Simulationsbasierte Personaleinsatz-planung für komplexe Montagesysteme - TU Dresden
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Wissenschaftliche Zeitschrift der Technischen Universität Dresden • 58 (2009) Heft 1 – 2 • Logistik
In der Klein- und Mittelserien-
fertigung von Maschinen,
Anlagen und Großfahrzeugen
Michael Völker, Sebastian Carl und Oliver Rose spielt die kostenintensive
manuelle Montage bis heute
Simulationsbasierte Personaleinsatz- eine dominierende Rolle. Ein
Grund dafür sind die speziellen
Anforderungen an das techni-
planung für komplexe Montagesysteme sche Handling der Bauteile und
Baugruppen sowie die teils
komplizierte geometrische
Gestalt der Teile und Einbau-
räume. Ein weiterer Grund
besteht in der von den Her-
stellern zunehmend geforderten
1 Einleitung (Teilautonome Arbeitsgruppe) möglichst Produktvarianz. Dies bedingt
effizient zu montieren sind. Typisch ist dies immense Herausforderungen
an eine effiziente Planung,
An der TU Dresden wird zurzeit in Koope- heutzutage vor allem für den Maschinen-, Steuerung und Überwachung
ration mit mehreren Industriepartnern unter Anlagen- und Großfahrzeugbau. Es kann der Montageprozesse. Die
Begleitung der Arbeitsgemeinschaft indus- somit von einer Auftragsfertigung mit gro- Organisation der manuellen
trieller Forschungsvereinigungen (AiF) ßer konstruktiv-struktureller Individualität Montage derartiger Produkte ist
„Otto von Guericke“ e. V. eine neuartige der Erzeugnisse ausgegangen werden. Bild jedoch schwer zu optimieren.
Heuristik für die Planung komplexer, perso- 1 zeigt ein derartiges Produktbeispiel. Im Rahmen des nachfolgend
nalintensiver Montageprozesse entwickelt. Niedrige Stückzahlen und komplizierte vorgestellten Projektes wird ein
neuer wissenschaftlich begrün-
Ziel dieses Projektes ist die Unterstützung Montageprozesse erfordern oft speziell aus- deter Lösungsansatz für die
der operativen Montageplanung und -steue- gerüstete Montagestationen und verhindern optimierte operative Einsatz-
rung durch ein leistungsfähiges Hilfsmittel. daher eine flexible, wahlfreie Belegung der planung des Montagepersonals
Dadurch soll für beliebige Auftragsszena- Montagestationen, hier Bauplätze genannt. erarbeitet – ein hochkomplexes,
rien, insbesondere im Störungsfall, mittels Ein hohes Maß an Flexibilität ist notwendig, sogenanntes Multiressourcen-
Berechnung optimaler Belegungsvarianten um die auftragsspezifischen Arbeitsmen- Einsatzproblem.
kurzfristig der für die aktuellen Ziele opti- genschwankungen zwischen den einzelnen
In the production of small and
male Montageplan generiert werden. So Bauplätzen auszugleichen. Fundamentales mid-size series of machines,
kann man Materialüberbestände verringern Stellglied hierfür ist die Variation der Mit- facilities and large vehicles the
und den sparsamen Ressourceneinsatz – arbeiterressourcen. cost-intensive manual assembly
Schwerpunkt in der Montage sind die Per- Die Wechselbeziehung von eingesetzter still plays a dominating role.
sonalressourcen – unterstützen. Darüber Mitarbeiteranzahl und daraus resultierender Both huge costs for the auto-
hinaus werden die Montagedurchlaufzeiten Montagedurchführungszeit ist bei bekann- mated handling of the compo-
nents and assemblies and the
verkürzt und die Liefertermintreue verbessert. tem Arbeitsumfang in Form von Kapazi-
complicated geometry of the
tätskennlinien darstellbar (vgl. Bild 2). parts and the assembly space
Allerdings bestehen hinsichtlich der ein- are reasons for manual assem-
2 Charakteristische Merkmale komple- setzbaren Mitarbeiteranzahl Grenzen. Die bly. In addition, the increasing
xer Montageprozesse und Anforde- untere Grenze resultiert aus dem Minimum product variance due to highly
rungen an eine optimierte Planung der technologisch erforderlichen Werkerka- customized configurations crea-
und Steuerung pazität, die obere aus der technologisch tes a large variety of require-
ments with respect to efficient
sinnvollen maximalen Mitarbeiteranzahl
assembly process design for
Charakteristika komplexer Montagepro- oder auch aus räumlichen Restriktionen the manufacturers. The product
zesse sind meist stark vernetzte Montage- (gegenseitige Behinderung der Mitarbeiter). variants demanded by the
prozessstrukturen mit einer großen Anzahl Somit ergibt sich für die Montageplanung customers as well as the con-
von in der Folge durchaus variierbaren und -steuerung durch die Variation der stantly increasing complexity of
Arbeitsgängen, die ggf. eine Parallelbear- Personalzuteilung auf die Bauplätze ein the products cause immense
beitung am Produkt ermöglichen (vgl. erheblicher Spielraum, in dem die Durch- challenges to efficient planning,
control, and monitoring of the
Bild 4). Zudem fordern zugehörige führungszeiten beeinflusst und letztendlich assembly process. However,
Montagesysteme flexibel einsetzbare sogar Taktzeiten abgeglichen werden kön- the management of such com-
manuelle und technische Ressourcen [4]. nen. plex manual assembly lines is
Die hohe Komplexität des Montage- Bei vertiefter Betrachtung der vorliegen- difficult to optimize. In this
prozesses resultiert aber auch aus diversen den Problemstellung zeigt sich, dass für die paper, the authors outline a
kundenspezifisch variierenden Produkten, operative Planung und Steuerung komplexer simulation-based scheduling
die zeitlich parallel in einer Montagehalle Montagen zwei voneinander abhängige und heuristic for solving this pro-
blem.
durch ein geschlossenes Mitarbeiterteam daher simultan zu lösende Aufgaben beste-
(Wiss. Z. TU Dresden 58 (2009) Heft 1 – 2) 39
Bild 1. Endmontierte Bogenoffsetdruckmaschine der RAPIDA-Baureihe (Quelle: König & Bauer AG)
Bild 2. Beispiel einer Ka-
pazitätskennlinie
hen: die Maschinenbelegungs- und die Personaleinsatz- legungen ermittelt [1]. Fixe Start- und Endtermine sind
planung (vgl. Bild 3). Aus Sicht der Beriebsforschung stellt jedoch eine Voraussetzung für die Belegungsoptimierung.
dies ein erweitertes NP-schweres „Knapsack-Optimie- Durch Variation des Personaleinsatzes je Montagear-
rungsproblem“ dar [3], d. h., die Bestimmung einer optima- beitsgang können sich die Durchführungszeiten und damit
len Lösung erfordert eine nicht akzeptable numerische auch die Fertigstellungstermine ändern. Daher muss die
Rechenzeit. Die klassische Zeitplanung wird mit einer Maschinenbelegungs- und Personaleinsatzplanung mittels
Kapazitätsoptimierung gekoppelt. Daraus resultiert eine einer gemeinsamen Methodik erfolgen. Da die operative
erhebliche Steigerung der Komplexität. Montageplanung kurzfristigen Charakter besitzt, ist das
Im Rahmen der Maschinenbelegungsplanung werden all- aktuelle Ist-Personalangebot permanent zu berücksichtigen.
gemein Termine definiert und optimale Betriebsmittelbe- Es besteht somit die Aufgabe der zieladäquaten Verteilung
Bild 3. Aufgaben der operati-
ven Planung und Steuerung
komplexer Montagesysteme
40 (Wiss. Z. TU Dresden 58 (2009) Heft 1 – 2)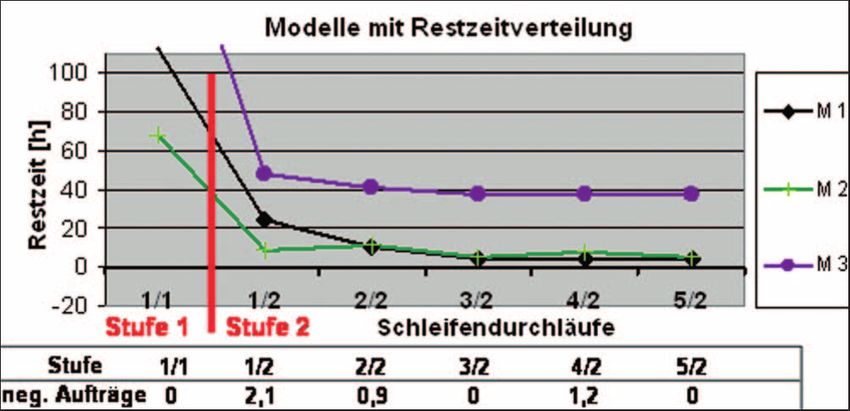
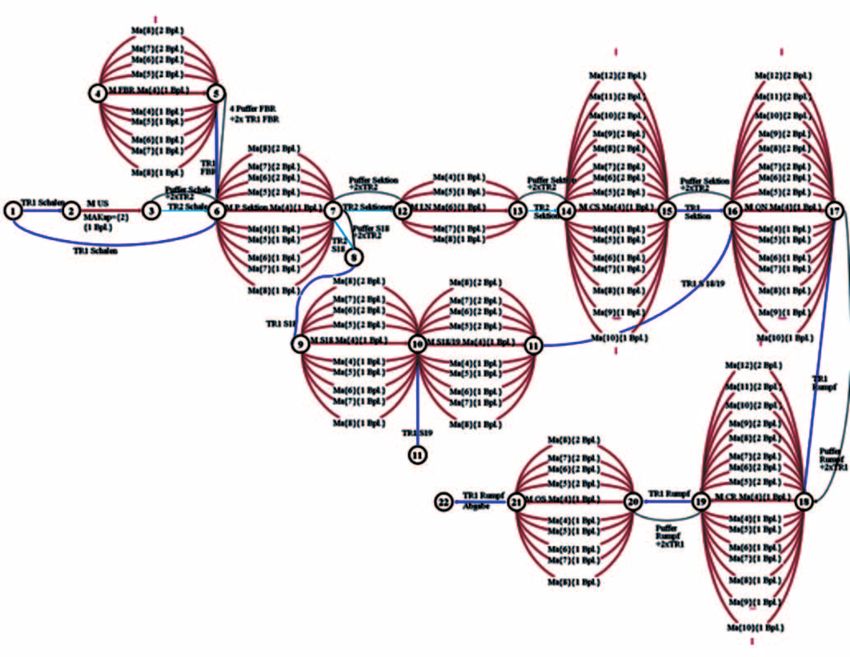
Bild 4. Vorgangspfeilnetzplan mit
Montagealternativen einer Flug-
zeuggroßbaugruppe [6]
limitierter Ressourcen. Weil sowohl das Angebot an Bau- Netzplänen werden Arbeitsgänge bzw. Sequenzen von
plätzen als auch das an Mitarbeitern begrenzt ist, handelt es Arbeitsgängen als Pfeile dargestellt, die mit weiteren
sich um ein erweitertes Rucksackproblem [8], d. h. ein Attributen versehen werden können, wie zum Beispiel den
Problem, das mit dem optimalen Packen eines Rucksacks für die Durchführung benötigten Ressourcen. Aus diesen
verwandt ist. Durch die Überlagerung der beiden Planungs- Pfeilen wird ein Netzwerk gebildet, das den Montageablauf
aufgaben entsteht eine sehr große Anzahl möglicher in einem für den Planungsprozess angemessenen De-
Planungslösungen, aus denen eine problemspezifisch opti- taillierungsgrad beschreibt. Jeder Produktionsauftrag wird
male Variante zu wählen ist. als eigenständiges Projekt mit spezifischen Produkt-,
Verschiedene an der Technischen Universität Dresden Prozess- und Ressourcendaten sowie einem spezifischen
durchgeführte Analysen kommerziell angebotener Leit- Netzplan definiert.
stände sowie theoretisch beschriebener Konzepte ergaben, Die universelle Notation in Vorgangspfeil-Netzplänen
dass für den Einsatz in der operativen Montagesteuerung ermöglicht die Modellierung beliebiger Montagemodelle
derzeit noch kein ausreichend leistungsfähiges System bzw. bei theoretisch unbegrenzter Variation der Prozesspara-
heuristischer Ansatz vorhanden ist. Gesucht wird ein meter, wie zum Beispiel Ressourcen-Zuordnungsalterna-
Werkzeug bzw. ein Optimierungsverfahren, das die Flexi- tiven. Aufgrund der Vielfältigkeit der Abbildungsmög-
bilität des Montagemitarbeitereinsatzes zum Ausgleich von lichkeiten wird nachfolgend näher auf die Unterscheidung
Bedarfsschwankungen nutzt und gleichzeitig Ressourcen- alternativer Prozessabläufe in der Netzplannotation einge-
verschwendung und daraus resultierende Produktivi- gangen.
tätsverluste verhindert. Es werden drei Arten von Vorgangsalternativen unter-
Ein derartiges Montageplanungssystem erfordert eine pra- schieden:
xisnahe und effiziente Modellierung des Montageprozesses 1. quantitative Variation der Mitarbeiterressourcen
sowie ein analytisches oder heuristisches Optimierungs- 2. qualitative Ressourcenzuordnungsvarianten und
verfahren mit kurzen Berechnungszeiten und ausreichend 3. alternative Teilprozessketten.
hoher Lösungsgüte. Im nachfolgenden Kapitel wird zu-
nächst kurz das netzplanbasierte Modell zur Abbildung von Die Modellierung (Visualisierung) alternativer Mitar-
Montageprozess, Montagesystem und Personalstruktur beitermengenzuordnungen erfolgt mittels paralleler Vor-
erläutert. Anschließend erfolgt im vierten Kapitel die detail- gänge – sogenannter Vorgangsmodi [9]. Diese sind disjunkt,
lierte Beschreibung des entwickelten Verfahrens. Kapitel 5 d. h., es darf jeweils nur eine Alternative gewählt werden.
umfasst eine Vorstellung erster Ergebnisse praktischer Tests Jeder Modus besitzt eine Vorgangsdauer, die von der zuge-
bzw. Experimente. ordneten Personalressourcenmenge abhängt. Alternative
Zuordnungen technischer Ressourcen wie Montageplätze,
Transport-, Puffer- oder Hilfsmittel sowie qualitative
3 Transformation der Montage und der Optimierungs- Mitarbeiteralternativen (Qualifikationsarten) werden eben-
ziele in ein abstraktes Modell falls mittels alternativer Vorgänge visualisiert. Letztere kön-
nen dann wiederum Modi aufweisen. Die Darstellung alter-
Das Modell basiert auf der Netzplantechnik und bildet die nativer Teilprozessketten erfolgt durch Nutzung unter-
gesamte Produktstruktur sowie den zeitlichen und technolo- schiedlicher Vorgangspfade (Wegalternativen). Bild 4 zeigt
gischen Montageprozess mit allen Alternativen in Form von dazu einen vollständigen (alternativen) Beispiel-Netzplan
Vorgangspfeil-Netzplänen (VPN) ab [11]. In Vorgangspfeil- für die Montage einer Flugzeuggroßbaugruppe. Insbe-
(Wiss. Z. TU Dresden 58 (2009) Heft 1 – 2) 41lichen Mitarbeiterressourcen ebenfalls als Zielfunktion defi-
niert. Ist das Angebot vorgegeben, so besteht nun das Ziel in
der maximalen Auslastung des vorhandenen Personals. Die
Zusammenführung der Partialziele in eine gemeinsame
Zielfunktion führt zur Suche nach einem kaum lösbaren
Kompromiss [2]. Aus diesem Grund wird das Problem stu-
fenweise in mehreren Optimierungsläufen mit jeweils vari-
ierender Zielfunktion gelöst.
4 Simulationsbasierter Lösungsansatz für die opti-
Bild 5. Optimierungsschleife [10] mierte Personaleinsatzplanung
Aufbauend auf dem netzplanbasierten Modell wurde ein
sondere durch die Variation der Mitarbeiterressourcen pro heuristisches Verfahren entwickelt, das aus einer Kom-
Arbeitsschritt, dargestellt durch rote Vorgangspfeile (bis zu bination variierbarer Bausteine bzw. Module besteht. Um
16 spezifische Mitarbeiterzuordnungsvarianten je Vorgang), die Berechnungskomplexität zu reduzieren, wird das vorlie-
resultieren ca. 1010 Montagevarianten, d. h. theoretisch gende Problem getrennt, sodass Personalzuordnung und
mögliche Wege durch den Prozessgraphen. Typischerweise Montageplatzbelegung für sich, aber nicht unabhängig von-
werden fünf bis sechs solcher Baugruppen gleichzeitig mon- einander realisiert werden können. Die Grundlage für die
tiert. Rechnung bildet die simulationsgestützte Optimierung [10],
Neben der Netzplannotation existiert zudem ein umfang- die eine derartige Problemtrennung ermöglicht. So erfolgt
reiches, an den praktischen Problemen orientiertes Restrik- die Lösungssuche generell in den zwei zyklisch zu durch-
tionensystem. Es besteht aus: laufenden Schritten des Suchens und Bewertens (vgl.
– einem Zeitrestriktionssystem für alle Arten von Bild 5).
Terminschranken und Ressourcenverfügbarkeitskalen- Beginnend mit dem Suchschritt werden die Steuerpara-
dern meter zur Berechnung einer Lösung im Zielraum ermittelt.
– einem Kapazitätsrestriktionssystem für Ressourcenlimi- Die Auswahl erfolgt durch Algorithmen, die in einem
tierungen und Regelkatalog hinterlegt sind und problemspezifisch ausge-
– einem Regelsystem, um spezielle Prozessbedingungen, wählt bzw. angepasst werden. Danach findet die Weitergabe
wie Maximalabstände von Vorgängen, Pufferbelegungen der Stellgrößen an den Bewertungsschritt statt, der sich aus
und Prioritäten, aufzunehmen. einem Simulationsteil und einer Datenauswertung zusam-
Den Schwerpunkt stellt die Abbildung verschiedener mensetzt.
Personalstrukturen, wie Arbeitsgruppen und Qualifika- Im Suchschritt wird zuerst mittels eines Generatormoduls
tionen, und Arbeitszeitmodelle dar, da gerade in der Einzel- im Simulator automatisch ein Modell mit entsprechenden
und Kleinserienfertigung hochflexible Gruppenarbeits- Steuerparametern erstellt und anschließend unter Nutzung des
modelle mit unternehmensspezifischer Ausprägung vorzu- Controllermoduls ein vollständiger Produktionsplan simuliert.
finden sind. Dieser wird nachfolgend hinsichtlich Zielerreichung bewertet
Ein weiteres wesentliches Modellierungsproblem besteht und es wird entschieden, ob ggf. ein erneuter Durchlauf mit
in der Abbildung der operativen Personalsteuerungsziele. veränderten Steuerparametern erforderlich ist.
Aus dem übergeordneten Ziel eines Unternehmens, den Die aktuelle Systementwicklungsstufe realisiert im
Gewinn zu maximieren, ergeben sich mehrere Unterziele, Suchschritt eine determinierte Personalzuordnung, d. h., für
die teilweise konkurrierend zueinander stehen. jeden Vorgang existiert nur eine eineindeutige, diskrete
Die Minimierung der Durchlaufzeiten stellt heute ein prin- Personalzuteilungsvariante. Die restlichen Ressourcen-
zipielles Unternehmensziel dar. Jedoch wird darauf im ope- alternativen verbleiben in den Basisplänen. Im Bewer-
rativen Bereich aufgrund der von der administrativen tungsschritt (Simulation) erfolgt unter Anwendung von
Planungsebene festgelegten Auftragsstart- und -endtermine Prioritätsregeln die Montageplatzbelegung, d. h. die Aus-
wenig Einfluss genommen. Folglich muss das Ziel der wahl der technischen Ressourcen- bzw. Wegalternativen.
Termineinhaltung als eine wesentliche Zielfunktion definiert Um eine optimale, den Zielen entsprechende Lösung zu fin-
werden. den, wird die Optimierungsschleife in der Regel mehrmals
Da der Fokus dieses Projektes primär auf den Personal- durchlaufen. Ferner existiert eine äußere Optimierungs-
einsatz gerichtet ist, wird die Minimierung der erforder- schleife. Sie dient der Variation der Optimierungsziele,
Bild 6. Zusammenhang der Optimie-
rungsschleifen des Lösungsverfah-
rens [7]
42 (Wiss. Z. TU Dresden 58 (2009) Heft 1 – 2)detaillierter Modellrestriktionen, der Prioritätsregeln sowie zweiten Stufe wird diese dann schrittweise verringert. Am
der Abbruchbedingung der simulationsgestützten Optimie- Ende des dritten Durchlaufes (Iterationen) der inneren
rung. In Bild 6 ist der Zusammenhang der beiden Optimie- Schleife ist der minimale Wert gefunden, sodass die zweite
rungsschleifen dargestellt. Stufe beendet werden kann. In der darunter liegenden
In der Systemendausbaustufe werden drei Simulations- Tabelle wird die mittlere Anzahl von Aufträgen mit negati-
stufen durchlaufen, die jeweils eine bestimmte „Sichtweise“ ver Restzeit dokumentiert. Dieser Wert bedeutet eine Über-
auf den Lösungsraum darstellen. Stufe 1 dient dem Testen schreitung der Auftragsendtermine, sodass die Stufe noch
der Grenzen des Lösungsraumes in Bezug auf die nicht beendet werden kann.
Verifizierung der Vorgabetermine. Die Produktionspläne Die Verteilung der Restzeit erfolgt im Suchschritt mit dem
werden mit der maximal möglichen Anzahl von Mitar- Restzeitverteilungsalgorithmus. Bei diesem werden den
beitern und – daraus resultierend – minimaler Durchlaufzeit Aufträgen mit positiver Restzeit iterativ Mitarbeiter entzo-
generiert. In Stufe 2 wird die Personalkapazität systematisch gen bzw. den Aufträgen mit negativer Restzeit umgekehrt
schrittweise gesenkt, sodass in Stufe 3 schließlich eine wieder zugegeben. Durch diese schrittweise Streckung der
maximale Übereinstimmung von Kapazitätsbedarf und Durchführungszeiten erfolgt die Minimierung der Rest-
-angebot bei Liefertermineinhaltung erreicht wird. Im fol- zeiten.
genden Kapitel werden erste Ergebnisse vorgestellt.
6 Zusammenfassung
5 Durchführung von Simulationsexperimenten zur
Validierung und Verifizierung des Lösungsansatzes Insbesondere kleine und mittlere Unternehmen (KMU) mit
einem hohen Anteil manueller Montage unterliegen einem
Das Projekt befindet sich derzeit in der Realisierungsphase. immensen Kostendruck. Die Planung, Steuerung und Über-
Die ersten beiden Simulationsstufen sind implementiert und wachung der variantenreichen auftragsbezogenen Einzel-
werden umfassend getestet. Die Testdaten basieren auf und Kleinserienmontage mit ihren vielfältigen Synchronisa-
Analyseergebnissen realer Montagesysteme verschiedener tionsproblemen und ständig schwankenden Anforderungs-
Industriepartner. Parallel dazu werden unter Nutzung klassi- profilen wird gegenwärtig noch nicht effektiv beherrscht.
scher Materialflusssimulatoren und unter Vernachlässigung In diesem Aufsatz wurde die Entwicklung eines Lösungs-
der Personalressourcen extreme Produktionslastszenarien ansatzes für die optimierte operative Maschinenbelegungs-
und stochastische Einflüsse der technischen Ressourcen und Personaleinsatzplanung in komplexen Montagesys-
simuliert, um eine möglichst umfassende Validierung des temen vorgestellt. Die Neuartigkeit des Ansatzes besteht in
Montageplanungssystems zu erreichen [5]. einer allgemeinen Modellierungsmethodik für beliebige
Nachdem in Stufe 1 ein Produktionsplan mit minimaler Montagesysteme auf der Basis von Netzplänen in Verbin-
Auftragsdurchlaufzeit bestimmt wurde, steht in Stufe 2 die dung mit einem speziellen heuristischen Algorithmus. In
Minimierung der erforderlichen Mitarbeiterressourcen im mehreren Iterationsschleifen wird das automatisch generier-
Mittelpunkt. Die systematische Reduzierung der Mitarbeiter te Simulationsmodell schrittweise editiert. Es erfolgt die
pro Vorgang bedeutet gleichzeitig eine Streckung der Durch- Ermittlung einer Planvariante, die alle definierten Ziel-
führungszeiten bis an die zulässigen Termingrenzen. In funktionen und Nebenbedingungen maximal erfüllt.
Stufe 3 wird die innere Schleife so lange durchlaufen, bis Die dabei angestrebte Produktivitätssteigerung resultiert ins-
eine gültige Lösung der neuen Zielfunktion gefunden ist. besondere aus dem verringerten Personaleinsatz zur
Die Algorithmen hierfür befinden sich derzeit noch in der Bewältigung der Montageaufträge. Die Personaleinsparung
Entwicklung. Bild 7 visualisiert den Verlauf der durch- wird im direkten Produktionsbereich der Montage sowie in
schnittlichen Restzeit als Zeitdifferenz zwischen Liefer- der Logistik und in den indirekten Bereichen der Steuerung
termin und Endtermin aller Aufträge für drei reale und Koordinierung erwartet. Gemeinsame Schätzungen aus
Montagemodelle (M1 bis M3). den Fallbeispielprojekten zeigen hier ein Potenzial von bis
Es zeigt sich, dass in Stufe 1 unter Einsatz maximaler zu 20 %, das sich überwiegend proportional in einer Kosten-
Mitarbeiterressourcen zugleich auch die Restzeit pro reduzierung widerspiegeln wird.
Auftrag maximal ist. Beim Übergang von der ersten zur
Bild 7. Restzeit der ersten und zwei-
ten Stufe bei Restzeitalgorithmus
(Wiss. Z. TU Dresden 58 (2009) Heft 1 – 2) 43Gleichzeitig wird durch den optimierten Ressourcen- Literatur
einsatz die Auslastung der technischen und insbesondere der
menschlichen Ressourcen „geglättet“. Es kommt folglich zu [1] Corsten, H.: Produktionswirtschaft. 10. Aufl. München: Oldenbourg, 2004
[2] Daub, A.: Ablaufplanung: Modellbildung, Kapazitätsabstimmung und Unsicher-
weniger Kapazitätsspitzen mit den bekannten negativen heit. Köln: Josef Eul-Verlag, 1994
Auswirkungen. Darüber hinaus wird das Problem der [3] Domschke, W.; Drexl, A.: Einführung in Operations Research. Berlin: Springer,
2005
Beherrschung der häufigen Störungen im täglichen operati- [4] Evers, K.: Simulationsgestützte Belegungsplanung in der Multiressourcen-
ven Arbeitsprozess unterstützt. Gegenmaßnahmen müssen Montage. Dissertation. Leibnitz Universität Hannover, 2002
nicht mehr subjektiv bzw. erfahrungsbasiert ergriffen wer- [5] Flemming, V.: Simulationsmodell als Testumgebung für einen Personalleitstand
in der Flugzeugmontage. Dresden: „Simulation in Produktion und Logistik“,
den, sondern erfolgen auf Basis der Optimierungsheuristik. Tagungsunterlagen, 2007
Letztendlich wird auch die Liefertermineinhaltung verbes- [6] Füssel, U.; Rose, O.; Flemming, V.; Majohr, M.; Völker, M.: Simulation und
sert, da der Produktionsplan bezüglich vorhandener Steuerung von Montageprozessen im Flugzeugbau. Dresden: Vortrag zum
Dresdner Fügetechnischen Kolloquium, 2008
Kapazitäten und der Einhaltung der Soll-Termine bereits vor [7] Majohr, M. F.: Heuristik zur personalorientierten Steuerung von komplexen
der Produktionseinlastung verifiziert werden kann. Montagesystemen. Dissertation. TU Dresden, 2008
[8] Neumann, K.; Morlock, M.: Operations Research. 1. Aufl. München: Hanser,
Ein weiteres Potenzial besteht in der Senkung der 1993
Durchlaufzeiten, die sich hauptsächlich aus der Verringe- [9] Salewski, F.; Schirmer, A.; Drexl, A.: Project scheduling under resource and
rung der Materialbestände ergibt. Die Reduzierung der mode-identity constraints. In: European Journal of Operational Research 102
(1997), S. 88 – 110
„planmäßigen“ Überbestände bildet ferner die Grundlage für [10] Sauer, W.: Prozesstechnologie der Elektronik, Modellierung, Simulation und
die Optimierung der Montagelogistik und schafft die Optimierung der Fertigung. München: Hanser, 2003
Voraussetzungen für die Realisierung von Materialbereit- [11] Schwarze, J.: Netzplantechnik. 8. Aufl. Berlin: Neue Wirtschafts-Briefe, 2001
stellungskonzepten, wie zum Beispiel Just-in-time (JIT) und
Just-in-sequence (JIS) für Großbauteile und -baugruppen. Manuskripteingang: 1.9.2008
Angenommen am: 22.10.2008
Völker, Michael Rose, Oliver
PD Dr.-Ing. habil. Prof. Dr. rer. nat.
Studium Maschinenbau/Betriebsgestaltung von Studium Mathematik von 1986 bis 1992 an der
1976 bis 1980 an der TU Dresden ♦ 1988 Universität Würzburg ♦ 1997 Promotion zum Dr.
Promotion zum Dr.-Ing. ♦ 2007 Habilitation zum rer. nat. ♦ 2005 Habilitation ♦ seit 2004 Professor
Dr.-Ing. habil. ♦ seit 2008 Privatdozent am Ins- für Modellierung und Simulation am Institut für
titut für Technische Logistik und Arbeitssysteme, Angewandte Informatik, Fakultät Informatik der
Fakultät Maschinenwesen der TU Dresden TU Dresden
Carl, Sebastian
Dipl.-Wirtsch.-Ing.
Studium Wirtschaftsingenieurwesen von 2000 bis
2007 an der TU Dresden ♦ 2007 Studien-
abschluss als Diplom-Wirtschaftsingenieur ♦ seit
2007 wissenschaftlicher Mitarbeiter am Institut
für Technische Logistik und Arbeitssysteme,
Fakultät Maschinenwesen der TU Dresden
44 (Wiss. Z. TU Dresden 58 (2009) Heft 1 – 2)Sie können auch lesen