PTS-FORSCHUNGSBERICHT IGF CORNET 63 EN GEWINNUNG VON PROZESSWÄRME AUS ABWÄRME - " NEUE WERKSTOFFE " VERPACKUNGEN - Papiertechnische ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

www.ptspaper.de » NEUE WERKSTOFFE » VERPACKUNGEN » PRINTPRODUKTE » RESSOURCENEFFIZIENZ PTS-FORSCHUNGSBERICHT IGF CORNET 63 EN GEWINNUNG VON PROZESSWÄRME AUS ABWÄRME
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 1 (57)
GEWINNUNG VON PROZESSWÄRME AUS ABWÄRME
Ch. Bienert, H. Jung, M. Müller, B. Pacan
Inhaltsverzeichnis
Seite
1 Zusammenfassung.......................................................................................................... 3
2 Abstract ............................................................................................................................ 5
3 Einleitung ......................................................................................................................... 7
3.1 Energiebedarf und Kostensituation ............................................................................................. 7
3.2 Einsatz von Wärmepumpen....................................................................................................... 12
3.3 Stand der Technik ...................................................................................................................... 12
3.4 Forschungsbedarf ...................................................................................................................... 15
4 Forschungsziel .............................................................................................................. 15
5 Material und Methoden ................................................................................................. 16
5.1 Prozessanalysen ........................................................................................................................ 16
5.1.1 Vorgehen ....................................................................................................................... 16
5.1.2 Messverfahren ............................................................................................................... 17
5.1.3 Pinch-Analyse ................................................................................................................ 18
5.1.4 Prozesssimulation ......................................................................................................... 19
5.2 Stoffaufbereitung bei höheren Temperaturen ........................................................................... 20
6 Prozessanalysen ........................................................................................................... 22
6.1 Untersuchte Werke..................................................................................................................... 22
6.2 Bewertung des Ist-Zustands der untersuchten Papierfabriken ................................................ 24
6.3 Bewertung des Ist-Zustands in der Brauerei ............................................................................. 26
6.4 Prozessanalysen in BHKW-Anlagen ......................................................................................... 27
6.5 Konzepte zur Wärmeintegration in der Papierindustrie ............................................................ 28
7 Stoffauflösung bei höheren Temperaturen in der Papierindustrie........................... 33
7.1 Mischung aus leicht zerfaserbarem Altpapier und schwer zerfaserbarem Krafttragekarton .. 33
7.1.1 4 % Stoffdichte............................................................................................................... 33
7.1.2 15 % Stoffdichte............................................................................................................. 35
7.2 Schwer zerfaserbare Altpapiersorten ........................................................................................ 36
7.2.1 Krafttragekarton ............................................................................................................. 36
7.2.2 Papiersorten im Vergleich ............................................................................................. 37
7.3 Nassfestes Papier ...................................................................................................................... 39
8 Einsatz von Wärmepumpen in Biogasanlagen........................................................... 40
8.1 Optimierung des Biogasprozesses ............................................................................................ 40
8.2 Entwicklung der Steuerung ........................................................................................................ 42
9 Prozessintegration ........................................................................................................ 45
9.1 Wärmepumpen in der Papierindustrie ....................................................................................... 45
9.2 Erzeugung von Niederdruckdampf ............................................................................................ 45
9.3 Hochtemperaturstoffauflösung................................................................................................... 47
www.ptspaper.de FB PTS-PFI 36/13
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 2 (57)
9.4 Vorwärmung der Haubenzuluft .................................................................................................. 49
9.5 Wärmerückgewinnung im Wasserkreislauf ............................................................................... 50
9.6 Einsatz einer HTWP bei TDH .................................................................................................... 51
9.7 Praxisuntersuchung zur HTWP am Energiepark ...................................................................... 52
10 Schlussfolgerungen ...................................................................................................... 56
Literaturverzeichnis ................................................................................................................ 56
www.ptspaper.de FB PTS-PFI 36/13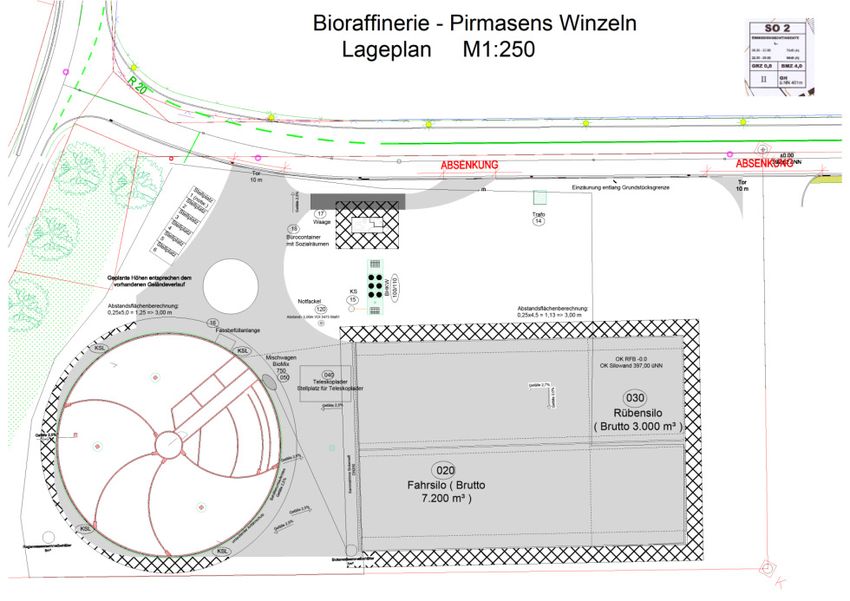
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 3 (57)
1 Zus ammenfas s ung
Zielstellung Das Ziel des Gesamtprojektes war es, einen wirtschaftlichen Einsatz von Wär-
mepumpen in der Industrie aufzuzeigen. Dazu wurden Prozessanalysen sowie
Untersuchungen zu industriellen Anwendungen von Wärmepumpen und zur
Papiererzeugung bei hohen Prozesstemperaturen durchgeführt. Darüber hin-
aus wurde eine Hochtemperatur-Wärmepumpe für den industriellen Einsatz
entwickelt, um aus Abwärme Prozesswärme zu gewinnen.
Prozessanalysen Es wurden drei Papierfabriken sowie eine Brauerei untersucht und hinsichtlich
ihres Wärmeeinsatzes bewertet. Auf dieser Basis wurden Maßnahmen zur
Wärmeintegration und Einsatzmöglichkeiten für Wärmepumpen erarbeitet. Alle
drei Papierfabriken setzten Wärme nur in Form von Dampf ein, der Wärmebe-
darf ist typisch für den jeweiligen Sortenbereich. In allen Werken konnten den-
noch Potenziale für weitere Wärmeintegrationsmaßnahmen identifiziert werden.
Dies gilt auch für die untersuchte Brauerei.
Im Rahmen dieses Projektes wurden Wasser–Wasser, Luft–Wasser und Luft–
Luft-Wärmetausch zur Wärmerückgewinnung berücksichtigt: Die Ergebnisse
zeigen, dass sich durch Wärmeintegrationsmaßnahmen der spezifische Ener-
giebedarf wirtschaftlich sinnvoll reduzieren lässt. Ökonomisch attraktive Ener-
gieeinsparungen sind insbesondere dann möglich, wenn Frischdampf ersetzt
werden kann. Eine hohe Wirtschaftlichkeit ist außerdem meist dann gegeben,
wenn Wärmequellen und –senken möglichst lokal gekoppelt werden. Die wirt-
schaftliche Bewertung von Maßnahmen zur Wärmeintegration hängt somit stark
von lokalen Gegebenheiten ab und ist von Fall zu Fall zu prüfen.
Stoffauflösung in Die Ergebnisse haben gezeigt, dass schwer zerfaserbare Altpapiersorten bei
der Papierindust- geringen Stoffdichten entsprechend der Viskosität des Wassers mit steigender
rie Temperatur besser aufgelöst werden. Aus wirtschaftlichen und technologischen
Gründen sollte allerdings die Temperatur nicht größer als 50 °C sein.
Bei höheren Stoffdichten überwiegen jedoch die Scher- und Reibkräfte bei der
Stoffauflösung, so dass dadurch eine bessere Zerfaserung erreicht werden
kann, die durch eine Temperaturerhöhung nur in geringem Maße verbessert
werden kann.
Biogasanlagen Durch den Einsatz einer Hochtemperaturwärmepumpe (HTWP) kann der Be-
trieb von Biogasanlagen zukünftig wärmeenergieautark erfolgen. Damit kann
das Biogas dort verstromt werden, wo die Wärmeenergie effizient genutzt
werden kann (z.B. Industrieanlagen). Biogasanlagen können in Verbindung mit
einer HTWP auch zur Speicherung von Wärmeenergie genutzt werden, die
bedarfsweise in ein Nahwärmenetz eingespeist werden kann. Durch den Ein-
satz von HTWP können zukünftig Bioraffineriekonzepte realisiert werden, die
energieautark eine stofflich-energetische Nutzung von Restbiomassen ermögli-
chen. Hochtemperaturwärmepumpen können auch zur Prozessstabilisierung
der Wärmebehandlung von flüssigen Medien (z. B. Thermodruckhydrolyse von
Klärschlamm) eingesetzt werden, sofern die benötigte Wärmeleistung über
www.ptspaper.de FB PTS-PFI 36/13
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 4 (57)
50 kW liegt. Die Abhängigkeit von fossilen Energieträgern kann reduziert wer-
den.
Einsatz in der Wärmepumpen sind in der Papierindustrie bislang noch kaum anzutreffen.
Industrie Bisherige Einsatzstellen von Wärmepumpen in der Papierindustrie beschränken
sich in der Regel auf den Einsatz von Thermokompressoren. Neue Entwicklun-
gen, wie sie im Rahmen dieses Projektes untersucht wurden versuchen die
bestehenden Limitierungen zu beseitigen und damit neue Einsatzmöglichkeiten
für Wärmepumpen in der Papierindustrie zu erschließen.
Die Einbindungsmöglichkeiten sind dabei vielseitig. Basierend auf den Ergeb-
nissen der Systemanalysen wurden im Rahmen dieses Projektes folgende
Optionen untersucht: Erzeugung von Niederdruckdampf, Hochtemperaturstoff-
auflösung, Vorwärmung der Haubenzuluft und Wärmerückgewinnung im Was-
serkreislauf. Die Berechnungen wurden anhand einer Modellpapierfabrik mit
Branchen typischen Daten durchgeführt. Die Ergebnisse zeigen, dass sich in
einigen Fällen wirtschaftlich interessante Einsatzmöglichkeiten ergeben, aber
auch weitere Entwicklungen im Bereich Wärmepumpentechnologie notwendig
sind.
Schluss- Die Ergebnisse haben gezeigt, dass Wärmepumpen insbesondere Hochtempe-
folgerung raturwärmepumpen zahlreiche Einsatzmöglichkeiten in der Papierindustrie und
bei Biogasanlagen haben können. Dabei sind lokale und monetäre Rahmenbe-
dingungen zu berücksichtigen, damit auch eine Wirtschaftlichkeit gegeben ist.
Danksagung für Das Forschungsvorhaben IGF CORNET 63 EN der kooperierenden AiF-
Forschungsvor- Forschungsvereinigungen PTS und PFI wurde über die AiF im Rahmen des
haben mit koope- Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom
rierender For- Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des
schungsvereini- Deutschen Bundestages gefördert. Dafür sei an dieser Stelle herzlich gedankt.
gung
Unser Dank gilt außerdem den beteiligten Firmen der Papier- und Zulieferin-
dustrie, den Biogasanlagen und den Beratungsunternehmen sowie vor allem
unseren Belgischen Projektpartnern HOWEST, UGent und Flemish User Group
für die Unterstützung der Arbeiten.
www.ptspaper.de FB PTS-PFI 36/13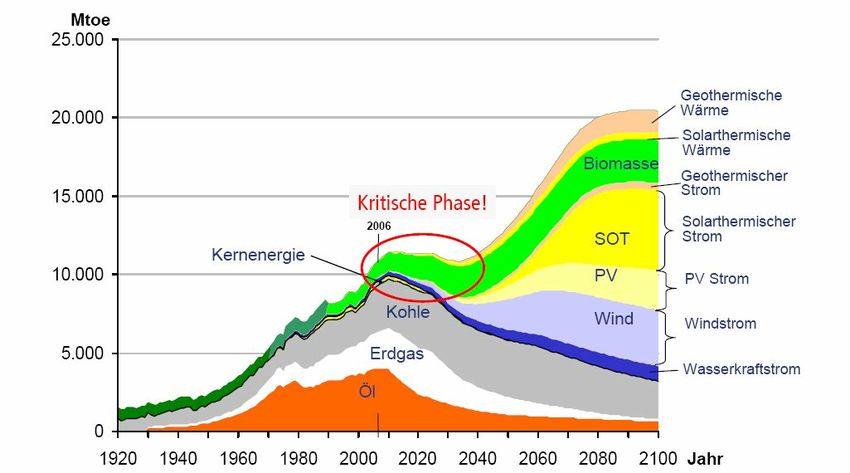
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 5 (57)
2 Abs tract
Objective The overall goal of the project was to show the economical use of heat pumps
in industrial environment. A new technology (high temperature heat pump – HT
HP) was developed, aiming at upgrading process heat by the use of unavoida-
ble waste heat.
This solution can be a key-technology to decrease the excess of waste heat into
the environment and to reduce the energy demand for energy-intensive indus-
tries like pulp and paper, food, brick, chemical and textile.
Process analysis Three paper mills and a brewery were examined and concerning their thermal
input evaluated. On this basis measures for heat integration and application
possibilities for heat pumps were prepared.
All three paper mills apply heat only in form of steam. The heat demand is
typical for the corresponding grade. Potentials for heat integration measures
could be identified in all investigated mills and in the brewery.
Within the framework of the project water-water, air-water and air-air heat ex-
change were considered for waste heat recovery. The results show that the
specific heat demand can be reduced by heat integration measures in an eco-
nomical meaningful way. Economic attractive savings of energy is particularly
possible if fresh steam can be replaced. A good and high economy is given if
heat sources and heat sinks can be interconnected locally. The economic
assessment of heat integration measures depends largely upon the local condi-
tions and is to be proved in each case.
High temperature The results show that poorly degradable paper grades can be disintegrated better
pulping with low consistencies and increasing temperatures respectively to viscosity of
water. Economic and technological reasons restrict the temperature up to 50°.
With higher consistencies the shear and friction forces predominate so that there-
fore a better defibration can be achieved. In this case, an increase of the tem-
perature improves in the defibration only to a minor degree.
Biogas plants Through the application of high temperature heat pumps (HTHP) a thermal
energy self-sufficient operation of biogas plants will be possible in the future.
Thereby, the biogas can be converted to electricity at a location where the heat
can be used for processes (industrial sites, etc.). Biogas plants in combination
with HTHPs can also be used to store thermal energy, which can be fed into a
district heating grid when needed. With the application of HTHPs, bio refinery
concepts can be realised in the future that enable an energy self-sufficient
utilization and valorisation of waste biomass. HTHPs can also be used to sup-
port the process stability of thermal treatment of liquid media (e.g. thermal
pressure hydrolysis of sewage sludge), as long as the required heat load is
above 50 kW. The dependency of fossil energy sources can be reduced.
Industry applica- Current applications of heat pumps in paper industry are seldom and mostly
tion thermo-compressors can be found to reuse flash steam in the drying section.
New constructions investigated in the current project try to remove the existing
limitations in order to enter new applications for heat pumps in the industry.
www.ptspaper.de FB PTS-PFI 36/13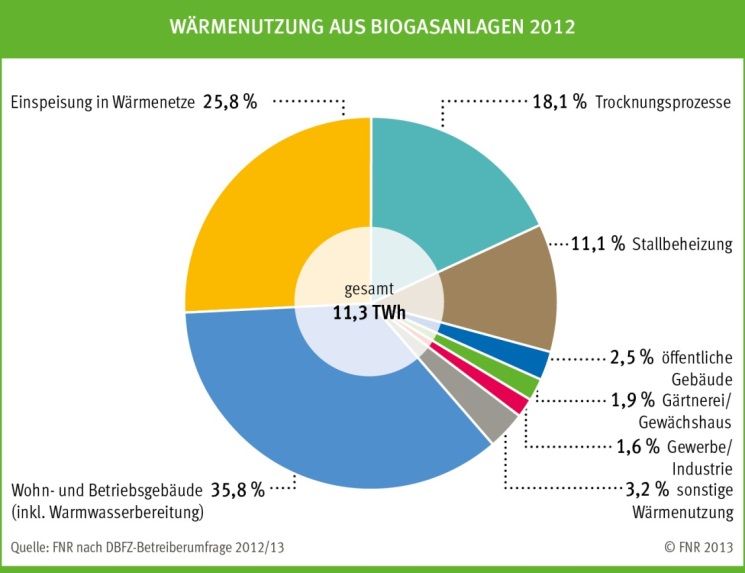
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 6 (57)
The possibilities are miscellaneous. Based on the system analysis results the
following options were examined: Make-up of low-pressure steam, high temper-
ature pulping, pre-heating of supply air, upgrading of process water tempera-
ture. Calculations based on a model mill using industrial sector typical data were
done. The results show economic interesting applications in some cases, but
also a need in further constructions of heat pumps-
Conclusions The project results show a lot of applications for heat pumps and especially for
high temperature heat pumps in the paper, textile, food, construction industry
and in biogas plants. Local and monetary basic conditions should be considered
to get a good economy.
Acknowledgeme The research project CORNET 63 EN of the co-operating research associations
nt PTS and PFI was funded by the German Federal Ministry of Economic Affairs
and Energy within the programme of “promoting pre-competitive joint research”
and carried out under the umbrella of the German Federation of Industrial Co-
operative Research Associations (AiF). We would like to express our sincere
thanks for this support.
We would also like to thank the companies of the paper, textile and food pro-
cessing sectors, the biogas plants and the consulting firms as well as the Bel-
gian project partners HOWEST, UGent and the Flemish User Group for sup-
porting the project works.
www.ptspaper.de FB PTS-PFI 36/13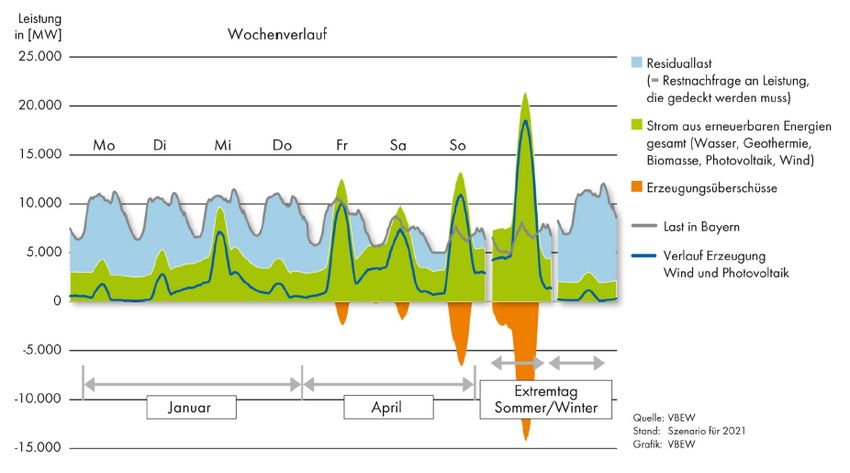
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 7 (57)
3 E inleitung
3.1 E nergiebedarf und K os tens ituation
Energiebedarf Die Papierindustrie gehört neben den Branchen Baustoffe, Chemie, Glas,
Papierindustrie Nichteisen-Metalle und Stahl zu den energieintensiven Industrien in Deutsch-
land, obwohl der spezifische Energiebedarf in den letzten Jahrzehnten deutlich
reduziert werden konnte (Abbildung 1). Mit im Jahr 2010 durchschnittlich 3.139
kWh/t [1] liegt die deutsche Papierindustrie dabei deutlich unter dem europäi-
schen Mittelwert (3.850 kWh/t [2]). Mit Veröffentlichung der "Roadmap to a low-
carbon bio-economy" hat sich die CEPI zum Ziel gesetzt die CO2-Emissionen in
der "holzfaserbasierten Industrie" bis 2050 um 80 % im Vergleich zu 1990 zu
reduzieren [3] und damit den Weg zu einer weiteren Reduzierung des Energie-
bedarfs weiter voranzutreiben.
Abbildung 1 Energiebedarf in der deutschen Papierindustrie [1]
Energiekosten Die Energiekosten stellen für die deutsche Papierindustrie einen wesentlichen
deutsche Papier- Kostenfaktor dar. Neben den Rohstoffkosten sind sie in den letzten Jahren am
industrie stärksten angestiegen. So betrug der Anteil der Energiekosten, bezogen auf
den Umsatz, in den letzten Jahren stets mehr als 10 %. Der effiziente Umgang
mit Energie entscheidet somit über die Produktivität eines gesamten Standor-
tes.
Abbildung 2 Energiekosten in Prozent des Umsatzes [1]
www.ptspaper.de FB PTS-PFI 36/13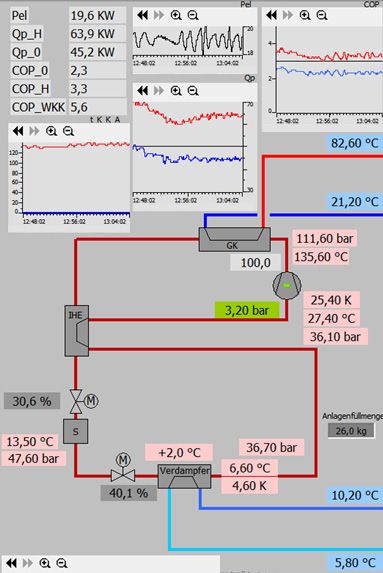
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 8 (57)
Bestandteile Der Gas- bzw. Strompreis setzt sich aus drei Hauptbestandteilen zusammen
Strom- /Gaspreis [4]. Diese sind:
• Energiepreis inkl. Beschaffung und Lieferung
• Preis für die Netznutzung (Netznutzungsentgelt)
• Diverse Abgaben, Umlagen und Steuern
Ein Teil dieser Steuern und Abgaben wird der energieintensiven Industrie unter
bestimmten Voraussetzungen erlassen, so dass sich deren Anteil am Strom-
preis reduziert.
Abbildung 3 Anteil der Steuern, Abgaben und Netzentgelte am Strom-
preis in Abhängigkeit vom Strombezug [5]
Strompreis im Die einzelnen Elemente des Strompreises tragen, wie nachfolgende Abbildung
europäischen illustriert, in den einzelnen europäischen Ländern unterschiedlich zum Strom-
Vergleich preis bei.
250
Without taxes, levies, vat taxes, levies and vat
200
€/MWh
150
100
50
0
BU TR EL FR SE HR EE FI PT RO NL ES SI PL LV BE UK HU IT CZ SK DE CY DK
Abbildung 4 Vergleich europäischer Strompreise [6]
www.ptspaper.de FB PTS-PFI 36/13
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 9 (57)
Gaspreis im Auch die einzelnen Elemente des Gaspreises tragen in den einzelnen europäi-
europäischen schen Ländern unterschiedlich zum Gaspreis bei.
Vergleich
100
Without taxes and levies taxes, levies and vat
80
€/MWh
60
40
20
0
RO NL PL UK SK BE ES EE BG FR CZ LV PT IT DE HU FI BA SE
Abbildung 5 Vergleich europäischer Gaspreise [6]
Verfügbarkeit Der weltweite Energiebedarf wird nach einer Prognose bis zum Jahr 2030 um
Energieträger etwa 55 % im Vergleich zum Jahr 2004 steigen [7]. Auf der anderen Seite ist
die zeitliche Reichweite fossiler Brennstoffe begrenzt (Abbildung 6). Bis 2030
werden jedoch keine Engpässe erwartet, da technische Fortschritte dem Trend
einer Verschlechterung der Lagerstättenbedingungen entgegenwirken [8, 9].
Das Überschreiten des Produktionsmaximums bei Öl und später bei Erdgas
wird dennoch eine spürbare Lücke in der Weltenergieversorgung hinterlassen.
In dieser Phase wird der Einsparung von Energie eine herausragende Bedeu-
tung zukommen [10].
Abbildung 6 Prognose der Verfügbarkeit von Energieträgern [10]
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 10 (57)
Erneuerbare Durch den steigenden Anteil an erneuerbaren Energien (insbesondere Photo-
Energie voltaik und Windenergie) und die gleichzeitige Stilllegung von Grundlastkraft-
werken kommt es aufgrund der Umsetzung der Energiewende in Deutschland
zu einem immer größer werdenden Anteil an volatilen Stromquellen, die pha-
senweise zu einer Unter- oder Überversorgung mit Strom führen [11, 12].
Abbildung 7 Volatilität der Stromversorgung [12]
Prognose Der industrielle Strompreis ist in Deutschland im Zuge der Liberalisierung des
Strompreis Strommarktes zwischen 1995 und 2000 zunächst gefallen, seither jedoch
wieder angestiegen [13]. In den letzten Jahren ist an der Strombörse EEX
aufgrund der seit Jahren niedrigen CO2-Zertifikatepreise und des verstärkten
Ausbaus der Erneuerbaren Energien ein Sinken des Strompreises zu beobach-
ten [14]. Aber nicht nur der Spotmarkt, auch die Preisentwicklung auf den
Terminmärkten der EEX zeigt den Einfluss der weiter wachsenden Einspeisung
von erneuerbarem Strom und führt für die nächsten Jahre zu deutlich fallenden
Großhandelspreisen (Abbildung 8).
Abbildung 8 Preisentwicklung Terminmarkt EEX [14]
Dennoch werden von verschiedenen Instituten steigende Strompreise auch für
die Industrie prognostiziert (Abbildung 9).
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 11 (57)
Abbildung 9 Prognose Strompreisentwicklung [15]
Prognose Die inländischen Energiepreise werden insbesondere bei fossilen Energieträ-
Gaspreis gern, wie Öl und Gas, durch die Weltmarktpreisentwicklung unmittelbar beein-
flusst. Im Industriebereich sind die Preise für Erdgas beispielsweise zwischen
1995 und 2005 um 84 % gestiegen [13]. Die Preisrisiken bei Öl und Gas erhö-
hen sich, da die Abhängigkeit der Versorgung von politisch instabilen Förder-
und Transitregionen zunimmt. Insbesondere die aktuell politisch instabile Situa-
tion in der Ukraine lässt hier weitere Risiken erwarten.
Wie in Abbildung 10 dargestellt ist auch für die nächsten Jahre mit einem weite-
ren Anstieg der Verbraucherpreise zu rechnen. Die Steigerung wird hierbei
maßgeblich durch die Entwicklungen am Beschaffungsmarkt sowie bei den
Netzentgelten beeinflusst [16].
60
50
40
Gaspreis / €/Mwh
Börsenpreis
30
Grenzübergangspreis
Verbraucherpreis Industrie
20
10
0
2010 2012 2014 2016 2018 2020 2022
Abbildung 10 Prognose Gaspreisentwicklung [16]
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 12 (57)
3.2 E ins atz von Wärmepumpen
Nutzung von Der hohe Energieverbrauch führt zu industrieller Abwärme, die zum großen Teil
Abwärme vollständig oder teilweise an die Umwelt abgegeben wird, obwohl ein großer
Bedarf an Prozesswärme in Form von Warm- oder Heißwasser, Dampf oder
warmer Luft besteht. Eine mögliche Lösung dieses Problems könnte der Ein-
satz von Wärmepumpen sein, bei dem die Energie der Abwärme auf ein höhe-
res Temperaturniveau gebracht wird, um somit die Energie der Abwärme wie-
der als Prozesswärme einzusetzen.
Derzeitiger Ein- Auch wenn Wärmepumpen längst bekannt sind, werden sie nur selten im in-
satz dustriellen Umfeld eingesetzt. Aufgrund der hohen Stromkosten und des un-
günstigen Preisverhältnisses zwischen Strom und Brennstoffen können indust-
rielle Wärmepumpen häufig nicht wirtschaftlich betrieben werden. Darüber
hinaus gibt es nur wenige Studien über einen wirtschaftlichen Einsatz von
Wärmepumpen in unterschiedlichen Industrieanlagen.
Prozess- Die Anschaffung einer Wärmepumpe ist allerdings oft noch nicht genug. Ab-
integration wärme und benötigte Prozesswärme muss auch in geeigneter Weise in Verbin-
dung gebracht werden. Die Prozesswärme, die durch eine Wärmepumpe gene-
riert werden kann, muss auch ein Temperaturniveau aufweisen, das für den
Prozess geeignet ist. Derzeitig verfügbare Wärmepumpen sind noch nicht in der
Lage, höhere Temperaturen als 100°C zu generieren, die allerdings in ver-
schiedenen Industriebranchen benötigt werden (z.B. Dampf in der Papierindust-
rie, in der chemischen Industrie oder in Brauereien). Verfügbare Wärmepumpen
weisen eine maximale Ausgangstemperatur von 80°C bis 90°C auf.
Papierindustrie Durch die Verwendung von höheren Temperaturen bei der Stoffauflösung
könnten grundsätzlich die Viskosität des eingesetzten Wassers verringert und
dadurch der Auflöseprozess verbessert bzw. beschleunigt werden. Durch die
Entwicklung neuer Wärmepumpen und geeigneter Wärmeintegrationskonzep-
ten könnte ein größerer Teil der bei der Papiererzeugung anfallenden Abwärme
für die Stoffauflösung bei höheren Temperaturen genutzt werden.
Biogasanlagen Die Erzeugung von elektrischer Energie in Biogasanlagen ist umstritten, weil die
Stromgestehungskosten im Vergleich zu anderen regenerativen Energiequellen
(z. B. Wind) höher liegen, die Abwärmenutzung des BHKWs in den meisten
Fällen sehr ineffizient ist und der Anbau von Mais und anderen landwirtschaftli-
chen Biomassen für die Energieproduktion ernährungspolitisch als fragwürdig
betrachtet wird. Auf der anderen Seite ist Biomethan klimaneutral und kann im
Erdgasnetz in großen Mengen zwischengespeichert und bedarfsweise in effi-
zienten Gaskraftwerken verstromt werden.
Es müssen also Anstrengungen unternommen werden, durch eine Wärmeopti-
mierung (z.B. Wärmepumpen) von Biogasanlagen und durch eine Nutzung von
Reststoffen Akzeptanz und Wirtschaftlichkeit von Biogasanlagen zu verbessern.
3.3 S tand der Tec hnik
Einleitung Gemäß einer Deutschen Studie, die 2008 von IER abgeschlossen wurde,
könnten theoretisch jährlich 390 PJ Energie aus industrieller Abwärme wieder
genutzt werden, wenn Wärmepumpen eine Ausgangstemperatur von 100°C
liefern würden. Dies entspricht ca. 16 % des gesamten Deutschen Energiebe-
darfs durch die Industrie.
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 13 (57)
Verfügbare Bis heute ist es nicht möglich, Abwärme mit den verfügbaren Wärmepumpen
Wärmepumpen auf eine ausreichende Ausgangtemperatur zu bringen, um damit die Energie in
der Abwärme in industriellen Prozessen nutzen zu können.
Aktuelle Obwohl Wärmepumpen mit einer Ausgangstemperatur >90°C noch nicht ver-
Entwicklungen fügbar sind, werden seit 1980 in diesem Gebiet Forschungsarbeiten in der
Literatur beschrieben. Dazu gibt es Tests in Japan mit Ausgangstemperaturen
von 120°C – 200°C. Thermea kündigt eine Wärmepumpe an, die unter Ver-
wendung von superkritischem CO2 als Arbeitsmedium 130°C erreichen soll.
Hybrid Energy (Norwegen) entwickelt einen “Hybrid-Absorption-Compressor”,
bei dem ein Ammonium-Wasser-Gemisch als Arbeitsmittel verwendet wird.
Eine Ausgangs-Temperatur von 95°C – 100°C wird angestrebt.
Wärme- Wärme-Integration ist ein kosteneffektives Verfahren, um den spezifischen
Integration Energie-Bedarf von industriellen Prozessen zu reduzieren und die Produktivität
zu erhöhen. Im Falle der Papierindustrie sind Wärmerückgewinnungssysteme
weit verbreitet, um die Energieausbeute zu verbessern. Trotzdem geht noch viel
Abwärme über die Abluft und das Abwasser verloren (siehe auch Abbildung
11 und Abbildung 12).
Radiation & convection
1.100 kWh/t
Electricity Exhaust air
1.000 kWh/t 1.400 kWh/t
Waste water
300 kWh/t
Steam
1.800 kWh/t Typical values
Abbildung 11 Energieströme in der Papierindustrie
Wärmeverluste Fermenter Notkühler
BHKW Schlamm / 40 °C Luft
~ 6 % / 70 kW ~ 12 % / 146 kW ~ 9 % / 110 kW
Biogas
Brennstoff- Nahwärme
leistung Wasser / 88 °C
100 % ~ 32 % / 390 kW
1220 kW
elektr. Energie
~ 40,5 % / 500 kW
Abbildung 12 Energieströme eines konventionellen Blockheizkraftwerks
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 14 (57)
Papierindustrie Bei der Papiererzeugung wird eine Faserstoffsuspension mit ca. 1 % Stoffdichte
durch eine Head-Box gepumpt und auf einem Sieb bei einer Temperatur von
50°C zu einer kontinuierlichen Papierbahn entwässert. Die Papierbahn wird
anschließend in einer Pressenpartie und in einer Trockenpartie mit heißen
Zylindern (ca. 100 – 120°C) entwässert und getrocknet.
Die Papiererzeugung bei hohen Temperaturen hat klare Vorteile und kann zu
einer verbesserten Energiewirtschaftlichkeit führen. Höhere Temperaturen
verbessern die Viskosität und die Oberflächenspannung des Wassers, so dass
das Altpapier besser aufgelöst und eine Entwässerung in der Sieb- und Pres-
senpartie erhöht werden kann.
Nutzung der Gemäß der Umfrage der Fachagentur für Nachwachsende Rohstoffe (FNR)
Wärmeenergie in wurden 2012 bei der Stromerzeugung aus Biogas ca. 20 TWh an nutzbarer
Biogasanlagen Wärmeenergie erzeugt. Wie aus der Grafik (Abbildung 13) zu ersehen ist,
werden jedoch nur etwas mehr als die Hälfte der anfallenden Wärmeenergie
auch genutzt. Etwa 4 TWh werden für die Beheizung/Warmwasserversorgung
von ca. 8.000 anlagennahen Gebäuden verwendet, was einen Verbrauch von
ca. 40.000 Liter Heizöl/Jahr je Biogasanlage entspricht. Auch diese Nutzung
kann als nicht besonders effizient betrachtet werden.
Gemäß Umfragen bei Biogasanlagenbetreibern wird für das Beheizen der
Biogasfermenter zwischen 10 – 25 % der Abwärme des BHKW benötigt. Somit
besteht noch ein erhebliches Optimierungspotential zur Senkung des Eigen-
energiebedarfs von Biogasanlagen.
Abbildung 13 Verteilung der genutzten Abwärme von Blockheizkraftwer-
ken (BHKWs) auf Biogasanlagen
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 15 (57)
3.4 F ors chungs bedarf
Wärmepumpen Aufgrund der Ausgangssituation und des Stands der Technik besteht deshalb
der Bedarf, eine Hochtemperaturwärmepumpe zu entwickeln, die auch Aus-
gangstemperaturen von mehr als 100°C ermöglicht.
Papierindustrie Um diese Wärmepumpe effektiv in unterschiedlichen Industriebranchen einset-
zen zu können, sind einerseits die entsprechenden Prozesse anzupassen und
andererseits Konzepte zur Integration zu entwickeln.
Für die Papierindustrie sind dazu Untersuchungen notwendig, wie höhere
Temperaturen die Stoffauflösung verbessern können. Insbesondere die dazu
notwendigen Rahmenbedingungen, wie z.B. Stoffdichte, geeigneter Tempera-
turbereich und geeignete Altpapiersorten sind zu ermitteln.
Bioraffinerie Während der letzten Jahre hat das PFI eine Aufschlusstechnologie (Thermo-
Druck-Hydrolyse – TDH) für die Nutzung von lignocellulosehaltiger Biomasse
(Stroh, landwirtschaftliche Reststoffe, etc.) entwickelt. Die Biomasse kann somit
als Substrat für die Fermentation zu industriellen Rohstoffen genutzt werden.
Die Reststoffe dieses Prozesses können in einer Biogasanlage verwertet wer-
den. Da nicht genügend Prozesswärme auf hohem Temperaturniveau für den
hydrothermalen Aufschluss und die Aufkonzentrierung des fermentierbaren
Hydrolysates zur Verfügung steht, ist die Nutzung von Lignocellulose im Ge-
samt-Materialinput beschränkt. Die benötigte Wärme für den Aufschluss und die
Verdampfung sollte mittels Hoch-Temperatur-Wärmepumpe vom Kühlwasser
des BHKWs geschöpft werden. Die Hoch-Temperatur-Wärmepumpe könnte
das fehlende Element für eine energieautarke Nutzung von Lignocellulose für
Fermentationsprozesse sein.
4 F ors chungs ziel
Ziel Das Ziel des Gesamtprojektes war es deshalb, einen wirtschaftlichen Einsatz
von Wärmepumpen in der Industrie aufzuzeigen. Dazu wurden Prozessanaly-
sen sowie Untersuchungen zu industriellen Anwendungen von Wärmepumpen
und zur Papiererzeugung bei hohen Prozesstemperaturen durchgeführt. Dar-
über hinaus wurde eine Hochtemperatur-Wärmepumpe für den industriellen
Einsatz entwickelt, um aus Abwärme Prozesswärme zu gewinnen.
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 16 (57)
5 Material und Methoden
5.1 P rozes s analys en
5.1.1 Vorgehen
Vorgehen Ziel der Vor-Ort-Untersuchungen ist es die in den untersuchten Werken vor-
handenen Wärmequellen und –senken zu identifizieren und damit den Ist-
Zustand hinsichtlich Wärmebedarf und Wärmeintegration zu analysieren und zu
bewerten. Im Rahmen des Forschungsprojektes wurde eine standardisierte
Methode in den untersuchten Werken angewendet. Das Vorgehen ist in nach-
folgendem Ablaufplan schematisch dargestellt.
Versand Fragebogen an untersuchtes Werk
(zur Erfassung von Daten und Informationen zu Produktion und Energiebedarf)
Task 3.1 Auswertung der zur Verfügung gestellten Daten
Vorbereitung der Vor-Ort-Analyse
(Zeitplan, notwendige Messungen …)
Vor-Ort-Analyse
Task 3.2 (Vor-Ort-Messungen, Erfassung von Produktions- und Prozessdaten, Diskussion der
Betriebsweisen mit den Verantwortlichen vor Ort …)
Task 3.3 Datenauswertung
(Bewertung des Ist-Zustands, Identifikation von Potenzialen zur Wärmeintegration)
Simulationsrechnungen
Task 3.4 (zur Bewertung von Maßnahmen zur Wärmeintegration)
Abbildung 14 Ablaufplan Prozessanalyse
Vorbereitung der Vor Durchführung der Prozessanalysen wurde ein Fragebogen erstellt und an
Prozessanalyse die zu untersuchenden Werke versendet. Darin wurden die in den Werken
verfügbaren und für die Bearbeitung notwendigen Informationen (Fließbilder,
Produktionsdaten, Energiebedarf …) zu Produktion, Energieerzeugung und
Energienutzung abgefragt.
Die dadurch erfassten Daten wurden ausgewertet und die Vor-Ort-Analyse
vorbereitet. Hierzu wurde ein Zeitplan erstellt und mit den Werken abgestimmt,
die notwendigen Messungen vorbereitet und notwendige Besprechungen mit
den Verantwortlichen vor Ort arrangiert.
In einem vorbereitenden Gespräch werden die vorbereiteten Unterlagen mit den
Verantwortlichen der Papierfabrik diskutiert und auf Vollständigkeit überprüft.
Ferner werden grundlegende Betriebsabläufe erfragt.
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 17 (57)
Prozessanalyse Die Prozessanalysen wurden in Papierfabriken sowie zur Unterstützung der
belgischen Projektpartner einer Brauerei durchgeführt. In den Prozessanalysen,
die in untersuchten Werken durchgeführt wurden, wurden systematisch die
notwendigen Daten zum Thema Wärmebedarf und Wärmeintegration aufge-
nommen. Hierzu wurden verfügbare Daten aus dem Prozessleitsystem erfasst,
soweit notwendig eigene Messungen durchgeführt (Volumenströme, Tempera-
turen, relative Feuchte) und die Betriebsabläufe mit den Verantwortlichen vor
Ort diskutiert.
Schwerpunkte der Untersuchungen waren Energiebedarf, Wärmequellen- und
Wärmesenken in folgenden Bereichen:
• Hallen- und Haubenbelüftung
• Dampf- und Kondensatsystem
• Vakuumsystem
• Drucklufterzeugung
• Energieerzeugung
• Wasserkreislauf
Bewertung des Die erfassten Daten wurden ausgewertet und der Ist-Zustand hinsichtlich Wär-
Ist-Zustands meintegration bewertet. Weiterhin wurden Ansatzpunkte zur direkten Wärmein-
(Task 3.3) tegration diskutiert und bewertet sowie mögliche Einsatzstellen für Wärmepum-
pen mit den Projektpartnern diskutiert.
Simulations- Zur Bewertung des Einflusses auf den Energiebedarf der betrachteten Wär-
rechnungen meintegrationsmaßnahmen in den Wasserkreislauf wurden im Rahmen des
(Task 3.4) Projektes statische Simulationsrechnungen durchgeführt.
5.1.2 Messverfahren
Messverfahren Zur Ermittlung des Wärmebedarfs und der verfügbaren Wärmequellen wurden
im Luftsystem und im Wasserkreislauf Messungen durchgeführt. Dazu wurden
folgende Messverfahren eingesetzt.
Parameter Messverfahren
Volumenstrom Wasser Ultraschall-Laufzeitverfahren (Ultraflux)
Volumenstrom Luft Flügelradsonden, Staurohr (Testo)
Temperatur Wasser Testo Temperaturlogger
Temperatur & relative Feuchte Luft Testo Hochtemperaturfeuchtefühler
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 18 (57)
5.1.3 Pinch-Analyse
Pinch-Analyse Ein wesentlicher Anteil des Energiebedarfs wird in der Papierindustrie für das
Aufheizen von Prozessströmen verwendet. Auf der anderen Seite verlassen
eine Vielzahl von Abwärmeströmen über die Abluft bzw. das Abwasser die
Papierfabrik. Durch Integration von Abwärmeströmen und Wärmerückgewin-
nung kann der Energiebedarf einer Anlage reduziert werden.
Ein geeignetes Hilfsmittel für eine systematische Lösung von Wärmeintegrati-
onsproblemen ist die Pinch-Analyse. Sie gehört heute zu den wichtigsten Werk-
zeugen der Prozessintegration in allen Bereichen der verfahrenstechnischen
Industrie. Eine Reihe von Veröffentlichungen zeigen die Möglichkeiten, die die
Pinch-Technologie für die Papierindustrie bietet [siehe z.
B. 17, 18, 19, 20, 21, 22].
Das grundlegende Ziel der Pinch-Analyse ist es, den Wärmebedarf eines Pro-
zesses durch nutzbare Abwärme möglichst gut zu bedienen. Die Eignung der
einzelnen Abwärmeströme ist dabei bedingt durch die jeweilige Temperatur.
Mit einer Pinch-Analyse können somit Ansatzpunkte für eine Optimierung des
Wärmehaushalts von Papierfabriken identifiziert werden. Die Theorie der Pinch-
Analyse geht jedoch davon aus, dass alle heißen und kalten Ströme miteinan-
der kombiniert werden können. Dies ist jedoch technologisch und wirtschaftlich
nicht immer sinnvoll. Somit lässt sich dieses Potenzial in der Regel nicht voll
ausschöpfen.
Composite Ein wesentlicher Schritt bei der Pinch-Analyse ist die Erstellung von Composite
Curves Curves im Temperatur-Enthalpie-Diagramm. Diese stellen Summenkurven der
kalten und warmen Ströme dar. Der Überlappungsbereich der Composite
Curves entspricht der maximalen Wärmemenge, die bei optimaler Auslegung
wieder gewonnen werden kann. Die darunter bzw. darüber liegenden Bereiche
zeigen den unter optimalen Bedingungen minimal erforderlichen Heizmittel- und
Kühlmittelbedarf.
Abbildung 15 Composite Curves [23]
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 19 (57)
Pinch-Punkt Der Pinch-Punkt ist der Punkt an dem sich die beiden Composite Curves im
Diagramm am nächsten kommen. Dort liegt die kleinste mögliche Temperatur-
differenz ∆Tmin der Wärmetauscher vor, die technisch sinnvoll ist.
Am Pinch-Punkt wird das System in zwei Bereiche geteilt. Oberhalb des Pinch-
Punktes existiert ein Wärmedefizit und somit liegen Wärmesenken vor. Unter-
halb liegt ein Wärmeüberschuss vor und die betroffenen Teilströme bilden somit
Wärmequellen.
Minimale Die minimal zulässige Temperaturdifferenz ∆Tmin zwischen kalten und warmen
Temperatur- Strömen bestimmt das für die
differenz Wärmeübertragung maßgebliche
Investment costs
Energy costs Temperaturgefälle. Bei der Festle-
Total costs gung von ∆Tmin muss ein Opti-
mum zwischen den notwendigen
Investitionskosten und einer Redu-
zierung der Energiekosten gefun-
Costs
den werden. Je größer ∆Tmin
desto weniger Wärmeübertra-
gungsfläche wird benötigt.
Dadurch sinken der apparative
Aufwand und damit auch die
Investitionskosten. Auf der ande-
ren Seite kann weniger Abwärme
Minimum admissible temperature zurück gewonnen werden,
difference ∆Tmin wodurch sich ein höherer Energie-
bedarf ergibt.
Abbildung 16 Kostenminimum für die minimal zulässige
Temperaturdifferenz ∆Tmin [20]
Pinch-Regeln Folgende Regeln sollten aus thermodynamischer Sicht beachtet werden:
• Kein Wärmeaustausch über den Pinch-Punkt hinweg
• Keine externe Wärmeabfuhr (Kühlung) oberhalb des Pinch-Punktes
• Keine externe Wärmezufuhr (Heizung) unterhalb des Pinch-Punktes
Bzgl. des Einsatzes von Wärmepumpen gilt damit, dass diese insbesondere für
den Wärmetransfer über den Pinch-Punkt eingesetzt werden sollten.
5.1.4 Prozesssimulation
Prozess- Simulationsrechnungen werden eingesetzt, um die Auswirkungen von Wär-
simulation meintegrationsmaßnahmen hinsichtlich Temperaturführung und Wärmehaus-
halt zu quantifizieren. Für die Simulationen wurde das Programm IDEAS der
Firma Andritz Automation verwendet. IDEAS ist eine papierspezifische Weiter-
entwicklung des objektorientierten Simulationsprogramms Extend. Weitere
Informationen zu den vielfältigen Einsatzmöglichkeiten von IDEAS können der
Homepage von Andritz Automation entnommen werden [24].
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 20 (57)
Modellaufbau Für die betrachteten Papierfabriken wurde ein statisches Simulationsmodell
aufgebaut. Die Modelle bilden den gesamten Wasserkreislauf bis einschließlich
Pressenpartie bzw. Ablauf in den Vorfluter ab. Der Bereich Trockenpartie bis
Poperoller sowie Abluftströme werden als separate Quellen und Senken be-
rücksichtigt. Abgebildet wurde der stationäre Betriebszustand bei stabiler Pro-
duktion.
Die Struktur eines Simulationsmodells wird durch das Zusammenfügen von
funktionalen Objekten aus verschiedenen Bibliotheken erstellt. Rechnerisches
Grundprinzip jedes Elements ist die Massen- und Energiebilanz.
Die Modelle wurden mit den aufgenommenen Daten (Frischwassermenge,
Produktionsmenge, Wärmeeinträge, Frischwassertemperatur, …) parametriert
und auf den Ist-Zustand während der Vor-Ort-Untersuchung hinsichtlich der
Temperatur kalibriert.
Loop-Ansatz Jedes Modell wurde dazu in Bilanzelemente unterteilt, die die Loops (Teilkreis-
läufe) der Stoffaufbereitungen und die Papiermaschinen repräsentieren. Es sind
somit keine einzelnen Apparate abgebildet.
PTS Mass Der PTS Mass Balance Block stellt ein an der PTS entwickeltes Objekt für die
Balance Block statische Massenbilanzierung dar. Gleichzeitig führt der Block eine Energiebi-
lanz durch, d.h. dass Temperaturen der Stoffströme mit berücksichtigt werden.
PTS Mass Balance Blöcke bilden im Simulationsmodell die Loops der unter-
suchten Anlagen ab.
5.2 S toffaufbereitung bei höheren T emperaturen
Einleitung Das Ziel der praktischen Untersuchung in einem weiteren Arbeitspaket waren
Untersuchungen zur Stoffaufbereitung bei höheren Temperaturen. Dabei sollte
insbesondere ermittelt werden, inwiefern bestimmte Parameter den Auflösevor-
gang und die Eigenschaften des Endproduktes beeinflussen, um aus diesen
Erkenntnissen Optimierungsmöglichkeiten für die Suspendierung in der Praxis
abzuleiten, beispielsweise um die Zerfaserung zu beschleunigen, Energie
einzusparen oder den Faserstoff zu schonen.
Altpapier Für die Untersuchungen wurden folgende möglichst repräsentative Altpapier-
sorten gewählt.
Abbildung 17 Eingesetzte Altpapiersorten
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 21 (57)
Versuchs- Da die Zerfaserung von Faserstoffen von einer Vielzahl von Parametern ab-
einstellungen hängt, wurden bei den Versuchen folgende Einstellungen gewählt.
Abbildung 18 Versuchseinstellungen
Desintegrieren Zum Auflösen des Altpapiers standen zwei Laborgeräte zur Verfügung. Der
Standard-Desintegrator diente zur Nachstellung der Auflösung in einem LC-
Pulper und ein Knetrührer sollte die Auflösung in einem MC-Pulper simulieren.
Der Standard-Desintegrator diente zur Zerfaserung bei niedriger Stoffdichte von
4 %. Die Zerfaserung erfolgt dabei durch einen Rotor und ist vergleichbar mit
der Auflösung in einem LC-Pulper. Die Prozesstemperatur konnte mittels eines
speziellen, beheizbaren Behälters konstant gehalten werden.
Die Zerfaserung im MC-Bereich wurde mit einem Knetrührer „Kenwood - Coo-
king Chef KM 070“ nachgestellt. Die Stoffdichte betrug 10 bzw. 15 %. Der
Energieeintrag erfolgt dabei durch ein knetendes Rührelement, das durch ein
Planetengetriebe angetrieben wird. Die Geschwindigkeit des Rührelementes
und somit der Energieeintrag konnte variiert werden. Die Antriebsleistung des
Gerätes betrug 1.500 Watt, wovon bei der Zerfaserung von Krafttragekarton
50 % und bei der Zerfaserung des nassfesten Papieres 85 bzw. 100 % genutzt
wurden. Durch eine Induktionskochplatte am Boden der Rührschüssel konnte
die Temperatur eingestellt werden.
Bestimmung des Für die durchgeführten Untersuchungen wurde die Stippenbestimmung mit dem
Stippengehalts Verfahren nach Brecht-Holl angewandt. Als Trennelement kam eine Lochplatte
mit einem Durchmesser der Bohrungen von 0,7 mm zum Einsatz.
Laborblatt- Die Bestimmung von Dicke und Festigkeiten erfolgte an Prüfblättern, die im
bildung Labormaßstab nach dem Rapid-Köthen-Verfahren unter definierten Bedingun-
gen (DIN EN ISO 5269-2) gebildet wurden.
Bestimmungen Neben dem Stippengehalt wurden folgende Parameter an den Prüfblättern bei
an Prüfblättern Normklimabedingen (23°C ± 1°C, 50% ± 2% relative Feuchte) ermittelt, um die
Auswirkungen einer Zerfaserung bei höheren Temperaturen bewerten zu kön-
nen: Dicke, Grammatur, Biegesteifigkeit, Bruchkraft, Bruchdehnung, Reißlänge,
Arbeitsaufnahme, Elastizitätsmodul.
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 22 (57)
6 P rozes s analys en
6.1 Unters uchte Werke
Papierfabriken Papierfabrik A produziert auf 2 Papiermaschinen Spezialpapiere. Als Rohstoff
wird 100 % Zellstoff eingesetzt. Papierfabrik B produziert auf einer Papierma-
schine Wellpappenrohpapiere auf Basis von 100 % Altpapier. Papierfabrik C
produziert auf einer Papiermaschine graphische Papiere auf Basis von 100 %
Altpapier mit integrierter Deinkinganlage.
Brauerei Die untersuchte Brauerei ist eine kleine mittelständische Brauerei in Belgien, die
etwa 100.000 hl Bier pro Jahr produziert.
BHKW-Anlagen Zur weiteren Untersuchung der Prozesse wurden drei landwirtschaftliche Bio-
gasanlagen und eine Kläranlage herangezogen. Folgende Tabelle zeigt die
untersuchten BHKWs.
Tabelle 1: Übersicht der Untersuchten BHKW-Anlagen
Nr. Name/Standort Anlage Elektrische Leis-
tung BHKW [kWel]
1 Biogas (landwirt-
Bischheim 230 + 350
schaftlich)
2 Biogas (landwirt-
Heilbachhof 500
schaftlich)
3 Biogas (landwirt-
Würschhauserhof 400
schaftlich)
4 Blümeltal Kläranlage 2 x 80
BGA Bischheim Die Anlage Bischheim ist seit 2006 in Betrieb und gehört zur Firma JUWI
GmbH. Die Anlage wird mit Substraten von drei Landwirten beliefert. Ein be-
sonderes Merkmal ist der Verzicht auf Gülle als flüssiges Substrat. Zum Anmai-
schen der festen Substrate wird die Flüssigphase des Gärrests nach Separation
des Feststoffes mit einer Pressschnecke verwendet.
Dadurch müssen die Fermenter zwischen Mai und September nicht beheizt
werden. Im Sommer kann die Temperatur im Fermenter bis zu 49°C ansteigen.
Hier wird eine Kühlung der Fermenter empfohlen.
Die beiden BHKWs sind fehleranfällig, was die jährliche Betriebszeit verringert.
Aufgrund dieses Umstandes können 15% der jährlichen Betriebszeit nicht zum
Heizen für die in der Nähe liegende Mälzerei verwendet werden.
Als Substrat wurde im Untersuchungszeitraum Mais- und Hirsesilage verwen-
det. Die Anlagenkonfiguration besteht aus 2 x 1.000 m3 Fermentern, 1 x
1.300 m3 Nachgärer, und 2 x 1.800 m3 Gärrestlager.
Wärmenutzung: Heizung für ein Mälzerei und zwei Wohnhäuser
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 23 (57)
BGA Heilbachhof Die Anlage Heilbachhof ist seit 2008 in Betrieb. Die Anlage wird mit Schweine-
gülle und nachwachsenden Rohstoffen betrieben. Um den Güllebonus des EEG
voll auszunutzen zu können, ist die Aufnahme von Gülle aus benachbarten
Höfen erforderlich. Dafür ist es notwendig, die externe Gülle zu hygienisieren.
Als Substrat wird Maissilage, Ganzpflanzensilage (GPS) und Schweinegülle
genutzt. Die Anlagenkonfiguration besteht aus 2 x 1.300 m3 Fermenter und 1 x
1.500 m3 Nachgärer mit 2 x 2.300 m3 Gärrestlager. Die Überschusswärme wird
zum Heizen des Nachgärers (T = 53 °C) verwendet.
BGA Würsch- Die Anlage Würschhauserhof am Ortsrand von Wallhalben nutzt Rindergülle
hauserhof zum Anmaischen der Substrate. Besonderes Merkmal der Anlage ist eine
Vorhydrolyse, die im PFI entwickelt wurde. Die Vorhydrolyse verbessert die
Desintegration der festen Bestandteile im Substrat und verkürzt somit die Ver-
weilzeit. In 2012 wurde die Anlagenleistung von 190 kW el auf 400 kWel erhöht.
Infolgedessen werden seit April 2012 die öffentlichen Gebäude in Wallhalben
über ein Nahwärmenetz mit Wärme versorgt.
Als Substrat wird Maissilage, Ganzpflanzensilage (GPS) und Rindergülle ge-
nutzt. Die Anlagenkonfiguration besteht aus 1 x 1.000 m3 Fermenter mit einer
500 m3 Vorhydrolyse, sowie 1 x 2.300 m3 Gärrestlager.
Die Wärme des BHKW wird für das Wohngebäude, die Brennerei, Holztrock-
nung und öffentliche Gebäude in Wallhalben genutzt.
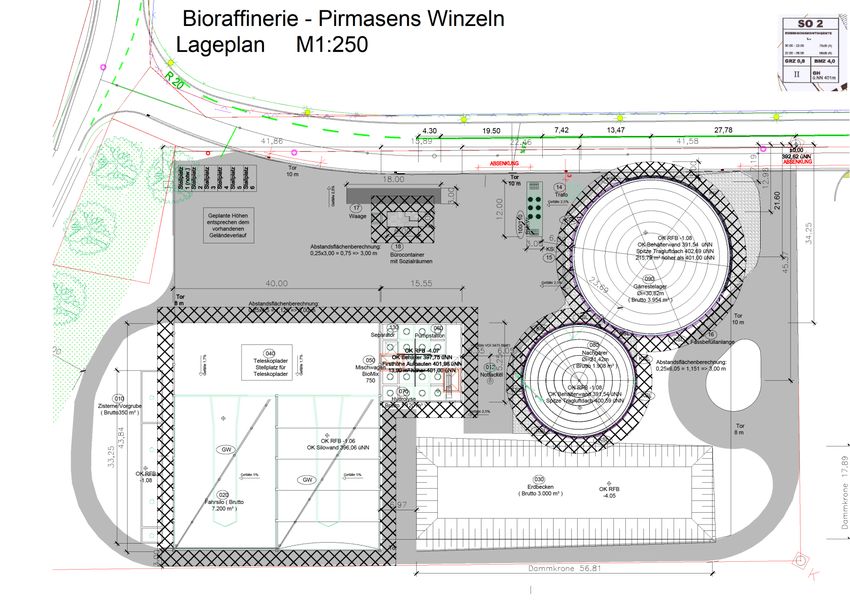
Kläranlage Blü- Die Kläranlage Blümeltal ist die größere von zwei Kläranlagen in Pirmasens.
meltal Der Abwasservolumenstrom schwankt abhängig vom Wetter zwischen 8.000
und 35.000 m3/d. Die Kläranlage produziert jährlich zwischen 11.000 m3 (500 t)
und 7.000 m3 (400 t) Überschuss- bzw. Primärschlamm. Die Kläranlage besitzt
einen Faulturm mit einem Volumen von 3.600 m3, der jährlich ca. 400.000 m3
Biogas aus dem Klärschlamm produziert. Das Biogas wird in einem BHKW zur
Bereitstellung von elektrischer Energie und Wärme verwendet.
Im Zuge eines Projektes, in Kooperation mit PFI und der Stadt Pirmasens,
wurde eine Thermodruckhydrolyse (TDH) zur Schlammbehandlung entwickelt
und installiert. Die TDH kann in zwei Konfigurationen verwendet werden. In
Konfiguration 1 wird sie vor den Faulturm geschaltet und behandelt den
Schlamm bei 130°C – 160°C. Dadurch wird die Zellbiomasse aus dem Be-
lebtschlamm vollständig desintegriert, und der Biogasertrag im Faulturm ver-
bessert. In Konfiguration 2 kann die TDH den Faulschlamm aus dem Faulturm
bei bis zu 140°C erhitzen, um in einem folgenden Prozess die Rückgewinnung
von Phosphor zu ermöglichen.
Die TDH ist als Rohreaktor konzipiert, in dem der Schlamm nach dem Faulturm
sukzessiv von 35°C auf 140°C über Wärmetauscher (HE1) und Thermalöl
(HE2) erwärmt wird (siehe auch folgende Abbildung). Danach wird der
Schlamm über Wärmetauscher (HE3 und HE4) auf 60°C abgekühlt. HE1, HE3
und HE4 sind über ein Kreislaufsystem verbunden. HE3 und HE4 entnehmen
dem Schlamm Wärme und geben es in HE1 wieder an den frischen Schlamm
ab. Das Thermalöl wird über die Abwärme vom BHKW geheizt.
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 24 (57)
Abbildung 19 Wärmetauscherkonfiguration der TDH an der Kläranlage
Blümeltal
6.2 B ewertung des Is t-Zus tands der unters uchten P apierfabriken
Wärmebedarf in In der Papierindustrie wird Wärme in
der Papier- Form von Dampf, gasbeheizten
industrie Brennern oder elektrischen Heizun-
gen/Strahlern eingesetzt. Während
der Wärmeeinsatz zur Trocknung der
Trockenpartie
Wassererwärmung
Papierbahn allgegenwärtig ist, gibt es
Kalander Wärmeverbraucher, die abhängig
Pressenpartie
von der produzierten Sorte sowie den
Luftsystem
eingesetzten Rohstoffen sind. Der
weitaus größte Wärmebedarf besteht
bei der thermischen Trocknung der
Papierbahn.
Abbildung 20 Beispielhafte Verteilung des Wärmebedarfs [25]
Wärmebedarf in Alle drei Werke setzten Wärme in der Produktion nur in Form von Dampf ein.
den untersuchten Der Wärmebedarf aller betrachteten Werke liegt im typischen Bereich des
Papierfabriken jeweiligen Sortenbereichs. Wie üblich besteht auch in den untersuchten Werken
der größte Wärmebedarf bei der thermischen Trocknung der Papierbahn
3.000 7000
Bereiche typischer Wärmebedarf / kWh/t
6000
2.500
5000
Wärmebedarf / kWh/t
2.000
4000
3000
1.500
2000
1.000
1000
500 0
Wood-free RCF without RCF with
speciality paper deinking deinking
0 (packaging (graphic) paper
Werk A Werk B Werk C paper)
Abbildung 21 Wärmebedarf der untersuchten Werke (links) bzw. typi-
scher Wärmebedarf im jeweiligen Sortenbereich [26]
(rechts)
www.ptspaper.de FB PTS-PFI 36/13Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 25 (57)
Abwärmeströme Nachfolgendes Sankey-Diagramm zeigt beispielhaft anhand eines der unter-
in den unter- suchten Werke die wesentlichen Energieströme im Werk.
suchten Papier-
Fibre PM6
fabriken Fresh water
Fibre PM4
PM6 Stock preparation
electricity
PM4 Stock preparation
Inlet air hood PM6
inlet air hood PM4
leackage air Leackage air
Heat radiation PM4
Heat radiation PM6
combustion air Waste water PM4 Waste water PM6
Steam generation
Kalander
PM6 Drying
pulverised brown coal Steam distribution
PM4 Drying
Heat radiation
Exhaust air Post D.
Paper PM4
condensate tank Heat radiation
Exhaust air PM4 Exhaust air Pred PM6
Paper PM6
Eco & Superheater
Make-up water
compressed air
Exhaust air power plant
Abbildung 22 Sankey-Diagramm Energieflüsse
Pinch-Analyse Mit einer Pinch-Analyse kön- 120
Papierproduktion nen Ansatzpunkte für eine
Optimierung des Wärmehaus-
100
halts von Papierfabriken
Temperature / °C
80
identifiziert werden. Die Er-
gebnisse zeigen, dass obwohl 60
die Werke bereits mit einer
Wärmerückgewinnung in der 40
Abluft ausgerüstet sind, noch
Potenziale für eine direkte
20
Wärmerückgewinnung beste- 0
hen. 0 5.000 10.000 15.000 20.000 25.000 30.000
Enthalpie / kW
Abbildung 23 Composite Curves Wärmequellen und -senken Papierpro-
duktion des Werks C
www.ptspaper.de FB PTS-PFI 36/13Sie können auch lesen