ZWEI HEISSE ÜBERNAHMEN FÜR EINE ERFOLGREICHE ZUKUNFT - Taurus Instruments AG & Rheologie-Produktlinie von Malvern Panalytical
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

KUNDENMAGAZIN
Ausgabe 21 | August 2020
ZWEI HEISSE ÜBERNAHMEN FÜR
EINE ERFOLGREICHE ZUKUNFT
Taurus Instruments AG & Rheologie-
Produktlinie von Malvern Panalytical
2 21|2020
Inhalt
4 TITEL | NETZSCH TAURUS Instruments GmbH − Jetzt Teil von NETZSCH Analysieren &
Prüfen
8 NETZSCH übernimmt die Rheometer-Produktlinie von Malvern Panalytical
9 Thermische Ausdehnung − Ein Hauptgrund für Produktversagen
12 Kunden für Kunden: Konstante Produktqualität von expandiertem Polystyrol (EPS)
mittels STA
15 Maßgeschneiderte Komplettlösungen für Asphalt- und Bitumenprüfungen
16 Tipps&Tricks: Rheologie – Die Wahl der richtigen Messgeometrie
19 PRAXIS KONKRET: Der Einfluss von Feuchte auf die Lagerbedingungen von Medikamenten
22 Ein virtuelles Erlebnis: Besuchen Sie die NETZSCH-Labors in Deutschland, der USA, Japan
und China
23 Wir halten Sie auf dem Laufenden über die neuesten Themen aus der Welt der
thermischen Analyse und Rheologie
24 Impressum
4
8
9
15
21|2020 3
Editorial
Liebe Leserinnen und Leser,
ich freue mich sehr, Ihnen heute die 21. Ausgabe unseres onset präsentieren zu
dürfen. In dieser Ausgabe stellen wir Ihnen zwei neue M&As vor. Aus dem Zusam-
menschluss der TAURUS Instruments AG mit NETZSCH Analysieren & Prüfen geht die
heutige NETZSCH TAURUS Instruments GmbH in Weimar hervor. Damit erweitert
NETZSCH sein Produktsortiment zur Prüfung der Wärmeleitfähigkeit und des Wärme-
durchgangs und ergänzt es zudem durch eine umfassende Produktpalette im Bereich
der Brandprüfung, die sowohl in der Materialprüfung als auch in der Qualitätskon-
trolle eingesetzt wird. Somit bieten wir jetzt neben verschiedenen geschützten
Plattenapparaturen auch große, normgerechte Prüfkammern an, die kompakte und
komplexe Bauteile (z.B. Fenster, Mauerwerk usw.) aufnehmen können. Die Brand-
prüfgeräte basieren auf dem europäischen Klassifizierungssystem für Brandverhalten
und Feuerwiderstand.
Daneben freuen wir uns auch besonders über die Ergänzung unseres thermischen
Analyseprogrammes durch die bisher noch fehlende Rheologie, die wir durch die
Übernahme der Rheometer-Produktlinie von Malvern Panalytical jetzt abdecken
können. Mit der Kinexus Rotationsrheometer-Serie sowie der Rosand Kapillarrheo-
meter-Serie kann das Fließ- und Deformationsverhalten eines weiten Materialspek-
trums, von Asphalt bis Shampoo, untersucht werden. Wie ein Rheometer zum Beispiel
in der Asphalt- und Bitumenprüfung zum Einsatz kommt, wird auf Seite 15
beschrieben.
Zudem möchten wir Ihnen unsere neue TMA 402 F3 Hyperion® Polymer Edition
vorstellen. Ab Seite 9 berichten wir über das robuste, zuverlässige und leicht zu bedie-
nende Gerät für Ihre Qualitätskontrolle, insbesondere an Polymeren.
Wir danken Johannes Görl und Dr. Thomas Neumeyer vom Institut für Neue Materialien
Bayreuth GmbH für ihren aufschlussreichen Beitrag über die Ermittlung des Treibmit-
telgehalts von expandiertem Polystyrol mittels STA.
Darüber hinaus zeigen wir im Abschnitt Tipps&Tricks, wie wichtig die richtige
Messgeometrie zur rheologischen Untersuchung Ihrer Probe ist.
In unserer Rubrik PRAXIS KONKRET stellen wir Ihnen vor, welche Auswirkungen
Feuchtigkeit auf Medikamente während der Lagerung haben können und wie man
die Feuchtigkeitsempfindlichkeit von Substanzen misst.
Die erste Jahreshälfte war für uns alle durch den Ausbruch des SARS-COVID 19 Virus
geprägt. Um für Sie weiterhin da zu sein, gehen wir mit dem Konzept „Virtual Lab“
neue Wege, welche wir Ihnen in dieser Ausgabe vorstellen und Sie dazu ermuntern
möchten, diese zu nutzen. Unser Applikationslabor freut sich über Ihre Kontakt-
aufnahme.
Links zu interessanten für Sie zusammengestellte Webcasts und Webinare finden Sie
unter der Rubrik Events.
Ich wünsche Ihnen ich viel Spaß beim Lesen unserer neuen onset-Ausgabe.
Philipp Köppe
Leiter Marketing
4 21|2020
NETZSCH TAURUS INSTRUMENTS GmbH
− Jetzt Teil von NETZSCH Analysieren & Prüfen!
Dr. André Lindemann, Geschäftsführer NETZSCH TAURUS INSTRUMENTS GmbH, Weimar
GHP 800 S – 90° position
TLR 1000
GHP 900 S
GHP 500-1
Was lange währt, wird endlich gut! stetig wachsende Nachfrage aufgrund strengerer
Sicherheitsvorschriften.
Aus dem Zusammenschluss der TAURUS Instruments
AG mit dem NETZSCH-Geschäftsbereich Analysieren
& Prüfen geht die heutige NETZSCH TAURUS
Guarded Hot Plates und Rohrprüfer
INSTRUMENTS GmbH in Weimar hervor. Auf dem
Gebiet der Wärmeleitfähigkeit bedienten beide Die GHP-Geräteserie von NETZSCH TAURUS
Unternehmen denselben Markt, jedoch mit unter- Instruments umfasst Messgeräte zur Messung der
schiedlichen Geräten und Spezifikationen. Mit der Wärmeleitfähigkeit von Produkten aus der Bauin-
zusätzlichen Brandprüfung kann NETZSCH nun in dustrie wie Isoliermaterialien, Baustoffe (Ziegel-
einen völlig neuen Markt eintreten. steine) und Isolierglas. Neben den Vorteilen der
GHP-Methode als direktes Messverfahren – ohne
zusätzliche Kalibrierungen – ist die Geräteserie insbe-
Im Bereich der Wärmeleitfähigkeitsbestimmung
sondere auf variable Probengeometrie im Bereich
bieten wir drei Geräte mit geschützten Heizplatten
von 100 mm x 100 mm bis 900 mm x 900 mm
(GHP) an; daneben auch Rohrprüfgeräte mit einem
ausgelegt. Flache Isolierglasscheiben sind ebenso
geschützten Heizrohr zur Messung der Rohriso-
messbar wie Hohllochziegelsteine mit bis zu 380 mm
lation sowie Heizkasten-Prüfkammern zur Messung
Höhe. Besonders ist das GHP 900 S mit schwenk-
des U-Wertes großer und komplexer Gebäudeteile
barer Messkammer zur Untersuchung von konvek-
(Fenster, Türen, Fassaden usw).
tiven Einflüssen in Hohlräumen bei Isoliermaterialien.
Je nach Einbaulage (senkrecht oder als Dachfenster)
Unsere Brandprüfgeräte umfassen das gesamte
ergeben sich z.B. unterschiedliche effektive Wärme-
Spektrum zur Errichtung eines europäischen Brand-
leitfähigkeiten für die gleiche Isolierglasscheibe.
prüflabors für die gesetzlich vorgeschriebene Prüfung
von Kunststoffen, Baustoffen, Textilien usw. nach
europäischen Normen. Brandprüfungen können Der Rohrprüfer TLR 1000 zur Messung der Wärme-
nach weltweit vergleichbaren Standards durch- leitfähigkeit von Rohrisolierungen arbeitet ebenfalls
geführt werden und zeigen in der Automobil-, mit geschützter Heizquelle. Zusätzliche Kalibriermes-
Baustoff-, Kabel- und Kunststoffindustrie eine sungen sind auch hier nicht notwendig, da sich aus
NETZSCH TAURUS
21|2020 5
INSTRUMENTS GmbH
angelegter Spannung und Stromstärke die elektrische Untersatz gemauert, in Trockenkammern getrocknet
Heizleistung berechnen lässt. Unter adiabatischen und Fenster, Türen bzw. Fassadenteile werden direkt
Bedingungen entspricht die Heizleistung exakt dem in den Prüfrahmen eingesetzt. Der präparierte Prüf-
Wärmestrom durch die Probe. Durch Gegenheizung rahmen wird dann zwischen Warm- und Kaltseite
werden Wärmeverluste verhindert und die Wärme- eingebracht und vermessen.
leitfähigkeit kann bei bekannten Oberflächentempe-
raturen der Probe direkt bestimmt werden. In unseren HotBox-Systemen wird die normgerechte
Homogenität der Strömungs- und Temperaturprofile
gewährleistet. Das heißt, an der Prüfwand muss an
Was ist eine HotBox? jeder Stelle der Warm- oder Kaltseite die gleiche
Temperatur und Luftgeschwindigkeit vorliegen.
Hierfür gibt es zahlreiche Sensoren in Wandnähe
Eine Hotbox ist eine Prüfkammer zur Bestimmung
bzw. direkt auf der Prüfwandoberfläche, die dieses
der Wärmeübertragungseigenschaften von Wand-
überwachen und sicherstellen.
elementen, Mauern, Fenstern und Türen. In einer
Hotbox werden die realen Bedingungen, wie sie an
einer Gebäudewand vorliegen, nachgestellt. Praktisch
können die Verhältnisse im Inneren eines Gebäudes
Wozu sind HotBox-Tests notwendig?
sowie auf der Außenseite simuliert werden. Das
bedeutet, es müssen Temperatur, Luftfeuchtigkeit, Der Wärmefluss durch eine Ziegelwand oder ein
Luftgeschwindigkeit sowie die Strahlungseigen- Fensterteil ist durch den U-Wert (k-Wert) in
schaften auf beiden Seiten der Prüfwand erfassbar [W/(m²·K)] festgelegt. Je niedriger der U-Wert, desto
und genau einstellbar sein. geringer der Verlustwärmestrom Q · (siehe Gleichung
1 im nächsten Abschnitt) und desto besser ist die
Dämmeigenschaft des Gebäudeteils.
In der Regel gibt es zwei Prüfkammern (Warm-
und Kaltseite) und in der Mitte befindet sich ein
Prüfrahmen mit der zu untersuchenden Probe. Zu Der U-Werts ist deshalb ein Maß für die Energie-
prüfende Steinwände werden zunächst auf einem effizienz von Teilen einer Gebäudehülle wie Ziegel-
mauerwerk, Fassaden, Fenster und Türen. Hersteller
müssen den U-Wert ihrer Produkte spezifizieren.
Unterschied zu konventionellen Methoden zur
Messung der Wärmeleitfähigkeit
Im Gegensatz zu herkömmlichen Analyseverfahren
zur Bestimmung der Wärmeleitfähigkeit (z.B. Laser
Flash, Plattenverfahren oder Transient Source) wird
bei der HotBox nicht nur die Wärmeleitung durch
den Probekörper betrachtet (reine Materialabhän-
gigkeit), sondern es werden auch die Wärmeüber-
gangsbedingungen berücksichtigt (Materialeigen-
schaft + Umgebungsbedingungen). Somit haben
z.B. Oberflächenstrukturen von Wänden oder Trans-
missionseigenschaften von Fensterscheiben direkten
Einfluss auf die effektive Wärmeübertragung.
Als Messergebnis erhält man entweder die effektive
Wärmeleitfähigkeit der gesamten Prüfwand
TDW 4240 (Wärmestrom-Verfahren) oder den U- bzw. k-Wert
(Wärmedurchgangskoeffizient) bezogen auf den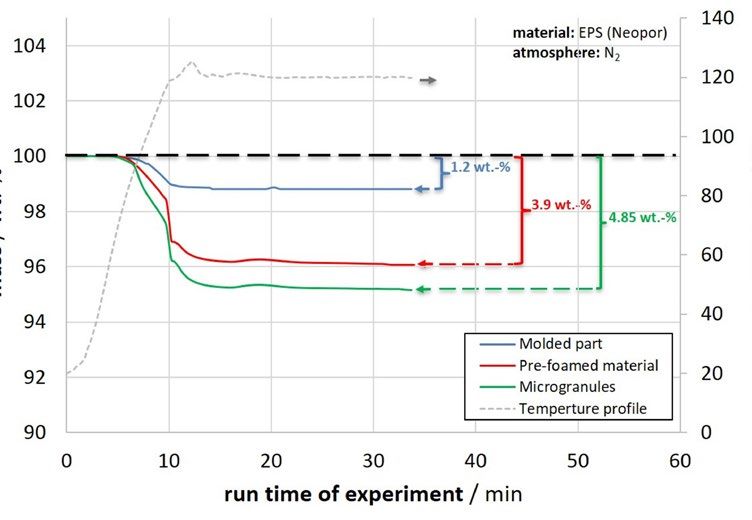
NETZSCH TAURUS
6 21|2020
INSTRUMENTS GmbH
Radiallüfter Warmseite
Heizkasten
0 °C 20 °C 20 °C
Wärmetauscher Heizung Warmseite
Probe Heizung Heizkasten
Luftleiteinrichtung Luftleiteinrichtung
Kaltseite
Wärmestrom
HotBox: Veranschaulichung des Prinzips der Heizkasten-Prüfkammer mit geregeltem Heizkasten
Wärmestrom zwischen der Luft auf der Warm- und angebracht. Über eine Kalibriermessung erhält man
Kaltseite (Verfahren mit geschützter HotBox). Die die effektive Wärmeleitfähigkeit der Prüfwand. Im
Bestimmung basiert auf der bekannten Gleichung anderen Verfahren mit geschützter HotBox gibt es
für den stationären Wärmetransport durch ebene einen zusätzlichen Heizkasten auf der Warmseite.
Wände: Die zugeführte Heizleistung in diesen Heizkasten
entspricht im Wesentlichen dem Wärmestrom, der
· = k · A · (T - T )
Q (1) über die Probe zur Kaltseite gelangt. Die Wärmever-
a i
mit luste sind vergleichsweise gering, da außerhalb des
· – Wärmestrom von der Luft Warmseite zur Luft
Q Heizkasten die gleiche Temperatur eingeregelt wird.
Kaltseite
k – Wärmedurchgangskoeffizient
A – Wandfläche Brandprüfung
Ta– Lufttemperatur Kaltseite
Ti – Lufttemperatur Warmseite
Brandprüfungen gewinnen an Bedeutung. Aus
Sicherheitsgründen und gemäß den entsprechenden
Der k-Wert bezieht sich auf die zwischen Ta und
Vorschriften ist es notwendig, Produkte und Materia-
Ti liegenden thermischen Widerstände und wird
lien z.B. in Brandklassen einzuteilen. Dabei spielen
berechnet zu
unterschiedliche Eigenschaften eine Rolle.
1/k = 1/αi + s/λWand + 1/αa (2)
mit Besonders relevant für die Baustoffindustrie
αi – Wärmeübergangskoeffizient Kaltseite ist das Brandverhalten von Baustoffen wie
αa – Wärmeübergangskoeffizient Warmseite Entflammbarkeit, Flammenausbreitung,
s – Wanddicke brennendes Abtropfen, Brennbarkeit, Wärmefrei-
λ – Wärmeleitfähigkeit setzung, Rauchentwicklung, Toxizität und Feuer-
widerstand von Bauteilen!
Bei einer Hotbox-Messung sind alle Größen von
Gleichung (1) bekannt und der k- bzw. U-Wert kann
direkt berechnet werden. Die Bestimmung des Geprüft wird das Brandverhalten aller im Bau
Wärmestromes Q · ist bei den beiden o.g. Hotbox- verwendeten Materialien und Konstruktionen wie
Verfahren unterschiedlich. In einem Fall wird der z.B. Fassaden, Bau- und Isolationsmaterialien, Kunst-
Wärmestromsensor direkt auf der Probenoberfläche stoffe, Dichtungen und Bodenbeläge.
NETZSCH TAURUS
21|2020 7
INSTRUMENTS GmbH
TDW 4240 (geöffnet) mit Prüfmasken für Fenster
Untersucht werden in der Elektro- und Kabel-
industrie u.a. brennendes Abtropfen elektronischer
und elektrischer Teile, die Rauchgasdichte, der Isola-
SBI-Brandprüfeinrichtung
tionserhalt und die Entstehung korrosiv wirkender
Gase bei Flammeneinwirkung. Textile Erzeugnisse wie
z.B. Möbelbezüge, Gardinen, Vorhänge, Dekorations-
material, Bodenbeläge und Schutzkleidung werden
Ähnliche Prüfungen sind im Bereich der Fahrzeug- vorrangig auf Entflammbarkeit, Brand- und Tropfver-
industrie genormt und konzentrieren sich haupt- halten untersucht und klassifiziert.
sächlich auf Entflammbarkeit und Flammenaus-
breitungsgeschwindigkeit von Materialien für Für Fragen zu unseren Produkten stehen Ihnen
Innenausstattungen wie Verkleidungen, Sitze und das NETZSCH-Verkaufsteam sowie die Kollegen in
Bodenbeläge. Weimar gerne zur Verfügung.
Euro
bren- Ver- Ver-
Wärme- Rauch- Flammen- Nicht- Brenn- Sauer- Klassifizie-
nendes Brenn- Zünd- Massen- bren- bren-
Produkt frei- entwick- ausbrei- brenn- zeit-/ stoff- rung/Euro- Industrie Normen
Abtrop- barkeit zeit verlust nungs- nungs-
setzung lung tung barkeit rate index Brand-
fen wärme gas
prüflabor
KBT x x x x Kabel EN 50399, IEC 60332-3
SBI x x x x x x Baustoffe EN 13823
TBB x x x Baustoffe EN ISO 9239-1
TNB x x Baustoffe DIN EN ISO 1182
KBK x x Baustoffe DIN EN ISO 11925-2
Baustoffe,
ISO 5660-1,
TCC x x x x x x x Automobil,
ASTM E 1354
Polymere
Elektronik, UL 94, DIN EN
UL 94 x x x
Polymere 60695-11, ISO 9773
ISO 4589-2, DIN 22117,
LOI x Polymere
ASTM D 2863
MVSS 302, GB 8410,
IS 15061, CMVSS 302,
HBK x Automobil
U.T.A.C. 18-502, FAR
25.853
TRDA/ meist eigenstän-
x DIN 50055
TRDL integriert diges Gerät
8 21|2020
NETZSCH übernimmt die Rheometer-Produktlinie
von Malvern Panalytical
Dr. Shona Marsh, Applikations- & Produktmarketing Rheologie
Wir freuen uns bekanntzugeben, dass die Rotationsrheometer der Kinexus-
Serie und die Kapillarrheometer der Rosand-Serie seit kurzem zum Produkt-
portfolio des NETZSCH-Geschäftsbereiches Analysieren & Prüfen gehören. Besuchen Sie eines der vielen
Webinare. Application Notes
Die Aufnahme von Rheometern in unser Portfolio war eine wohlüberlegte und White Papers stehen für
Akquisition. Da die Rheometrie unseren Produkt- und Anwendungsbereich Sie bereit!
in der thermischen Analyse und Materialprüfung hervorragend ergänzt,
war es ein bereits langgehegter Wunsch, diese Technologie in unser
Unternehmen zu integrieren. Nun möchten wir uns gemeinsam den sich
bietenden, spannenden Möglichkeiten widmen. Unsere bestehenden
Kunden können weiterhin auf eine hervorragende Unterstützung zählen;
wir freuen uns darauf, in den kommenden Monaten neue Geschäftsbe-
ziehungen und Kooperationen aufzubauen.
Die Rotationsrheometer der Kinexus-Serie
Zum Bereich Rotationsrheometer gehören die Standard-Kinexus-Plattform
und das Kinexus DSR. Diese Rheometer verfügen über ein extrem reibungs-
armes Luftlager, was sie äußerst empfindlich macht. Im Vergleich zu einem
einfachen Viskosimeter ermöglichen Rheometer eine weitaus bessere
Charakterisierung der Fließfähigkeit, Viskoelastizität und sogar der Klebrig-
keit eines Materials (für newtonsche und nicht-newtonsche Materialien).
Das dynamische Scherrheometer Kinexus DSR ist speziell auf die Prüfung
von Asphalt und Bitumen ausgelegt und genießt seit langem einen guten Kinexus Rotationsrheometer
Ruf auf diesem Markt. Es wartet mit einer Software auf, die eine Vielzahl
von Rheologie-Normen dieser Branche vereint. Seine Fähigkeiten haben
sich weltweit bewährt; unsere Referenzliste umfasst renommierte Universi-
täten, große Asphalthersteller und Regierungseinrichtungen.
Die Kapillarrheometer der Rosand-Serie
Kapillarrheometer sind so konstruiert, dass sie mit viel höheren Scherraten
als ein Rotationsrheometer arbeiten, wodurch das rheologische Verhalten
bei Prozessen wie Extrusion oder Spritzguss untersucht werden kann. Ein
Kapillarrheometer verfügt über zwei Zylinder, die jeweils mit Probenma-
terial gefüllt sind, das mit unterschiedlichen Geschwindigkeiten (Scher-
raten) mit jeweils einem Stempel durch Düsen mit kleinem Durchmesser
gedrückt wird. Diese Geräte-Serie liefert nicht nur Informationen über die
Scherviskosität eines Materials (Scherfließwiderstand), sondern auch über
die Dehnviskosität (Dehnfließwiderstand). Das bedeutet, wir können
feststellen, wie sich verschiedene Polymere/Polymerqualitäten in Prozessen
wie beispielsweise dem Blasformen verhalten. Es gibt jedoch viele weitere
Anwendungsbereiche und Proben, die mit einem Kapillarrheometer
untersucht werden können, wie beispielsweise Druckfarben, Lebensmittel
und Körperpflegeprodukte.
Rosand Kapillarheometer
Mehr Informationen über diese Produkte finden Sie auf unserer Homepage:
https://www.netzsch-thermal-analysis.com/de/produkte-loesungen/rheologie/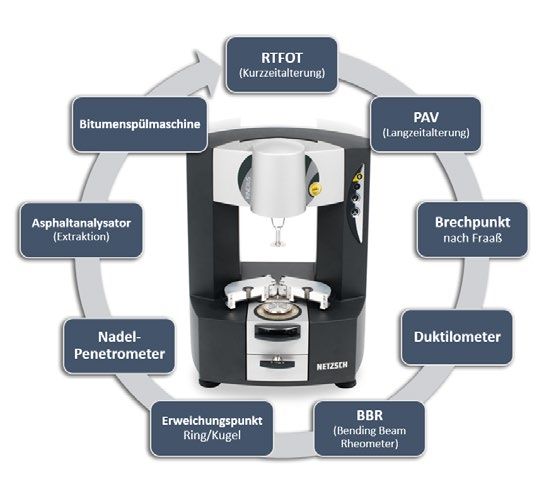
21|2020 9
Thermische Ausdehnung – Ein Hauptgrund für
Produktversagen
Gabriele Stock, Marketing
Einleitung
Bei der Entwicklung von Elektronik, Polymerfolien
oder Gummidichtungen ist die Bestimmung des
Glasübergangs, bei dem die Erweichung des
Materials einsetzt, eine wichtige Information, um
sichere Betriebstemperaturen festzulegen. Ebenso
wichtig ist die Information zur Kompatibilität des
Ausdehnungsverhaltens von zwei oder mehr Materi-
alien, um über die richtige Materialmischung für ein
Produkt zu entscheiden.
Die thermomechanische Analyse (TMA) ist ein
perfektes Werkzeug zur Untersuchung des Ausdeh-
nungsverhaltens und der Erweichungstemperatur
verschiedener Materialien wie Elastomere und Abb. 1. TMA 402 F3 Hyperion® Polymer Edition
Komposite. Sie liefert grundlegende Informationen
über den Ausdehnungskoeffizienten (CTE), die Glas-
umwandlungstemperatur (Tg), aber auch über die
viskoelastischen Eigenschaften. Mit dieser empfind- Weitere Vorteile bieten intelligente Softwarefunk-
lichen Methode können insbesondere physikalische tionen wie z.B. AutoEvaluation, die mit nur einem
Übergänge, die mit Änderungen des Moduls, der Mausklick eine immense Hilfe und Zeitersparnis bei
Aushärtung oder der Delamination einhergehen, der automatischen und selbsttätigen Auswertung
bestimmt werden, die sich mit dynamischer Differenz- von thermoanalytischen Messungen ist. Die optionale
Kalorimetrie (DSC) nicht immer detektieren lassen. Datenbank Identify ermöglicht die Verifizierung von
Materialien, indem eine Messkurve mit anderen, in
der Datenbank verfügbaren, individuellen Kurven
Die TMA Polymer Edition – kosteneffektiv und verglichen wird. Das macht sie für die Qualitäts-
kontrolle besonders wertvoll. Zusätzlich können
maßgeschneidert für Polymere auch Literaturdaten ausgewählter Bibliotheken
zum Vergleich herangezogen werden. Jede vom
Die neue TMA 402 F3 Hyperion® Polymer Edition Anwender erstellte Bibliothek und Klasse (Gruppe
(Abb. 1) ist ein robustes, sofort einsatzfähiges Gerät, von Kurven mit gleichen Eigenschaften) kann
das sich besonders für die Qualitätskontrolle eignet. innerhalb von Identify bearbeitet oder erweitert
Die Polymer Edition besteht aus einem kompakten, werden.
reaktionsschnellen Ofen, der mit einer mechanischen
Kühleinrichtung verbunden ist. So lassen sich ohne
Flüssigstickstoff (LN2) Temperaturen von bis zu -70 °C Vermeiden von Produktversagen in der Elek-
erreichen. Daneben beinhaltet die Polymer Edition
einen softwaregesteuerten Massendurchflussregler
tronik mittels thermomechanischer Analyse
für Gasdurchflussraten von 9 bis 250 ml/min.
Mit Hilfe der thermischen Analyse lassen sich wichtige
Die auf die Probe einwirkende Kraft wird elektro- Parameter bestimmen, welche elektronische Produkte
magnetisch erzeugt. Dies ermöglicht eine schnelle – bis hin zum Produktversagen – beeinflussen können.
Ansprechzeit bei Experimenten mit wechselnder Last. Aus diesem Grund wird in Industrienormen, z.B. den
Im Expansions-, Penetrations- und Zugmodus wird IPC-Standards (siehe IPC-TM-650.2.4.24.1 Zeit bis zur
die Probenlänge automatisch erkannt. Die neue Delamination (TMA-Methode)), die Messung der
Wegregelung erlaubt Spannungsrelaxationsver- thermischen Ausdehnung, des Glasübergangs und des
suche, bei denen die Probe gestreckt und die Kraft Erweichungspunktes gefordert. Nach der Umstellung
gemessen wird. auf bleifreie Lötverfahren, bei denen Lötmaterialien
10 21|2020
TMA
Polymer Edition
mit höheren Schmelztemperaturen verwendet werden,
stellten Hersteller von Leiterplatten und Baugruppen
fest, dass sich ihre Leiterplatten aufgrund der höheren
thermischen Belastung delaminieren. Einer der Gründe
dafür ist, dass trotz höherer Anforderungen auch heute
noch die meisten FR4-Substrate mit allgemeinen Mate- Abb. 3 Die typische Verfärbung zeigt die beginnende Zersetzung an:
rialspezifikationen bestellt werden und in ihren Materi- links vor der Messung, Mitte nach der Messung bis 260 °C und rechts
bei 300 °C.
aleigenschaften variieren können. Beim Glasübergang
nimmt die Ausdehnungsrate der Epoxidmatrix zu, was
zur Delamination zwischen Fasern und Matrix und
somit auch zum Produktversagen führen kann. Charakterisierung des anisotropen Verhaltens
Im Experiment an einem FR4-Verbundwerkstoff (Abb.
in Faser-Verbundwerkstoffen
2) wurde die Zeit bis zur Delamination ermittelt. Dazu
wurden zwei Messungen durchgeführt; eine bei einer Mit der TMA lässt sich die Glasübergangstemperatur
isothermen Temperatur von 260 °C (IPC-Norm) und eine (Tg) duro- und thermoplastischer Matrixverbundwerk-
zweite bei einer isothermen Temperatur von 300 °C. stoffe bestimmen.
In der ersten Messung waren keine Delaminations-
effekte zu erkennen. In der zweiten Messung (bei Beim Glasübergang eines Duroplasten tritt eine Ernied-
300 °C) beträgt die Zeit bis zur Delamination 18,1 min rigung der Matrixsteifigkeit auf. Aufgrund der geringen
(Zeitspanne nach Start des Isothermsegments). Festigkeit dieser Polymermatrizen im gummiartigen
Zustand kann die Matrix die Last nicht mehr effektiv
Die typische Verfärbung in Abbildung 3 zeigt die auf die Fasern übertragen oder ein Ausbeulen der Faser
beginnende Degradation an. Beide gemessenen Proben oberhalb des Glasübergangs unterdrücken. Der Onset
zeigen keine sichtbare Delamination; die TMA-Methode des Glasübergangs ist daher ein geeigneter Indikator
ist jedoch empfindlich genug, diese bei 300 °C nach- zur Festlegung der oberen Einsatzgrenze für diese
zuweisen. Materialien.
6.0
Peak: 46.1 min
5.0
4.0
d L /L o /%
3.0
2.0
1.0
0.0 Peak: 28.0 min
300
T e m p . /°C
200
100
0
0.0 10.0 20.0 30.0 40.0 50.0
Time /min
Abb. 2. Bestimmung der Zeit bis zur Delamination einer FR4-Leiterplatte Created with NETZSCH Proteus software
Messbedingungen: Probenbreite 6,35 mm (IPC-Standard), 2 h-Trocknung bei 105 °C im TMA-
Ofen, Heizrate 10 K/min, Isothermsegment bei 260 °C bzw. 300 °C, N2-Atmosphäre, Proben-
halter für Expansion (Quarzglas).TMA 21|2020 11
Polymer Edition
Für thermoplastische Faserverbundwerkstoffe wie anwenderfreundliches Gerät für die Qualitätskontrolle
PP-GF signalisiert der Tg den Bereich, bei dem das von Polymeren. Natürlich lassen sich mit dieser TMA-
Material zu erweichen beginnt. Fasern und andere Version auch andere Materialien wie z.B. Pharma-
Füllstoffe verringern die thermische Ausdehnung zeutika oder Lebensmittel untersuchen. Wird ein
erheblich. Die sich durch die Faserrichtung ergebende größerer Temperaturbereich benötigt, wie z.B. für die
Anisotropie hat großen Einfluss auf den linearen Untersuchung von Metallen oder Keramiken, dann
Ausdehnungskoeffizienten. Beispielsweise weisen sind die beiden anderen Systeme unserer TMA-Serie,
unidirektionale Verbundwerkstoffe in Faserrichtung die TMA 402 F3 Hyperion® und TMA 402 F1 Hyperion®,
den CTE der Fasern auf. Senkrecht zur Faserrichtung bestens für Messungen im Temperaturbereich von
zeigen sie dagegen einen thermischen Ausdehnungs- -150 °C bis 1550 °C geeignet.
koeffizienten (CTE), der sich aus dem CTE der Matrix
und dem der Faser (in Abhängigkeit des Faservolumen- TMA 402 F3 Hyperion® Polymer Edition −
gehalts) zusammensetzt.
auf einen Blick
∙
Abbildung 4 zeigt in Rot eine Messung an einem uni-
direktionalen PP-GF-Material in Faserrichtung, wobei Neuer, kompakter, reaktionsschneller IC-Ofen
der CTE durch die geringe thermische Ausdehnung für Temperaturen bis -70 °C ohne Bedarf an
der Glasfaser dominiert wird. Die Messkurve der Probe, Flüssigstickstoff. Bestehende TMA 402 F1/F3 -
die 90° zur Faserrichtung untersucht wurde, wird von Kunden können diesen neuen Ofen bei Bedarf
der Polypropylen-Matrix dominiert und zeigt einen viel nachrüsten.
∙
höheren CTE. Daher kann der Tg von PP nur in dieser
Richtung gemessen werden. Intelligente Wegregelung für Spannungs-
relaxationsversuche
Zusammenfassung ∙ Automatische Detektion der Probenlänge im
Expansions-, Penetrations- und Zugmodus
Die TMA 402 F3 Hyperion® Polymer Edition ist ab sofort
erhältlich. Sie ist ein robustes, zuverlässiges und
∙ AutoEvaluation
dL/Lo /%
∙ Identify (optional)
1.4
1.2
1.0
0.8
0.6
0.4 m. CTE(20 ... 100°C)
83.14E-06 1/K
0.2
0.0
m. CTE(20 ... 100°C)
-0.2 Onset: -7 °C 8.70E-06 1/K
-0.4
-50 0 50 100
Temperature /°C
Abb. 4. Komposit, gemessen in zwei Richtungen; Probenlänge 25 mm, Heizrate 5 K/min von
-70 °C bis 140 °C, N2-Atmosphäre, Probenhalter für Expansionsmodus Created with NETZSCH Proteus software12 21|2020
Konstante Produktqualität von expandiertem
Polystyrol (EPS) mittels STA
Johannes Görl und Dr.-Ing. Thomas Neumeyer, Neue Materialien Bayreuth GmbH
Mikrogranulat Vorgeschäumtes Material Endprodukt
Abb. 1. Treibmittelangereichertes Polystyrol-Mikrogranulat, vorgeschäumte Perlen und das EPS-Endprodukt
Bevor wir näher auf das Thema eingehen, wie hilf- Treibmittel − Die wichtige Materialkomponente
reich die thermische Analyse bei der Qualitätskontrol-
le von expandiertem Polystyrol sein kann, erscheint es
sinnvoll, mehr über seine Herstellung zu erfahren. Bei Anlieferung enthält das Polystyrol-Mikrogranulat
etwa 5 bis 7 Gew.-% des Treibmittels Pentan. Wäh-
rend des Vorschäumens diffundiert das Treibmittel
Jeder kennt expandiertes Polystyrol! aus dem Material, wodurch sich der Treibmittelanteil
auf 3 bis 5 Gew.-% reduziert. Zu dem Zeitpunkt, an
dem das fertige EPS-Teil die Produktionsmaschine
EPS ist ein Verpackungsmaterial, das z.B. in der Unter- (inkl. anschließender Temperung) verlässt, verbleiben
haltungselektronik für Fernsehgeräte oder Computer im Endprodukt weniger als 2 Gew.-% Treibmittel.
eingesetzt wird. Aufgrund seiner hervorragenden
Wärmedämmeigenschaften findet es auch Anwen- Je mehr Treibmittel ein Mikrogranulat enthält, desto
dung bei der Isolierung von Gebäuden. Der große leichter lässt es sich im Prozessschritt Vorschäumen
Vorteil ist der geringere Preis im Vergleich zu anderen expandieren. Bei nur geringem Pentangehalt im
Materialien. Polystyrol-Mikrogranulat wird mehr Energie zum
Vorschäumen des Materials benötigt. Um die erfor-
Ausgangsbasis für EPS-Teile ist Polystyrol-Granulat, derlichen Verarbeitungsparameter genau bestimmen
das homogen mit einem Treibmittel – meist Pentan − zu können, ist die Kenntnis des Treibmittelgehalts
angereichert wird. Der Umwandlungsprozess von
treibmittelangereichertem Polystyrol-Mikrogranulat
zu geschäumten Polystyrolprodukten (siehe Abbil-
dung 2) erfolgt in drei Schritten:
∙ Im ersten Schritt – dem sogenannten Vorschäu-
men – wird das treibmittelangereicherte Polystyrol-
Mikrogranulat durch Dampf erhitzt. Das Polymer
erweicht und Pentan verdampft, wodurch sich die
Perlen auf etwa das 40-fache ihres ursprünglichen
Durchmessers ausdehnen.
∙ Im zweiten Schritt werden die expandierten Poly-
styrolperlen für etwa 12 bis 48 Stunden zwischen-
gelagert. Während dieser Lagerzeit diffundiert ein
Teil des Restpentans aus den Perlen.
∙ Im dritten Schritt werden diese in einem Formteil-
automaten unter Einwirkung von Dampf mitein- Fig. 2. Formteilautomat (links) und Vorschäum-Einheit (rechts) zur
ander versintert, um das Endprodukt zu formen. Herstellung der EPS-TeileKunden für
21|2020 13
Kunden
wichtig. Darüber hinaus beeinflusst der verbleibende des Treibmittelgehalts im Material eine NETZSCH
Treibmittelgehalt am Ende der Verarbeitungskette STA 449 F3 Jupiter® eingesetzt, die vielfältige Anwen-
die Entflammbarkeit und die Dimensionsstabilität des dungsmöglichkeiten (TG, TG-DTA und TG-DSC-
Endprodukts. Gegenwärtig stützt sich die Industrie Messungen) erlaubt.
bei der Erstellung ihrer Verarbeitungsparameter meist
auf Erfahrungswerte. Somit ist es eine Herausforde-
Des Weiteren kann das Gerät mit einem vergleichs-
rung, eine konstante und reproduzierbare Produkt-
weise großen Ofen und Tiegel ausgestattet werden.
qualität zu gewährleisten.
Das ist wichtig für die Messung von EPS, da ein
minimales Volumen an Material erforderlich ist, um
Die verlässlichste Methode zur Bestimmung des Treib-
genügend Masse im Tiegel zur Verfügung zu haben.
mittelgehalts ist die Gaschromatografie. Diese Labor-
Für diese Untersuchungen wurde ein 3,4-ml Quarz-
methode bringt jedoch einen recht hohen Aufwand
glastiegel von NETZSCH verwendet; die Probenein-
mit sich und ist in einer Produktionsumgebung nicht
waage betrug 76,34 mg.
einfach anzuwenden. Deshalb hat die Neue Materi-
alien Bayreuth GmbH ein experimentelles Verfahren
zum Nachweis flüchtiger Anteile entlang der EPS-
Verarbeitungskette mittels thermogravimetrischer
Temperaturprogramm
Analyse entwickelt. So wurde eine homogene Tem-
peraturverteilung innerhalb der Probe erzielt. Nach
Die Probe wurde von Umgebungstemperatur bis
Aufheizung bis 120 °C blieb die Temperatur über
120 °C mit einer Heizrate von 10 K/min in Stick-
25 Minuten konstant.
stoffatmosphäre aufgeheizt. Die Heizrate wurde so
gewählt, da EPS gute Dämmeigenschaften aufweist
(Abbildung 3).
Thermogravimetrische Analyse ist die Antwort!
Zu Beginn der Messung ist Pentan (ca. 5 Gew.-% des
Materials) gleichmäßig im Mikrogranulat verteilt. Bei
Um eine konstante Produktqualität von expan- ca. 40 °C setzt die Freisetzung von Pentan ein und das
diertem Polystyrol zu erzielen, wurde zur Messung Material beginnt zu schäumen.
Abb. 3. Änderung der flüchtigen Anteile vom Mikrogranulat zum vorgeschäumten Material
und FormteilKunden für
14 21|2020
Kunden
Das Pentan entweicht langsam aus den Perlen. Ist Wird aus dem Material nur Pentan freigesetzt?
das Pentan vollständig nach Außen diffundiert, ist
ein Gleichgewicht erreicht. Der Massenverlust bleibt
konstant. Zur Beantwortung dieser Frage wurde das aus dem
Material austretende Gas mittels Gaschromato-
Die vorgeschäumten Perlen enthalten ca. grafie analysiert. Diese Analyse bestätigte, dass
3,9 Gew.-% an flüchtigen Substanzen (Pentan), im es sich hauptsächlich um Pentan handelt. 90 %
Endprodukt verringert sich der Anteil auf nur 1,2 entsprechen Pentanderivaten und nur 10 % wurden
Gew.-%. als andere Substanzen charakterisiert. Somit ermög-
licht die thermogravimetrische Analyse eine gute
Einschätzung des Pentangehalts in allen Schritten
entlang der Verarbeitungskette von EPS. Dank
der Einfachheit der Methode eignet sie sich für
den Einsatz in der Produktionsumgebung jedes
EPS-Verarbeiters.
Die Autoren
Johannes Görl Dr. Thomas Neumeyer
Johannes Görl hat Materialwissen- Dr. Neumeyer ist seit 2015 Bereichsleiter
schaften und Werkstofftechnik an der "Kunststoffe" bei der Neue Materialien
Universität Bayreuth mit den Schwer- Bayreuth GmbH.
punkten Polymermaterialien und
metallische Leichtbaustrukturen Davor war er wissenschaftlicher Mit-
studiert. arbeiter am Lehrstuhl für Polymere
Werkstoffe an der Universität Bayreuth
Seit 2016 arbeitet er als wissenschaft- (Lehrstuhl Prof. Dr. Volker Altstädt), wo
licher Mitarbeiter am Forschungsinstitut er auch die Gruppe "Duroplaste und
Neue Materialien Bayreuth GmbH im Verbundwerkstoffe" leitete. 2015 schloss
Bereich Kunststoffe mit Fokus auf der er seine Dissertation mit dem Thema
Bearbeitung von etablierten und neu- "Struktureigenschaftsbeziehungen
artigen Partikelschäumen, darunter neuer, flammgeschützter Prepreg-Harze
auch EPS, EPP und E-PET. für Anwendungen im Flugzeugin-
nenraum" ab.
Im Rahmen seiner wissenschaftlichen
Promotion untersucht er dampflose Seit Juli 2016 ist er auch Geschäftsführer
Prozesse für expandierbares Polystyrol eines industriellen Netzwerks für expan-
(EPS). dierte Polystyrolschäume (EPP), dem
"EPP-Forum e.V.”. Darüberhinaus ist Dr.
Thomas Neumeyer derzeit Lehrbeauf-
tragter an der Universität Bayreuth auf
dem Gebiet der polymeren Verbund-
werkstoffe.21|2020 15
Maßgeschneiderte Komplettlösungen für Asphalt-
und Bitumenprüfungen
Torsten Remmler, Vertrieb & Applikation Rheologie
Nach der Übernahme der Rheometersparte von
Malvern Panalytical können Sie jetzt neben der
thermischen Analyse von Werkstoffen auch deren
Fließ- und Deformationsverhalten untersuchen. Im
Bereich Straßenbau ist unser Kinexus-Rotationsrheo-
meter als Dynamisches Scherrheometer „DSR“ bekannt.
Es dient dazu, das Bindemittel im Asphalt – das
Bitumen – hinsichtlich seiner mechanischen Eigen-
schaften bei verschiedenen Temperaturen, Belastungs-
dauern und einwirkenden Kräften zu analysieren.
Häufig werden die Bindemittel modifiziert, um
Steifigkeit, Elastizität und viskose Dämpfung sowohl
bei hohen als auch tiefen Straßentemperaturen zu
optimieren. Mit dem DSR lässt sich die Wirkung von
Additiven im Bitumen sehr genau nachweisen.
Umfassende Prüfmethoden bei infraTest
Momentan gibt es für die Bestimmung des Verfor-
mungsverhaltens von Bindemitteln insgesamt vier
Arbeitsanleitungen der Forschungsgesellschaft für im Bereich Bitumen-Analyse ab. So kann z.B. die Kurz-
Straßen- und Verkehrswesen FGSV, deren Anforde- zeitalterung von Bitumen, wie sie bei der Herstellung
rungen von den verschiedenen Kinexus-DSR-Grundge- des Asphalts im Mischwerk und durch den Einbau in
räten erfüllt werden. Darüber hinaus gibt es aber noch die Straße auftritt, mit einem RTFOT-Ofen von infraTest
eine Vielzahl an weiteren standardisierten Prüfme- simuliert werden. Im Laufe der Zeit altert dann das
thoden für Bitumen. Dazu zählen z.B. der Erweichungs- Bindemittel im Asphalt weiter, was zu einer Verände-
punkt Ring/Kugel, die Nadelpenetration, die Duktilität, rung der Steifigkeit und Elastizität führt. Diese Langzeit-
der Brechpunkt nach Fraaß oder auch die Biegesteifig- alterung kann mit einem PAV-Druckalterungsbehälter
keit mit dem Bending-Beam-Rheometer BBR. von infraTest simuliert werden. Die kurz- oder langzeit-
gealterten Bindemittel können dann wiederum an
Die infraTest Prüftechnik aus Brackenheim hat sich auf unserem Kinexus DSR charakterisiert werden, um die
diese Prüfmethoden spezialisiert und ist ein kompe- Änderungen in den mechanischen Eigenschaften im
tenter Ansprechpartner bei allen Fragen rund um die Vergleich zu Frisch-Bitumen zu erfassen.
Bitumen- und Asphaltprüfung. Hierbei reicht ihr
Produktportfolio von innovativen Asphaltanalysatoren
über die Extraktion von Asphalt und Bitumen bis hin zu Zwei Partner – eine Komplettlösung für unsere
zahlreichen Bitumenprüfmaschinen. Auf den dies-
jährigen Asphalttagen in Berchtesgaden hat NETZSCH
Kunden!
Analysieren & Prüfen mit infraTest eine Kooperation
abgeschlossen, die es nun ermöglicht, maßgeschnei- Die Kooperation von NETZSCH Analysieren & Prüfen mit
derte Komplettlösungen aus verschiedenen Prüf- und infraTest Prüftechnik bietet Ihnen im Bereich Straßen-
Analyse-Methoden für unsere Kunden zusammenzu- bau umfassendes Know-How und die gesamte Band-
stellen. breite an unterschiedlichen Prüfverfahren aus einer
Hand. Wir stellen Ihnen unsere Messgeräte gern
anhand von gemeinsamen Testmessungen vor.
Alterungsuntersuchungen
Weitere Informationen finden Sie auf
https://ta-netzsch.com/asphalt-bitumen-landingpage-dach
Diese Packages beschränken sich nicht nur auf Prüf-
geräte, sondern decken die gesamten Anforderungen16 21|2020
Rheologie – Die Wahl der richtigen Messgeometrie
Dr. Shona Marsh, Applikations- und Produktmarketing Rheologie
Mit einem Rheometer können Viskosität und Visko-
elastizität eines Materials durch Aufbringen von
Scher-Deformationen über einen großen Bereich
gemessen werden. Einfach ausgedrückt ist die Visko-
sität eines Materials sein Fließwiderstand, und die
Viskoelastizität gibt Aufschluss, ob sich ein Material
eher wie eine Flüssigkeit (‚viskos‘) oder ein Festkörper
(‚elastisch‘) verhält. Wissenschaftler in F&E erhalten Abb. 1. Auswahl an oberen Zylindergeometrien. Von links nach rechts:
darüber Hinweise, ob ein Medikament als parenterale glatt, verzahnt, spiralprofiliert, Flügelrührer, Paddel.
∙
Darreichungsform injiziert oder als orale Darreichungs-
form geschluckt werden kann, und ob die Dispersion Größe – von 4 mm bis 60 mm als Standarddurch-
zeitlich stabil ist, um so eine Überdosierung zu ver- messer, zur Anpassung an unterschiedliche Visko-
hindern. Daneben wird die Rheologie noch in der sitäten. Kleinere Geometrien ( 10 Pa·s) Proben und größere
ob ein Material die Anforderungen an die mechani- Geometrien (>50 mm) für niederviskose (< 0.1 Pa·s)
schen Eigenschaften erfüllt. Materialien.
Die Kinexus-Serie
∙ Oberflächenbeschaffenheit – kann glatt, aufgeraut
(sandgestrahlt) oder profiliert sein. Für problema-
tische Proben sind unterschiedliche Oberflächenbe-
schaffenheiten lieferbar. Emulsionen und Suspen-
Die Grundgeräte der Kinexus-Serie sind Rotations- sionen neigen zum Wandgleiten. Wandgleiten
rheometer der Spitzenklasse. Sie verfügen über ein bewirkt, dass die an der jeweiligen Probe erhaltenen
spezielles Luftlager, das sie äußerst empfindlich für Messergebnisse mit verschiedenen Messgeometrien
kleine Materialunterschiede macht. Ihre Drehmoment- nicht übereinstimmen. Tritt ein plötzlicher Abfall der
Empfindlichkeit ist vergleichsweise sogar höher als Viskosität auf, ist Wandgleiten zu befürchten. Wir
wenn eine Wimper auf das Gerät fallen würde! raten in diesem Fall zu einer aufgerauten Oberfläche
(siehe Abbildung 2). Die vergrößerte Oberfläche
Doch was bedeutet das in der Praxis? Es ermöglicht bewirkt eine erhöhte Griffigkeit und beeinflusst die
Ihnen, einfache Messungen an Materialien im “Ruhe- Grenzfläche zwischen Probe und Messgeometrie.
∙
zustand” durchzuführen. So kann man beispielsweise
feststellen, ob ein Produkt stabil, d.h. haltbar ist, wenn Messspalt – kann bei parallelen Platten geändert
es abgefüllt in einer Flasche im Regal steht. werden. Der Spalt kann an die Viskosität der Probe
angepasst werden (d.h. kleinere Spalte für nieder-
viskose Proben), womit sich unterschiedliche Scher-
Umfangreiche Geometrieauswahl raten erzielen lassen. Mit kleineren Spaltabständen
erreicht man bei gleicher Winkelgeschwindigkeit
höhere Scherraten, während man umgekehrt bei
Wir möchten sicherstellen, dass Sie über ein geeignetes größeren Spaltabständen kleineren Scherraten
Messwerkzeug verfügen − sowohl für die Art der erreicht. Aufgrund des radial konstanten Spalt-
vorgesehenen Prüfung als auch für Ihren Probentyp. abstandes bei Platte-Platte-Geometrien wird eine
Die Standardgeometrien umfassen Plattensysteme Scherratenverteilung in der Probe erzeugt. Daher
(Platte-Platte, Kegel & Platte) und koaxiale Zylinder- handelt es sich bei Platte-Platte-Geometrien um
systeme (Außen- und Innenzylinder). Relativ-Messsysteme. Es gilt die allgemeine Faust-
regel: Bei Vorhandensein von Heterogenitäten in
Platte-Platte für vielseitige Anwendungen der Probe, z.B. Partikeln, Emulsionströpfchen usw,
sollte ein Messspalt gewählt werden, der 10 mal
Diese einfachen Sets, bestehend aus planen oberen und größer als die Größe der Heterogenität ist, z.B. die
unteren Platten sind in verschiedenen Materialien, maximale Partikelgröße D90 einer Suspension. Dies
Durchmessern und Oberflächenbeschaffenheiten soll verhindern, dass Partikel während der Messung
erhältlich. hängenbleiben, was zu Artefakten bei den Ergeb-
nissen führt.21|2020 17
Tipps & Tricks
∙ Materialien – die angebotenen Standardgeometrien
werden aus Edelstahl (SS316L) gefertigt. Sie sind
wendung von Kegeln bei Dispersionen einschränken;
Plattengeometrien eignen sich besser für Disper-
mit einer Vielzahl von Probentypen kompatibel und sionen mit Heterogenitäten im µm-Bereich, da der
können mit Lösemittel einfach gereinigt werden. Bei Messspalt entsprechend angepasst werden kann.
der Arbeit mit säurehaltigen Proben ist jedoch unter Homogene Proben oder Proben mit Heterogenitäten
Umständen ein Polymer das geeignetere Material, im nm-Bereich bereiten keine Probleme!
wie z.B. Polyetherketon (PEEK) oder Acryl (siehe
Abbildung 3). Ein weiterer Vorteil ist ihre geringe Verschiedene Optionen für koaxiale Zylindersysteme
Masse, was für Hochfrequenz-Oszillationsmessungen
an niederviskosen Proben nützlich ist. Darüber hinaus Diese Geometrien bestehen aus einem äußeren
sind auch Geometrien aus Titan, Aluminium und Zylinder (Becher), in den die Probe gefüllt wird und
einer Hastelloy-Legierung erhältlich. einem oberen Innenzylinder zur Messung der Probe.
Auch für diese Zylindergeometrien bieten wir
Kegel und Platte in vielen Materialien und verschiedene Oberflächenbeschaffenheit an. Zylinder-
Oberflächenbeschaffenheiten messgeometrien sind hilfreich für niederviskose Proben,
da die große Oberfläche die Empfindlichkeit erhöht.
Kegel-Platte-Geometrien bestehen aus einer unteren Durch den relativ großen Spaltabstand zwischen
und planen Messplatte und einer oberen Kegel- oberem Innenzylinder und der Innenwand des Außen-
Geometrie, deren Kegelspitze abgeflacht wurde. Die zylinders können auch Proben mit größeren Partikeln
Messungen erfolgen immer mit gleichem Spaltab- gemessen werden. Werden jedoch niederviskose
stand zwischen Kegelstumpf und unterer Platte, was Materialien mit größerem Spalt gemessen, ist aufgrund
über die Software automatisch sichergestellt wird. Bei des möglichen Einsetzens von Taylorwirbeln Vorsicht
Vorgabe einer konstanten Winkelgeschwindigkeit geboten, da dies die Ergebnisse beeinflussen kann. Dies
wird über der gesamten Probe im Messspalt dieselbe führt zu einem scheinbaren Viskositätsanstieg bei
Scherrate erzeugt, so dass es sich bei Kegel-Platte- höheren Scherraten. Für eine einfache Reinigung
Geometrien um Absolutmesssysteme handelt. zwischen den Messungen stehen verschiedene Becher
∙
mit abnehmbarer Bodenplatte zur Verfügung; dies
Öffnungswinkel – der obere Geometriewinkel kann gestaltet sich jedoch schwieriger als das Reinigen einer
typischerweise von 0,5° bis 4° variieren, um die Kegel-Platte- oder Platte-Platte-Geometrie, sodass es
Kegelauswahl so anzupassen, dass Sie unterschied- ratsam ist, auch den Reinigungsaufwand bei der
liche Scherraten erzielen. Je kleiner der Öffnungs- Geometrieauswahl zu berücksichtigen.
∙
winkel, desto höher ist die erzielbare Scherrate.
Liegen Heterogenitäten in der Probe vor, z.B. Oberflächenbeschaffenheit – für Proben, die zu
Partikel, sollte ihre Größe berücksichtigt werden. Wandgleiten neigen, können Sie auch Außen- und
Kegel und Platten haben einen festen (nominalen) Innenzylinder mit sandgestrahlter oder profilierter
Messspalt, der für einen 1°-Kegel 30 µm, für einen Oberläche (ca. 1 mm "Pyramiden-Zähne“) ver-
2°-Kegel 70 µm und für einen 4°-Kegel 150 µm wenden. Sind Partikel in der Probe vorhanden und
beträgt. Partikel müssen immer 10-mal kleiner als es kommt zur Sedimentation, kann ein Innenzylinder
dieser Spalt sein, damit sie nicht an der Kegelspitze mit 3-fach Spirale auf der Oberläche dazu beitragen,
hängenbleiben. Der kleine Messspalt kann die Ver- einem Absetzen der Partikel während der Messung
Abb. 2. Absatz-Wechselplatte passend zu einer oberen Abb. 3. Obere Plattengeometrien aus alternativem Material: PEEK
Geometrie mit 20 mm-Durchmesser: aufgeraute und sandge- und Acryl
strahlte Oberfläche18 21|2020
Tipps & Tricks
entgegenzuwirken. Ist die Dispersion instabil, ist die Gibt es Partikel in meiner Probe?
∙
Verwendung eines Flügelrührers effektiver (Abb. 1).
∙
Wenn ja, wie groß sind sie? Der Messspalt der jewei-
Flügelrührer – sind hilfreich zur Messung von Proben ligen Messgeometrie sollte 10 mal größer sein als die
mit sehr empfindlicher Struktur wie Schäume oder größte Partikelgröße.
∙
weiche Feststoffe mit einer Fließgrenze wie beispiels-
weise Joghurt. Die Flügelform (siehe Abb. 1) eignet Koaxiale Zylindersysteme sollten speziell auch
sich zum sanften Eintauchen in die Probe, ohne bei Proben in Betracht gezogen werden, die zur
den größten Teil der Struktur vor der Messung zu Sedimentation neigen. Der spiralprofilierte Innenzy-
zerstören (im Vergleich zu einem Standard-Innen- linder ist hier von Vorteil.
zylinder).
∙
Wie ist die Zusammensetzung meiner Probe?
∙
Doppelspalt – für extrem niederviskose Proben sind
diese Geometrien eine gute Option. Wie Abbildung Ist meine Probe anfällig für Wandgleiten?
4 zeigt, ist der obere Innenzylinder hohl, was eine Emulsionen oder konzentrierte Dispersionen können
zusätzliche Messoberfläche und somit eine erhöhte auf glatten Geometrien gleiten. Ziehen Sie die
Empfindlichkeit bietet. Falls die niederviskosen Verwendung einer aufgerauten oder geriffelten
Proben einen hohen Dampfdruck besitzen, sollte Oberfläche (für obere und untere Messplatten) und
die Doppelspaltgeometrie mt einer Lösemittelfalle aufgerauten oder geriffelten Oberfläche (für Innen-
kombiniert werden. und Außenzylinder) in Erwägung.
Stellen Sie sich folgende Fragen:
∙ Weist meine Probe eine empfindliche Struktur
auf? Für Fließgrenzenmessungen an Proben wie
Schäumen oder weichen Festkörpern ist ein Flügel-
rührer empfehlenswert.
∙
Es gibt keine verbindlichen Regeln bei der Auswahl der
geeigneten Probengeometrie. Dieser Artikel soll jedoch Ist die Probe aggressiv? Säurehaltige Proben können
einige Faktoren aufzeigen, die eine Rolle spielen stattdessen mit polymeren PEEK-Materialien oder
könnten. Wenn Sie über die Auswahl einer neuen Geometrien aus einer Hastelloy-Legierung gemessen
Geometrie nachdenken, dann stellen Sie sich bitte werden.
folgende Fragen:
Beginnen Sie mit der Beantwortung dieser einfachen
In welcher Größenordnung bewegt sich die Fragen und überprüfen Sie dann Ihre Ergebnisse. Das
Viskosität meiner Probe? Kinexus verzeiht Fehler und liefert zusätzliche Informa-
∙
tionen, um Ihnen Gewissheit zu geben, dass Sie die
Haben Sie eine Probe mit wasserähnlicher, niedriger richtige Geometrie verwendet haben. Die Möglichkeit,
Viskosität, wählen Sie eine Kegel-Platte- oder Platte- einfach auf andere Geometrien zu wechseln,
Platte-Geometrie mit großem Durchmesser (>50 mm) zusammen mit deren automatischer Erkennung, macht
oder eine Doppelspalt-Geometrie. die Untersuchung neuer Proben zum mühelosen
∙
Vergnügen!
Handelt es sich um eine mittelviskose Flüssigkeit
(z.B. Duschgel), ist eine Kegel-Platte- oder Platte-
Platte-Geometrie mittleren Durchmessers
(40 mm) ratsam.
∙ Liegt eine sehr steife, zähflüssige Probe (Sirup) vor,
sollten Sie eine kleine Geometrie wählen (21|2020 19
Der Einfluss von Feuchte auf die Lager-
bedingungen von Medikamenten
Dr. Gabriele Kaiser, Geschäftsfeld Pharmazie, Kosmetik & Lebensmittel
Eine hohe Hygroskopizität ist jedoch nicht wünschens-
wert. Sie kann zu Problemen in der Handhabung oder
Herstellung z.B. hinsichtlich des Pulverflusses führen
oder Auswirkungen auf die physikalische und
chemische Stabilität der Substanz(en) haben. So kann
beispielsweise Wasser eine Quellung, Hydratbildungen,
Hydrolyse- oder Abbaureaktionen (bis hin zur Bildung
toxischer Abbauprodukte) hervorrufen oder den Glas-
übergang und den Kristallinitätsgrad von Materialien
beeinflussen. Es ist sogar möglich, dass Stoffe beginnen,
sich in ihrem eigenen sorbierten Wasser aufzulösen;
dieser Vorgang wird als Deliqueszenz bezeichnet [1, 2].
Deshalb ist es in der Entwicklungsphase von Medika-
menten entscheidend zu wissen, wie sich der Wirkstoff,
der Hilfsstoff oder die Formulierung bei Kontakt mit
Viele Menschen bewahren ihre Medikamente im Feuchtigkeit verhalten.
Badezimmer auf. Doch sowohl im Badezimmer als auch
in der Küche sind die Temperatur und der Feuchtig-
keitsgehalt in der Luft oft sehr hoch. Einige Wirkstoffe Klassifizierung der Hygroskopizität
und Hilfsstoffe können Wechselwirkungen mit der
Feuchtigkeit aus der Umgebung eingehen. Sie können
Wassermoleküle auf ihrer Oberfläche anlagern, Wasser- Je nach Wasseraufnahme lassen sich pharmazeutische
moleküle in ihrer Volumenstruktur aufnehmen oder Feststoffe in unterschiedliche Kategorien einteilen. Zwei
chemische Wechselwirkungen zeigen; mit anderen gebräuchliche Klassifizierungssysteme sind in Tabelle 1
Worten, sie sind hygroskopisch. gegenübergestellt.
Tabelle 1. Vergleich der Klassifizierungssysteme der Hygroskopizität auf Basis der Europäischen Pharmakopöe und nach Callahan et al.
Leitfaden für pharmazeutische Hilfsstoffe /
Quelle Europäische Pharmakopöe
Callahan et al. [3, 4]
Lagerung für 24 Stunden bei 25 °C/80 %
Bedingungen Einwöchige Lagerung bei unterschiedlichen RH**-Werten
RH**(w/w)***
Klassifizierung Wasseraufnahme*
Klasse I:
Nicht
Keine Wassersorption unterhalb 90 % RH und
hygroskopischPRAXIS
20 21|2020
KONKRET
Untersuchung des Einflusses von Temperatur
und relativer Luftfeuchtigkeit (RH) ...
Eine Möglichkeit, die Massenänderung von
Feststoffen während der Wasseraufnahme oder Abb. 2. TG-Probenhalter mit Al2O3-Platte
des Wasserverlusts zu bestimmen, ist die thermo-
gravimetrische Analyse. Diese Technik wird auch
in der US-Pharmakopöe [5] oder der Europäischen Trägergase sind Stickstoff oder synthetische Luft. In
Pharmakopöe [6] erwähnt. Arbeitet man nicht unserem Fall wurde Stickstoff gewählt.
unter Trockengasbedingungen, sondern unter einer
geregelten feuchten Atmosphäre, ist es möglich, das 41.2 mg mikrokristalliner Cellulose (MCC), die üblicher-
Sorptions-/Desorptionsvermögen einer Substanz zu weise als Füllstoff oder Bindemittel bei der Tabletten-
untersuchen. Die entsprechende Methode wird als formulierung verwendet wird, wurden auf eine Platte
dynamische Dampfsorption (engl. Dynamic Vapor aus Al2O3 (17 mm Durchmesser) platziert, die auf einen
Sorption, DVS) bezeichnet. Spezifische DVS-Geräte TG-Probenhalter aufgesteckt wurde (siehe Abbildung
sind auf dem Markt erhältlich. Solche Messungen 2). Für solche Experimente ist es wichtig, eine größere
lassen sich jedoch auch mit einem simultanen Kontaktfläche zwischen der Probe und der umgeben-
Thermoanalysator (STA) in Kombination mit einem den Atmosphäre zu haben. Die Probeneinwaage kann
Feuchtegenerator durchführen (siehe Abbildung 1). jedoch auch kleiner als beim gegenwärtigen Experi-
ment sein.
... funktioniert auch mittels STA Die relative Luftfeuchtigkeit wurde bei einer konstanten
Temperatur von 44 °C stufenweise (insgesamt 5 Stufen)
von 0 % auf 80 % erhöht und anschließend wieder
Die im Folgenden beschriebene Untersuchung wurde erniedrigt (ebenfalls in 5 Stufen). Abbildung 3 zeigt das
mit einem STA 449 F3 Nevio-System mit einem Feuchte- Ergebnis.
generator durchgeführt, mit dem man relative Feuchte-
werte zwischen 5 % und 90 % in einem Temperaturbe- Die erste Massenverluststufe von 4 % ist auf die
reich von 30 °C bis 80 °C erzeugen kann. Typische Erhöhung des Feuchtigkeitsniveaus von 0 % auf 20 %
(blaue Kurve) zurückzuführen. Im Folgenden gilt, je
höher die Feuchtigkeit ansteigt, desto mehr nimmt die
Masse zu. Bei einem Feuchtigkeitsniveau von 80 %
ergibt sich schließlich ein Massenanstieg von 12 %.
Sobald die Feuchtigkeit abnimmt, kommt es zu Massen-
verlusten. Dies setzt sich solange fort, bis wieder
trockene Bedingungen (d.h. 0 % Luftfeuchtigkeit)
erreicht sind. Der Massenwert am Ende der Messung
beträgt wieder 100 % und ist somit identisch mit dem
Anfangspunkt, ein Zeichen, dass das während der
Feuchtigkeitszunahme adsorbierte/absorbierte Wasser
vollständig freigesetzt wurde.
Abb. 1. STA 449 F3 Nevio und FeuchtegeneratorSie können auch lesen