Getaktete Fertigung im Werkzeugbau - Werkzeugbau Akademie
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Getaktete Fertigung
im Werkzeugbau
2015
Günther Schuh
Martin Pitsch
Hagen Ziskoven
Helmut Lieb
Christoph Kelzenberg
Getaktete Fertigung im Werkzeugbau Werkzeugmaschinenlabor WZL der RWTH Aachen Das Werkzeugmaschinenlabor WZL der RWTH Aachen steht mit seinen 900 Mitarbeitern weltweit als Synonym für erfolgreiche und zukunftsweisende Forschung und Innovation auf dem Gebiet der Produktionstechnik. In vier Forschungsbereichen werden sowohl grundlagenbezogene als auch an den Erfordernissen der Industrie ausgerichtete Forschungsvorhaben durchgeführt. Darüber hinaus werden praxisgerechte Lösungen zur Optimierung der Produktion erarbeitet. Das WZL deckt mit den vier Lehrstühlen Fertigungs- technik, Werkzeugmaschinen, Messtechnik und Qualität sowie Produktionssystematik sämtliche Teilgebiete der Produktionstechnik ab. Impressum Getaktete Fertigung im Werkzeugbau Copyright © 2015 Autoren: Prof. Dr. Günther Schuh, Dr. Martin Pitsch, Dr. Hagen Ziskoven, Dr. Helmut Lieb, Christoph Kelzenberg ISBN: 978-3-9816802-5-6 1. Edition Werkzeugmaschinenlabor WZL der Rheinisch-Westfälischen Technischen Hochschule Aachen Steinbachstrasse 19 D-52074 Aachen www.wzl.rwth-aachen.de
Getaktete Fertigung im Werkzeugbau
Getaktete Fertigung
im Werkzeugbau
2015
Günther Schuh
Martin Pitsch
Hagen Ziskoven
Helmut Lieb
Christoph Kelzenberg
5
Getaktete Fertigung im Werkzeugbau
Inhaltsverzeichnis
1 Motivation zur Industrialisierung
1.1 Ausgangssituation im Werkzeugbau
1.2 Gestaltungsmodell für den industriellen Werkzeugbau
2 Konzept zur Taktung im Werkzeugbau
2.1 Übertragbarkeit der Taktung aus der Serienfertigung
2.2 Ablauf der Taktfertigung im Werkzeugbau
2.3 Kombination von Takt- und Werkstattfertigung
2.4 Grundlegende Vorgehensweise zur Implementierung
3 Implementierung der Taktfertigung
3.1 Schrittweise Implementierung der Taktfertigung
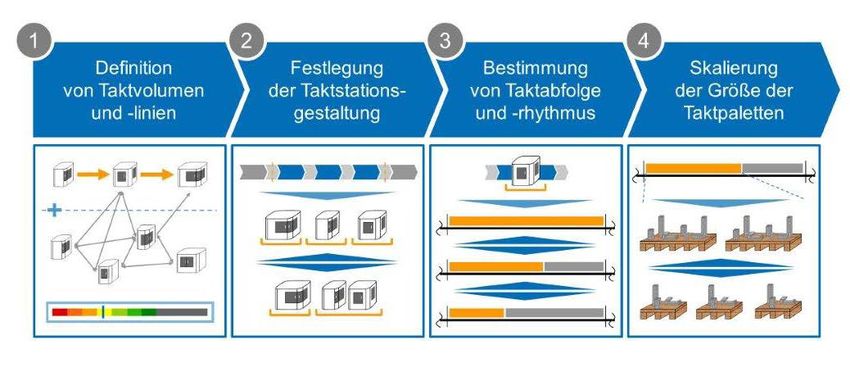
3.2 Vorgehensweise zur Gestaltung der Taktfertigung
3.3 Schritt 1: Definition von Taktvolumen und -linien
3.4 Schritt 2: Festlegung der Taktstationsgestaltung
3.5 Schritt 3: Bestimmung von Taktabfolge und Taktrhythmus
3.6 Schritt 4: Skalierung der Größe der Taktpaletten
4 Operative Auftragseinplanung in die
Taktfertigung
4.1 Vorgehensweise zur operativen Auftragseinplanung
4.2 Schritt 1: Zuordnung der Werkzeugkomponenten
4.3 Schritt 2: Auftragseinplanung in der Taktfertigung
4.4 Schritt 3: Auftragseinplanung in der Werkstattfertigung
6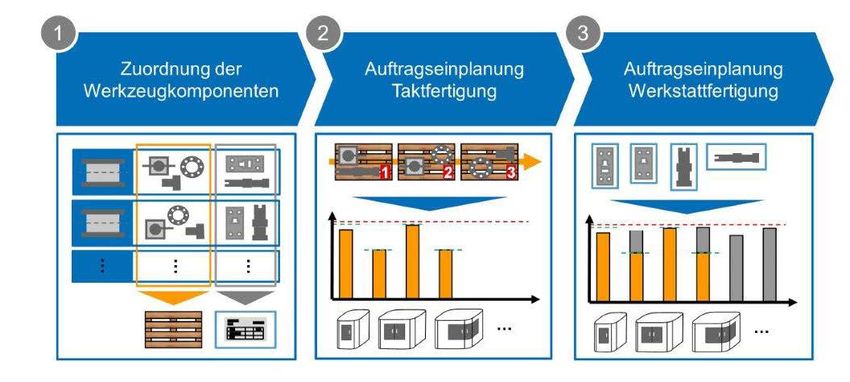
Getaktete Fertigung im Werkzeugbau
5 Layoutgestaltung und Ressourcen in der
Taktfertigung
5.1 Vorgehensweise zur Anpassung von Layout und Ressourcen
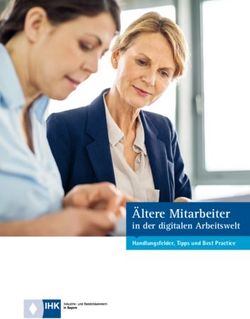
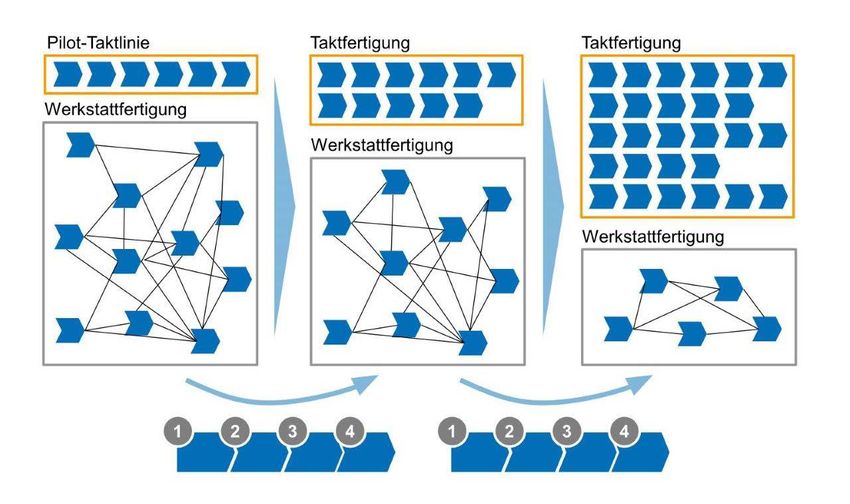
5.2 Schritt 1: Implementierung einer Pilot-Taktlinie
5.3 Schritt 2: Kontinuierliche Erweiterung der Taktlinienanzahl
5.4 Schritt 3: Erste Anpassungen im Layout
5.5 Schritt 4: Durchgängige Segmentierung der Fertigung
6 Mitarbeitereinbindung und -motivation
6.1 Vorgehensweise zur Mitarbeitereinbindung und -motivation
6.2 Schritt 1: Kommunikation der Veränderung
6.3 Schritt 2: Definition von Verantwortlichkeiten
6.4 Schritt 3: Workshop zur Vermittlung der Grundkonzepts
6.5 Schritt 4: Mitarbeiterbegleitung bei der Einführung
6.6 Schritt 5: Kontinuierliche Weiterentwicklung
7 Zusammenfassung und Fazit
8 Literaturverzeichnis
7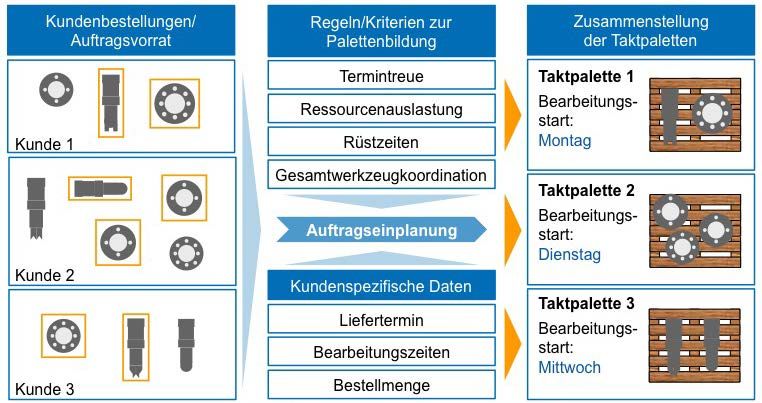
Getaktete Fertigung im Werkzeugbau
1 Motivation zur
Industrialisierung
Es erscheint zunächst unmöglich bzw. sehr abläufe ermöglicht und somit zu
schwierig, die mechanische Fertigung von Produktivitätssteigerungen führt. Gleichzei-
Unikaten und Kleinstserien im Werkzeugbau tig können Durchlaufzeiten und Bestände
zu takten. Warum sollte ausgerechnet ein gesenkt, Steuerungsaufwände minimiert
aus der variantenarmen Serienproduktion und die Termintreue mithilfe einer
stammendes Organisationskonzept dazu erhöhten Planbarkeit der Prozessabläufe
beitragen, die Effizienz der Unikatfertigung gesteigert werden. Das Ziel für den
und -montage im Werkzeugbau zu verbes- Werkzeugbau besteht in der Anpassung und
sern? Der zentrale Ansatz hierfür besteht in Anwendung der Prinzipien der Lean
der Ausrichtung der Fertigung am Flussprin- Production auf den Werkzeugerstellungs-
zip der Lean Production, welches verschwen- prozess, um Effizienzsteigerungen in der
dungsfreie und synchronisierte Fertigungs- Auftragsabwicklung zu erzielen.
1.1 Ausgangs-
Die Branche Werkzeugbau zeichnet sich Werkzeuge zu kompensieren. Aber die
situation im durch ein sehr variantenreiches Pro- kontinuierliche Optimierung der Werk-
Werkzeugbau duktspektrum aus, da die Werkzeuge auf zeuge kann auf Dauer nicht allein dazu
Basis der Kundenanforderungen individuell beitragen, die Wettbewerbsfähigkeit
entwickelt und hergestellt werden. Mehrere deutscher Werkzeugbaubetriebe sicherzu-
Werkzeuge des gleichen Typs, wie bspw. die stellen. Hieraus resultiert ein großer Bedarf
Werkzeuge der Massivumformung, die an innovativen Produktionskonzepten zur
wegen ihres hohen Verschleißes in den Steigerung der Produktivität und der
Pressen in erhöhtem Maße in Kleinserien flexibleren und schnelleren Erfüllung von
oder als Wiederholanfertigungen hergestellt Kundenwünschen.1
werden, werden selten benötigt.
Fehlende Skaleneffekte, steigende Energie- Die vorhandenen Betriebsmittel und
kosten, höhere Löhne und Lohnnebenkosten Technologien im Werkzeugbau müssen
bei gleichzeitig hohem Handarbeitsanteil aufgrund der Unikatfertigung flexibel für
führen dazu, dass sowohl eigenständige verschiedene Fertigungsaufträge eingesetzt
Werkzeugbaubetriebe als auch interne werden. Die häufigen Auftragswechsel
Werkzeugbauabteilungen besonders von führen dazu, dass ein hoher Anteil der
Wettbewerbern aus Niedriglohnländern Auftragsdurchlaufzeit durch Unproduktivi-
bedroht sind. Daher haben die vergleichs- tät geprägt ist, bspw. durch Liege-, Such-,
weise hohen Lohnkosten in Verbindung mit Rüst- und Nebenzeiten. Die hohe Varianz
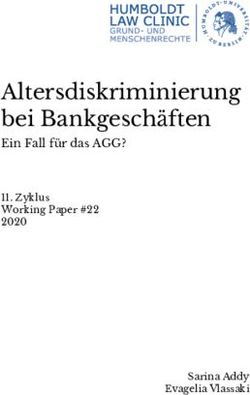
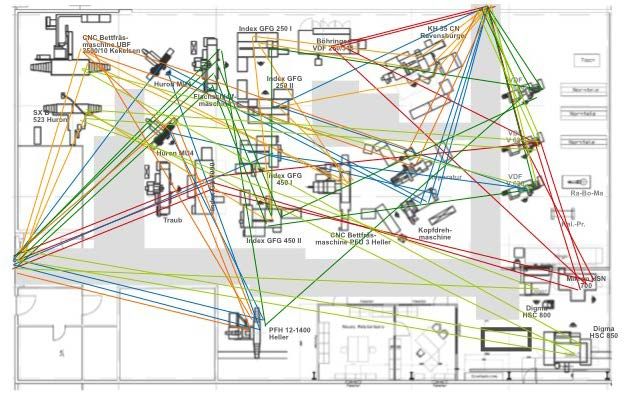
dem zunehmenden Wettbewerb asiatischer bedingt zudem komplexe, sich kreuzende
Staaten stärkere Auswirkungen auf die Fertigungsflüsse und führt zu einer
Wettbewerbsfähigkeit als in der Serienferti- intransparenten Werkzeugfertigung (siehe
gung. Bislang versuchen die überwiegend Abbildung 1.1).
klein- und mittelständischen deutschen
Werkzeugbaubetriebe den Nachteil ihres In Verbindung mit häufigen Umpriorisie-
hohen Lohnkostenanteils durch eine rungen führt die intransparente Werkzeug-
überlegene Fertigungstechnologie sowie fertigung zu schlecht prognostizierbaren
hohe Qualität und Produktivität der Fertigungsdurchläufen der Werkzeuge.
8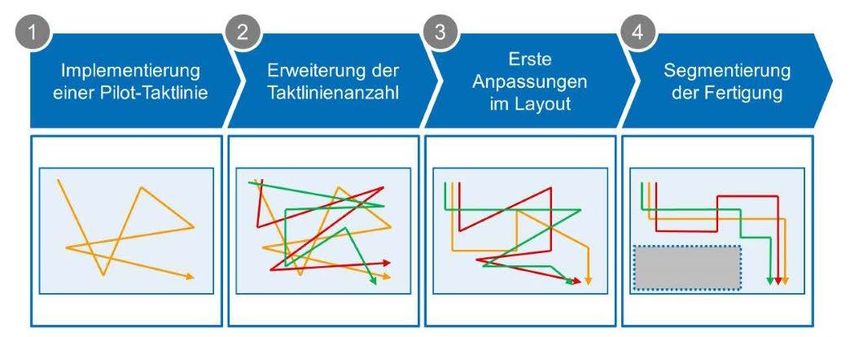
Getaktete Fertigung im Werkzeugbau
Abbildung 1.1: Typische Fertigungsflüsse im Werkzeugbau
Häufig ist bereits in frühen Fertigungsstati- keit des Fortschritts der Werkzeugherstel-
onen ein hoher Anstieg der Wartezeiten zu lung unzureichend. Auch die Umlaufbe-
verzeichnen. Zum Zeitpunkt des Ferti- stände sind hierdurch häufig höher als
gungsstarts einer Werkzeugkomponente an nötig.
einer Maschine ist die jeweilige Wartezeit
nicht prognostizierbar. Daher treten nicht Eine für Werkzeugbaubetriebe typische
planbare Verzögerungen auf. In der Folge Zeitverteilung auf die drei zentralen
ist die Planung der Fertigung häufig bereits Bestandteile der Gesamtdurchlaufzeit
nach den ersten Bearbeitungsschritten Bearbeitung, Transport und Warten ist in
wieder obsolet. Dieses Defizit der Planung Abbildung 1.2 dargestellt. Im Werkzeugbau
muss durch intensive Steuerungsaktivitäten sind Warte- und Liegezeitanteile von bis zu
ausgeglichen werden. Entsprechend 95% an der Gesamtdurchlaufzeit eines
zeitaufwändig fällt die Verfolgung und Werkzeugs durch die Fertigung nicht
händische Überwachung einzelner Aufträge unüblich.2
in der Fertigung aus.
Die Intransparenz in der Fertigung
resultiert zudem in Widersprüchen bei den
lokalen Steuerungseingriffen, sodass sich
ein sehr ungleichmäßiger Fertigungsdurch-
lauf von Werkzeuge und Komponenten
ergibt. Trotz des hohen Steuerungsauf-
wands ist die Termintreue gegenüber dem
Kunden aufgrund der schlechten Planbar-
1
Vgl. Schuh et al. (Strategien), 2008.
2
Vgl. Mohr (Synchronisierte Produktion), 2008, S. 3.; Vgl. Schuh et al. (Operative Exzellenz), 2010, S. 16.
9
Getaktete Fertigung im Werkzeugbau
Abbildung 1.2: Aufteilung der Gesamtdurchlaufzeit von Werkzeugen
Zur nachhaltigen Sicherung ihrer Wettbe- Durchlaufzeiten und die Werkzeugqualität
werbsposition müssen sich deutsche neben der Differenzierung dem Verkaufs-
Werkzeugbaubetriebe daher von ihren preis der Werkzeuge relevante Differenzie-
Mitbewerbern differenzieren. Nach rungsmerkmale dar (siehe Abbildung 1.3).
Einschätzung von Experten aus der Branche
stellen vor allem die Termintreue, geringe
Abbildung 1.3: Differenzierungspotenziale im Werkzeugbau
Die derzeit vorherrschende werkstattorien- Produktivität zu steigern und langfristig ihre
tierte Fertigung im Werkzeugbau erschwert Wettbewerbsfähigkeit zu sichern.
jedoch eine Realisierung aller wichtigen Das erste zentrale Ziel eines neuen Ansatzes
Differenzierungspotenziale, insbesondere zur Fertigungssteuerung und -organisation
erfüllt sie die zentralen Voraussetzungen zur im Werkzeugbau ist daher die Reduktion der
Verbesserung der Termintreue sowie zur Warte- und Liegezeiten im Fertigungspro-
Senkung der Durchlaufzeit nicht. Den zess, da dies sowohl eine Verbesserung der
deutschen Werkzeugbaubetrieben bleibt Termintreue ermöglicht, als auch zu einer
daher keine Alternative als das Überdenken Senkung der Bestände führt (siehe Abbil-
der vorhandenen Strukturen, um ihre dung 1.4).
10Getaktete Fertigung im Werkzeugbau
Abbildung 1.4: Reduzierung der Wartezeiten
Bisher werden Durchlaufzeitenreduzierung erzeugt, die es den fachlich sehr gut
und Termintreue durch hohen manuellen ausgebildeten und teuren Mitarbeiter im
Steuerungsaufwand adressiert. Aufgrund Werkzeugbau erlaubt, sich zukünftig auf
der hohen Anzahl an einzelnen Fertigungs- ihre Kernaufgaben und -kompetenzen zu
aufträgen wird jedoch die Leistungsfähig- konzentrieren.
keit dieses Ansatzes deutlich überschritten. Eine verbesserte Termintreue bei gleichzei-
Ein zweites zentrales Ziel ist daher die tiger Kompensation des hohen Steuerungs-
Minimierung des Steuerungsaufwandes und Priorisierungsaufwandes kann durch
mittels fester Prozessflüsse in Kombination eine Prozesssynchronisierung in der
mit zuverlässig planbaren Weitergabeme- Kleinserienfertigung gewährleistet werden.
chanismen (siehe Abbildung 1.5). Hier-
durch wird eine höhere Transparenz
Abbildung 1.5: Minimierung des Steuerungsaufwands
11Getaktete Fertigung im Werkzeugbau
1.2 Gestaltungs-
modell für den In der Serienfertigung haben Ansätze wie
Lean Production zu revolutionären Effizienz-
rung nach dem „One-Piece-Flow“ und einer
maximalen Flexibilität zeigt deutliche
industriellen sprüngen geführt. Durch Standardisierung, Gemeinsamkeiten zu den Anforderungen in
Synchronisierung und kontinuierliche der Einzel- und Kleinstserienfertigung auf.
Werkzeugbau Verbesserung konnten erhebliche Optimie- Die Übertragung der industriellen Struktu-
rungspotenziale bei Beständen, Durchlauf- ren verspricht, die notwendige hohe Flexibi-
zeiten und Produktivität erschlossen lität im Werkzeugbau nahezu uneinge-
werden. Bisher galten die Prinzipien jedoch schränkt zu erhalten und dennoch große
als unvereinbar mit der Einzel- und Produktivitätsfortschritte zu erzielen.
Kleinstserienfertigung. Daher findet Lean KLOTZBACH erarbeitet ein umfassendes
Production bislang nur in Insellösungen Gestaltungsmodell für den industriellen
Anwendung, wobei oftmals eine Beschrän- Werkzeugbau. Dieses umfasst die Kernele-
kung auf eine reine Methodenanwendung zu mente der Industrialisierung (siehe
beobachten ist. Die heute in der Serienferti- Abbildung 1.6).4
gung in den Vordergrund gerückte Forde-
Abbildung 1.6: Gestaltungsmodell des industriellen Werkzeugbaus5
Das Gestaltungsmodell kann in drei sowie der Ausgestaltung eines entsprechen-
Teilbereiche untergliedert werden. Das den Änderungsmanagements.
Fundament bilden Fokussierung und
Kooperation. Diese sind Voraussetzungen Um die zentralen Elemente des industriel-
zur Industrialisierung des Werkzeugbaus. len Werkzeugbaus realisieren zu können,
Darauf aufbauend folgt das industrielle muss eine Fokussierung des Angebotsspek-
Wertschöpfungssystem, bestehend aus vier trums vorliegen. Der Werkzeugbau muss
Kernelementen: Produktstandardisierung, sich in seinem Leistungsangebot auf seine
Prozessstandardisierung, Fließfertigung und Kernkompetenzen konzentrieren. Nur so ist
Taktung. Das Wertschöpfungssystem wird es möglich, hinsichtlich der technologi-
von den administrativen, indirekten schen Ausstattung und des Knowhows
Bereichen eingerahmt. Diese dienen der sowie der Effizienz der Prozessabläufe inter-
Anpassung der unterstützenden Prozesse national wettbewerbsfähig zu bleiben und
12Getaktete Fertigung im Werkzeugbau
seine Kunden durch innovative Ideen und Zusätzlich zur Standardisierung der
Konzepte zu unterstützen. Die Fokussierung physischen Produkte ist eine Prozessstan-
des internen Leistungsspektrums ist um eine dardisierung erstrebenswert, die mittels
außerbetriebliche Kooperation zu ergän- einer Reduktion der hohen Anzahl
zen. Kooperationen bieten die Möglichkeit, unterschiedlicher Prozessfolgen weitere
das bestehende Leistungsspektrum um Potenziale zur Produktivitätssteigerung
Werkzeugkomponenten außerhalb des bietet. Der ungeordnete Materialfluss im
eigenen Fokus zu erweitern. Durch den Werkzeugbau ist im Zuge der Industrialisie-
Einbezug von Kooperationspartnern, die rung neu anzuordnen, um einen klaren
sich auf andere Komponenten fokussieren, Wertschöpfungsfluss zu erzeugen. Eine
können Werkzeugkomponenten günstiger bessere Planung anhand eines an Hauptpro-
als bei einer Eigenfertigung beschafft zessflüssen orientierten Durchlaufs der
werden. Gezielte Kooperationen können Werkzeuge hingegen legt die Basis für
somit für beide Seiten zu einer Steigerung schnellere Durchlaufzeiten, einen ver-
der Wettbewerbsfähigkeit beitragen.6 gleichsweise ungestörteren Prozessablauf
und eine höhere Termintreue der Ausliefe-
Für die Industrialisierung des Werkzeugbaus rung.
ist es erforderlich ein Wertschöpfungssystem
zu definieren, das einen Handlungsrahmen Die Königsdisziplin der Industrialisierung
angibt. im Werkzeugbau stellt die Überführung der
Fließfertigung, der standardisierten
Das erste Kernelement industrieller Hauptprozessfolgen der Einzelkomponen-
Wertschöpfung ist die Produktstandardi- ten, in ein Fertigungssystem mit festen
sierung. Eine gezielte Modularisierung und Fertigungszeitfenstern und Übergabezeit-
Standardisierung der Werkzeugkomponen- punkten dar. Obwohl solch eine Taktung
ten bietet großes Potenzial zur Reduktion aufgrund der großen Heterogenität der
der internen Aufwände entlang der Produktkomponenten bislang als unmög-
gesamten Prozesskette. Eine gezielte lich angesehen wurde, belegen erfolgreiche
Minimierung der Variantenvielfalt schafft Praxisbeispiele, dass eine getaktete
die Basis für einen Werkzeugbaukasten und Produktion von Werkzeugkomponenten
die Ausgestaltung einer einheitlichen grundsätzlich möglich ist. In Praxisbeispie-
Konstruktionslogik. Innerhalb des Baukas- len konnten angestrebte Potenziale
tens können einerseits Standardkomponen- hinsichtlich der Reduktion von Durchlauf-
ten oder -module Verwendung finden, zeiten und Beständen, Minimierung des
andererseits aber auch Freiräume für enormen Steuerungsaufwands sowie
spezifische Kundenprobleme geschaffen wer- Erhöhung der Termintreue erreicht werden.
den. Ein solcher Baukasten schränkt die
Kreativität der Konstrukteure nicht ein,
sondern fokussiert diese auf die zentralen
Herausforderungen.7 Mögliche Ausprägun-
gen können standardisierte Einzelkompo-
nenten oder aber standardisierte, gehärtete
Rohlinge sein.
4
Vgl. Klotzbach (Gestaltungsmodell), 2006, S. 180ff.
5
Vgl. Klotzbach (Gestaltungsmodell), 2006, S. 181.
6
Vgl. Schleyer (Kooperationsmanagement), 2006, S. 120ff.
7
Vgl. Klotzbach (Gestaltungsmodell), 2007, S. 194.
13Getaktete Fertigung im Werkzeugbau
2 Konzept zur Tak-
tung im Werkzeugbau
Die Ausgangssituation des Werkzeugbaus Beschreibung der Probleme bei der Übertra-
und die Grundlagen des sich derzeit in der gung der Taktung aus der Serienfertigung
Branche vollziehenden Wandels von der sowie die notwendige Anpassung des
traditionellen, handwerklichen Werkzeug- Taktprinzips an die Rahmenbedingungen
fertigung hin zu einer industrialisierten im Werkzeugbau. Abschließend wird eine
Produktion wurden im vorherigen Kapitel Vorgehensweise zur Implementierung einer
erläutert. Im folgenden Kapitel wird das im getakteten Fertigung im Werkzeugbau
Fokus dieses Handlungsleitfadens stehende anhand eines Beispiels beschrieben. Diese
Prinzip der werkzeugbauspezifischen dient als Grundlage für die Umsetzung im
Taktung erläutert. Hierzu erfolgen eine eigenen Betrieb.
2.1 Übertrag-
barkeit der Die Übertragung des Fertigungskonzepts der phie und der Serienproduktion stammen-
Serienproduktion auf den Werkzeugbau den Konzept erforderlich gewesen.
Taktung aus der stellt eine große Herausforderung dar. Der Während viele Aspekte und Methoden der
Serienfertigung zentrale Ansatz hierfür besteht in der Lean Production bereits erfolgreich aus der
Ausrichtung der Werkzeugfertigung am Serienproduktion in die Einzel- und
Flussprinzip. Dieses ermöglicht es, auf die Kleinstserienfertigung übernommen
bislang hauptsächlich händische und von werden, ergeben sich etliche Herausforde-
häufigen Umpriorisierungen geprägte rungen bei der Übertragung von Flussprin-
Steuerung zu verzichten und die Planbarkeit zip und Taktfertigung. Letztere ist jedoch
der Prozessabläufe zu erhöhen. Gleichzeitig ein fundamentaler Baustein zur Realisie-
kann der Bearbeitungszeitanteil an der rung dieser Potenziale. Der vorliegende
Gesamtdurchlaufzeit der Werkzeuge erhöht Handlungsleitfaden wurde im Rahmen der
werden, welcher heute meist lediglich Ergebnisse des Forschungsprojekts
zwischen 1% bis 5% liegt und ein umfang- InSynchroPro entwickelt. Dessen Zielset-
reiches Steigerungspotenzial bietet. zung ist ein Konzept zur Implementierung
der Taktung im eigenen Unternehmen, um
Die Realisierung dieser Ziele in Partnerun- die Wettbewerbsfähigkeit im internationa-
ternehmen innerhalb des Forschungspro- len Konkurrenzkampf zu erhalten und
jekts InSynchroPro8 hat gezeigt, dass die auszubauen. Die bestehenden Unterschiede
Vorteile einer getakteten Fertigung grund- hinsichtlich gefertigter Stückzahlen und
sätzlich in Einklang mit den spezifischen Produktvarianz zwischen den einzelnen
Anforderungen des Werkzeugbaus gebracht Werkzeugbaubetrieben werden durch eine
werden können. Hierfür sind zahlreiche unternehmensspezifisch konfigurierbare
Anpassungen an dem aus der Lean-Philoso- Gestaltung der Taktfertigung berücksichtigt.
8
IGF-Vorhaben 16498 N, „Industrialisierung und Synchronisierung von Produktionsprozessen im Werkzeugbau der
Massivumformbranche“.
14Getaktete Fertigung im Werkzeugbau
Ähnlich der Serienfertigung sieht die gleichmäßiger Rhythmus einzelner
Taktung im Werkzeugbau einen gleichmäßi- Werkzeugkomponenten aufgrund der sehr
gen Durchlauf der Werkzeuge durch die unterschiedlichen Bearbeitungszeiten zu
Fertigung vor. In der Serienfertigung großen Leerzeiten (siehe Abbildung 2.1).
wandern die Produkte einzeln über die Um dennoch einen gleichmäßigen,
verschiedenen Bearbeitungsstationen. Ein getakteten Durchlauf der Werkzeugkompo-
gleichmäßiger Rhythmus wird durch die nur nenten durch die Fertigung zu ermöglichen,
marginal unterschiedlichen Bearbeitungszei- werden mehrere Werkzeugkomponenten
ten der Produkte an jeder Taktstation ermög- innerhalb eines Taktes bearbeitet.
licht. Im Werkzeugbau hingegen führt ein
Abbildung 2.1: Bearbeitungsinhalte pro Takt
Um einen gemeinsamen Weitertransport zu
gewährleisten, ist der Einsatz von Transport-
behältnissen notwendig. Hierzu eignen sich
Holz- oder Metallpaletten, da der Transport
im Werkzeugbau meist mit Hubwagen
erfolgt. Da gegebenenfalls nicht alle
Werkzeugkomponenten auf eine Holzpalette
passen, hat sich für die Zusammenstellung
der gemeinsam in einem Takt zu bearbeiten-
den Werkzeugkomponenten der Begriff
„Taktpalette“ bewährt.
15Getaktete Fertigung im Werkzeugbau
2.2 Ablauf der
Taktfertigung im Das Taktungskonzept und die einhergehen-
den Vorteile gegenüber der bisherigen
aufwand – zum einen durch Kartenlesen und
zum anderen durch ständige Neuberech-
Werkzeugbau werkstattorientierten Fertigung im Werk- nung der Ankunftszeit sowie der Umorgani-
zeugbau können mithilfe von Fallbeispielen sation von Folgeterminen. Übertragen auf
aus dem Alltag veranschaulicht werden. die Werkzeugfertigung bedeutet dies einen
Die bisherige, traditionelle Fertigung im hohen Umplanungsaufwand.9
Werkzeugbau entspricht dabei einer
Autofahrt. Wie die Fahrt mit dem Auto ist Die Taktung hingegen bietet den Vorteil
auch die auftragsindividuelle Fertigung im konstanter und transparenter Durchlaufzei-
Werkzeugbau bei ausreichender Ressourcen- ten. Ihr Ablauf kann mit dem Fahrplan einer
kapazität sehr schnell und hinsichtlich der S-Bahnlinie verglichen werden (siehe
benutzten Wege bzw. Ressourcen äußerst Abbildung 2.2). Die Werkzeuge werden auf
flexibel. Im Falle von auftretenden Staus diese Weise zuverlässig zum definierten
verlängert sich die Fahrtzeit und die Endtermin fertiggestellt, sodass der
planmäßige Ankunftszeit kann nicht Werkzeugbau seine Termintreue deutlich
eingehaltenwerden. Analog dazu kann sich steigern kann. Die Einführung von getakte-
die Durchlaufzeit aufgrund von unvorherge- ten Fertigungslinien schafft somit eine
sehenen Kapazitätsengpässen verlängern und wesentlich höhere Transparenz über den
somit zu unvorhersehbaren Fertigstellungs- Werkzeugdurchlauf sowie den Bearbeitungs-
terminen führen. Zudem erfordert die fortschritt und dadurch nicht zuletzt eine
individuelle Fahrt einen hohen Steuerungs- höhere Planbarkeit.
Abbildung 2.2: Vergleich S-Bahnfahrplan und Taktfertigungsstationen
Aufgrund der festen Einplanung der Einstieg in die S-Bahn bzw. der Einlastung
Taktfertigung in Verbindung mit einer des Werkzeuges auf die Taktpalette bis zur
regelmäßigen Weiterleitung der Taktpaletten Ankunft bzw. Fertigstellung kein Eingriff
können Kapazitätsengpässe vermieden mehr erforderlich. Dies garantiert, dass
werden. Der hohe manuelle Steuerungs- und sich die hochbezahlten Mitarbeiter auf ihre
Planungsaufwand beschränkt sich folglich Kerntätigkeiten konzentrieren können und
auf ein Minimum. Im Regelfall ist nach dem somit maximal wertschöpfend tätig sind.
9
Vgl. Hinsel (Synchrone Fließfertigung), 2008, S. 13ff.
16Getaktete Fertigung im Werkzeugbau
Die Taktpaletten werden am Taktende stets Die Zusammenstellung der Taktpaletten
zur nächsten Bearbeitungsstation weitergelei- wird im Zuge ihres Taktliniendurchlaufs
tet, sodass ein rhythmischer Fluss der entlang der verschiedenen Stationen nicht
Taktpaletten durch den Werkzeugbau mehr geändert. Das Ein- und Ausschleusen
entsteht (siehe Abbildung 2.3). Die optimale von einzelnen Werkzeugkomponenten ist
Taktdauer ist nicht allgemeingültig festgelegt nicht vorgesehen. Dies würde nicht nur den
und muss unternehmensspezifisch erfolgen. Planungsaufwand deutlich erhöhen, sondern
Sie erlaubt eine individuelle Anpassung des auch die gleichmäßige Weiterleitung der
Taktungsgrundkonzepts an die jeweiligen Taktpaletten stören und somit die Transpa-
Rahmenbedingungen des Werkzeugbaube- renz der Taktung reduzieren. Außerdem
triebs. würde die Anfälligkeit für Störungen erhöht
und die für eine Taktung notwendige
Prozesssicherheit verringert.
Abbildung 2.3: Beispielhafter Durchlauf der Taktpaletten durch die Taktfertigung
In der werkzeugbauspezifischen Taktung gung erheblich sinken. Dies kann vor allem
müssen geringe Wartezeiten für diejenigen damit begründet werden, dass der Bearbei-
Werkzeugkomponenten in Kauf genommen tungszeitanteil im Werkzeugbau mit
werden, die sich an der jeweiligen Taktsta- Werkstattfertigung in der Regel bei 1% bis
tion nicht in Bearbeitung befinden. Deshalb 5% der Durchlaufzeit liegt.10
kann die theoretisch minimale Durchlaufzeit
nie erreicht werden. Dennoch zeigen alle
bisherigen Praxiserfahrungen, dass die
Durchlaufzeiten der Werkzeugkomponenten
gegenüber der zuvor üblichen Werkstattferti-
10
Vgl. Mohr (Synchronisierte Produktion), 2008, S. 3.
17Getaktete Fertigung im Werkzeugbau
2.3 Kombination
von Takt- und Eine getaktete Werkzeugherstellung ist in den
meisten Anwendungsfällen nicht für das
steht, eine vollständige Umstellung auf
Taktfertigung. In einem solchem Fall sind
Werkstattferti- gesamte Werkzeugkomponentenspektrum aufgrund der hohen entstehenden Kosten für
umsetzbar. Allerdings belegen erste Praxisbei- den Kunden des Werkzeugbaus keine
gung spiele, dass es auch im Werkzeugbau gelingen Wartezeiten auf der Taktlinie akzeptabel.
kann, deutlich über 75% aller Einzelkompo- Daher sollte der Großteil der Aufträge
nenten im Takt zu fertigen. Gleichzeitig kann mittels ähnlicher Bearbeitungsfolgen im Takt
festgehalten werden, dass bereits die Taktung hergestellt werden, während die Bearbeitung
von ca. 30% der Einzelkomponenten zu der restlichen Aufträge in der Werkstattferti-
erheblichen Vorteilen im Ablauf und zu einer gung mit flexiblen Arbeitsgangfolgen erfolgt.
Steigerung der Produktivität führt.
Im Regelfall werden Takt- und Werkstattfer-
Die notwendige Flexibilität der Fertigung ist tigung parallel betrieben und müssen
über eine Kombination von im Takt und aufeinander abgestimmt werden (siehe
innerhalb einer traditionell üblichen Abbildung 2.4). Diese Abstimmung erhält
Werkstattfertigung gefertigten Werkzeug- insbesondere dann eine hohe Relevanz,
komponenten zu erreichen. Dies resultiert wenn Takt- und Werkstattfertigung auf
aus den unterschiedlichen Bearbeitungsfol- gleiche Ressourcen zurückgreifen. Ein
gen der Werkzeugkomponenten, die nicht solches Vorgehen ist immer dann zweckmä-
immer eine eigene Taktlinie auslasten ßig, wenn die jeweilige Maschine durch
können. Außerdem erschweren Eilaufträgen, Takt- bzw. Werkstattfertigung nicht
die sich beispielsweise dann ergeben, wenn vollständig ausgelastet werden kann.
das in der Endkundenteilproduktion
befindliche Werkzeug unerwartet zerstört
wurde und die gesamte Produktionsanlage
Abbildung 2.4: Kombination von Takt- und Werkstattfertigung
18Getaktete Fertigung im Werkzeugbau
2.4 Grundlegende
Nach der Beschreibung des werkzeugbauspe-
zifischen Taktungsprinzips und der damit
Werkzeugbau nach KLOTZBACH. Dieser
zeigt im Detail aber eine stärkere Fokussie-
Vorgehensweise
angestrebten Produktivitätssteigerungen wird rung auf die Realisierung einer getakteten zur Implemen-
im Folgenden eine generische Vorgehens- Fertigung. Die abgebildete Vorgehensweise
weise zur Implementierung der Taktfertigung bildet zugleich die Struktur für die folgenden tierung
im eigenen Unternehmen vorgestellt (siehe Kapitel dieses Handlungsleitfadens, welche
Abbildung 2.5). Die Vorgehensweise zur grundsätzlich der Chronologie eines Projekts
Implementierung der Taktfertigung basiert zur Implementierung der Taktfertigung im
grundsätzlich auf dem ganzheitlichen Werkzeugbau entspricht.
Gestaltungsmodell für einen industriellen
Abbildung 2.5: Vorgehensweise und Zeitplan zur Implementierung
Ausgangspunkt für die Realisierung einer Taktfertigung nur bei häufig vorkommenden
getakteten Fertigung im Werkzeugbau ist Prozessfolgen wirtschaftlich eingesetzt
zunächst die Bildung eines Projektteams und werden kann.
die Vergabe von Verantwortungsbereichen
im Rahmen des Projektstarts und -koordi- Die Produktstandardisierung als zweiter
nation. Wichtig ist hierbei sowie im weiteren inhaltlicher Baustein erleichtert die
Projektverlauf eine frühzeitige Kommunika- Realisierung einer getakteten Fertigung, ist
tion der Veränderungen und deren Motiva- jedoch keine notwendige Voraussetzung. Sie
tion gegenüber den jeweils betroffenen sollte zu Beginn der Implementierung einer
Mitarbeitern. Diese sollten intensiv in die getakteten Fertigung durchgeführt werden
Erarbeitung der Taktfertigung und der und liefert ohnehin einen wichtigen Beitrag
vorgelagerten Schritte eingebunden werden. zur Wettbewerbsfähigkeit des Unterneh-
mens. Allerdings erfährt der Start der
Den ersten inhaltlichen Baustein stellt die Taktfertigung eine höhere Priorität als eine
Fokussierung des Betrachtungsbereichs abgeschlossene Produktstandardisierung
auf die Kernkompetenzen und -prozesse des und sollte keinesfalls verzögert werden. Es
jeweiligen Werkzeugbaubetriebs dar, da eine ist nicht erforderlich die komplexe und
19Getaktete Fertigung im Werkzeugbau
zeitintensive Produktstandardisierung vor im eigenen Betrieb im Vorfeld der Implemen-
Einführung der Taktung abzuschließen. Das tierung erforderlich. Daher hat es sich als
Vorgehen zur Produktstandardisierung ist in erfolgreich erwiesen, neben Schulungen und
der Regel iterativ, da eine sukzessive Lernspielen die Taktung zunächst in einem
Betrachtung der einzelnen Werkzeugtypen Pilotbereich umzusetzen. Dadurch können
erfolgt. grundlegenden Zweifel an der Vereinbarkeit
der Taktfertigung mit der Einzel- und
Den dritten Baustein bei der Implementie- Kleinstserienfertigung im Werkzeugbau
rung einer getakteten Fertigung bildet die ausgeräumt werden.
Prozessstandardisierung. Die zahlreichen
bestehenden Prozessfolgen in der Fertigung Den fünften Baustein bildet die Implemen-
werden hinsichtlich ähnlicher Prozessschritte tierung der Pilot-Taktlinie. Um den
untersucht und Hauptprozessfolgen Aufwand hierfür zu begrenzen und eine
identifiziert. Anschließend erfolgt eine schnelle Umsetzung zu ermöglichen, sollten
Anpassung der übrigen Prozessfolgen an die noch keine Veränderungen am Werkzeug-
identifizierten Hauptprozessfolgen, soweit baulayout vorgenommen werden. Die
dies technisch möglich ist. Dieses Vorgehen Pilot-Taktlinie wird daher im bestehenden
führt zu einer Verringerung der Prozessfol- Layout realisiert. Daher kommt der
genvarianz und erzeugt die der Taktung Visualisierung der Taktlinie, deren Taktstati-
zugrunde liegende Fließfertigung. onen sowie den Taktpaletten und deren
Stellflächen eine hohe Bedeutung zu.
Der vierte Baustein ist die Gestaltung der
Taktfertigung. Diese schließt sich unmittel- Im sechsten Baustein erfolgt schließlich der
bar an die Prozessstandardisierung an und Ausbau der Taktfertigung. Hierzu wird die
wird mehrfach durchlaufen. Die Begründung Vorgehensweise zur Gestaltung, gegebenen-
hierfür liegt in den großen Unterschieden falls nach erneuter Prozessstandardisierung,
zwischen der bislang im Werkzeugbau für zusätzliche Taktlinien durchlaufen.
üblichen Werkstattfertigung und der zu Durch eine sukzessive Etablierung zusätzli-
implementierenden Taktfertigung. Um den cher Taktlinien ergibt sich eine Erhöhung der
Mitarbeitern ein Umdenken zu erleichtern Anzahl der Werkzeugkomponenten, die über
und die Motivation für die Veränderung zu die Taktlinien gefertigt werden kann, sodass
verdeutlichen, ist eine praktische Erfahrung der Anteil der Taktfertigung am gesamten
Fertigungsvolumen stetig ausgebaut wird.
20Getaktete Fertigung im Werkzeugbau
3 Implementierung
der Taktfertigung
Im Rahmen dieses Kapitels wird der Schritt Taktstationsgestaltung, Taktfolge/-rhyth-
zur Implementierung und Gestaltung der mus und Taktpalettenskalierung. Im
Taktfertigung adressiert. Dies geschieht Folgenden wird zunächst eine erfolgreich
nach erfolgreicher Standardisierung der getestete Strategie zur Implementierung der
Fertigungsprozesse im Werkzeugbau. Diese Taktfertigung im Werkzeugbau vorgestellt.
ist auf die besonderen Charakteristika der Anschließend werden die unterschiedlichen
Einzel- und Kleinstserienfertigung angepasst Ausprägungsoptionen der Gestaltungspara-
und basiert auf der unternehmensspezifi- meter detailliert beschrieben und eine
schen Gestaltung der fünf Parameter schrittweise Vorgehensweise bezüglich
Taktungspotenzial, Taktlinienanzahl, ihrer Anpassung präsentiert.
3.1 Schrittweise
Um die Einführung der für den Werkzeug- und der Anteil an der Gesamtfertigung Implementierung
bau bislang unüblichen Taktfertigung zu schrittweise erhöht werden (siehe Abbil-
erleichtern, bietet sich die Einführung einer dung 3.1).
der Taktfertigung
Pilot-Taktlinie an. Die Pilot-Taktlinie
unterstützt maßgeblich das notwendige Die Gestaltung der Taktfertigung ist
Umdenken der Mitarbeiter, da Werkstattfer- abhängig von den Rahmenbedingungen im
tigung und Taktfertigung sowie deren jeweiligen Werkzeugbaubetrieb und erfolgt
Auswirkungen im eigenen Betrieb unmittel- daher unternehmensspezifisch. Diese
bar gegenübergestellt werden können. Erst unternehmensspezifische Gestaltung der
wenn die Pilot-Taktlinie ihre Leistungsfähig- Taktfertigung ist einerseits Grundlage für
keit unter Beweis gestellt hat, sollte ein eine erfolgreiche Anwendung in den
kontinuierlicher Ausbau der Taktfertigung unterschiedlichen Werkzeugbaubetrieben,
erfolgen. erschwert aber andererseits eine allgemein-
gültige Beschreibung der Vorgehensweise
Da für die Einführung einer Pilot-Taktlinie zur Implementierung. Daher beschränkt
zunächst keine Anpassungen im Layout sich der vorliegende Handlungsleitfaden
erforderlich sind, ermöglicht eine Pilot-Takt- auf die stets gleiche Abfolge der erforderli-
linie eine sehr schnelle Realisierung der chen Schritte zur Implementierung der
taktungsspezifischen Vorteile wie die Taktfertigung. Die Bestimmung eines
Senkung des Steuerungsaufwands, einen Optimums der Gestaltungsparameter ist
gleichmäßigen Fertigungsfluss oder erhöhte nicht möglich. Vielmehr werden Beispiele für
Planbarkeit und Termintreue. Allerdings verschiedene Ausprägungen der Gestal-
bedarf es einer Anlaufzeit, bis die beschrie- tungsparameter genannt. Diese sollen zu
benen Vorteile ersichtlich sind. Im Rahmen einem besseren Verständnis beitragen und
einer mehrfachen Durchführung der zu Ideen anregen. Die Ausprägungen der
Vorgehensweise zur Gestaltung und Gestaltungsparameter können unterneh-
Implementierung der Taktfertigung kann mensindividuell abweichen, ohne eine
diese anschließend stufenweise ausgebaut wertende Aussage zu treffen.
21Getaktete Fertigung im Werkzeugbau
Abbildung 3.1: Iteratives Vorgehen zum Ausbau der Takfertigung
Die wichtigsten Einflussfaktoren, die im
Zuge einer Implementierung der Taktferti-
gung berücksichtigt werden müssen, sowie
die durch die Taktfertigung primär beein-
flussten Kenngrößen der Fertigung stellt
Abbildung 3.2 dar.
Abbildung 3.2: Einflussfaktoren und resultierende Kenngrößen der Taktfertigung
22Getaktete Fertigung im Werkzeugbau
Abhängig von den bestehenden Rahmenbe- Die genannten Fertigungskenngrößen
dingungen und Einflussfaktoren ist ein korrelieren teilweise und beeinflussen sich
unternehmensspezifisches Taktungskonzept in der Regel positiv. Ihre Optimierung hängt
zu erarbeiten. Dessen Gestaltung hat von der jeweiligen Ausprägung der Gestal-
zentralen Einfluss auf die Güte der tungsparameter der Taktfertigung ab.
Kenngrößen in der Fertigung. Grundsätz- Abbildung 3.3 zeigt eine Übersicht der fünf
lich ermöglicht die Taktfertigung eine Gestaltungsparameter und deren Extre-
deutliche Verbesserung der Termintreue mausprägungen. Eine detaillierte Erläute-
sowie eine Reduktion von Durchlaufzeiten rung der Gestaltungsparameter findet sich in
und Umlaufbeständen. Die gleichmäßige, den folgenden Unterkapiteln. Zuvor wird
im festen Rhythmus erfolgende Weiterlei- jedoch die grundlegende Vorgehensweise
tung der Taktpaletten führt außerdem zu zur Gestaltung der Taktfertigung vorgestellt.
einem minimalen Steuerungsaufwand und Diese beinhaltet eine schrittweise Festlegung
ist mit einer erheblich verbesserten der einzelnen Gestaltungsparameter.
Planbarkeit verbunden. Auch die Produkti-
vität der Maschinen kann durch verringerte
Such- und Abstimmtätigkeiten erhöht
werden.
Abbildung 3.3: Gestaltungsparameter der Taktfertigung11
11
Vgl. Ziskoven (Getaktete Fertigung), 2013, S. 101.
23Getaktete Fertigung im Werkzeugbau
3.2 Vorgehens-
weise zur Es wurde ein mehrstufiges Vorgehen zur
Gestaltung und Implementierung der
Im ersten Schritt werden der Anteil der im
Takt gefertigten Teile am Gesamtprodukti-
Gestaltung der Taktfertigung entwickelt, welches einen onsvolumen bestimmt und die Taktlinien
Leitfaden für die Realisierung in der definiert. Die Identifizierung der richtigen
Taktfertigung Unternehmenspraxis darstellt (siehe Hauptprozessfolge dient dabei als
Abbildung 3.4). Ausgangsbasis für die weiteren Schritte.
Abbildung 3.4: Vorgehensweise zur Gestaltung und Implementierung der Taktung
Stehen die einzelnen Bearbeitungsoperatio- Innerhalb des vierten Schrittes wird die
nen der Taktlinie fest, sind diese im zweiten Taktpalettengröße skaliert. Während
Schritt den Taktstationen zuzuordnen. Taktpaletten mit einer geringen Gesamtbe-
Hierbei kann in der Dimensionierung arbeitungszeit eine kürzere Gesamtdurch-
zwischen einer Bearbeitungsoperation je laufzeit ermöglichen, erleichtern Taktpalet-
Taktstation und mehreren Bearbeitungsstati- ten mit einer höheren
onen an einer Taktstation unterschieden Gesamtbearbeitungszeit hingegen eine
werden. Im dritten Schritt erfolgt die bessere Nivellierung der einzelnen
Bestimmung der Taktabfolge und des Bearbeitungszeit je Werkstück. Somit
Taktrhythmus. Dieser definiert den Weiter- ermöglichen sie eine bessere Auslastung der
leitungsrhythmus der Taktpaletten und Ressourcen. Hier gilt es den bestmöglichen
bestimmt den Umfang der Werkstattferti- Kompromiss für das Unternehmen zu
gung auf den Maschinen innerhalb der finden. Im Folgenden werden die vier vorge-
Taktlinie. Eine solche Kombinationsnutzung stellten Schritte zur Gestaltung und
ist im Werkzeugbau dann zweckmäßig, Implementierung der Taktung vorgestellt.
wenn weder Takt-, noch Werkstattfertigung
alleine eine ausreichende Auslastung der
entsprechenden Maschinen erzielen können.
3.3 Schritt 1:
Definition von Bevor eine detaillierte Beschreibung der form der Gestaltungsparameter zu
einzelnen Gestaltungsparameter und deren erläutern. Der Wertebereich jedes einzelnen
Taktvolumen und unternehmensspezifische Ausprägungen Gestaltungsparameters spannt sich
erfolgen kann, ist zunächst das Verständnis zwischen zwei Extremwerten auf. Diesen
-linien des Wertebereichs und der Darstellungs- Extremwerten ist jedoch keine inhaltliche
24Getaktete Fertigung im Werkzeugbau
Wertung zugeordnet. Es gilt daher nicht, schlechter ist. Vielmehr gilt es, die für das
dass eine Positionierung weiter rechts oder jeweilige Unternehmen optimale Positionie-
links auf der jeweiligen Skala besser oder rung zu identifizieren (siehe Abbildung 3.5).
Abbildung 3.5: Darstellung des Wertebereichs der Gestaltungsparameter
Die Bestimmung des Taktvolumens und die und Taktlinienanzahl. Das Taktungspoten-
Definition der Taktlinien im ersten Schritt zial beschreibt den Anteil der Taktfertigung
der Vorgehensweise fokussiert zwei am Gesamtproduktionsvolumen des
inhaltlich miteinander verbundene Werkzeugbaus (siehe Abbildung 3.6). Die
Gestaltungsparameter: Taktungspotenzial Taktlinienanzahl hingegen legt fest, über wie
viele Taktlinien für die Bearbeitung des zu
taktenden Produktionsvolumens erfolgen soll.
Abbildung 3.6: Gestaltungsparameter 1 - Taktungspotenzial12
Beim Taktungspotenzial muss zwischen Werkzeugbau wird der unternehmensspezi-
dem bisher realisierten Taktungsanteil und fisch maximal mögliche Taktungsanteil in
dem unternehmensspezifisch maximal der Regel nicht der theoretisch maximal
möglichen Taktungsanteil unterschieden möglichen Taktung entsprechen. Dies ist
werden (siehe Abbildung 3.7). Letzterer aufgrund der unterschiedlichen Rahmenbe-
kann als Zielwert für die zukünftige dingungen nicht problematisch und ist nicht
Erweiterung der Taktfertigung dienen, um zwangsläufig anzustreben. Beispielsweise
eine Optimierung von Durchlaufzeiten, kann die Produktion von Einzelkomponenten
Beständen, Steuerungsaufwand und mit gegenüber den Taktlinien grundsätzlich
Planbarkeit zu gewährleisten.13 Aufgrund unterschiedlichen Fertigungsschritten aus
der Einzel- und Kleinstserienfertigung im Gründen des Knowhow-Schutzes sinnvoll
sein und einer Taktung entgegenstehen.
12
Vgl. Ziskoven (Getaktete Fertigung), 2013, S. 98.
13
Eine besonders wichtige Unterstützung einer Erhöhung des Taktungspotenzials bietet die in Kapitel 2 beschriebene Fokussierung
und Kooperation.
25Getaktete Fertigung im Werkzeugbau
Abbildung 3.7: Aktueller und betriebsspezifisch maximal möglicher Taktungsanteil
Bei der Festlegung der Ausprägung des Taktfertigung integriert werden, bei denen
Taktungspotenzials hängt das optimale eine Umsetzung der Taktfertigung deutlich
Verhältnis zwischen Takt- und verbleibender schwieriger erscheint.14
Werkstattfertigung vom jeweiligen Werk-
zeugbaubetrieb und dessen Produkt- und Den zweiten Gestaltungsparameter bildet
Technologiespektrum ab. Für die Einführung die Taktlinienanzahl (siehe Abbildung 3.8).
einer Pilot-Taktlinie kann bereits ein Es empfiehlt sich, bei der Ausprägung dieses
Taktungsanteil von 20% als erste Stufe zur Gestaltungsparameters zunächst mit einer
Einführung der Taktfertigung ausreichend einzelnen Pilot-Taktlinie zu starten. Für den
sein. Wichtiger für die Pilot-Taktlinie ist Fall der gleichzeitigen Definition und
insbesondere die Eignung der Werkstücke Implementierung mehrerer Taktlinien ist
für eine Taktfertigung, damit die Pilot-Taktli- eine sequentielle Betrachtung der Taktlinien
nie möglichst schnell und erfolgreich hinsichtlich der Ausprägung ihrer Gestal-
implementiert werden kann. Anschließend tungsparameter erforderlich. Die Ausprä-
können auf Basis der gesammelten Erfah- gung der Gestaltungsparameter kann dabei
rungen auch weitere Werkstücke in die unterschiedlich dimensioniert werden.
Abbildung 3.8: Gestaltungsparameter 2 - Taktlinienanzahl
Ausgangsbasis für die Definition einer Reihenfolge der einzelnen Bearbeitungs-
Taktlinie sind die während der Prozessstan- operationen ist nicht zulässig, da hierdurch
dardisierung identifizierten Hauptprozess- der gleichmäßige Rhythmus des getakteten
folgen (siehe Abbildung 3.9). Die ausge- Ablaufs nachhaltig gestört wird und die
wählte Hauptprozessfolge gibt die angestrebten Vorteile der Taktfertigung
Bearbeitungsfolge der Taktlinie vor. Diese nicht realisierbar sind.
Bearbeitungsfolge stellt für alle auf der
Taktlinie zu fertigenden Werkzeugkompo- Es besteht die Möglichkeit, dass ebenfalls
nenten eine Vorgabe dar. Eine Änderung der Werkzeugkomponenten die Taktlinie
26Getaktete Fertigung im Werkzeugbau
durchlaufen, die nicht an jeder Taktstation bewahren. Die hierbei entstehenden
bearbeitet werden müssen. Diese Werk- Liege- und Wartezeiten auf den Taktpaletten
zeugkomponenten bleiben an der jeweili- unterschreiten in allen bekannten Praxisbei-
gen Taktstation unbearbeitet auf der spielen deutlich die Liege- und Wartezeitan-
Taktpalette liegen. Ein Überholen von teile der Werkstattfertigung. Die Identifika-
anderen Werkzeugkomponenten ist nicht tion dieser Liege- und Wartezeiten
vorgesehen, um die Zusammenstellung der verdeutlicht die hohe Transparenz der
Taktpaletten über den gesamten Durchlauf Taktfertigung. Hierdurch werden Verbesse-
nicht zu verändern und somit die Gleichmä- rungspotenziale aufgezeigt und können
ßigkeit des Fertigungsfortschritts zu kontinuierlich adressiert werden.
Abbildung 3.9: Auswahl einer Hauptprozessfolge als Basis der Taktlinie
Aufgrund der Bündelung verschiedener können, kann aber auch den Nutzungsgrad
Prozessfolgen zu einer Hauptprozessfolge der ersten bzw. letzten Taktstation reduzie-
ergeben sich durch die verschiedenen ren. Daher kann es sinnvoll sein, die
Werkzeugkomponenten unterschiedliche Taktlinie auf einen Teil der Hauptprozess-
Nutzungsgrade der verschiedenen Taktsta- folge zu beschränken (siehe Abbildung
tionen entlang der Taktlinie. Dies erhöht 3.10), um hohe Liegezeiten von Werkzeug-
zwar die Anzahl der Werkstücke, die auf der komponenten an der ersten bzw. letzten
jeweiligen Taktlinie gefertigt werden Taktstation zu vermeiden.
14
Eine Vertiefung zur richtigen unternehmensspezifischen Ausprägung des Gestaltungsparameters Taktungspotenzial bietet
Ziskoven (Getaktete Fertigung), 2013, S. 109f.
27Getaktete Fertigung im Werkzeugbau
Abbildung 3.10: Festlegung der optimalen Länge der Taktlinie
Eine Längenbeschränkung eröffnet die Implementierung neuer Taktlinien. Hierbei
Möglichkeit, mit einer Taktlinie zwei oder können die Taktlinien voneinander
mehrere Hauptprozessfolgen durch eine unabhängig sein oder miteinander
Taktlinie abzubilden, die sich nur in der gekoppelt werden. Eine solche Kopplung
ersten bzw. letzten Bearbeitungsoperation stellt beispielsweise die sequentielle
unterscheiden. Eine Alternative, die es Verkettung von Taktlinien dar. So erfolgt in
erlaubt, zwei oder mehrere ähnliche der ersten Taktlinie die Weichbearbeitung
Hauptprozessfolgen zu einer Taktlinie der Werkzeugkomponenten und in der
zusammenzufassen, bietet ein sequentieller zweiten Taktlinie die Hartbearbeitung.15
Durchlauf der unterschiedlichen ersten bzw.
letzten Bearbeitungsoperationen. Dadurch Eine weitere, in der Praxis existente
ergibt sich jedoch eine deutlich höhere Ausbaustufe der Taktlinienimplementie-
Durchlaufzeit der Taktlinie. Sind die beiden rung besteht in der Verbindung mehrere
ersten Gestaltungsparameter definiert, ist der Taktlinien über einen Umladebahnhof.
erste Schritt der Gestaltung abgeschlossen. Nach dem Durchlauf einer der vorgezoge-
nen Taktlinien wechseln die Werkzeugkom-
Ein erneuter Durchlauf der Gestaltung zum ponenten am Umladebahnhof die Taktlinie
Ausbau der Taktfertigung bietet zwei zur Fertigbearbeitung. Grundsätzlich ist
Optionen: Erweiterung bestehender dabei eine beliebige Kombination aus
Taktlinien um zusätzliche Prozessketten und vor- und nachgelagerten Taktlinien
möglich.
15
Eine Vertiefung des Ausprägungsmöglichkeiten des Gestaltungsparameters Taktlinienanzahl bietet Ziskoven
(Getaktete Fertigung), 2013, S. 112f.
28Getaktete Fertigung im Werkzeugbau
3.4 Schritt 2:
Im zweiten Schritt der Gestaltung der Taktfer-
tigung wird der Gestaltungsparameter
Taktlinien bestimmt, andererseits erfolgt die
Zuordnung der Arbeitssysteme zu den
Festlegung der
Taktstationsgestaltung betrachtet (siehe einzelnen Taktstationen. Taktstations-
Abbildung 3.11). Hierbei wird einerseits die
Anzahl der Taktstationen innerhalb der gestaltung
Abbildung 3.11: Gestaltungsparameter 3 - Taktstationsgestaltung
Die einfachste und gleichzeitig häufigste Für die Zusammenfassung mehrerer
Variante der Taktstationsgestaltung stellt die Maschinen an einer Taktstation gibt es
Zuordnung jeder einzelnen Bearbeitungsope- vielfältige Gründe. Der einfachste besteht in
ration zu einer eigenen Taktstation dar. einer zu geringen Kapazität einer einzelnen
Zentraler Vorteil ist die hohe Transparenz, die Maschine zur Bearbeitung aller Werkstücke,
eine Einführung der Taktfertigung erleichtert was die Installation parallel arbeitender
und die Auftragseinplanung vereinfacht. Eine Maschinen erfordert. Eine andere Option ist
zielführende Alternative ist die Zusammen- die sequentielle Zusammenfassung
fassung von zwei oder mehr Maschinen pro unterschiedlicher Bearbeitungsoperationen
Taktstation. bzw. Maschinen innerhalb einer Taktstation
(siehe Abbildung 3.12).
Abbildung 3.12: Zuordnung der Bearbeitungsoperationen zu den Taktstationen
29Getaktete Fertigung im Werkzeugbau
Dies ist insbesondere immer dann zweckmä- an einer Taktstation die verfügbare
ßig, wenn die Bearbeitungszeiten der Bearbeitungszeit pro Takt besser genutzt
Werkzeugkomponenten an zwei oder mehr werden. So können Liegezeiten der
aufeinander folgenden Arbeitssystemen in Werkzeugkomponenten und damit die
Summe kleiner sind als die längste Bearbei- Gesamtdurchlaufzeit reduziert werden.
tungszeit der übrigen Arbeitssysteme. Eine notwendige Vorrausetzung ist jedoch
Besonders häufig wird diese Variante der die räumliche Nähe der Bearbeitungsopera-
Taktstationsbildung gewählt, wenn eine tionen an der betreffenden Taktstation, um
Bearbeitungsoperation nur von wenigen innerhalb des Taktes die Werkzeugkompo-
Werkzeugkomponenten auf der Taktlinie nenten einer Taktpalette möglichst kompakt
benötigt wird. In beiden Fällen kann durch zu halten und die Wege zu minimieren.
die Zusammenfassung von zwei oder mehr Daher kann gegebenenfalls eine minimale
Bearbeitungsoperationen bzw. Maschinen Layoutanpassung notwendig sein.16
3.5 Schritt 3:
Bestimmung von Im dritten Schritt der Gestaltung der komponenten durch die Taktlinie bzw. den
Taktfertigung erfolgt die Bestimmung des Rhythmus der Weiterleitung der Taktpalet-
Taktabfolge und Gestaltungsparameters Taktabfolge/-rhyth- ten vor (siehe Abbildung 3.13).
Taktrhythmus mus. Dieser Gestaltungsparameter gibt die
„Durchlaufgeschwindigkeit“ der Werkzeug-
Abbildung 3.13: Gestaltungsparameter 4 - Taktabfolge/-rhythmus
In der Serienfertigung, dem üblichen geschlossene Taktung bezeichnet (siehe
Anwendungsgebiet der Taktfertigung, Abbildung 3.14). Im Hinblick auf das
werden alle Maschinen innerhalb der werkzeugbauspezifische Taktungskonzept
Taktlinie ausschließlich für die Taktfertigung bedeutet die geschlossene Taktung, dass die
verwendet. An jeder Taktstation steht somit Gesamtbearbeitungszeit der Taktpalette an
die vollständige Zeit pro Takt für die der Taktstation dem Rhythmus ihrer
Bearbeitung der getakteten Werkstücke zur Weiterleitung an die jeweils nächste
Verfügung. Diese Art der Taktung wird als Taktstation entspricht.
16
Eine Vertiefung des Ausprägungsmöglichkeiten des Gestaltungsparameters Taktstationsgestaltung sowie zum Umgang mit
langen Bearbeitungsoperationen bietet Ziskoven (Getaktete Fertigung), 2013, S. 113f.
30Getaktete Fertigung im Werkzeugbau
Abbildung 3.14: Aufteilung der Bearbeitungszeit pro Takt
Im Werkzeugbau stellt die geschlossene die Werkstattfertigung oder eine andere
Taktung bisher die Ausnahme dar. Auf- Taktlinie zur Verfügung. Man spricht von
grund der durchschnittlich geringen sich kreuzenden Taktlinien.18
Betriebsgröße innerhalb der Branche
Werkzeugbau sind Investitionen in eigene Demnach ist eine definierte, prozentuale
Ressourcen für die Taktfertigung bedingt Aufteilung der Zeitdauer des Taktrhythmus
durch die geringe Auslastung nicht auf Taktlinien und Werkstattfertigung
wirtschaftlich. Um im Werkzeugbau eine erforderlich. Dabei können sich unterschied-
Taktfertigung dennoch realisieren zu liche Aufteilungen zwischen den Taktstatio-
können, ermöglicht das werkzeugbauspezi- nen ergeben und die Zeitaufteilung kann
fische Taktungskonzept auch dann eine flexibel an den Zeitbedarf der Taktlinie
Taktfertigung, wenn nur ein Teil der angepasst werden. Dies beeinflusst die für
Werkzeugkomponenten im Takt gefertigt die Werkstattfertigung zur Verfügung
wird. Dieser Anwendungsfall, der eine stehende Zeit. Dadurch können Leerzeiten
kombinierte Nutzung der Ressourcen durch der Maschinen vermieden werden. Gleich-
Taktlinie und Werkstattfertigung vorsieht17, zeitig garantiert der feste Taktrhythmus
wird als unterbrochene Taktung bezeichnet. einen gleichmäßigen und planbaren
Die pro Takt verfügbare Gesamtbearbei- Bearbeitungsfortschritt. Die hohe Effizienz
tungszeit ist somit kürzer als der Weiterlei- der Fertigung wird mit den variantenreichen
tungsrhythmus der Taktpaletten. Die übrige Werkzeugkomponenten des Werkzeugbaus
Zeit innerhalb des Taktrhythmus steht für verknüpft.
17
Siehe zur kombinierten Ressourcennutzung auch Kapitel 2.3.
18
Eine Vertiefung des Ausprägungsmöglichkeiten des Gestaltungsparameters Taktabfolge/-rhythmus sowie zu sich kreuzenden
Taktlinien bietet Ziskoven (Getaktete Fertigung), 2013, S. 115f. und 184f.
31Getaktete Fertigung im Werkzeugbau
3.6 Schritt 4:
Skalierung der Nachdem zwischen geschlossener oder
unterbrochener Taktung unterschieden und
wird die prozentuale Aufteilung zwischen
der betrachteten Taktlinie, gegebenenfalls
Größe der der jeweilige Anteil am Taktrhythmus für weiteren Taktlinien und der Werkstattferti-
jede Taktstruktur festgelegt wurde, sind die gung in konkrete Zeitintervalle überführt,
Taktpaletten exakte Länge des Taktrhythmus sowie die für die Bearbeitung einer Taktpalette zur
dessen Startzeitpunkt (Uhrzeit) zu definie- Verfügung stehen. Zudem wird der Zeit-
ren. Dies geschieht durch die Taktpalettens- punkt des jeweiligen Bearbeitungsbeginns
kalierung (siehe Abbildung 3.15). Dabei an den Taktstationen definiert.
Abbildung 3.15: Gestaltungsparameter 5 - Taktpalettenskalierung
Für die optimale Bearbeitungszeit pro Grundsätzlich ist die Skalierung der
Taktpalette existiert im Werkzeugbau kein Taktpaletten bzw. die Länge des Taktrhyth-
allgemeingültiger Wert. Die optimale mus so zu wählen, dass mehrere Werkzeug-
Skalierung der Taktpaletten ist abhängig von komponenten pro Takt gefertigt werden
der durchschnittlichen Bearbeitungszeit pro können. Dadurch wird ein guter Ausgleich
Werkzeugkomponente. Aufgrund der der unterschiedlich langen Bearbeitungszei-
unterschiedlichen Bearbeitungszeiten der ten ermöglicht. Je mehr Werkzeugkompo-
verschiedenen Werkzeugkomponenten kann nenten pro Takt gefertigt werden, desto
bei einer vorgegebenen, konstanten leichter fällt dieser Ausgleich, wobei der
Gesamtbearbeitungszeit die Komponenten- Taktrhythmus proportional steigt. Anderer-
anzahl pro Taktpalette variieren. Im Zuge seits steigt mit dem Taktrhythmus proporti-
der Gestaltung der Taktlinien wird daher onal die Gesamtdurchlaufzeit der Taktlinie
statt einer fest definierten Anzahl von an, die sich aus der Multiplikation des
Werkzeugkomponenten pro Taktpalette die Taktrhythmus und der Anzahl der Taktstati-
Länge des Taktrhythmus als Definitions- onen ergibt. Die Gesamtdurchlaufzeit wird
größe des Gestaltungsparameters Taktpalet- durch die Vorgabe der Lieferzeiten seitens
tenskalierung festgelegt. Aus der Länge des der Kunden des Werkzeugbaus nach oben
Taktrhythmus, der für alle Taktstationen begrenzt. Daher ist ein Kompromiss aus
gleich ist, ergibt sich spezifisch für die dem Ausgleich der Bearbeitungszeiten und
Taktstation die Bearbeitungszeit für eine der Gesamtdurchlaufzeit zu finden (siehe
Taktpalette. Abbildung 3.16).
32Sie können auch lesen