen Materialien sind vielver- de) zusammen mit speziellen Alkoholen tere Serienfertigung stellt dies eine zentra-
sprechend, aktuell erprobt das Team des auf pflanzlicher Basis kombiniert. Im Ver- le Forderung der Industrie dar.
IWK verschiedene Rezepturen und Pro- bund mit den Flachsfasern entsteht so ein Das Projekt wurde im Sommer 2019 ge-
duktionsprozesse. Bisher sind das lediglich fast vollständig aus nachwachsenden Roh- startet, die gemeinsamen Forschungs- und
kleine Test-Platten (Bild 3) für mechani- stoffen bestehender, faserverstärkter Entwicklungsarbeiten sollen im Sommer
sche und andere Belastungstests. Zu ei- Kunststoff. Zum Vergleich: Aktuelle bioba- 2022 abgeschlossen sein.
nem späteren Zeitpunkt erfolgt dann die sierte Alternativen kommen – immer noch
Umsetzung erster Realbauteile im Rahmen selten - auf maximal ca. 50 Prozent Anteil Kontakt
industrieüblicher Produktionsprozesse. Ziel an nachwachsenden Rohstoffen. IWK Institut für Werkstofftechnik und
ist es, ein möglichst serienfertiges Faser- Die Bauteile können in unterschiedlichen, Kunststoffverarbeitung
Harz-System anbieten zu können. Mittels industriell verbreiteten Verfahren wie Infu- Oberseestrasse 10
verschiedener Bauteilprüfungen wird zu- sion, Injektion oder – für kleine Serien – CH-8640 Rapperswil
dem während der Entwicklung darauf ge- Handlaminieren hergestellt werden. Die +41 55 222 47 70
achtet, dass ein gleichwertig produzierba- entsprechenden Verarbeitungsparameter iwk@hsr.ch, www.hsr.ch ■
ARGO - IHRE STARKE GESCHÄFTSPARTNERIN
• Tampondruck • Heissprägedruck NEUE WEITERBILDUNG AN DER OST
• Ultraschallschweissen • Montagen
• Laserbeschriftungen • Spanabhebende Bearbeitung Zertifikatslehrgang CAS
Wir arbeiten unkompliziert, liefern termingerecht in hoher AUSLEGUNG UND HERSTELLUNG
Qualität und genau so, wie es für Sie Sinn macht. VON KUNSTSTOFFBAUTEILEN
Schildern Sie uns Ihre Bedürfnisse. Wir bieten Ihnen Lösungen.
Tel. 081 257 15 57 | info@argo-gr.ch | www.argo.industries
www.ost.ch/cas-kunststoffbauteile
ARGO Stiftung für Integration von
Menschen mit Behinderung in Graubünden
1–2/2020 1 79MESSEN/PRÜFEN/QS KUNSTSTOFF XTRA
Kunststoffe verstehen
Polymeranalytik vom Feinsten
Zur Ergänzung der bisherigen Schwerpunkte Bauteilauslegung, Werkzeugtechnik und Produktionstechnik wurde
am IWK der Bereich um die Werkstoff- und Bauteilprüfung um einige polymeranalytische Methoden erweitert.
Ziel ist es, den Kooperationspartnern die Möglichkeit zu wesentlich umfangreicheren Prüfmöglichkeiten zu geben,
die ihnen erlauben, auf einfache bis komplexe Fragestellungen rund um Werkstoff, Bauteil und Verarbeitung eine
Antwort zu erhalten.
Prof. Dr. Samuel Affolter ¹
Instrumentelle polymeranalytische Metho-
den öffnen den Weg, um Zusammenhän-
ge zwischen physikalisch-mechanischem
Verhalten und chemischer Zusammenset-
zung besser zu verstehen. Dies ist zum
Beispiel bei Schadensanalysen relevant,
wo insbesondere Ursachen für Schäden
ermittelt werden sollten. Auch lassen sich
Bilder: IWK
Aussagen zum Langzeitverhalten machen,
obwohl unter Umständen visuell noch gar
kein Effekt erkennbar ist. In diesem Beitrag Bild 1: Gefügebild eines Querschnitts durch ein spritzgegossenes POM-Bauteil;
werden die verfügbaren Methoden kurz A gescherte Randzone, B Bauteilseele
erläutert und anhand einiger Anwendungs-
beispiele deren Nützlichkeit aufgezeigt. Werkzeugtemperatur beim Spritzgies- ven Röntgendetektor EDX gekoppelt ist.
sen hinweisen. Bei der FTIR-Mikroskopie werden insbe-
– Zur 3D-Visualisierung wird die Compu- sondere organische Strukturelemente
Methoden tertomografie CT eingesetzt. Hiermit durch Absorption von Infrarotlicht iden-
Wie in einem forensischen Labor werden können Materialkontraste durch Fasern tifiziert, wie sie in Makromolekülen und
anhand hochsensitiver Methoden Materi- (Visualisierung der Faserrichtung), Lö- vielen Additiven vorkommen. FTIR-
alien quasi bis auf ihre Grundbausteine hin cher (Gasblasen, Schwundvakuolen, Spektren von Probeteilen können im
«seziert». Die Polymeranalytik setzt Metho- Schaumstrukturen) und Einschlüsse Anschluss anhand verfügbarer Daten-
den zur Visualisierung (Mikroskopie, Com- (Fremdmaterial) im Bauteil ohne Zer- banken gecheckt werden; oft können
putertomografie, Mikroanalytik) und zur störung gefunden werden. Die lokale so auch komplexere Mischungen, z.B.
chemischen Analyse (Spektrometrie, Ther- Auflösung beträgt einige µm und hängt Polymerblends oder additivierte Werk-
moanalyse) ein. Im Folgenden sind die stark von der Probengrösse ab. Auch stoffe hinsichtlich der wichtigsten Kom-
wichtigsten Systeme kurz erläutert: eignet sich die Methode zur geometri- ponenten identifiziert werden.
– Anhand geeigneter Präparate (Dünn- schen Ausmessung, um z.B. Soll-Ist- Das REM selber erlaubt Bildaufnahmen
schnitte, Dünnschliffe) lassen sich unter Vergleiche machen zu können. Bild 2 mit unübertroffener Tiefenschärfe (Se-
dem Transmissions-Lichtmikroskop mit visualisiert einen Ausschnitt eines ge- kundärelektronendetektor) oder mit
Polarisations-Kontrastierung Informatio- schäumten Faserverbundwerkstoffs, bei Materialkontrast (Rückstreudetektor);
nen zum Gefüge ableiten, die Hinweise welchem anschliessend durch Bildver- der zusätzliche EDX-Detektor erlaubt
auf Material-, Konstruktions- oder Verar- arbeitung Fasern und Poren aufgetrennt die lokal aufgelöste Analyse von fast
beitungsfehler geben. Bild 1 zeigt bei- wurden. allen Elementen des Periodensystems
spielhaft eine dicke Spritzhaut mit aus- – Um die chemischen Bestandteile von (ab Ordnungszahl 6, Kohlenstoff); hier-
geprägter Scherzone (nicht, bzw. nur Werkstoffen in lokaler Auflösung bis zu mit lassen sich insbesondere die anor-
teilweise ausgebildete Sphärolithe an wenigen µm z.B. bei Einschlüssen zu ganischen Bestandteile (insb. Füllstoffe,
der Oberfläche), die auf eine zu kalte analysieren, verwendet man mikroanaly- anorganische Fasern, Flammschutzmit-
tische Methoden wie die FTIR-Mikrosko- tel u.a.m.) von Polymerwerkstoffen
¹ Prof. Dr. Samuel Affolter, Leiter Poly- pie oder die Rasterelektronenmikrosko- identifizieren und halbquantitativ be-
merchemie am IWK, HSR Rapperswil pie REM, die mit einem energiedispersi- stimmen.
18 3/2020KUNSTSTOFF XTRA MESSEN/PRÜFEN/QS
gar medienwirksame oder nur um un-
bedeutende Vorfälle handelt. Zuerst gilt
es, Ursachen für das Versagen anhand
stichhaltiger Messbelege zu finden und
je nach Schwere des Falles Verantwort-
lichkeiten zu definieren. Sind einmal die
Ursachen eines Schadens klar, so wer-
den oft nicht nur kurzfristige Massnah-
Bildbearbeitung zur Visualisierung: men und Handlungen abgeleitet. Die
Rohdaten-Schnitt aus CT Poren dunkelblau; Fasern gelb; Matrix türkis gewonnenen Erkenntnisse fliessen viel-
Bild 2: Schaum- und Faserverteilung in geschäumtem Faserverbund-Kunststoff fach in längerfristige Entwicklungs- und
Optimierungsprojekte ein.
Beide Methoden eignen sich für Punkt- bei der Zersetzung durch Reaktion mit – Effekte durch Alterung: Oft sind Verän-
und Flächenmessungen bei geeigneten Sauerstoff) bestimmen. derungen durch den Einsatz visuell
Präparaten. Dadurch lassen sich neben Anhand der TGA können durch einen nicht erkennbar. Anhand analytischer
Einschlüssen auch Verteilungsbilder kontrollierten Aufheizprozess grobe An- Methoden erhält man einen guten Ein-
von Copolymeren oder Additiven anfer- gaben zur prozentualen Zusammenset- blick in den Zustand. Hat einmal ein
tigen. Bild 3 zeigt ein REM-EDX-Map- zung von Compounds gemacht werden. Bauteil aufgrund von Wärme, UV-Licht
ping eines präparierten Materialquer- So werden u.a. Weichmacher-, Poly- oder Kontakt mit Chemikalien versagt,
schnittes, in welchem lokal die mer-, Russ- und Füllstoffanteil bereits an lassen sich meist auch die Ursachen
Glasfasern (rot) und das Flammschutz- sehr kleinen Probemengen bestimmt. hierzu ermitteln.
mittel (elementarer Phosphor, grün) Zusammen mit der FTIR-Spektrometrie – Benchmarkanalysen: Wer möchte
lokalisiert werden können. Es ist auch sind die DSC und TGA die wohl wichtig- schon nicht wissen, warum die Konkur-
erkennbar, dass die Phosphorpartikel sten Methoden zur Identifikation und renz ein «besseres» Produkt hat. Oder
relativ gross sind und nicht an der Ma- groben Quantifizierung von Polymer- halten sich Geschäftspartner nicht an
trix haften, was im Einsatz des Bauteils compounds. Abmachungen, was die Qualität des
zu geringerer Festigkeit dessen führte Materials beeinflussen kann? Die Er-
(nicht haftende Teile wirken wie Lö- mittlung der Zusammensetzung von
cher).
Anwendungen Werkstoffen klärt derartige Fragen.
– Das thermische Verhalten von sehr klei- Die neben vielen weiteren Untersuchungs- – Dienstleistungen: Vielleicht sind auch
nen Kunststoffproben (einige mg) kann methoden verfügbaren instrumentellen nur Kennwerte wie eine Glasüber-
auch mit Thermoanalyse charakterisiert Techniken erlauben den Einsatz zur Lö- gangstemperatur gefragt. Oder ein Ver-
werden. Hierzu eignet sich die dyna- sung unterschiedlicher Fragestellungen, gleich zwischen zwei Materiallieferun-
misch differenzielle Kalorimetrie DSC die am Institut IWK in mannigfaltiger Art gen. Erhaltene Messergebnisse werden
und die Thermogravimetrie TGA. immer wieder auftauchen. Die Kür ist, die immer auch mit einer Messunsicher-
Anhand der DSC kann der Wärmehaus- Methoden richtig zu kombinieren; eine heitsangabe versehen.
halt einer Probe charakterisiert werden; Methode alleine reicht meist nicht aus, um Ein kleines, langjährig erfahrenes Spezia-
typischerweise lassen sich so Phasen- ausreichende Antworten zu liefern. Kunst- listenteam im IWK kennt sich mit den
übergänge (Glasübergangstemperatur stoffe verstehen heisst, das verfügbare oben beschriebenen Methoden gut aus
Tg, Kristallitschmelztemperatur Ts), Kris- (und vielleicht noch weiteres) Methoden- und unterstützt die Kunden entlang der
tallisationsgrad (bei teilkristallien Kunst- arsenal in den folgenden Segmenten sinn- gesamten Wertschöpfungskette, indem sie
stoffen) oder auch chemische Reaktio- voll einzusetzen: helfen, die Kunststoffe zu verstehen. Poly-
nen (Exothermie bei der Aushärtung – Angewandte Forschung und Entwick- meranalytik ist und bleibt spannend und
von Giessharzen oder Klebstoffen oder lung: Schwerpunkt hier ist, im Rahmen faszinierend, da man Kunststoffe in ihrem
von Werkstoffentwicklungen das erhal- Verhalten besser verstehen kann und man
tene funktionelle Eigenschaftsprofi l fast immer mehrere Methoden kombinie-
durch Polymeranalytik besser zu verste- ren muss, um zu Lösungen zu kommen.
hen. Die richtigen Schlüsse gezogen
führt dies zur effizienteren Entwicklung Kontakt
des Endprodukts. IWK Institut für Werkstofftechnik und
– Schadensanalysen als Quelle des Fort- Kunststoffverarbeitung
schritts: Ein Ausfall eines schadhaften Oberseestrasse 10
Bauteils während seines Einsatzes ist CH-8640 Rapperswil
Bild 3: Additivverteilung eines PA6-GF-FR im
immer mit Ärger, Umtrieben und +41 55 222 47 70
Bauteil mit REM-EDX-Mapping; rot = Si (von
Glasfasern); grün = Phosphor (von Flamm- schliesslich auch mit Kosten verbunden, iwk@hsr.ch
schutzmittel); Hintergrund = Matrix egal ob es sich dabei um spektakuläre, www.hsr.ch ■
3/2020 19FÜGETECHNIK KUNSTSTOFF XTRA
Fünf Schritte für eine erfolgreiche Anwendung der Klebtechnologie
Ein Leitfaden für die Praxis
Das Kleben ist eine der ältesten und wichtigsten Verbindungstechniken der Menschheit. Der älteste von Menschen
eingesetzte Kleb- und Dichtstoff ist vermutlich die tonhaltige Erde, die für den Bau von Hütten verwendet wurde.
Später kamen Asphalt (Erdpech), Baumharz und Holzteer (Bild 1) dazu, die vor allem für den Bau von Waffen
und Werkzeugen ihre Anwendung fanden.
Prof. Dr. Pierre Jousset ¹
Prof. Dr. Markus Henne ²
Prof. Dr. Niedermeier ³
Ca. 1500 vor Chr. gewannen die Ägypter
aus einem Sud aus Sehnen, Knorpel und
anderen tierischen Abfällen einen Kleb-
stoff für furnierte Schreinerarbeiten. Seit
Bilder: IWK
der Antike ist der Berufsstand des Leimsie-
ders bekannt. Aus dieser Zeit stammen
auch die Begriffe «Kolla» oder «Glutinum». Bild 1: Im Eintopfverfahren hergestelltes Bir- Bild 2: Unerwünschtes Versagen einer Kleb-
Später gewann die Klebtechnik im Zusam- kenpech [1] verbindung an einem Schuh
menhang mit dem Buchdruck wieder an
Bedeutung: Die immer zahlreicheren Bü- Im Alltag wird die Klebtechnik bereits im 1. Entscheidungsprozess im
cher mussten gebunden und mit stabilen Kindesalter für Bastelarbeiten angewen-
Produktentwicklungsprozess
Deckeln und Rücken versehen werden. det. Empirisch erfährt der Anwender, auf
Mit der Industrialisierung erfuhr die Kleb- welchen Materialien und Oberfl ächen Eine Klebverbindung wird bei der Auslegung
technik einen regelrechten Aufschwung: Klebstoffe haften, wie lange sie brauchen, eines Produktes oder einer Struktur oft nicht
Mit dem Patent zur Phenolharz-Härtung um sich zu verfestigen und wie gut ihre in Betracht gezogen. Der Grund dafür ist
von Baekeland brach das Zeitalter der syn- Beständigkeit z. B. gegenüber Wasser ist. mangelnde Erfahrung bei der Auslegung von
thetisch hergestellten Klebstoffe an. Che- Diese Erfahrungen prägen das Bild der Klebverbindungen, fehlende Kenntnis über
miker, Physiker und Ingenieure setzten Klebtechnik – vor allem durch die Misser- die mechanischen Eigenschaften von Kleb-
sich mit den Wirkungen von Adhäsions- folge entstehen Vorbehalte gegenüber der stoffen oder Zweifel an der Reproduzierbar-
und Kohäsionskräften auseinander und Zuverlässigkeit von Klebstoffen. keit bzw. der Zuverlässigkeit des Klebprozes-
erforschten den makromolekularen Auf- Auch aus dem Bereich der Bekleidung tre- ses. In Folge wird eine Klebverbindung
bau der klebenden Substanzen. Die neu ten Klebverbindungen vor allem in den vermieden oder aufgrund des Risikos eines
entwickelten Klebstoffe besitzen vielfältige Fokus, wenn sie bereits versagt haben Versagens grundsätzlich ausgeschlossen.
Funktionen: Sie übertragen beispielsweise (Bild 2). Bei ordnungsgemässer Funktion Dies führt oft dazu, dass in einer frühen Pha-
mechanische Lasten, gleichen Toleranzun- werden die kaschierten Klebstellen kaum se des Produktentwicklungsprozesses fal-
terschiede aus, mindern korrosive Effekte, beachtet. sche Entscheidungen hinsichtlich der Verbin-
etc. Diese Erfahrungswerte lassen sich aber in dungstechnologie getroffen werden.
keiner Art und Weise auf technische Kleb- Zusätzlich bringt die Klebtechnologie neben
verbindungen übertragen. Durch eine pro- der strukturmechanischen Verbindung von
¹ Prof. Dr. Pierre Jousset, Fachbe-
reichsleiter Verbindungstechnik, IWK, fessionelle Vorgehensweise bei der Ent- zwei Bauteilen folgende Vorteile mit sich:
HSR Rapperswil wicklung von Klebverbindungen können – Eine Klebverbindung kann so gestaltet
² Prof. Dr. Markus Henne, Fachbe- die Nachteile überwunden und zusätzliche werden, dass sie kaum sichtbar ist. Dies
reichsleiter Mechanische Systeme,
Vorteile generiert werden, welche keine eröffnet neue Möglichkeiten der Gestal-
IWK, HSR Rapperswil
³ Prof. Dr.-Ing. Michael Niedermeier, andere Verbindungstechnologie mit sich tung eines Produkts.
Leiter Steinbeis-Innovationszentrum bringt. – Die geklebte Verbindung dient zusätz-
Werkstoff- und Oberflächentechnolo- Dieser Artikel zeigt in fünf Schritten auf, lich als Dichtung gegenüber Staub und/
gie Friedrichshafen und Leiter Werk-
welche Kriterien berücksichtigt werden oder Fluiden
stoffprüflabor der Hochschule Ravens-
burg-Weingarten RWU müssen, damit eine erfolgreiche Verkle- – Die Elastizität der (Dickschicht-)Verkle-
niedermeier@stz-werkstoffe.de bung entsteht: bung dämpft Vibrationen.
23 04 4/2020Sie können auch lesen

















































