Processing of Residues from the Aluminium Industry - vivis.de
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Abstract
Processing of Residues from the Aluminium Industry
Stefan Wibner and Helmut Antrekowitsch
This article outlines and explains two methods for detecting the metal content of
aluminium dross. Pyrometallurgical investigations are used to determine the melting
yield of Al-dross from an Austrian aluminium recycling plant. For this purpose, a
certain amount of this residue is processed in the TBRC (top blown rotary converter)
with the addition of a salt mixture. Furthermore, a hydrometallurgical determination
of the metal content is carried out on laboratory scale. This analysis is based on the
principle of gas volume measurement through water displacement. The metallic part of
the sample dissolves in hydrochloric acid, producing hydrogen, which causes displace-
ment of distilled water when introduced into a sealed system. The amount of hydrogen
can be inferred from the water mass and, based on stoichiometric calculations, the
metal content in the dross. Finally, the pyro- and hydrometallurgical paths are compared,
resulting in a very good correlation between these two routes. It should be noted
that the pyrometallurgical processing allows much higher masses of feed materials.
35 kg of dross were added to the experiment. The amount of feedstock material for the
Metallurgische Nebenprodukte
hydrometallurgical path was only 15 g per experiment. Due to the strong inhomogeneity
of dross, the pyrometallurgical route is more prevalent. The recycling of aluminium
will continue to increase in the future, which also leads to a higher amount of dross.
Appropriate processing is therefore essential. For the use in smelters, the knowledge
of the Al-content in the dross is important, since the operation of the furnace is
determined from these values. In Europe, the dross is processed using the melting
process, which in combination with the subsequent salt slag processing leads to products
such as metallic aluminum, salt and residues containing alumina, the latter being used
in the building materials industry.
296
Aufarbeitung von Reststoffen aus der Aluminium-Industrie
Aufarbeitung von Reststoffen aus der Aluminium-Industrie
Stefan Wibner und Helmut Antrekowitsch
1. Grundlagen zur Entstehung und Aufarbeitung von Al-Krätze.............298
2. Entstehung des Einsatzmaterials................................................................301
3. Pyrometallurgische Verarbeitung der Krätze im TBRC.........................302
3.1. Versuchsdurchführung................................................................................302
3.2. Versuchsergebnisse......................................................................................304
4. Hydrometallurgische Metallgehaltsbestimmung.....................................305
4.1. Probenvorbereitung.....................................................................................305
4.2. Grundlagen...................................................................................................305
Metallurgische Nebenprodukte
4.3. Messaufbau...................................................................................................306
4.4. Versuchsdurchführung und Auswertung.................................................306
4.5. Versuchsergebnisse......................................................................................307
5. Vergleichende Betrachtung der Ergebnisse..............................................307
6. Zusammenfassung.......................................................................................308
7. Quellen..........................................................................................................309
Aluminium ist das mengenmäßig führende Metall in der Nichteisenmetallurgie mit
einer Jahresproduktion von 79,7 Millionen Tonnen im Jahr 2018, wobei davon etwa
17,0 Millionen Tonnen in der Sekundärmetallurgie hergestellt wurden. Die Relevanz
des Recyclings von Aluminium hat in den letzten Jahren stark zugenommen und wird
auch in Zukunft weiter an Bedeutung gewinnen. Ein Reststoff, welcher bei der Ver-
arbeitung von Aluminium in Schmelzwerken sowie Gießereien anfällt, ist die Krätze. [6]
Im Rahmen dieses Beitrags werden zwei Methoden zur Bestimmung des Metall-
gehalts von Aluminiumkrätzen vorgestellt und die Ergebnisse präsentiert, da dieser
für die quantitative und qualitative Beurteilung sowie die folgende Verwertungs-
technologie von großer Bedeutung ist. Einleitend erfolgt die Beschreibung der typischen
Verfahrenswege zur Aufarbeitung von Aluminiumkrätzen, bei denen die Potenziale
297
Stefan Wibner, Helmut Antrekowitsch
hinsichtlich Zero-Waste-Konzept und der gezielte Einsatz von anfallenden Reststoffen
in der Mineralrohstoffindustrie erläutert werden. In diesem Zusammenhang dienen
pyrometallurgische Untersuchungen unter Zugabe von Schmelzsalz am Lehrstuhl für
Nichteisenmetallurgie an der Montanuniversität Leoben der Ermittlung der Schmelz-
ausbeute einer Krätze, welche von einem österreichischen Aluminiumrecyclingwerk
stammt. Dazu wird eine bestimmte Menge dieses Reststoffs im TBRC (Top Blown
Rotary Converter) unter Zugabe von Schmelzsalz verarbeitet. Dem gegenüber erfolgt eine
hydrometallurgische Metallgehaltsbestimmung derselben Krätze im Labormaßstab. Die
Analysen beruhen auf dem Prinzip der Gasvolumenmessung durch Wasserverdrängung.
Der metallische Anteil der Probe löst sich in Salzsäure unter Bildung von Wasserstoff,
welcher durch Einleiten in ein abgedichtetes System zur Verdrängung von destilliertem
Wasser führt. Über die Wassermasse kann auf die Wasserstoffmenge und aufgrund
stöchiometrischer Berechnungen auf den Metallgehalt in der Krätze geschlossen
werden. Zuletzt erfolgt eine Gegenüberstellung von pyro- und hydrometallurgischem Weg.
1. Grundlagen zur Entstehung und Aufarbeitung von Al-Krätze
Krätzen sind aluminiumhaltige Reststoffe, die beim Schmelzen, einer Schmelzebehand-
Metallurgische Nebenprodukte
lung und dem Vergießen von Aluminium und seinen Legierungen in Primärhütten,
Gießereien und Recyclingwerken anfallen. Einerseits führt die natürliche Oxidschicht
beim Umschmelzen fester Einsatzmaterialien, wie Al-Schrotten, zur Bildung von Krätze.
Andererseits entstehen sie auch durch Turbulenzen und Bewegungen der Schmelze
während der Ofenarbeiten (Umfüllen, Raffinieren usw.). Eingebrachte und neu
gebildete Oxide verursachen erhebliche Mengen dieser Reststoffe, da eine Reduktion
von Al2O3 zum Metall im industriellen Recyclingprozess wirtschaftlich nicht möglich
ist. Prinzipiell sind Krätzen den Neuschrotten zuzuordnen. [1, 2]
Al-Krätze besteht zu einem großen Teil aus metallischem Al, Aluminiumoxiden in
verschiedenen Formen (α und γ) und Al-Nitrid. Darüber hinaus sind Silizium-, Eisen-,
Kalzium- und Magnesiumoxide sowie andere Al-Verbindungen (Karbide, Chloride,
Fluoride) in geringen Mengen enthalten. Wesentlich für die Bildung von Krätze ist
die hohe Sauerstoffaffinität des Metalls. Die entsprechende Oxidationsreaktion ist in
Gleichung (1) angeführt. [2]
4 Al(l) + 3 O2 (g) 2 Al2O3(S) (1)
Diese ist stark exotherm und begünstigt somit die weitere Verbrennung des metallischen
Inhalts, wodurch Temperaturen von bis zu 1.400 °C im Inneren der Krätze auftreten
können. Bei Werten unter 400 °C endet die Reaktion. [7]
Aufgrund des hohen metallischen Anteils in der Krätze von bis zu 80 Prozent, ist eine
Aufarbeitung dieses Reststoffes wesentlich. Der Prozessfluss ist schematisch in Bild 1
dargestellt. Die Krätzeaufbereitung umfasst hierbei entweder die Verarbeitung heißer oder
die mechanische Behandlung bereits abgekühlter Krätze. Das metallische Aluminium
kann wieder in den Schmelzprozess geführt werden und der verbleibende Rückstand
wird in Dreh- oder Kipptrommelöfen unter Zugabe von Salz weiterverarbeitet. [4]
298
Aufarbeitung von Reststoffen aus der Aluminium-Industrie
AImet
Primär- und
Krätzeaufbereitung Drehtrommelofen
Sekundäraluminiumproduktion Krätze Krätze-
rückstand
Salzschlacke
AImet Salzschlackenaufbereitung
oder Deponierung
Bild 1: Schematische Darstellung des Prozessflusses der Krätzeaufarbeitung
Quelle: Prillhofer, R., Prillhofer, B., Antrekowitsch, H.: Verwertung von Reststoffen beim Aluminium-Recycling. BHM (Berg-
und Hüttenmännische Monatshefte), 153, 2008, S. 103 – 108
Die Aufbereitung heißer Krätzen erfolgt durch Ausrütteln, Ausrühren, Zentrifugieren
oder Auspressen, wodurch bis zu 50 Prozent des vorhandenen metallischen Al-
Inhalts rückgewonnen werden können. Am effektivsten sind die Pressverfahren, da
bei der Rührung durch die Bewegungen höhere Metallverluste auftreten können. Das
Auspressen erfolgt in gelochten Krätzepfannen, in die ein Pressstempel hydraulisch
Metallurgische Nebenprodukte
eingedrückt wird. Das ausgepresste Metall fließt entweder durch den gelochten
Boden ab oder wird in Platten bzw. Strähnen in der Krätze festgehalten und aus dieser
zurückgewonnen. [2, 5]
Kalte Krätzen können durch wiederholtes Brechen und Sieben aufbereitet werden (Bild 2),
wobei die anfallenden Reststoffe aufgrund ihrer Reaktionsfähigkeit (Bildung von H2,
Ammoniak, Chloriden, usw.) und dem geringen metallischen Al-Anteil kritisch zu
sehen sind. Die mechanische Einwirkung der Brecher verursacht unterschiedliche
Verformungen der Stoffe. [3]
Aluminium-Krätze Sieb I (370 mm) Fladen, 90 % AI
Brecher I
Sieb III (1 mm) Sieb II (50 mm) Gröbe I, 50 – 70 % AI
Brecher II Gröbe II, 50 – 70 % AI
Sieb IV (1 mm) Abluftfilter
Krätzerückstand < 1 mm, 50 – 20 % AI Krätzestaub 5 – 20 % AI
Bild 2: Schematische Darstellung der Aufbereitungsschritte für erkaltete Krätze
Quelle: Martens H., Goldmann D.: Recyclingtechnik. Springer Fachmedien Wiesbaden, 2016, Wiesbaden
Die metallischen Anteile verformen sich bei Belastung plastisch und nichtmetallische
Bestandteile brechen spröde, wodurch eine stoffliche Trennung gelingt. Oxidhaltige
Reststoffe kumulieren im Feingut, wohingegen sich metallhaltige Brocken in der
grobkörnigen Fraktion ansammeln. Die Metallgehalte unterscheiden sich in den
299
Stefan Wibner, Helmut Antrekowitsch
Produkten der einzelnen Aufbereitungsschritte. Die Weiterverarbeitung des Grob-
gutes (Krätzegröbe, Brocken und Fladen), welches einen höheren Al-Gehalt aufweist,
erfolgt in Trommelöfen unter der Zugabe von Schmelzsalz. Krätzerückstände können
unter eingeschränkten Bedingungen in der Stahlindustrie als Gießpulver eingesetzt
werden und die anfallenden Stäube haben derzeit keinen nachfolgenden Gebrauch.
Eine Deponierung dieser ist aufgrund der Gasbildung bei Kontakt mit Wasser
problematisch. Der Krätzestaub stellt aber grundsächlich ein Material dar, welches nach
entsprechender Behandlung als Tonerdeträger in der Baustoffindustrie zum Einsatz
kommen könnte. [2, 3]
Die wesentliche Verarbeitung der Krätzen erfolgt insbesondere in Europa über den
Schmelzprozess, da in Kombination mit der nachfolgenden Salzschlackenaufarbeitung
zu deponierende Reststoffe vermieden werden können. Die bei der pyrometallurgischen
Krätzeumarbeit anfallende Salzschlacke wird, um den Recyclingkreislauf zu schließen,
weiterverarbeitet. Dabei entstehen Produkte, wie metallisches Aluminium und Salz,
welche wiederum der Aluminiumrecyclingindustrie zugeführt werden und ein toner-
dehaltiger Rückstand, der beispielsweise in der Baustoffindustrie zum Einsatz kommt.
Im Rahmen der Krätzeverarbeitung ist sowohl bei der mechanischen, aber auch pyro-
metallurgischen Verwertung in Kombination mit der Salzschlackenaufarbeitung eine
Metallurgische Nebenprodukte
geschlossene Kreislaufführung anzustreben, um reststoffarme bzw. -freie Konzepte
im Sinne der europäischen Kreislaufwirtschaft umzusetzen. Ein Kipptrommelofen,
wie dieser vor allem zur Verarbeitung von hochoxidhaltigen Vorstoffen wie Krätzen
Anwendung findet, ist in Bild 3 dargestellt. Hierbei erfolgt eine geringere Schmelzsalz-
zugabe als beim Drehtrommelofen. Im Aufbau entspricht jener einem TBRC. [2, 3]
Bild 3: Kipptrommelofen zum salzarmen Schmelzen
Quelle: Martens H., Goldmann D.: Recyclingtechnik. Springer Fachmedien Wiesbaden, 2016, Wiesbaden
300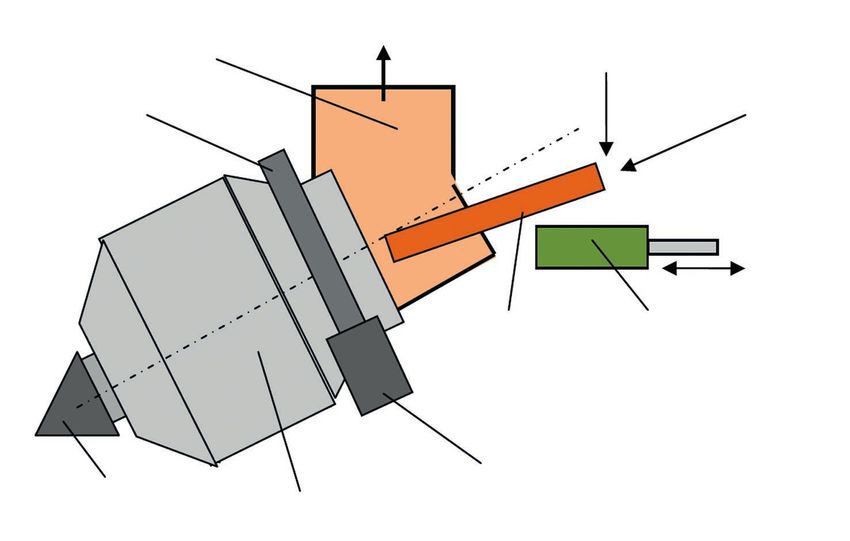
Aufarbeitung von Reststoffen aus der Aluminium-Industrie
2. Entstehung des Einsatzmaterials
Die Krätze, welche für die nachfolgenden pyro- und hydrometallurgischen Experi-
mente zum Einsatz kommt, entsteht beim Schmelzprozess einer Schrottmischung
bei einem österreichischen Al-Recyclingwerk, wo Neuschrotte, aber auch stark
kontaminierte Altschrotte im Vorherd eines Zweikammerofens eingesetzt werden. Beim
Chargiervorgang wird das Material mittels Radlader auf der Brücke des Ofens platziert.
Dort erfolgt das Vorwärmen und Abschwelen, wodurch sich Lacke und Kunststoffe
verflüchtigen. Mit den nachfolgenden Schrottchargen werden die vorhergehenden,
bereits vorgewärmten und abgeschwelten Einsatzstoffe in das Schmelzbad geschoben. Der
Vorgang des Einsetzens dauert ca. 1,5 h, wobei die gesamte Chargenmasse etwa 20 t
beträgt. Danach beginnt der Abkrätzvorgang. Dazu ist am Radlader eine spezielle
Vorrichtung montiert, womit zunächst aufschwimmendes Material in das Schmelz-
bad eingerührt wird. Anschließend erfolgt mittels Hubstapler die Platzierung der
Krätzebehälter vor dem Ofen. Nun wird die Krätze in der Schrottkammer über die
gesamte Ofenbreite hinweg abgezogen, auf der Brücke gesammelt und anschließend
in die Krätzebehälter gefüllt. Hubstapler transportieren die gefüllten Behälter in eine
Krätzepresse, wo die Rückgewinnung einer möglichst hohen Menge an metallischem
Aluminium angestrebt wird.
Metallurgische Nebenprodukte
In Bild 4 ist ein Krätzepressling bei der
Zwischenlagerung unter Dach dargestellt,
wie dieser nach dem Auspressen des
metallischen Aluminiums vorliegt. Um
eine weitere Verarbeitung im Labor-
maßstab am Lehrstuhl durchführen zu
können, ist eine vorherige Zerkleinerung
derartiger Presslinge notwendig.
Die Krätzepresslinge bestehen zum Teil aus
Oxiden und anderen Verunreinigungen,
welche hart und spröde sind. Der Großteil
liegt allerdings als metallisches Aluminium
vor, das sehr duktil ist. Durch Schlagbean- Bild 4: Zwischenlagerung der Krätzepresslinge
spruchung ist eine Zerkleinerung daher
schwierig, weshalb Brecher als Aufberei-
tungsaggregate nicht die optimale Wahl
darstellen. Daher erfolgt die Zerkleinerung
der Presslinge in einer Guillotineschere mit
einer Scherkraft von 900 Tonnen. Mit die-
sem Aggregat ist eine optimale Zerteilung
möglich, wobei zu große Stücke nochmals
mittels Alligatorschere manuell bearbeitet
werden. Bild 5 zeigt die aufbereiteten Krät-
zepresslinge. Diese liegen nun teilweise
feinkörnig sowie in Form von Brocken mit
einer Größe von über 10 cm vor. Bild 5: Zerkleinerte Krätzepresslinge als
Einsatzmaterial für die Versuche
301
Stefan Wibner, Helmut Antrekowitsch
3. Pyrometallurgische Verarbeitung der Krätze im TBRC
Der Schmelzversuch des zuvor beschriebenen Einsatzmaterials zur Bestimmung des
metallischen Aluminiuminhaltes erfolgt im TBRC des Lehrstuhles für Nichteisen-
metallurgie. Hier können einerseits relativ große Mengen an Krätze zur Gewährleistung
einer möglichst repräsentativen Probe eingesetzt werden, andererseits sind die in der
betrieblichen Praxis üblichen Prozessbedingungen sehr gut simulierbar.
Der TBRC entspricht im Aufbau einem Kipptrommelofen. Die Beheizung erfolgt
über einen Methan-Sauerstoffbrenner, welcher sich im Deckel befindet. Dabei ist die
Flamme auf die Feuerfestausmauerung des zylindrischen Ofengefäßes gerichtet, sodass
der Wärmeübertrag auf das Einsatzmaterial indirekt stattfindet, um unerwünschter
Oxidation entgegenzuwirken.
Folgende Ofenparameter werden für das Experiment eingestellt:
• Durchflussrate von Verbrennungsluft bzw. Brenngas beim Schmelzbetrieb:
3 – 8 m3 / h (für den Aufheizvorgang 11 m3 / h)
• Stöchiometrisches Verbrennungsluftverhältnis: λ = 1
• Solltemperatur im Ofeninnenraum: ca. 750 °C (über Durchflussrate regelbar)
Metallurgische Nebenprodukte
• Zusätzliche Temperaturaufzeichnung an der Außenfläche des Ofenmantels
(Solltemperatur: 200 – 300 °C)
• Ofenkippwinkel: etwa 95 °
• Umdrehungszahl des Ofengefäßes: 1 min-1
3.1. Versuchsdurchführung
Nachdem der TBRC zunächst durch elektrische Beheizung vorgewärmt wird, erfolgt
die weitere Aufheizung mittels Methan-Sauerstoffbrenner. Als Einsatzmaterial dienen
zerkleinerte Krätzepresslinge (im Folgenden als Krätze bezeichnet) und Schmelzsalz,
welches eine Mischung aus 70 Prozent NaCl, 30 Prozent KCl und 2 Prozent CaF2
darstellt. Um diese Materialien besser manuell in den Ofen chargieren zu können,
werden sie zu jeweils 5 kg in Papiersäcken verpackt.
Insgesamt werden 35 kg Krätze und 30 kg Schmelzsalz in den Ofen eingebracht
(mKrätze : mSalz = 1,167 : 1). Zu Beginn erfolgt der Aufheizvorgang auf etwa 800 °C und
anschließend die Reinigung des Tiegels durch Zugabe einer kleinen Menge Schmelz-
salz. Dadurch sollen vorhandene Verunreinigungen aus dem Feuerfestmaterial auf-
genommen werden. Das flüssige Salz wird durch Kippen des Ofens entleert und der
eigentliche Versuch beginnt.
In Bild 6 ist die Ofeninnenraumtemperatur in Abhängigkeit von der Zeit grafisch darge-
stellt, wobei zusätzlich die wesentlichen Arbeitsschritte eingetragen sind. Die roten Pfeile
in der Grafik kennzeichnen die Zugabe von einem Papiersack (5 kg) Schmelzsalz und
die grünen Pfeile den Chargiervorgang von 5 kg Krätze. Diese Prozessschritte führen zu
einem Temperaturabfall. Es ist ersichtlich, dass zuerst die Salzzugabe erfolgt, um durch ein
302Aufarbeitung von Reststoffen aus der Aluminium-Industrie
anfänglich im Ofen vorhandenes Salzbad die Oxidation von Aluminium aus der Krätze zu
vermeiden. Nachfolgend wird durch Sichtkontrolle der Ofeninnenraum überprüft und je
nach Verhalten der enthaltenen Salz-Krätze-Mischung entschieden, welches Material als
nächstes zum Einsatz kommt. Hierbei ist das Fließverhalten während der Ofenrotation
der wesentlichste Parameter. Die Temperatur im Ofen beträgt um die 750 °C.
Temperatur
°C
900
800
Aufheizvorgang
700
600
Abguss
Zugabe von
500
Salz zur Reinigung
400
Reinigungssalz durch
300
Kippen entfernen
200
100
Metallurgische Nebenprodukte
0
0 30 60 90 120 150 180 210 240 270 300 330 360 390 420
Schmelzdauer min
Ofeninnenraumtemperatur Zugabe von 5 kg Zugabe von 5 kg
Schmelzsalz Krätze
Bild 6: Darstellung der Ofeninnenraumtemperatur mit den wesentlichen Arbeitsschritten
Nach etwa 410 Minuten erfolgt der Abstich, wobei der Ofen dazu gekippt und zuerst
die Salzschlacke abgezogen wird. Anschließend finden die Entnahme einer chemischen
Probe und zuletzt das Abgießen der Aluminiumschmelze in eine Kokille statt. Diese
Vorgänge sind in Bild 7 dargestellt.
Bild 7: Abziehen der Salzschlacke (links) und Abgießen der Schmelze (rechts) aus dem TBRC
303Stefan Wibner, Helmut Antrekowitsch
Als Produkte fallen metallisches Aluminium in Barrenform sowie Salzschlacke an.
Letztere enthält noch Aluminium in Form fein verteilter Partikel. Um diese rückzu-
gewinnen, erfolgt das Mahlen und Sieben der Schlacke. Anschließend findet eine Auf-
teilung in Korngrößenbereiche statt, wobei es sich bei > 1 mm sowie bei 500 µm – 1 mm
größtenteils um metallisches Al handelt. Dieses wird mit warmem Wasser gelaugt und
getrocknet. Das Feingut stellt die spröd-brechende Salzschlacke mit geringen Anteilen
von metallischem Al dar.
3.2. Versuchsergebnisse
Die Massenbilanz des TBRC-Versuchs ist in Tabelle 1 ersichtlich. Die Differenz von
6,58 kg ist auf Verflüchtigung des Schmelzsalzes sowie dem Verbleiben kleiner Mengen
an Einsatzmaterial im Tiegel zurückzuführen. Von wesentlichem Interesse ist das
prozentuale Verhältnis von metallischem Aluminium zu chargierter Krätzemenge,
welches 64,11 Prozent beträgt.
In Tabelle 2 ist die Massenbilanz der Tabelle 1: Massenbilanz des TBRC-Versuchs
Salzschlackenaufarbeitung durch Mahlen, Einsatzmaterial (Input)
Metallurgische Nebenprodukte
Sieben und Laugen dargestellt. Hierbei
Krätze 35,00 kg
ist ersichtlich, dass auch 0,54 kg Eisen
Salz (70 % NaCl, 30 % KCl + 2 % CaF2) 30,00 kg
vorhanden sind. Unter Berücksichtigung
Summe Input 65,00 kg
des feinverteilten Aluminiums in der
Schlacke, erhöht sich der Anteil an Alu- Produkte (Output)
minium in der Krätze um 3,6 Prozent Metallisches Aluminium 22,44 kg
und beträgt damit 67,71 Prozent. Wird Salzschlacke 35,98 kg
auch der Eisenanteil berücksichtigt, so (inkl. dispergierter Aluminiumpartikel)
ergibt sich ein Metallgehalt der Krätze Summe Output 58,42 kg
von 69,23 Prozent. Anteil an metallischem Al in der Krätze 64,11 %
Differenz (Input - Output) 6,58 kg
Wie zuvor erwähnt, wird beim Abstich
eine Probe zur chemischen Analyse des Tabelle 2: Massenbilanz der Salzschlacken-
Metalls, welches in der Krätze enthalten aufarbeitung
ist, gezogen. Die Ermittlung der
Salzschlacke 35,98 kg
Elementarzusammensetzung erfolgt (inkl. dispergierter Aluminiumpartikel)
mittels Funkenspektrometer und ist für Al in Salzschlacke Al > 1 mm 0,76 kg
die nachfolgende nasschemische Metall-
Al 0,5 – 1 mm 0,49 kg
gehaltsbestimmung wesentlich. Elemente,
Fe in Salzschlacke 0,54 kg
welche kaum oder nicht mit der Salz-
Anteil an Al in Salzschlacke 3,49 %
säure reagieren (Kupfer, Chrom) bzw. in
verhältnismäßig geringer Konzentration Anteil an Al in Krätze 67,71 %
(inkl. Al aus Salzschlacke)
vorkommen (Lithium, Natrium), sind
Gesamtmetallgehalt der Krätze 69,23 %
nicht zu berücksichtigen.
304Aufarbeitung von Reststoffen aus der Aluminium-Industrie
4. Hydrometallurgische Metallgehaltsbestimmung
In diesem Kapitel erfolgt die Beschreibung der Probenvorbereitung, der chemischen
Grundlagen sowie von Aufbau, Durchführung und Auswertung der hydrometall-
urgischen Metallgehaltsbestimmung. Um einen vollständigen Reaktionsablauf zu
gewährleisten ist es notwendig, die Krätze für die folgenden Experimente weiter zu
zerkleinern. Nach der Aufteilung in unterschiedliche Fraktionen durch Siebung, wird
der Metallgehalt jeder Kornklasse ermittelt und dann auf den gesamten metallischen
Anteil rückgeschlossen.
4.1. Probenvorbereitung
Vom aufbereiteten, zuvor beschriebenen Einsatzmaterial wird eine möglichst repräsen-
tative Probe entnommen. Für die hydrometallurgische Verarbeitung ist eine weitere
Vorbereitung des Materials notwendig. Mit Hammer und Meißel erfolgt die manuelle
Zerkleinerung auf eine Körnung kleiner als 10 cm. Das Gut wird anschließend im
Siebturm in fünf Kornklassen getrennt. Eine hydrometallurgische Metallgehalts-
bestimmung erfolgt für jede dieser Fraktionen.
Metallurgische Nebenprodukte
4.2. Grundlagen
Das hydrometallurgische Verfahren zur Metallgehaltsbestimmung basiert auf der Auf-
schlussreaktion von Metallen bei Säureeinwirkung. Verdünnte Salzsäure dissoziiert in
wässriger Lösung vollständig, wie in der Reaktionsgleichung (2) ersichtlich. Die unedlen
metallischen Anteile (Me) des Einsatzmaterials reagieren mit den Wasserstoffionen
(H+) der Säure gemäß Formel (3). Anhand dessen zeigt sich der stöchiometrische
Zusammenhang zwischen Freisetzung des Wasserstoffes und Übergang der Metalle
in die Lösung je nach Ladungszahl des Metallions Men+.
HCl(l) H+(aq) + Cl(aq) (2)
Me(s) + n H+(aq) Men+(aq) + n– H2(g) (3)
2
Die Gleichungen (4) bis (9) geben alle für Aluminiumlegierungen relevanten
Umsetzungen durch Salzsäure an. Kupfer löst sich aufgrund seines edlen Charakters
nur sehr schwer auf. Neben Aluminium reagieren Zink, Mangan, Silizium, Magnesium
und Eisen mit der Säure. Die Elementaranalyse des aus der Krätze pyrometallurgisch
rückgewonnenen Metalls mittels Funkenspektrometer gibt Auskunft über dessen
chemische Zusammensetzung.
Al(s) + 3 HCl(aq) AlCl3 (aq) + –3 H2 (g) (4)
2
Zn(s) + 2 HCl(aq) ZnCl2 (aq) + H2 (g) (5)
Mn(s) + 2 HCl(aq) MnCl2 (aq) + H2 (g) (6)
Si(s) + 4 HCl(aq) SiCl4 (aq) + 2 H2 (g) (7)
Mg(s) + 2 HCl(aq) MgCl2 (aq) + H2 (g) (8)
Fe(s) + 3 HCl(aq) FeCl3 (aq) + –3 H2 (g) (9)
2
305Stefan Wibner, Helmut Antrekowitsch
4.3. Messaufbau
Der Messaufbau (Bild 8) besteht aus einem Reaktionsgefäß, in welchem sich die Krätze-
probe befindet. Der Behälter wird durch Wasser in einer Kristallisierschale gekühlt. Die
Zugabe der Salzsäure erfolgt über einen Tropftrichter mit einem Volumen von 500 ml.
Ein Magnetrührer homogenisiert die Suspension und erhöht den Stoffaustausch durch
Oberflächenvergrößerung und erzwungener Konvektion. Das entstehende Gas erzeugt
einen Überdruck im Verdrängungsgefäß, welcher durch Abfließen des destillierten
Wassers in den Auffangbehälter kompensiert wird. Vor Beginn des Versuches und nach
Ablaufen der Reaktion muss der Druck im System gleich dem Umgebungsdruck sein.
Zur Überprüfung kommt ein U-Rohrmanometer zum Einsatz.
Metallurgische Nebenprodukte
Bild 8: Messaufbau zur hydrometallurgischen Metallgehaltsbestimmung
4.4. Versuchsdurchführung und Auswertung
Die Masse aufzulösender Krätze ist durch das Volumen des Auffangbehälters limitiert.
Für die Versuche werden 15 g der Probe und 500 ml 14 prozentige HCl eingesetzt.
Die Bestimmung des Metallgehalts erfolgt indirekt durch Ermittlung der Masse an
verdrängtem Wasser.
Als erster Schritt der Auswertung findet die Berechnung der theoretischen Wasserstoff-
entwicklung unter der Hypothese, dass das Probenmaterial rein metallisch ist, statt.
Hierbei ist eine exakte Bestimmung aufgrund der bekannten Zusammensetzung des
Metalls in der Krätze, welche mittels Funkenspektrometer ermittelt wurde, möglich.
Die Mengen an produziertem Wasserstoff in Mol lassen sich aus den Reaktions-
gleichungen (4) – (9) ermitteln und im Anschluss über die ideale Gasgleichung, dem
Umgebungsdruck und der -temperatur in das erzeugte Gasvolumen umrechnen. Im
nächsten Schritt wird die gewogene Wassermasse herangezogen und daraus, unter
Berücksichtigung der Temperatur, das verdrängte Volumen ermittelt, welches um die
Sättigungsdampfdrücke von Wasser und Säure zu korrigieren ist. Dies entspricht nicht
306Aufarbeitung von Reststoffen aus der Aluminium-Industrie
nur der Menge an verdrängter Flüssigkeit, sondern auch dem Rauminhalt an produziertem
Wasserstoffgas. Danach werden die zwei Ergebnisse mit der zugeführten Probenmenge
ins Verhältnis gesetzt und somit die Masse des enthaltenen Metalls bzw. der prozentuale
Anteil bezogen auf die Krätze ermittelt. Die Auswertung der Versuche findet software-
gestützt über ein Tabellenkalkulationsprogramm mit programmierten Zellbezügen statt. [8]
4.5. Versuchsergebnisse
Die Ergebnisse der Metallgehaltsbestimmungen für die unterschiedlichen Kornklassen
der Krätze sind in Tabelle 3 zusammengefasst. Hierbei ist ersichtlich, dass der metal-
lische Anteil mit der Fraktionsgröße zunimmt. Dies ist darauf zurückzuführen, dass
sich die spröde brechenden oxidischen Bestandteile eher in der feineren und das sich
duktil verhaltende Metall in der gröberen Fraktion sammeln.
Kornklasse Massen- Metall- Gesamt-
anteil der gehalt in der metallgehalt
Kornklasse Kornklasse
mm %
< 0,25 16,3 27,7 4,5
Metallurgische Nebenprodukte
0,25 – 0,5 6,0 60,4 3,6
0,5 – 1 7,6 73,6 5,6 Tabelle 3:
1–4 23,7 76,5 18,2
>4 46,4 82,2 38,1 Ergebnisse der Metallgehaltsbe-
stimmungen der unterschiedli-
Summe 100 70,0
chen Kornklassen
Über den Massenanteil der jeweiligen Kornklasse an der repräsentativ entnommenen
Krätzeprobe lässt sich der Gesamtmetallgehalt pro Fraktion sowie in Summe ermitteln.
Letzterer beträgt 70 Prozent.
5. Vergleichende Betrachtung der Ergebnisse
Beim Vergleich der Ergebnisse der pyro- bzw. hydrometallurgischen Metallgehalts-
bestimmung ist festzustellen, dass diese sehr gut miteinander korrelieren. Der metallische
Anteil, welcher durch Umschmelzen der Krätze unter Anwendung einer flüssigen
Salzschlacke detektiert wird, beträgt inkl. des Metalls in der Salzschlacke 67,71 Prozent
Aluminium bzw. unter der Berücksichtigung des enthaltenen Eisens 69,23 Prozent. Im
Vergleich zum hydrometallurgischen Weg, welcher zu einem Gesamtmetallgehalt von
70 Prozent führt, sind die Werte daher annähernd ident. Allerdings ist anzumerken, dass
die Unterschiede zwischen den beiden Verarbeitungsrouten höher ausfallen können.
Mögliche Fehlerquellen sind beim pyrometallurgischen Weg vor allem eine mögliche
Oxidation von metallischem Aluminium durch Kontakt mit der Umgebungsatmosphäre
bei der Rotation des TBRCs. Geringe Fehlstellungen des Brenners führen zur lokalen
Überhitzung bzw. zur vermehrten Reaktion des Aluminiums mit den Brenngasen.
Beim hydrometallurgischen Weg stellt vor allem der geringere Probeneinsatz eine
307Stefan Wibner, Helmut Antrekowitsch
wesentliche Fehlerquelle dar, da die Repräsentativität des Einsatzmaterials möglicher-
weise nicht gegeben ist. Des Weiteren kann es zu Einschlüssen von metallischem Al
in einer unlöslichen Matrix sowie zur Entstehung anderer Gase, wie Ammoniak oder
Schwefelwasserstoff kommen, wodurch das Ergebnis verfälscht wird.
Die Bestimmung des Metallgehalts von Krätzen ist für die nachfolgende Verwertung
aus wirtschaftlicher Sicht von großer Bedeutung. Die bei der mechanischen sowie
schmelzmetallurgischen Krätzeaufarbeitung anfallenden Reststoffe können als Toner-
deträger in der Baustoffindustrie eingesetzt werden, weshalb eine genaue Beurteilung
des Einsatzmaterials wesentlich ist.
6. Zusammenfassung
Im Rahmen dieses Beitrags erfolgte die Beschreibung von zwei Möglichkeiten zur
Ermittlung des metallischen Anteils in Aluminiumkrätze, der für die weitere Ver-
arbeitung von wesentlichem Interesse ist. Über den pyrometallurgischen Weg durch
Umschmelzen unter Salzzugabe im TBRC können unter Berücksichtigung des aus
der Salzschlacke rückgewonnenen Metalls 67,71 Prozent Aluminium in der Krätze
detektiert werden. Wird auch das enthaltene Eisen mitkalkuliert, so ergibt sich ein
Metallurgische Nebenprodukte
Metallgehalt von 69,23 Prozent.
Der hydrometallurgische Weg durch Lösen unterschiedlicher Kornklassen der Krätze
in Salzsäure, wodurch die enthaltenen Metalle Wasserstoff erzeugen, dessen Volumen
durch Wasserverdrängung ermittelt werden kann, führt zu einem Gesamtmetallgehalt
von 70,0 Prozent.
Es ergibt sich damit eine sehr gute Übereinstimmung der Ergebnisse zwischen pyro-
und hydrometallurgischem Weg. Hierbei ist anzumerken, dass die schmelzmetall-
urgische Verarbeitung viel höhere Massen an Einsatzmaterialien zulässt, wodurch die
Experimente repräsentativer sind. So wurden beim Versuch 35 kg Krätze zugesetzt. Die
Einsatzmenge zur hydrometallurgischen Metallgehaltsbestimmung hat hingegen nur
15 g pro Experiment betragen. Aufgrund der starken Inhomogenitäten von Krätzen
ist daher der pyrometallurgische Weg von höherer Bedeutung, wobei durch eine
entsprechende Vergleichmäßigung des Ausgangsmaterials, wie im Rahmen der
Versuche gezeigt, eine sehr gute Korrelation möglich ist.
In Zukunft wird das Recycling von Aluminium weiter zunehmen, weshalb auch der
Krätzeanfall steigen wird. Daher ist eine entsprechende Aufarbeitung dieser wesentlich.
Für den Einsatz in Schmelzhütten ist die Kenntnis des Al-Gehalts in der Krätze von
großer Bedeutung, weil die Gattierung der Einsatzmaterialien auf Grundlage der-
artiger Erwartungswerte beruht. Die Verarbeitung der Krätzen erfolgt in Europa über
den Schmelzprozess, welcher in Kombination mit der nachfolgenden Salzschlacken-
aufarbeitung zu Produkten, wie metallischem Aluminium, Salz und tonerdehaltigem
Rückstand führt, wobei letzterer in der Baustoffindustrie zum Einsatz kommt. Daher
ist im Rahmen der Krätzeverwertung eine geschlossene Kreislaufführung im Sinne
des Zero-Waste-Konzepts anzustreben.
308Aufarbeitung von Reststoffen aus der Aluminium-Industrie
7. Quellen
[1] Becker, E.: Reststoffe des Aluminium-Recyclings. Dissertation, Technische Hochschule Aachen,
1993, Aachen
[2] Krone, K.: Aluminiumrecycling: Vom Vorstoff bis zur fertigen Legierung. Aluminium-Verlag,
2000, Düsseldorf
[3] Martens H., Goldmann D.: Recyclingtechnik. Springer Fachmedien Wiesbaden, 2016, Wiesbaden
[4] Prillhofer, R., Prillhofer, B., Antrekowitsch, H.: Verwertung von Reststoffen beim Aluminium-
Recycling. BHM (Berg- und Hüttenmännische Monatshefte), 153, 2008, S. 103 – 108
[5] Schmitz, C.: Handbook of Aluminium Recycling. Vulkan-Verlag, 2006, Essen
[6] World Bureau of Metal Statistics: Metallstatistik 2008 – 2018. 2018, England
[7] Zauner, J.: Konzept zur Verringerung des Aluminiumgehaltes der Krätze und zur Verwertung
bzw. Entsorgung des verbleibenden Rückstandes. Diplomarbeit, 2000, Montanuniversität
Leoben, Leoben
[8] Zöhrer, M.: Pyrometallurgische Verwertung agglomerierter aluminiumhaltiger Reststoffe
minderer Qualität. Dissertation, 2017, Montanuniversität Leoben, Leoben
Ansprechpartner
Metallurgische Nebenprodukte
Dipl.-Ing. Stefan Wibner
Montanuniversität Leoben
Wissenschaftlicher Mitarbeiter
Lehrstuhl für Nichteisenmetallurgie
Franz-Josef-Straße 18
8700 Leoben, Österreich
+43 384 24025212
stefan.wibner@unileoben.ac.at
309Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der
Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind
im Internet über http://dnb.dnb.de abrufbar
Stephanie Thiel, Elisabeth Thomé-Kozmiensky,
Dieter Georg Senk, Hermann Wotruba,
Helmut Antrekowitsch, Roland Pomberger (Hrsg.):
Mineralische Nebenprodukte und Abfälle 7
– Aschen, Schlacken, Stäube und Baurestmassen –
ISBN 978-3-944310-53-4 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel
Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2020
Redaktion und Lektorat: Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Elisabeth Thomé-Kozmiensky, Claudia Naumann-Deppe,
Janin Burbott-Seidel, Martin Graß, Roland Richter, Sarah Pietsch,
Cordula Müller, Gabi Spiegel
Druck: Universal Medien GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der
Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funk-
sendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung
in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine
Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen
der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom
9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig.
Zuwiderhandlungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk
berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne
der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von
jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI,
VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr
für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für
die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung
hinzuzuziehen.Sie können auch lesen