LEHRSTUHL FÜR UMFORMTECHNIK - Univ.-Prof. Dr.-Ing. Bernd Engel - Uni Siegen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
LEHRSTUHL FÜR UMFORMTECHNIK
Univ.-Prof. Dr.-Ing. Bernd Engel
Version 2021-03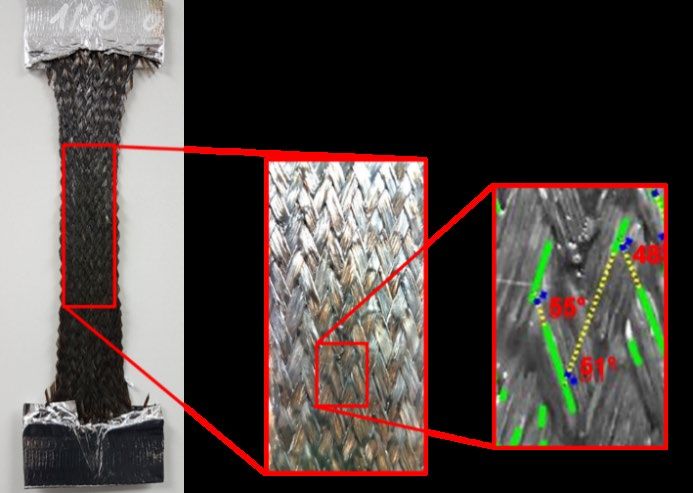
Übersicht
Vorwort ................................................................................................................................ 1
1. Cyber Rüsten 4.0 - EFRE Leitmarktwettbewerb Produktion.NRW .............................. 2
2. Zentrum für Smart Production Design Siegen (SmaPS) ............................................. 4
3. Erweiterung des Rotationzugbiegens zu einem teilkinematischen Verfahren mit
reduzierten Werkzeugflächen ..................................................................................... 6
4. Regelung des Werkstoffflusses zur Erhöhung der Bauteilqualität beim
Rotationszugbiegen .................................................................................................... 8
5. Ofenlose In-Takt-Erwärmung mittels Induktion (OTTER) .......................................... 10
6. Umfangsformen endlosfaserverstärkter thermoplastischer Verbundrohre ................ 12
7. Auffinden von Materialfehlern in Thermoplasten mittels aktiver Lockin-
Thermografie ............................................................................................................. 15
8. Verfahrensentwicklung des inkrementellen Schwenkbiegens ................................... 17
9. Flexibles Schwenkbiegen von Kegeln aus Blechhalbzeugen.................................... 19
10. 3D-Schwenkbiegen (SB³) ........................................................................................ 21
11. Remote Production .................................................................................................. 23
12. Entwicklung einer Methode zur Formsimulation faserverstärkter Thermoplaste ..... 25
13. Biegen von Profilen mit variablem Querschnitt ........................................................ 28
Kontakte ............................................................................................................................ 30
I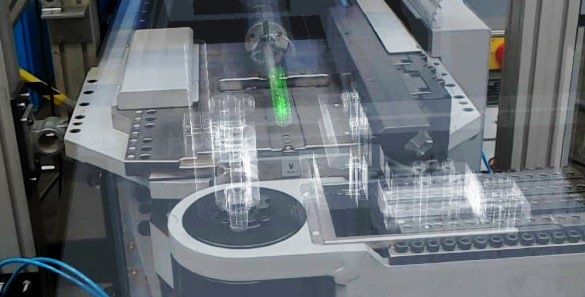

Vorwort
Der im Jahr 2004 gegründete Lehrstuhl hat unter dem Label „Biegen in Sie-
gen“ international Anerkennung erlangt. Mit 15 wissenschaftlichen Mitarbei-
tern und ca. acht Hilfswissenschaftlern bearbeiten wir ausschließlich Themen
der Biegeumformung von Profilen und Rohren.
In drei Arbeitsgruppen haben wir unsere Inhalte überschrieben mit
• Prozessregelung und cyberphysische Systeme
• Biegen von Rohren und Profilen metallischer Werkstoffe
• Biegen von Rohren und Profilen faserverstärkter Thermoplaste
Das UTS betreibt eine anwendungsnahe Forschung, um einerseits aktuelle
Fragestellungen der Industrie in Grundlagenforschung zu bearbeiten und um
andererseits industrielle Forschung nutzbar zu machen. Der enge Bezug zur
Industrie ist häufig Ansatzpunkt zu Innovation und auch die Motivation zu in-
genieurmäßiger Grundlagenforschung.
Eine besondere Kompetenz des Lehrstuhls ist die Verfahrensentwicklung für zukünftige Anforderungen.
Insbesondere die sich ändernden Produkte und Losgrößen erfordern einen Paradigmenwechsel in der
Umformtechnik. Auflösen von Werkzeugen, Beherrschung des Biegeprozesses und digitale Verkettung
vom Halbzeug bis zur Umformmaschine werden methodisch entwickelt und in einem industrienahen
Laborumfeld erprobt. Ziel ist die skalierbare Fertigung, die in einer Konfiguration Varianz in der Geo-
metrie, im Werkstoff und in der Halbzeuggeometrie zulässt. Mit zunehmender Individualisierung der
Produkte spielen auch Fragestellungen zum Rüsten der Maschinen und Integration des Kunden in den
Prozess eine zunehmende Rolle.
In einem industrienahen Labor sind wir in der Lage, cyberphysische Lösungen zum Richten, Anwen-
dungen individueller Produktfertigung und die Validierung von Verfahrensentwicklungen vorzuführen.
Hierzu stehen dem Lehrstuhl drei Rotationszugbiegemaschinen, zwei Dreirollenbiegemaschinen eine
Schwenkbiegemaschine sowie zwei Pressen zur Verfügung.
Auch die Lehre und hier insbesondere in der Themenstellung in Studien-, Bachelor- und Masterarbeiten
stehen meist in engem Zusammenhang mit den aktuellen Forschungsschwerpunkten und Entwick-
lungsprojekten.
Siegen, im März 2021
Prof. Dr.-Ing. Bernd Engel
1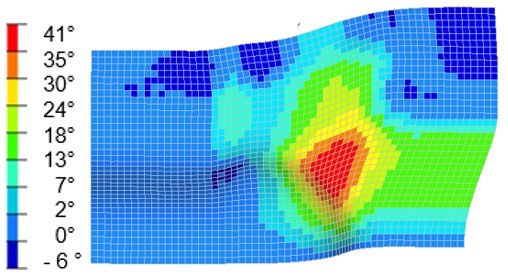
1. Cyber Rüsten 4.0 - EFRE Leitmarktwettbewerb Produktion.NRW
Projektmanager / Verbundkoordinator: Dr.-Ing. Christopher Kuhnhen
Bearbeiterin: Linda Borchmann, M. Eng.
Heutiges Vorgehen beim Maschinenrüsten
Das Bestücken von Bearbeitungswerkzeugen auf Produktionsmaschinen, das sogenannte Rüsten oder
auch Einrüsten von Maschinen, erfolgt heute in der Regel durch hochqualifiziertes Fachpersonal. Die
dabei involvierten Facharbeiter (meist Maschinenschlosser, Industrie- oder Werkzeugmechaniker) rüs-
ten die Maschinen auf Basis ihrer beruflichen Ausbildung, zuzüglich eines sich in der Regel selbst an-
gelernten Erfahrungswissens, basierend auf Learning by Doing. Sobald es dabei zu Änderungen in der
Werkzeuggeometrie oder auch einer Adaption der Werkzeuge auf einer anderen Maschine kommt, ist
dieses Erfahrungswissen nur noch bedingt einsetzbar. Insbesondere moderne Produktionsmaschinen
mit umfangreichen Steuerungs- und Regelungsmöglichkeiten bedürfen einer guten Ausbildung an der
Maschine selbst, um folgeschwere Fehler, bspw. durch Maschinencrashs zu vermeiden.
Projektinnovation Cyberrüsten 4.0 – Werkzeugmontage und Maschineneinrüsten mit Rüstnavi
Das Ziel des Verbundvorhabens war es, den Maschinenbediener beim Einrichten des beispielhaft aus-
gewählten Umformprozesses Biegen mit einem cyber-physischen System zu unterstützen. Kerngegen-
stand war hierbei die Entwicklung eines Demonstrator-Leitsystems, welches den Bediener bei den Ein-
stellungen zum Rüsten der Maschine unterstützt und komplexe Sach- und Verständniszusammen-
hänge aufbereitet, auf Basis deren sich der Maschinenbediener orientieren kann.
Die Rüstunterstützung wurde im Rahmen des Funktionsdemonstrators als sogenannter Expert to Go
implementiert. Dieser Expert to Go beinhaltet zum einen das Static Expert Module (SEM) und zum
anderen das Dynamic Expert Module (DEM).
Beide Teilsysteme agieren unabhängig auf verschiedenen Plattformen voneinander. Das SEM benutzt
zur Visualisierung die Augmented Reality Brille MS-HoloLens, welche den Bediener die Montagerei-
henfolge der einzelnen Werkzeuge und Füge- und Verbindungselemente mit Hilfe von als Hologram-
men eingeblendeten Tabellen, Anweisungen, Bildern und Videos darstellt. Es funktioniert als eine Art
Navigationssystem.
Im Anschluss an das Projekt
Derzeit existieren keine bekannten Verfahren, welche einen erfahrenen Maschinenbediener selbst in
die Lage versetzen einen komplexen Fertigungsprozess in ein cyberphysisches Hilfsmittel einzu-
teachen. Sowohl die Erstellung einer interaktiven AR-Anweisung als auch die Initialisierung eines
Bild 1.1: Gefördert durch den Europäischen Fonds für regionale Entwicklung im Förderverfahren EFRE.NRW Produktion
2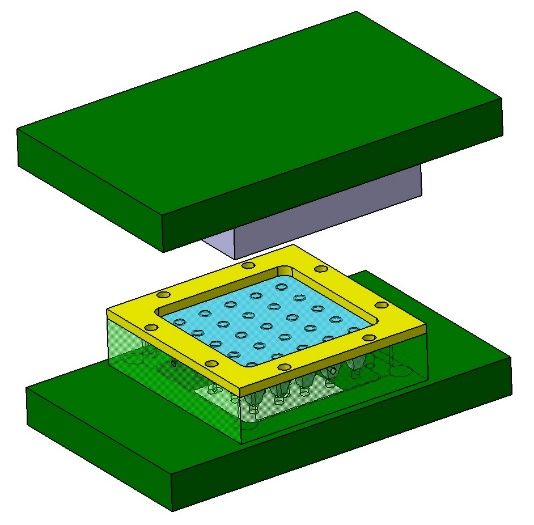
selbstlernenden Systems stellen, neben der erstmaligen zusammenhängenden Betrachtung des kom-
pletten Rüstprozesses – bestehend aus statischen und dynamischen Rüstanteilen – die größten Inno-
vationen dar. Dabei wird das wertvolle Fachwissen der Facharbeiter genutzt, um einerseits Anweisun-
gen für den statischen Rüstprozess zu erstellen und andererseits die Konfigurationen und Zusammen-
hänge des Fertigungsprozesses abzuleiten und in ein selbstlernendes System zu überführen. Damit
wird erstmalig ein umfassendes Frame-
work zur Verfügung gestellt, mit welchem
Unternehmen wissensintensive statische
und dynamische Rüstprozesse auf Basis
vorhandener Erfahrungen erfassen kön-
nen und in der Folge, angereichert durch
Prozessdaten, wieder zur Verfügung stel-
len können.
Dieses Ziel wurde mit den Projektpartnern
Bild 1.2: Sicht durch die Brille: Unterstützung des Maschinenbe-
weiter verfolgt und komplettierte die Rüst-
dieners beim Rüsten und Einrichten des Fertigungsprozesses unterstützung nach Beendigung der För-
mittels Hollogrammdarstellung auf Realmaschinenkörper
derphase. Derzeit wird im Projekt "Laara"
- Lernen, Informieren und kompetent Agie-
ren mit Augmented Reality im Arbeitsprozess (BMBF) untersucht wie das Verhalten im Umgang mit AR
in der Ausbildung erfolgen kann. Berücksichtigt werden dabei u.a. die Erkenntnisse zum informellen
Lernen am Arbeitsplatz. Es bleibt jedoch zu untersuchen, inwieweit diese Erkenntnisse, Theorien und
Forschungsmethoden in Bezug auf semi-virtuelle Arbeitsräume übertragbar sind und welche Konse-
quenzen sich für die organisatorische Gestaltung von Arbeitsplätzen und die didaktische Gestaltung
des Lernens im Arbeitsprozess ergeben. Erste Untersuchungsergebnisse folgen in Kürze. (laara.info)
Wesentliche umformtechnische Veröffentlichungen
• Schulte, L.; Kuhnhen, C.; Abele, D.; Hoffmann, S.; Pinatti de Carvalho, F.; Engel, B.; Schweitzer, M; Wulf, V. (2017): Cyber equipping
4.0 - FE-simulation-based setting instructions for a rotary draw-bending machine. In: XIV International Conference on Computational
Plasticity. Fundamental and Applications, COMPLAS 2017, Barcelona, Spanien, 05.-11.09.2017, ISBN: 978-84-946909-6-9, S. 754-
765
• Hoffmann, S.; Abele, N.-D.; Kuhnhen, C.; Ludwig, T.; Schäfer, W.; Schulte, L.; Schweitzer, M.; Wulf, V. (2017): Herausforderungen
des Wissensmanagements im Rahmen betrieblicher Rüstprozesse Konferenz: Zukunftsprojekt Arbeitswelt 4.0, Ministerium für Wirt-
schaft, Arbeit und Wohnungsbau in Kooperation mit den Forschungsinstituten IAW, ZEW, IAO, ISI und Universität Hohenheim, Stutt-
gart.
• Kuhnhen, C. (2018): Cyberrüsten 4.0 – Fachvortrag. 2. Technologietag Umformtechnik am Automotive Center Südwestfalen, At-
tendorn, 14.03.2018
• Kuhnhen, C.; Engel, B.: Cyberphysisches Rüsten und smarte Prozesse beim Rotations-zugbiegen. – 13. Umformtechnisches Kollo-
quium Darmstadt, TU-Darmstadt, 25.09.2018
• RTL-West. Sendung am 19.09.2018, 18 Uhr, http://www.rtl-west.de/beitrag/artikel/brille-mit-effekt/ und http://www.rtl-west.de/li-
vestream/sendung/2018-09-19/PGM1909/
• Borchmann, L.; Kuhnhen, C.; Engel, B. (2019): Sensitivity analysis of the rotary draw bending process as a database of digital equip-
ping support, SheMet 2019, Leuven, Belgien, 15.-17.04.2019
3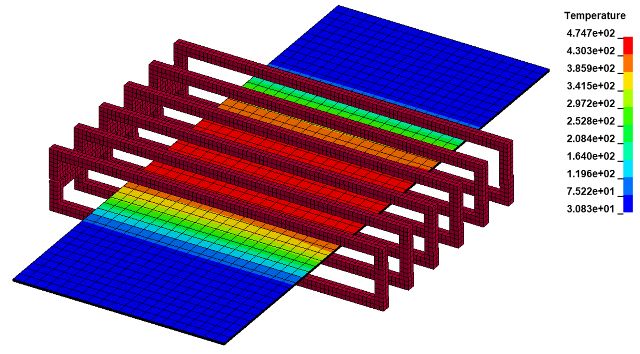
2. Zentrum für Smart Production Design Siegen (SmaPS)
Bearbeiter: Jonas Knoche, M. Sc.
Industrie 4.0 – regional und transparent für einen zukunftsträchtigen Mittelstand
Der Begriff der Industrie 4.0 ist in aller Munde, nicht zuletzt aufgrund der strategischen Ausrichtung der
Bundesregierung auf den Forschungsschwerpunkt Industrie 4.0. Dennoch bleibt der Begriff der Indust-
rie 4.0 für den industriellen Mittelstand der Region Südwestfalen ein schwer bis gar nicht zu fassender
einheitlicher Begriff, wie zahlreiche Diskussionsrunden und wissenschaftliche Fachtagungen der ver-
gangenen Jahre zeigen. So zeigte sich oftmals, dass mit dem Begriff der Industrie 4.0 ganzheitliche
Umstrukturierungen der Fertigung und damit einhergehende immense Investitionen verbunden werden.
Konkret wird befürchtet, dass die neu angeschafften Industrie 4.0-fähigen Anlagen nicht in die beste-
hende Netzinfrastruktur integriert werden können und es für einen hinreichenden Informationsaus-
tausch einer neuen Netzinfrastruktur bedarf.
Vor diesem Hintergrund soll ein Zentrum für Smart Produktion Design an der Universität Siegen aufge-
baut werden. Ziel dieser Forschungsinfrastruktur ist die Entwicklung und der Bau intelligenter Werk-
zeuge und Betriebsmittel. Damit soll dem industriellen Mittelstand der Region Südwestfalen ein trans-
parenter Einstieg in die Technologien der Industrie 4.0 ermöglicht und gleichzeitig dessen internationale
Wettbewerbsfähigkeit gefördert werden. Dieser Ansatz ist insofern Erfolg versprechend, weil die mit
den Werkzeugen und Betriebsmitteln gewählte Ebene der Integration der Notwendigkeit entspringt,
dass für neue Produkte auch in neue Werkzeuge investiert werden muss. Neben einer Evolution der
eingesetzten Werkzeuge und Betriebsmittel wird auch der Mensch als Werker 4.0 in die Produktions-
landschaft der Industrie 4.0 integriert.
Einsatz innovativer Technologien für intelligente Werkzeuge und Betriebsmittel
Für den Bau intelligenter, Industrie 4.0-fähiger Werkzeuge und Betriebsmittel werden ebenso innovative
Fertigungstechnologien beschafft. So können mittels additiver Fertigungstechnologien die Grenzen der
herkömmlichen Fertigungstechnologien erweitert und vollkommen neue Gestaltungskonzepte ermög-
licht werden. Von zentralem Interesse ist dabei die Integration von Sensoren und Aktuatoren.
Für die zerstörungsfreie Prüfung additiv gefertigter Strukturen wird ein System basierend auf aktiver
Thermografie zum Einsatz kommen. Ziel ist die Erfassung etwaiger innenliegender Bauteilfehler. Die
Untersuchung des mechanischen Verhaltens im Betrieb wird mit einem optischen Messsystem zur Deh-
nungs- und Steifigkeitsvermessung erfolgen.
Für die Immersion des Menschen als Werker 4.0 in die Fertigungslandschaft der Industrie 4.0 wird der
Einsatz eines Motion Capture Anzug sowie eines Trackingsystem zur Erfassung der Bewegung des
Menschen angestrebt. Hiermit können Montage- und Handhabungsvorgänge während der Fertigung
von Produkten sowie während dem Umgang mit Maschinen erfasst und ggf. aufgezeichnet werden.
4
Konzept für Demonstratorwerkzeug
Für die Befähigung der zu beschaffenden Technologien sollen Demonstratoren in Form von Umform-
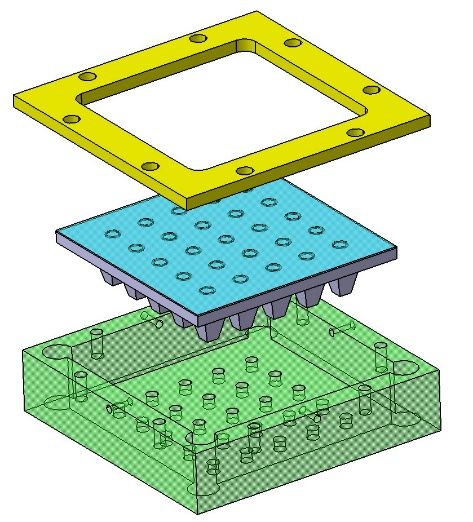
werkzeugen gebaut werden. Als erstes Konzept für ein Demonstratorwerkzeug ist ein einfaches Druck-
werkzeug mit einer segmentierten Unterteilstruktur geplant, siehe nachfolgende Abbildungen.
Bild 2.1 Konzept für erstes Demonstratorwerkzeug
Herzstück des Konzeptes ist die segmentierte Struktur im Untergesenk des Demonstratorwerkzeuges.
Die Struktur wird dabei so gestaltet, dass die ebene Oberseite durch eine entsprechende Zustellung an
den Pyramidenstümpfen elastisch verformt werden kann. Mit der Änderung der Oberflächentopologie
soll der sich unter Last einstellende Flächenpressungsverlauf beeinflusst werden.
5
3. Erweiterung des Rotationzugbiegens zu einem teilkinematischen Verfahren
mit reduzierten Werkzeugflächen
Förderprogramm: DFG
Förderkennziffer: EN 698/9-1
Bearbeiter: Christopher Heftrich
Motivation für das Halbzeug und den Biegeradius ange-
passten Geometrien der Werkzeuge beim Ro-
Formgebundene Umformverfahren wie das
tationszugbiegen sollen hinsichtlich der Flexi-
Rotationszugbiegen eignen sich zur Erstel-
bilisierung des Biegeprozesses untersucht
lung von komplex geformten Profilen. Das An-
werden. Als Ergebnis sollen mit reduzierten
wendungsspektrum umfasst eine Vielzahl von
bzw. geometrisch vereinfachten Werkzeugan-
Biegegeometrien, welche in industriellen und
lageflächen und einer erweiterten Werkzeug-
privaten Anwendungen zum Einsatz kommen.
kinematik unterschiedliche Radien gebogen
Der Hauptvorteil besteht darin, dass kleine
oder Rohre mit unterschiedlichen Durchmes-
Biegeradien herstellbar sind: Biegeradien klei-
sern verarbeitet werden.
ner 1 x Rohrdurchmesser sind erreichbar.
Zudem sollen diese Werkzeuge später auch
Beim Rotationszugbiegen sind die Werkzeug-
die aktive Beeinflussung des Biegevorgangs
flächen durch die Halbzeugdimensionen –
ermöglichen. Sie stellen daher möglicher-
Umfang und Wanddicke – und der Biegegeo-
weise die Aktoren eines geregelten Rotations-
metrie – Radien – bestimmt. Der Werkzeug-
zugbiegens dar. Die Basis hierfür ist die ver-
aufwand steigt dementsprechend mit der Pro-
einfachte Geometrie der Kavitäten, die es er-
duktvielfalt an. Ebenso ist die Auslegung der
möglicht, die Biegeform zweigeteilt herzustel-
zum Teil doppelt gekrümmten Werkzeugflä-
len, wenn die Belastung, die im Grund der Ka-
chen aufwendig, da die werkstoffbedingte
vität auftritt, an anderer Stelle übertragen wird.
Rückfederung, welche aus dem elastischen
Dies eröffnet u.a. die Möglichkeit, den Abstand
Formänderungsanteils nach dem Biegepro-
der Werkzeughälften während des Umform-
zess resultiert, berücksichtigt werden muss.
prozesses aktiv zu variieren und so den wirk-
Dies ist jedoch nur überschlägig möglich, da-
samen Biegeradius zu verändern. Zudem ist
her sind ggfs. Nacharbeiten an den Geomet-
es möglich, die Form an Schwankungen der
rien der Werkzeuge nötig.
Rohrdurchmesser anzupassen. Halbzeuge
Ziel aus Werkstoffen, die einen elastischen Anteil
der Formänderung besitzen, federn nach dem
Ziel ist die Erweiterung des werkzeuggebun- Biegen zurück. Die Veränderung des Biege-
denen Rotationszugbiegens hin zu einem teil- winkels wird kompensiert, indem unter Last
kinematischen Verfahren mit reduzierten ein größerer Biegewinkel gebogen wird. Die
Werkzeugflächen. Hierdurch werden zukünf- Rückfederung führt auch zur Vergrößerung
tige Forderungen nach weiterer Flexibilisie- des Biegeradius. Das Verschieben der geteil-
rung der Umformprozesse und der wirtschaft- ten Biegeform gegeneinander gibt hier eine
lichen Herstellung geringerer Stückzahlen hin Kompensationsmöglichkeit.
zu individualisierten Produkten bedient. Die
6Vorgehensweise
1. Ermittlung der Kontaktfläche
Beim Biegen liegt das Rohr zu Beginn lediglich
in einer sehr kleinen Zone an der Biegeform
an. Diese Kontaktfläche nimmt beim Biegen
mit steigendem Biegewinkel zu. FE-Simulatio-
nen zeigen, dass die Kontaktnormalspannun-
gen weder bzgl. des Umfangs der Kavität als
auch bzgl. des Biegewinkels konstant sind. Als
Wirkfläche wird die Fläche bezeichnet, die
Kontakt mit dem Rohr aufweist. Diese ist ein
Bild 3.1: Ermittlung Kontaktfläche
Teil der Fläche der Kavitäten der Werkzeuge
und variiert mit fortschreitendem Prozess.
2. Reduzierung der Werkzeugflächen auf Kon-
taktflächen und Analyse einzelner Segmente
Variationen der Werkzeuggeometrien werden
Veränderungen der Wirkflächen und der dort
herrschenden Kontaktnormalspannungen be-
wirken. Daher werden sich die Geometrien der
Rohrquerschnitte verändern. Bei derzeitigen
Kavitäten der Biegeform treten auch Änderun-
gen der Rohrquerschnitte auf. Der Außenbo-
gen kann einfallen und das Rohr kann ovali-
sieren. Die Ausprägung dieser Querschnitts-
veränderungen ist abhängig vom Biegepro-
zess und wird auch durch Halbzeugeigen-
schaften beeinflusst. Bild 3.2: Reduzierung Werkzeugflächen auf Kontaktflächen
und Analyse einzelner Segmente
3. Vereinfachung der Werkzeugflächen
Die geometrischen Vereinfachungen der
Werkzeugflächen führen wegen der Schmie-
gungen zum Rohr zu höheren lokalen Flä- Biegeradius
chenpressungen (ä. der Hertz’schen Pressun-
Flexibilität:
gen) bei geringeren Wirkflächen. Ein wesentli-
ches Ergebnis der Untersuchungen sind Zu-
sammenhänge zwischen den Vereinfachun-
gen der Werkzeuggeometrien und den Verän-
Halbzeug-
derungen der Querschnitte der Rohrbögen.
durchmesser
Wesentliche umformtechnische Veröffentlichungen
Heftrich, C., Engel, B., Steinheimer, R. (2018). Rotary-draw-
Bild 3.3: Vereinfachung Werkzeugflächen
bending unsing tools with reduced geometries. Metal Form-
ing 2018, Toyohashi, Japan
74. Regelung des Werkstoffflusses zur Erhöhung der Bauteilqualität beim
Rotationszugbiegen
Bearbeiterin: Linda Schulte, M. Eng.
Motivation
Das Rotationszugbiegen ist ein Profilbiegeverfahren, welches vorzugsweise bei geringen Wanddicken
und kleinen Biegeradien eingesetzt wird. Grenzen des Verfahrens sind das Auftreten von Rissen am
Außenbogen und die Faltenbildung am Innenbogen. Maßnahmen zur Vermeidung der Faltenbildung
erfolgen einerseits durch geometrische Änderungen der Werkzeugpositionen von Faltenglätter, Dorn
und Gegenhalter und andererseits durch Korrekturen der Achsbewegungen (Gegenhalter, Transport
und Gegenhaltervorschub). Diese Korrekturen erfolgen jeweils nach der Herstellung eines
faltenbehafteten Bauteils. Die Faltenbildung ist eine Instabilität, die aufgrund der Vielfalt ihrer Einflüsse
nur ungenau kalkulierbar ist.
Zielsetzung
Ziel ist es, während der Umformung die Faltenentstehung so früh zu erkennen, dass mit erweiterten
Einstellmöglichkeiten eine Stabilisierung des Prozesses herbeigeführt werden kann. Es wird eine
Möglichkeit zur Erfassung von Falten bei deren Entstehung entwickelt und erprobt. Gerät der Prozess
in diese Instabilität, werden die Werkzeugkräfte bzw. -positionen geregelt angepasst.
In situ-Erfassung der Faltenentstehung
Ein Laserlinienscanner und Kraftsensoren wurden in praktischen Biegeversuchen eingesetzt, um nicht
nur die Höhen und Abstände der Falten, sondern auch die Position und den Zeitpunkt der ersten Falte
zu erkennen, siehe Bild 4.1. Mittels Linienscanner wurde die Rohrkontur im geraden Rohrbereich vor
der Übergangsebene gemessen. Eine Kraftmessdose erfasste die Faltenglätter-Normalkraft und ein
Zug-Druck-Sensor erfasste die Dornkraft in Rohrlängsrichtung. Die Stellgrößen Zustellung der
Gegenhalterachse (s) und Geschwindigkeit der Transportachse (v) wurden genutzt, um den Falten
entgegenzuwirken.
Bild 4.1: Versuchsaufbau zur Messung der Falten mittels Laserlinienscanner und Kraftsensoren
8Fuzzy-Regler zur Faltenreduzierung
Eine Fuzzy-Regelung wurde entwickelt, die die Werkzeuge Gegenhalter und Transporteinheit nutzt, um
Falten zu reduzieren, ohne dass ein Bediener in den Prozess eingreifen muss. Die Werkzeuge wurden
so eingestellt, dass keine unnötig hohen Werkzeugkräfte erzeugt werden, sondern nur solche, die zur
Vermeidung von Falten erforderlich sind.
Fuzzy-Sets wurden für die drei Eingangsgrößen und zwei Ausgangsgrößen erstellt. Produktionsregeln
stellten in Form einer Regelbasis die Verknüpfung zwischen den Ein- und Ausgangsgrößen her. Anhand
von Kennfeldern konnte der Fuzzy-Regler theoretisch geprüft werden. In praktischen Versuchen wurde
die Regelung iterativ angepasst und anschließend validiert. Unter Variation der Wanddicke, der Anzahl
der Bögen und des Werkstoffs wurden die Biegeergebnisse anhand des Faltenbewertungsfaktors
ausgewertet. Es wurde eine deutliche Faltenreduzierung erzielt. Bild 4.2 zeigt den geregelten
Verfahrweg des Gegenhalters.
Bild 4.2: Geregelter Verfahrweg des Gegenhalters zur Faltenreduzierung, Rohrkonturen mit und ohne Fuzzy-Regelung gebogen
Das Werkzeug pendelt sich bei einer geeigneten Position und Gegenhalternormalkraft ein. Dadurch
kann auf der einen Seite die Faltenbildung und auf der anderen Seite der Werkzeugverschleiß und die
Gefahr der Rissbildung reduziert werden.
Wesentliche umformtechnische Veröffentlichungen
Borchmann L., Schneider D., Engel B. Design of a fuzzy controller to prevent wrinkling during rotary draw bending. 24th International
Conference on Material Forming, ESAFORM 2021 (accepted manuscript).
Borchmann L., Frohn-Sörensen P., Engel B. In situ detection and control of wrinkle formation during rotary draw bending. Procedia
Manufacturing, Volume 50 (2020), Pages 589-596, ISSN 2351-9789, doi: 10.1016/j.promfg.2020.08.106.
Borchmann, L., Heftrich, C. & Engel, B. Influence of the stiffness of machine axes on the formation of wrinkles during rotary draw bending.
SN Appl. Sci. 2, 1627 (2020). doi: 10.1007/s42452-020-03419-1.
Borchmann, L; Frohn, P.; Engel, B. Sensitivity analysis of the rotary draw bending process as a database of digital equipping support,
SheMet 2019, doi: 10.1016/j.promfg.2019.02.100.
95. Ofenlose In-Takt-Erwärmung mittels Induktion (OTTER)
Ansprechpartner: Jonas Reuter, M.Sc.
Motivation und Zielsetzung
Direktes und indirektes Presshärten sind etablierte Fertigungsverfahren, insbesondere zur Herstellung
hochbeanspruchter Strukturbauteile im Automobilbau. Die Anzahl der hiermit erzeugten Bauteile steigt
stetig an. Zur Erwärmung der Platinen werden heute unter anderem Durchlauföfen eingesetzt (i.d.R.
Sonderanlagen) mit den Nachteilen eines großen Platz- und Energiebedarfs. Darüber hinaus ist im
Fertigungsprozess das Austenitisieren der Platinen im Ofen von mehreren Minuten der taktzeitkritische
Prozessschritt.
Daher untersuchen der Lehrstuhl für Umformtechnik (UTS) und das Automotive Center Südwestfalen
(ACS) in einem Verbundprojekt mit weiteren Praxispartnern die Potentiale einer induktiven Platinener-
wärmung als Alternative zur Ofenerwärmung. Ziel des Projektes ist es, die Voraussetzungen für einen
industriellen Einsatz dieser Technologie zu schaffen.
Bild 5.1: Induktive Platinenerwärmung als Alternative zur Ofenerwärmung, Bildquelle: Dissertation T. Todzy (UTS)
Folgende Fragen sollen im Verlauf des Projektes recherchiert, untersucht und beantwortet werden:
- Wie muss eine Induktionsanlage gestaltet sein (Induktorgeometrie, Koppelabstand,
Magnetfeldverstärker, Generatortechnik, etc.), um eine schnelle sowie homogene
Erwärmung der Platinen zu ermöglichen?
- Wie wirkt sich die schnelle Induktionserwärmung auf den Grundwerkstoff aus
(Gefügestruktur, mechanische Eigenschaften) aus?
- Welchen Einfluss hat die schnelle Induktionserwärmung auf die AlSi- bzw. Zn-Beschichtung?
- Können mit der schnellen Induktionserwärmung vergleichbare Bauteileigenschaften wie mit
der konventionellen Ofenerwärmung erzielt werden?
10Vorgehensweise
Im ersten Schritt werden im Labormaßstab
grundlegende Erwärmungsversuche
durchgeführt mit dem Ziel einer
homogenen Platinenerwärmung auf rund
950°C (siehe Bild 5.2). Diese dienen als
Referenz für den Aufbau eines
belastbaren Simulationsmodells. Mit Hilfe
dieses Simulationsmodells wird im
nächsten Schritt der Erwärmungsprozess
für ein Musterbauteil ausgelegt, woraufhin
dieses in abschließenden
Bild 5.2: FE-Simulation der induktiven Erwärmung mit LS-Dyna
Presshärteversuchen hergestellt wird.
Aus den bis dahin gewonnen Erkenntnissen wird eine Methode zur Prozessauslegung abgeleitet, die
dann dazu genutzt wird, einen induktiven Erwärmungsprozess – auch im Hinblick auf eine partielle
Platinenerwärmung - für ein seriennahes Bauteil vorauszulegen.
Bild 5.3: Vorgehensweise
116. Umfangsformen endlosfaserverstärkter thermoplastischer Verbundrohre
Förderprogramm: ZIM
Förderkennziffer: ZF4358701RU6
Kooperationspartner: Transfluid Maschinenbau GmbH
Bearbeiter: Jonas Reuter, M.Sc.
Motivation
Endlosfaserverstärkte thermoplastische Verbundrohre (EFTVR) eignen sich für vielfältige Leichtbauan-
wendungen, beispielsweise als Strukturbauteile oder als hochdruckbeständige fluidführende Leitungen.
In einem vorangegangenen Kooperationsprojekt (ZIM BiProFVR, Förderkennziffer KF2019226EB3)
wurde zusammen mit der Firma AFPT GmbH ein Verfahren zum Biegen von tapegewickelten EFTVR
entwickelt. In Funktionstests hielten die hergestellten Rohrbögen Berstdrücken von über 1500 bar
stand, wenngleich sich die Quetschverbindungen der Hydraulikftittings in vielen Versuchsdurchführun-
gen als Schwachstelle erwiesen und zu einem vorzeitigen Versagen führten.
Zielsetzung
Das Ziel dieses Projektes war daher, in Zusammenarbeit mit der Fa. Transfluid Maschinenbau GmbH,
die Entwicklung eines Formprozesses sowie der benötigten Anlagentechnik, um Geometrien an den
Rohrenden herzustellen, die ein formschlüssiges An- oder Verbinden der Rohre ermöglichen (siehe
Bild 6.1).
Bild 6.1: Zielgeometrien
Versuchsanlage und Formprozess
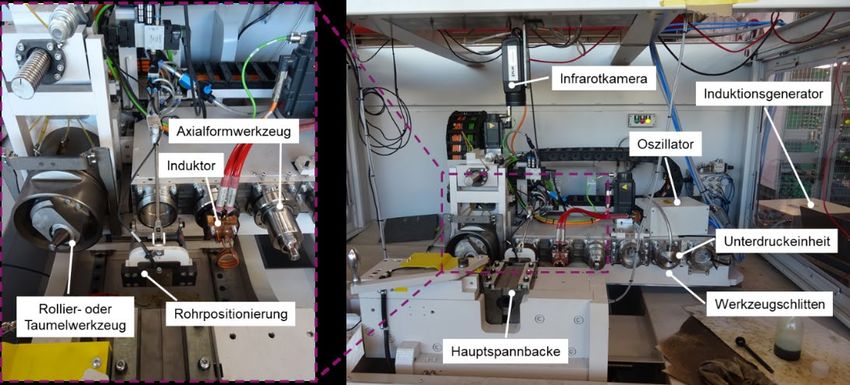
Der Formprozess wurde auf einer sog. Kombinationsmaschine des Maschinenherstellers Transfluid
Maschinenbau GmbH aufgesetzt (siehe Bild 6.2). Diese ermöglicht mit ihren sieben Werkzeugplätzen
eine Implementierung von Axial-, Rollier- und Taumelprozessen zur Endenbearbeitung von Rohren so-
wie deren Kombination in mehrstufigen Prozessen.
12Bild 6.2: Versuchsanlage Der Aufbau besteht im Wesentlichen aus drei funktionellen Einheiten, einer Spann-, Erwärmungs- und einer Umformeinheit (siehe Bild 6.2). Die Hauptspannbacke sorgt mit ihrem speziell für diese Anwen- dung entwickelten Elastomereinsatz für die Fixierung des Rohres und gleicht darüber hinaus Außen- durchmesserschwankungen der innenkalibrierten Rohre aus. Zur Erwärmung der EFTVR kommt erst- mals für diese Anwendung eine Induktionserwärmung zum Einsatz, die im Vergleich zu anderen gän- gigen Erwärmungsmethoden (Heißgas, Infrarot, etc.) den Vorteil von sehr hohen Aufheizraten bietet und sich somit insbesondere für die industrielle Verwendung empfiehlt. Der Induktor besitzt drei Win- dungen, der Generator des Herstellers COBES GmbH eine Leistung von 6 kW und der elektromagne- tische Schwingkreis eine Arbeitsfrequenz von rund 200 kHz. Die Erwärmung des Verbundrohres auf ungefähr Schmelztemperatur der thermoplastischen Matrix ist eine notwendige Voraussetzung für die Umformung, damit die Formmechanismen auf der Mikroebene, wie etwa das Abgleiten von Faserlagen, aufgrund der deutlich verringerten Viskosität der Matrix wirksam werden können. Die Umformeinheit besteht einerseits aus den Formwerkzeugen und andererseits aus einer Zwischen- spannbacke. Diese ist während des Erwärmungsvorgangs geöffnet. Daraufhin umschließt sie das er- wärmte und bis dahin freistehende Rohrende und stellt im formgebunden Formprozess die Kavität dar. Die Zwischenspannbacke kann, wenn es das Verformungsverhalten des EFTVR erforderlich macht, mittels Heizpatronen temperiert werden. 13
Ausgehend von denen bei
der Endenbearbeitung
metallischer Rohre etab-
lierten Fertigungsverfah-
ren, wurden verschiedene
Werkzeugkonzepte aus-
gearbeitet, erprobt und
weiter-entwickelt (siehe
Bild 6.3). Zur Herstellung
des 37°-Bördels wird so-
Bild 6.3: Werkzeugkonzepte und Werkzeugkinematik zur Herstellung unterschiedlicher wohl ein einstufiger Axial-
Rohrendengeometrien formprozess als auch ein
einstufiger Rollierprozess
angewendet. Die Sicken werden mittels eines Rollierprozesses hergestellt. Zur Herstellung des 90°-
Bördels wurden die Potentiale eines zweistufigen Verfahrens untersucht. Hierbei werden die
Rohrenden zunächst rollierend aufgeweitet und im zweiten Schritt axial in Endkontur geformt, wobei
vor dem zweiten Schritt eine erneute Erwärmung des Rohrendes stattfindet. Bei allen
Verfahrensvarianten befindet sich ein Stützdorn im Rohrinneren, der zwei wesentliche Aufgaben erfüllt.
Zum einen stellt er während des Aufheizprozesses die Formstabilität im erwärmten Zustand
biegeschlaffen Rohrendes sicher. Zum anderen verhindert er, dass während der Umformung Material
ins Rohrinnere geschoben wird.
Während des gesamten Prozesses werden sämtliche Wege und Geschwindigkeiten der relevanten
Maschinenachsen, die Generatorleistung-, spannung und strom sowie die Temperatur der
Zwischenspannbacke, die von vier Pt100 Temperaturfühlern gemessen wird, aufgezeichnet und über
eine OPC-UA Schnittstelle einer weiteren Auswertung zugänglich gemacht. Zeitsynchron überwacht
eine Infrarotkamera die Temperatur des EFTVR vom Beginn der Erwärmung bis hin zum Schließen der
Zwischenspannbacke.
Ergebnisse
Das Projekt wurde erfolgreich mit der Entwicklung eines Prozesses
zum Umfangsformen von EFTVR abgeschlossen. Es wurde erstmals
die induktive Erwärmung in einem Formprozess für EFTVR einge-
setzt. Die Zielgeometrien konnten reproduzierbar hergestellt werden.
Die Analysen der Bauteile wie z.B. lichtmikroskopische Untersuchun-
gen von Querschliffen, Geometrievermessungen oder die Bestim-
mung der Faserorientierungen liefern wichtige Daten zur Forschung
zum Formverhalten von EFTVR.
Bild 6.4: EFTVR mit 37°-Bördel
und Hydraulikfitting
Literatur
Reuter, J., Böcking, J. and Engel, B. (2020). End-forming of continuous fibre-reinforced thermoplastic tubes. Procedia Manufacturing
(accepted manuscript)
147. Auffinden von Materialfehlern in Thermoplasten mittels
aktiver Lockin-Thermografie
Bearbeiterin: Dipl.-Ing. Sonja Poleschke
Motivation
Die Sicherung der Produktqualität ist ein Bestandteil der industriellen Fertigung. Entweder genügt
das Bauteil den Qualitätsanforderungen oder die Art, Größe und Lage des Fehlers führen zur Selektion
des Teils [1]. Im Automobilsektor haben sich faserverstärkte Thermoplaste als Leichtbaumaterialien
etabliert. Eine mögliche Qualitätsprüfung dieses Materials ist die aktive Lockin- Thermografie. Sie
gehört zu den berührungslosen und zerstörungsfreien Prüfverfahren. Es beruht darauf, dass
Materialfehler den Wärmediffusionsprozess in einem Objekt beeinflussen und so anhand des zeitlichen
Verlaufs der Wärmestrahlung an der Objektoberfläche analysiert werden können [1]. Die ersten
industriellen Thermografie Anwendungen sind hauptsächlich in der Luft- und Raumfahrtbranche zu
finden. Diese Flugzeuginspektionen werden u. a. an Verklebungen von Flugzeugstrukturen
durchgeführt [1].
Zielsetzung
Das Ziel dieser Arbeit ist die Ermittlung des Zusammenhangs zwischen der Fehlerart in
glasfaserverstärktem Polypropylen und der Bildinformation aus der aktiven Lockin Thermografie.
Vorgehensweise
Das Prinzip der aktiven Lockin- Thermografie mit zwei Halogenstrahlern, Computer,
Wärmebildkamera und Materialprobe (Bild 7.1) wird im Folgenden beschrieben. Mit
intensitätsmodulierten Halogenstrahlern wird die zu prüfende Bauteiloberfläche über längere Zeit mit
elektromagnetischen Wellen sinusförmig angeregt [1]. In Folge dessen, breiten sich im Bauteil
thermische Wellen aus. Dadurch variiert die Bauteiltemperatur. Die Zeit der Anregung ist von der
Anregungsfrequenz und der Anzahl der
Messperioden abhängig. Stoßen Wellen auf
eine Grenzfläche, d.h. eine lokale Änderung
der Effusivität, wird ein gewisser Anteil von
ihnen reflektiert. Die Wärmeleitung
unterscheidet sich in diesem Bereich von der
des ungeschädigten Materials. Die
Überlagerung der
Oberflächentemperaturschwingung mit
reflektierten thermischen Wellen bildet das
Wellenfeld, das von der Infrarot-Kamera an Bild 7.1 Versuchsaufbau aktive Lockin-Thermografie
der Probenoberfläche gemessen wird. Als
Ergebnis einer Thermografieuntersuchung wird ein Phasenbild ausgegeben, welches die zeitliche
Verzögerung einer thermischen Antwort in Korrelation zur Anregung auf einer festgelegten Frequenz
15wiedergibt. Das Phasenbild kann Informationen aus Bauteiltiefen bis zu 6 mm enthalten. Die spektrale
Trennung von Anregung und Messung wird durch je zwei Glasfilter vor den Halogenstrahlern
unterstützt. Sie mindern den infraroten Anteil der Halogenstrahlung. So setzt sich die gemessene
Temperatur überwiegend aus der emittierten Infrarotstrahlung des Bauteils zusammen. Das
Prüfverfahren arbeitet kalibrierfrei.
In dieser Arbeit werden Proben aus endlos glasfaserverstärktem Polypropylen mittels aktiver
Lockin- Thermografie untersucht. Das Material besteht aus drei Gewebelagen und ist insgesamt
1,5 mm dick. Die Art des Gewebes wird als Köperbindung bezeichnet. Dabei wechseln sich Schuss-
und Kettfäden nicht gleichmäßig ab. Es werden fehlerfreie und fehlerbehaftete Proben untersucht. Zu
den definiert eingebrachten Fehlerarten gehören Faserbruch, lokale und globale Faserverschiebung,
Delamination und unzureichende Konsolidierung. Faserbruch und Faserverschiebung werden in
oberster als auch in mittlerer Gewebelage eingebracht.
Zwei Fehlerarten werden als Ergebnis exemplarisch vorgestellt (Bild 7.2). Die unzureichende
Konsolidierung wird auf dem linken Phasenbild als heller Bereich sichtbar. Unterbrochene schwarze
Linien lassen den Faserbruch auf dem rechten Bild erkennen.
Bild 7.2: Fehlerarten der unzureichenden Konsolidierung und Faserbruch
Für die Erkennung eines Fehlers sind seine Größe und Lage von Bedeutung. Je größer der Fehler ist
und je näher er sich an der betrachteten Obefläche befindet, desto besser ist er aufzufinden. Variationen
von Anregungsfrequenzen, Anzahl von Mess- und Einschwingperioden und eine Intensitätsmodulation
der optischen Wellen können zu genaueren und eindeutigeren Fehlerdarstellungen auf den
Phasenbildern beitragen.
Literatur
[1] Dipl.-Ing. Mohammed Abuhamad: Spektrale Information in der Thermographie, Universität des Saarlandes, Saarbrücken 2011
168. Verfahrensentwicklung des inkrementellen Schwenkbiegens
Bearbeiter: Peter Frohn-Sörensen
Da die Zielgeometrie nicht bereits in den
Motivation
Werkzeugen vorgehalten ist (Bild 8.2),
Kinematische Umformverfahren können durch müssen die Prozessparameter kinematischer
ihre Fertigungsflexibilität industrielle Umformverfahren aus den geforderten
Anforderungen an hohe Anpassbarkeit der geometrischen und materialbezogenen
Produktion hinsichtlich Individualisierung und Eigenschaften des zu fertigenden Werkstücks
Bedarfssteuerung („Fertigung on-demand“) abgeleitet werden.
bedienen. Die Prozesse zeichnen sich durch
eine von der individuellen Teilegeometrie
unabhängige Werkzeugtechnik aus. Die zu
fertigende Zielgeometrie wird daher nicht
durch die Gestalt der Werkzeuge, sondern
durch die Konfiguration der kinematischen
Prozessparameter bestimmt (Bild 8.1).
Bild 8.2: Forschungswerkzeug zur Profilbiegung mittels ISB.
Offene Profilquerschnitte werden auf einem beweglichen
Gliederdorn gestützt.
Für verschiedene Verfahren wurden bereits
Prozessmodelle erarbeitet. Beispielsweise
Bild 8.1: Fertigungsflexibilität bei Profilbiegungen. Mittels
inkrementellen Schwenkbiegens gebogene Profilquerschnitte wurden das Biegen mittels 3- und 4-Walzen
aus AHSS. Biegemaschinen beschrieben und auch für die
Profilbiegeverfahren 3-Rollenbiegen bzw. -
schubbiegen liegen bereits Erkenntnisse über
Durch den sequenziellen Fertigungsablauf
die Zusammenhänge von kinematischen und
bieten inkrementelle Umformverfahren
material- bzw. geometriebezogenen
zusätzlich die Möglichkeit die inkrementelle
Parametern vor. Bei den inkrementellen
Schrittweite an die Werkstoffbeanspruchung
Verfahren sind vor allem Erkenntnisse zur
in Abhängigkeit der zu fertigenden Geometrie
Warmmassivumformung – insbesondere dem
anzupassen. Die Flexibilität der Fertigung wird
Freiformschmieden – vorhanden.
bei inkrementeller Umformung zusätzlich
gesteigert, da die Gestalterzeugung durch Diese Erkenntnisse werden üblicherweise in
eine verhältnismäßig kleine Umformzone Form von Prozessmodellen beschrieben, die
erfolgt, die sich ggf. mehrfach über das mittels FE-Simulationen und realen
Werkstück bewegt. Experimenten bzw. Modellversuchen validiert
werden können.
17Zielsetzung worden. Bei der Verfahrensauslegung des
Inkrementellen Schwenkbiegens ist daher
Ziel ist die Beschreibung eines
insbesondere die modellhafte Beschreibung
Prozessmodells für das Inkrementelle
des ungeschmierten Haftreibungszustandes
Schwenkbiegen zur Vorhersage der
notwendig. Durch die Modellierung der
kinematischen Prozessparameter für die
Umformzone des reibschlüssigen
Erzeugung einer definierten Biegekontur unter
Hochkantbiegens von Blechstreifen sollen die
Berücksichtigung der tribologischen und
plasto-mechanischen Zusammenhänge beim
materialbezogenen Einflüsse. Hierdurch
Biegen eines Inkrementes aufgestellt werden.
können künftig kinematische inkrementelle
Zudem erfolgt eine Beschreibung der
Biegeverfahren, die auf reibschlüssiger
inkrementellen Überlagerung mehrerer
Kraftübertragung basieren, zur Vorauslegung
Umformzonen. Für die Verfahrensauslegung
von Bauteilgeometrien in Betracht gezogen
des ISB werden Prozessfenster für das
werden.
Biegeinkrement und den segmentierten
Methodischer Ansatz Biegebogen erarbeitet. Die Modellierung wird
im Abgleich mit FE Simulationen und
Das inkrementelle Schwenkbiegen wurde physikalischen Experimenten validiert.
bereits anhand einer industrienahen
Demonstratoranwendung als flexibles Relevante Literatur
Profilbiegeverfahren erprobt (Bild 8.3). Frohn Sörensen, P., Mašek, B., Wagner, M. F. X., Ru-
bešová, K., Khalaj, O., & Engel, B. (2019). Flexible manufac-
turing chain with integrated incremental bending and QP
heat treatment for on-demand production of AHSS safety
parts. Journal of Materials Processing Technology, 275,
116312.
Frohn, P., Borchmann, L. and Engel, B. (2019). On the form-
ing mechanisms of frictionally engaged linear processes un-
der consideration of incremental swivel bending (ISB). Pro-
cedia Manufacturing, 29, 169-176.
Frohn, P., Engel, B., & Groth, S. (2018). Analytic description
of the frictionally engaged in-plane bending process incre-
mental swivel bending (ISB). In AIP Conference Proceedings
Bild 8.3: Profilbiegungen mittels ISB in zwei Biegeebenen an (Vol. 1960, No. 1, p. 160006).
einem 90x120 mm Hutprofil aus DP800.
Engel, B., Frohn, P., Hillebrecht, M., Knappe, A. (2017). In-
Bisherige Erkenntnisse beschränken sich krementelles Schwenkbiegen zur kostengünstigen Herstel-
lung von Trägerstrukturen (in Elektrofahrzeugen). Konfe-
jedoch auf empirisch ausgelegte renzband ATZ Karosseriebautage Hamburg, Springer Vie-
Probebiegungen mit Versuchswerkzeugen weg Verlag, 235-248.
und auf simulationsbasierte Untersuchungen.
Engel, B., Frohn, P., Hillebrecht, M., Knappe, A. (2017). In-
Für inkrementelle Blechbiegeverfahren, die cremental swivel bending for scalable lightweight structures.
auf dem physikalischen Prinzip der ATZ worldwide, 119(5), 26-31.
reibschlüssigen Kraftübertragung basieren,
sind bisher keine Prozessmodelle erarbeitet
189. Flexibles Schwenkbiegen von Kegeln aus Blechhalbzeugen
Förderprogramm: ZIM (AiF)
Förderkennziffer: ZF4162306US7
Bearbeiter: Peter Frohn-Sörensen
Motivation
Kegel aus Blechwerkstoffen finden verschie-
dene Anwendungsmöglichkeiten, beispiels-
weise eignen sie sich als Trichter für fließfä-
hige Materialien, Verbindungsstücke zwi-
schen Rohren mit unterschiedlichen Durch-
messern, Möbelteilstücke, Abdeckungen oder
Gehäuse im Apparate- und Behälterbau.
Konische Blechbauteile können mit verschie-
denen Metallumformverfahren hergestellt wer-
den. Tiefziehen und Projizierstreckdrücken
bieten eine hohe Fertigungsgenauigkeit bei
Bild 9.1: Schwenkgebogene Blechkegel aus 3mm S235JR.
vergleichsweise einfacher Prozessführung, da
die herzustellende Geometrie bereits in Form
einer Matrize vorgehalten wird. Diese gestalt- Da der Einsatz formgebundener Werkzeuge
gebundenen Verfahren sind gegenüber vari- nicht erforderlich ist, kann das Schwenkbie-
ablen Kegelgeometrien jedoch unflexibel, da gen zur Herstellung geometrisch variabler Ke-
für unterschiedliche Kegel je ein anderer gel flexibel angewandt werden. Diese Ferti-
Werkzeugsatz benötigt wird. Mittels Walzbie- gungsflexibilität wird im Allgemeinen entspre-
gen auf Dreiwalzen-Rundmaschinen können chend VDI 3430 den kinematische Umform-
konische Blechbauteile flexibel über die Ver- verfahren zugeschrieben.
fahrensparameter hergestellt werden. Die Ra-
dien sind jedoch in ihrem Mindestmaß an den Im Gegensatz zum Walzrunden, existieren für
Durchmesser der Biegewalze gebunden. Das das Schwenkbiegen bisher keine Prozessmo-
Schwenkbiegeverfahren kann, mit einer se- delle, mit denen die erforderlichen Prozesspa-
quenziellen Betriebsweise, zur hochflexiblen rameter für definierte Kegel ausgelegt werden
Fertigung von Blechkegeln eingesetzt werden können. Das Schwenkbiegen von konischen
(Bild 9.1). Blechschalen ist bisher anhand einer sehr ver-
suchs- und materialintensiven Fertigung im
Dadurch eröffnet sich auch die Möglichkeit die Try-out Betrieb erfolgt, in der die Maschinen-
konisch gebogenen Konturen auf der einge- bedienererfahrung einen zentralen Stellenwert
setzten Schwenkbiegemaschine mit weiteren einnahm. Die geometrisch-umformtechnische
geometrischen Bauteilmerkmalen, wie etwa Ableitung der relevanten sequenziellen Para-
scharfen Biegekanten und Falzen, zu verse- meter der sich abwechselnden Biege- und
hen, ohne dass ein Werkzeugwechsel erfor- Vorschubschritte war bis dato nicht möglich.
derlich ist.
19Der Lehrstuhl für Umformtechnik der Universi-
tät Siegen entwickelt in Zusammenarbeit mit
dem Unternehmen Dr. Hochstrate Maschinen-
bau Umformtechnologien GmbH ein kinemati-
sches Prozessmodell zum Schwenkbiegen
geometrisch bestimmter Kegel, welches durch
finite Elemente Simulationen (Bild 9.2) und
Biegeexperimente validiert wird.
Methodischer Ansatz
Bild 9.2: Finite Elemente Simulationsmodell des sequenziel-
Aufgrund der kreisförmigen Abwicklungen ko- len Schwenkbiegevorgangs von Kegeln.
nischer Bauteile resultiert eine zirkuläre Ma-
schinenkinematik beim Schwenkbiegen koni-
scher Blechteile: Dabei wird der Maschine ein
dem Kegelmantel entsprechender Blechzu-
schnitt mit einer eigens entwickelten Vor-
schubkinematik auf einer Kreisbahn zugeführt.
Im Gegensatz zu der konventionellen Linear-
bewegung der Vorschubeinheiten von
Schwenkbiegemaschinen, wird das Blech-
halbzeug auf einer Kreisbahn zugestellt. Zu-
dem ist die Schrägstellung der Schwenkbiege-
werkzeuge ein wesentlicher Bestandteil der
Prozessführung, da über die Maschinenbreite
ein Radienverlauf von klein nach groß entspre-
chend dem oberen bzw. unteren Kegeldurch- Bild 9.3: Neuentwickelte Schwenkbiegemaschine zum Kegel-
messer erzeugt werden muss. Während des biegen, hier mit ausgelenkter Oberwange.
Prozesses sind keine festen Spannmittel erfor-
derlich, da die fortlaufende Positionierung des
Bleches durch den Maschinenvorschub er- Relevante Literatur
folgt. Die Kegel können so in einer ununterbro- Frohn-Sörensen, P., Schneider, D., Schiller, M., Hochstrate,
chenen Fertigungsfolge des Wechsels aus W., Engel, B. Incremental bending of conic profiles on CNC
hydraulic folding machines. Proceedings of the Institution of
Biegen und Zustellen hergestellt werden, ohne Mechanical Engineers, Part B: Journal of Engineering Manu-
dass ein Umspannen benötigt wird. Auf diese facture.
Art und Weise lassen sich konische Blech-
Hochstrate, W., Engel, B., Frohn, P., Schiller, M. &. Schnei-
schalen bis zu einem Schließwinkel von ca. der, D. (2019). Kegelförmige Bauteile lassen sich flexibel
270° herstellen, bevor die Oberwange der Ma- schwenkbiegen. Maschinenmarkt, 125 (14), 46-48. Vogel
schine vollständig umschlungen wird. Für voll- Verlag.
ständig geschlossene Kegel (360° Biegewin- Schneider, D., Frohn, P., Schiller, M., Hochstrate, W., Engel,
kel) kann die Oberwange der speziell für das B. (2019). Inkrementelles Kegelbiegen auf Schwenkbiege-
Kegelbiegen entwickelten Schwenkbiegema- maschinen. Tagungsband zum 38. Verformungskundlichen
Kolloquium der Montanuniversität Leoben, 107-112.
schine ausgelenkt werden (Bild 9.3).
2010. 3D-Schwenkbiegen (SB³) Bearbeiter: Michael Schiller, M. Sc. Einleitung In allen Industriezweigen, insbesondere in produzierenden Branchen, kommt der nachhaltigen Res- sourcennutzung eine zentrale Bedeutung zu. Der Senkung eines stetig steigenden Schadstoffaussto- ßes wird dabei eine hohe Bedeutung beigemessen. Politisch, gesellschaftlich und industriell intensiv diskutierte Themen sind der Leichtbau und die Entwicklung alternativer Antriebstechniken. In Entwicklungen für Karosserien und Strukturbauteilen, z.B. in der Automobil- als auch Luft- und Raum- fahrtindustrie, kommen Profilbauteile zum Einsatz. Zum Leichtbau entsteht dabei die Forderung der Querschnitts- sowie der Belastungsanpassung über die Längsachse der Profilbauteile, um geometri- schen und funktionalen Anforderungen gerecht zu werden. Die Marktanforderungen sind in der Auto- mobilindustrie, wie auch branchenübergreifend die Individualisierung von Produkten, hochflexible (Groß-) Serienfertigungen und die Integration von Kunden und Geschäftspartnern. In der Entwicklung elektromobiler Antriebstechniken existieren im Vergleich zum konventionellen Antrieb verschiedene An- triebskonzepte. Damit geht einher, dass vergleichsweise kleinere und damit verschiedene Losgrößen produziert werden. Beide genannten Trends erfordern eine Befähigung der Fertigungstechniken der Forderung nach Fle- xibilisierung gerecht zu werden. Diese ist zukünftig nur dann wirtschaftlich zu erfüllen, wenn in Erwei- terung der Konstruktion auch die Haupttechniken (formgebende Verfahren) einen Wandel vollziehen. Die Anforderungen an Fertigungsverfahren, insbesondere an die Umformverfahren, sind eine werk- zeugarme Fertigung, ein schnelles Rüsten sowie ein schnell möglicher Produktwechsel. Insbesondere muss eine Skalierbarkeit hinsichtlich der Bauteilgeometrie, bearbeitbarer Werkstoffe sowie Losgrößen erzielt werden, um den Marktanforderungen gerecht zu werden. Verfahrensentwicklung Um die Fertigungstechnik des Schwenkbiegens zur Herstellung querschnittsvariabler und belastungs- angepasster Profilbauteile zu befähigen, ergeben sich folgende Hauptanforderungen an das Verfahren: Biegen nichtlinearer Biegekante, technisch günstige Konstruktion und Fertigung der Werkzeuge, werk- zeugarme Fertigung von Profilen, schnelles Rüsten, schnell möglicher Produktwechsel. Das etablierte, hochflexible Schwenkbiegeverfahren wird durch das 3D-Schwenkbiegen dahingehend erweitert, dass an längsorientierten Bauteilen, bspw. Profilen, Querschnittsänderungen in Form von gekrümmten Verläufen bereits während der Profilherstellung in das umzuformende Blech eingebracht werden können. Hierfür weisen die Biegewerkzeuge eine gekrümmte, auch als nichtlinear bezeichnete, Biegekante auf, die komplementär zur erforderlichen Kante am Bauteil ausgebildet sind. Dies stellt ei- nen wesentlichen technologischen Vorsprung dar, da damit das Schwenkbiegeverfahren zur Profilher- 21
stellung querschnitts- und belastungsangepasster Profilbauteile befähigt wird. Die Prozess- und An-
wendungsgrenzen des etablierten Fertigungsverfahrens werden hiermit signifikant erweitert, da diese
bisher auf die Fertigung geradliniger Produkte bzw. Bauteilkanten beschränkt ist.
Das 3D-Schwenkbiegen zeichnet sich, im Vergleich zu alternativen Profilherstellungsverfahren, durch
einen geringen Maschinen- und Werkzeugaufwand, eine besonders werkzeugarme Fertigung, kurze
Einfahr- und Rüstzeiten sowie den damit verbundenen schnell möglichen Produktwechseln aus. Mit
vergleichsweise geringen finanziellen Aufwendungen wird damit die Fertigung von Kleinserien begüns-
tigt und eine höhere Fertigungsflexibilität gegenüber variablen Halbzeug- und Profilgeometrien und da-
mit Produkten geschaffen. Damit bietet das 3D-Schwenkbiegen die Möglichkeit flexibel auf den Markt-
bedarf an variablen Produkten sowie variablen, mittleren und kleineren Losgrößen zu reagieren und
damit einen Leistungsvorsprung im Vergleich zu (etablierten) Referenztechniken. Im Vergleich zum
konventionellen Schwenkbiegen ergeben sich für das 3D-Schwenkbiegen charakteristische plastische
Längs- und Querdehnungen im Blechschenkel, vgl. Bild 10.1.
Bild 10.1 FE-Simulation – charakteristische plastische Längs- und Querdehnungen im Blechschenkel des S-Schlags
Anhand erster Vorversuche, mit der prinzipiellen Überlegung zur Machbarkeit, konnte eine quer-
schnittsvariable Geometrie in Form eines S-Schlags mit einem einfachen und geometrisch abgeleite-
ten Werkzeugaufbau gebogen werden, vgl. Bild 10.2.
Bild 10.2 Vorversuch – Blechausformung (zwei Ansichten)
Danksagung
Das Forschungsprojekt 3D-Schwenkbiegen (SB³) wird durch die Europäische Union und das Land
Nordrhein-Westfalen gefördert (www.efre.nrw.de; www.wirtschaft.nrw.de).
2211. Remote Production Bearbeiter: Michael Schiller, M. Sc. Einleitung Bei der Marktbetrachtung verschiedener industrieller Umfelder wird deutlich, dass zunehmend Forde- rungen nach individualisierten Produkten in geringen Stückahlen (Losgröße 1), hoch flexiblen Großse- rienfertigungen und die Integration von Kunden und Geschäftspartnern entstehen. Im digitalen Wandel können durch Entwicklung von intelligenten Fertigungsverfahren, also smarten Prozessen, höhere Pro- duktivität und Effizienz in der industriellen Fertigung erzielt werden. Es wird eine Produktionsumgebung angestrebt in der sich Fertigungsanlagen selbst steuern oder durch intelligente Prozesse selbst gesteu- ert werden. Hierüber wird auch die Möglichkeit zur Adaption von Produktionsprozessen an individuelle und individualisierbare Produkte in Form von smarten Prozessen eröffnet. Das Potential von Industrie 4.0 bietet die Möglichkeit Produkte bis zum Zeitpunkt des Rüstens oder bei skalierbaren Fertigungsver- fahren sogar in Form von „Losgröße 1“ zu individualisieren. Integration des Kunden in den Produktionsprozess Für industrielle Prozesse ist eine individualisierte Produktion nur dann erfolgreich, wenn die heute typi- schen Verzögerungen, z.B. bei Geometrieänderungen, deutlich reduziert werden können. Bei Betrach- tung heutiger Produktentstehungsprozesse sind trotz Simultaneous Engineering Haltepunkte notwen- dig, ab denen eine neue Produktentstehungsphase stattfinden kann. Tritt in einem klassischen Prozess eine Geometrieänderung auf, muss die Produktion unmittelbar auf neue Betriebsmittel, Prozesse und Qualitätssicherungsmethoden ausgerichtet und nachfolgend erprobt werden. Die Fertigung von Einzelbauteilen unter dem Anspruch der Serienproduktion bedeutet im stren- gen Sinn eine stetige Änderung, die folgerichtig auch eine immer wiederkehrende Verzögerung und einen Stillstand der Produktionslinie bedeutet. Um den arbeits-, zeit-, und kostenintensiven Herausfor- derungen zu begegnen, sind optimierte Prozesse, Änderungen in der Fertigungs- wie auch der Produk- tionstechnik, sowie die Integration des Kunden in der Produktionstechnik erforderlich. Dabei sind vor allem die Prozessbeherrschung durch Regelung, das Rüsten als initialer Prozessschritt, sensorisch- aktuatorische Werkzeugkonzepte und die Entwicklung skalierbarer und flexibler Fertigungsprozesse zu verfolgen. Innerhalb des Forschungsvorhabens wurde ein Verfahren entwickelt, das es ermöglicht den Kunden in einen smarten Produktionsprozess einzubinden. Als Produktbeispiel dient ein individualisier- barer humanergonomischer Freischwinger, der aus Rohrhalbzeugen mit dem flexiblen und skalierbaren Fertigungsprozess Freiformbiegen hergestellt wird. Hier liegt eine Hard Customization vor, bei der die Individualisierung in der Produktion vollzogen wird. Neben der Fertigung eines individualisierten Pro- duktes – Production on Demand – erfolgt auch eine Produktion auf Anfrage. Anhand eines Körperscans, der mit der Kinect Sensorleiste oder auch mittels Smartphone-App von zu Hause aus durchgeführt werden kann, werden die erforderlichen Körperdaten des Kunden erfasst. Die durch den Kunden er- zeugten Daten, die als Grundlage für die Produktion dienen, werden in eine Cloud übermittelt und dort interpretiert. Ein Konstruktionsautomat passt in einer parametrisierten Grundkonstruktion den Frei- schwinger ergonomisch an die zuvor erfassten Körpermaße an, vgl. Bild 11.1. 23
Sie können auch lesen