Abtrennung von Wasserstoff aus Wasserstoff-Erdgas-Gemischen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

FORSCHUNG & ENTWICKLUNG
Anforderungen, Möglichkeiten und Grenzen der
Abtrennung von Wasserstoff aus
Wasserstoff-Erdgas-Gemischen
Wasserstoff als Energieträger lässt sich im vorhandenen Leitungsnetz der Erdgasversorgung transpor-
tieren. Mit der Zumischung von Wasserstoff zu Erdgas können jedoch Probleme bei wasserstoffsensib-
len Anlagen bzw. Kunden auftreten. Im Rahmen einer Studie, die diesem Beitrag zugrunde liegt, wurden
mögliche Trennverfahren und Alternativen wie die Methanisierung technisch und ökonomisch bewertet.
Ergebnis der Untersuchungen ist, dass Technologien zur Erfüllung dieser Schutzfunktion existieren und
Potenzial hinsichtlich der technischen Weiterentwicklung und ggf. der Kostensenkungen besteht.
Speziell die Membrantechnologie ist in der Lage, dem Pipelinenetz zusätzlich eine Transportfunktion
für Wasserstoff zu ermöglichen.
von: Udo Lubenau (DBI Gas- und Umwelttechnik GmbH) & Peter Kussin (DVGW-Forschungsstelle am Engler-
Bunte-Institut des Karlsruher Instituts für Technologie)
Ein Hauptproblem der Energiewende serstoff in den nächsten Jahren keine dung eine Option, um beide Energie-
ist die zeitlich begrenzte und vom Wet- großflächige separate Infrastruktur träger zwar gemeinsam zu speichern
ter abhängige Verfügbarkeit des erneu- neben der Erdgasinfrastruktur aufge- und zu transportieren, aber getrennt
erbaren Stroms. Diese Herausforderung baut werden kann; die Erzeugung und zu nutzen. Damit wäre außerdem eine
hat in Deutschland zahlreiche lokale Speicherung von Wasserstoff wird in langfristige Umstellung großvolumiger
und regionale Forschungsprojekte an- der Startphase deshalb auf die bereits Gasspeicher auf Wasserstoff möglich.
gestoßen, die auf die Stromwandlung bestehenden Techniken und Infra- Im Gasnetz selbst sind momentan Was-
mithilfe der Power-to-Gas-Technologie strukturen des Erdgasnetzes zugreifen serstoffkonzentration von stellenweise
setzen. Dabei wurden und werden so- müssen. Dies betrifft an Infrastruktur ≤ 2 Vol.-% vorgegeben, in anderen Netz-
wohl beachtenswerte technologische die Untergrundgasspeicher (UGS) und bereichen könnten bis zu 10 Vol.-%
Lösungen erzielt als auch einzelne De- das Gastransportnetz. Es wird eine un- Wasserstoff zugemischt werden.
monstrationsobjekte realisiert. ter Umständen langjährige Übergangs-
phase nötig sein, bis große Mengen an An diesen Punkten setzt das For-
Die Erzeugung von Wasserstoff kann als Wasserstoff für eine flächendeckende schungsprojekt „Anforderungen, Mög-
technisch gelöst betrachtet werden. Mit Wasserstoffinfrastruktur zur Verfü- lichkeiten und Grenzen der Abtren-
der Möglichkeit, dem Erdgas Wasserstoff gung stehen. Allerdings ist die nachge- nung von Wasserstoff aus Wasserstoff-
beizumischen, sind aber durch die Gas- schaltete Anwendungstechnik nicht in Erdgas-Gemischen“ an. Die gemeinsa-
industrie folgende Probleme zu lösen: allen Fällen ausreichend flexibel, so- me Nut zung der bestehenden
dass höhere Wasserstoff-Konzentrati- Erdgas-Inf rastruktur für Erdgas und
• zeitlich begrenzte und vom Wetter onen von 10 bis 20 Volumenprozent Wasserstoff erfordert die Möglichkeit,
abhängige Verfügbarkeit des erneu- (Vol.-%) im Netz häufig nicht toleriert den Wasserstoff mindestens teilweise
erbaren Stroms für den Elektrolyse- werden können. Grenzen sind z. B. in Interesse sensibler Anwendungen
prozess durch die Nutzung von Erdgas als wieder aus dem Erdgas abzutrennen.
• über mehrere Jahre bzw. Jahrzehnte Kraftstoff und sensible industrielle An-
gestrecktes Wachstum des zur Ver- wendungen gesetzt.
Anwendungsbedarf und Szenarien
fügung stehenden Volumens an
Wasserstoff Um dennoch vorhandene Infrastruk- Mit der Zumischung von Wasserstoff
turen nutzen zu können, wäre eine zum Erdgas stellt sich zunächst die
Einigkeit besteht darüber, dass für die Trennung der beiden Komponenten Frage nach der zulässigen Konzentra-
Speicherung und Verteilung von Was- Erdgas und Wasserstoff vor der Anwen- tion im Erdgasnetz. In der DIN EN
60 energie | wasser-praxis 1/2020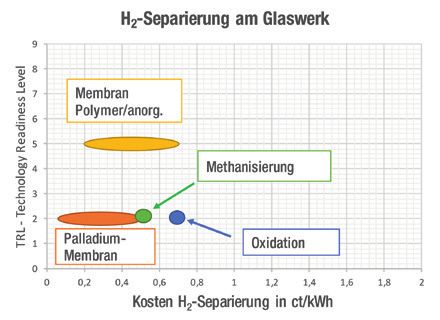
16726:2016-04 „Gasinfrastruktur –
Quelle: DBI Gas- und Umwelttechnik
Beschaffenheit von Gas-Gruppe H“
werden u. a. auf Grundlage des
DVGW-Regelwerkes als kritische
Punkte der Gasinfrastruktur hinsicht-
lich eines möglicherweise zu hohen
GmbH
Wasserstoffgehaltes im Erdgas die fol-
genden Anwendungsfälle genannt: Abb. 1: Gasströme bei Separation von Wasserstoff
unterirdische Gasspeicheranlagen in
porösem Gestein (Porenspeicher),
Stahltanks in Erdgasfahrzeugen, Gas-
turbinen, Gasmotoren und Gaschro-
matografen.
Damit ist die Notwendigkeit eines
Schutzszenarios gegeben. Mit der Mög-
Quelle: DBI Gas- und Umwelttechnik GmbH
lichkeit der Separierung von Erdgas und
Wasserstoff entsteht gleichzeitig die
Möglichkeit, Gaspipelines für den ge-
zielten Transport von Wasserstoff zu
nutzen. Vorteil gegenüber dem Trailer-
Transport wäre das sehr große Trans-
portvolumen. Im Rahmen eines sol-
chen Transportszenarios ist allerdings
mit hohen Anforderungen der poten- Abb. 2: Gasströme bei chemischer Umwandlung des Wasserstoffes zu Methan oder Wasser
ziellen Wasserstoffkunden hinsichtlich
der Wasserstoffreinheit zu rechnen. Als relevante Technologien zum Schutz Anders verhält es sich, wenn der Was-
von Anlagen werden die Membran- serstoff zum Schutz von Anlagen che-
Vor diesem Hintergrund wurden Sze- technik sowie die chemische Umwand- misch zu Methan oder Wasser umge-
narien identifiziert, die eine Reduzie- lung des Wasserstoffs zu Methan (Me- wandelt wird (Abb. 2). In diesen Fällen
rung der Wasserstoffkonzentration im thanisierung) oder Wasser (Oxidation) sind Gase zuzuführen, bei der Oxida-
Erdgas erfordern. Ausgehend von ei- gesehen. Klassische Adsorptionsver- tion ist das sich bildende Wasser zu ent-
nem Anteil von 10 Vol.-% H2 wurden fahren sind nicht einsetzbar, gleichzei- fernen (Gastrocknung). Tabelle 1 gibt
Fallbetrachtungen zum Schutz einer tig befinden sich neue Wasserstoff- einen Überblick, welche Verfahren in
Erdgastankstelle, eines Glaswerkes als Speichertechnologien auf einem zu der Studie betrachtet und für Schutz-
industrieller Anwender und einer Gas- geringen technologischen Level. Bei oder Transportszenarien eingesetzt
turbine durchgeführt; dies deckt ein Einsatz des Gasnetzes für den Trans- werden könnten.
breites Spektrum an Randbedingun- port großer Mengen Wasserstoff könn-
gen (Gasfluss, Druck und Gasqualität) te bei gleichzeitigem Bedarf an LNG Membranverfahren sind für die Ab-
ab. Neben diesen Schutzszenarien wur- auch das Tiefkühlverfahren zur H 2 - trennung geeignet, Adsorptionsver-
den Transportszenarien entwickelt, bei Trennung eingesetzt werden. Mit der fahren dagegen bei Wasserstoffantei-
denen das Erdgasnetz zur Versorgung Separierung des Wasserstoffes ergibt len von 10 bis 30 Vol.-% aus ökonomi-
einer Brennstoffzelle und eines Indus- sich ein neuer Gasstrom, der vom Be- schen Gründen nicht. Zum Schutz von
triekunden mit verschiedenen Wasser- treiber der Anlage zu handhaben ist Anlagen kann die Methanisierung
stoffvolumina eingesetzt wurde. (Abb. 1). (Power-to-Gas-Verfahren) genutzt wer-
Tabelle 1: Einsatzfähigkeit der Verfahren für die Schutz- und Transportfunktion
Membran Adsorption Metall LOHC1- Kryo- Methani- Oxidation
Quelle: DBI Gas- und Umwelttechnik GmbH
hydrid Verfahren Verfahren sierung
Schutz- Transportnetz ü – ? ? ü ü ü
funktion Verteilnetz ü – ?? ?? ü ü ü
Transport- Transportnetz ü – ? ? ü – –
funktion Verteilnetz ü – ?? ?? ü – –
1 LOHC = liquid organic hydrogen carriers
energie | wasser-praxis 1/2020 61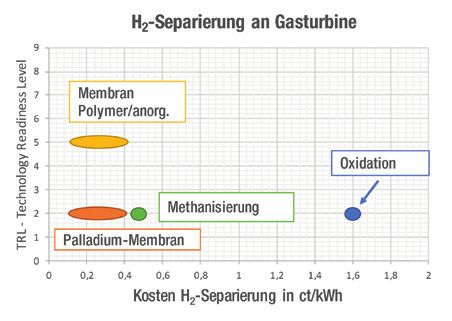
FORSCHUNG & ENTWICKLUNG
Tabelle 2: Vergleich der Wasserstoff-Trennverfahren
Membran Adsorption Methanisierung
Druckbereich Feed (barg) 6 bis >100 bis >100 bis >100
Signifikante Abhängigkeit des Prozesses nein nein nein
von Gaszusammensetzung des Grundgases (hoher CO2-Anteil
(L- oder H-Gas, Biogas) positiv)
Einstellung Rest H2- möglich ja nein nein
Entschwefelung zum Teil nein ja
notwendig (Pd-Membranen) (Katalysatorschutz)
Erreichbarer 90–99,999 99,999 -
H2-Reinheitsgrad variabel
Restwasserstoff ja, Restkonzentration < 0,1 % erreichbar < 0,1 % erreichbar
im Erdgas kostenabhängig
Erwärmung Gasstrom erforderlich? membranabhängig nein ja
Einsatzkapazitäten (m³/h NTP) bisher 100 – 250.000 100–250.000 ?
in Anwendung
Prozess volumenstrom- ja ja ja
und druckabhängig
Betriebserfahrungen für den eingeschränkt ja eingeschränkt
Anwendungsfall H2/Erdgas (Pilotanlage) (Pilotanlage)
Technology Readiness Level 9 9 5
Quelle: DBI Gas- und Umwelttechnik GmbH
TRL (Technologie allg.)*
Technology Readiness Level 5 - 2
TRL (Technologie für H2) (Palladium Membran 2)
Vorbehandlung notwendig zum Teil nein ja (Katalysatorschutz)
Kostensenkungspotenzial vorhanden ja, Senkung Membrankosten kaum -
Tech. Entwicklungspotenzial vorhanden ja kaum ja
den. Die Oxidation (Reaktion des Was- nisch im Einsatz (entspricht einem scher Szenarien der Gasverwendung.
serstoffes mit Sauerstoff zu Wasser) Technology Readiness Level (TRL) von Für das Projekt wurden insgesamt fünf
verringert ebenfalls die H 2 -Konzen 9), aber nicht für die Trennaufgabe Szenarien definiert (Abb. 3), mit denen
tration im Gas, stellt aber letztendlich Wasserstoff/Erdgas und die geringen eine große Bandbreite an Variablen er-
eine Vernichtung des Wasserstoffes H2-Konzentrationen von ≤ 20 Vol.-%. fasst werden kann:
dar. Das Kryoverfahren ist immer tech- Damit wird dieser speziellen Trennung
nisch möglich, diskussionswürdig ein TRL von 5 zugeordnet. • Druckbereich von 1 bis 40 bara
aber nur für den Fall des gleichzeitigen • Eingangskonzentrationen an Was-
Bedarfs an LNG. Die in Tabelle 1 mit Bezüglich der Membranverfahren ist serstoff von 10 bis 40 Vol.-%
einem Fragezeichen versehenen Ver- eine große Materialvielfalt anzumer- • kontinuierliche und diskontinuier-
fahren erlauben zum jetzigen Zeit- ken. Polymermembranen sind preis- liche Fahrweise
punkt keine realistische Einschätzung wert und weit verbreitet, aber che-
eines Einsatzes. Bei LOHC- und Me- misch weniger stabil. Palladiummem-
tallhydridverfahren sinkt die Wirt- branen wiederum wären aufgrund der
schaftlichkeit mit dem Betriebsdruck, hohen erzielbaren Reinheit an Wasser-
die Fragezeichen sind im Verteilnetz stoff ideal, sind aber ebenfalls che-
Quelle: DBI Gas- und Umwelttechnik GmbH
dafür deshalb größer. misch empfindlich und erfordern Ar-
beitstemperaturen von > 300 °C.
Tabelle 2 gibt einen Einblick in den
Entwicklungsstand der technisch rele-
Prozessketten
vanten Prozesse. Die Adsorption ist erst
ab 50 bis 60 Prozent Wasserstoff im Die ökonomische Bewertung des
Erdgas ökonomisch sinnvoll. Mem Schutzes technischer Anlagen vor Was-
branverfahren an sich sind großtech- serstoff erfordert die Definition typi- Abb. 3: Definierte Bewertungsszenarien
62 energie | wasser-praxis 1/2020
Abb. 4:
Kostentypen der
Investitionsrech-
Quelle: DVGW-Forschungsstelle
nung
• verschiedene Reinheitsanforderungen des abgetrennten DVGW-Arbeitsblatt G 260 „Gasbeschaffenheit“ und dem
Wasserstoffes DVGW-Arbeitsblatt G 262 „Nutzung von Gasen aus regene-
• Volumenströme von 150 bis > 100.000 m³/h Gasmischung rativen Quellen“ festgehalten. Eine exakte Definition von
Grenzwerten ist damit aber nicht gegeben. Mit einer genau-
Die Betrachtung der Prozessketten zeigte, dass sehr indivi- en Definition von Grenzwerten basierend auf dem Zustand
duelle Lösungen möglich und notwendig sind. Der Stand des Gasnetzes und den Geräten beim Haushaltskunden
der Technik erlaubt Abschätzungen zur technologischen werden Widersprüche zu den Anforderungen einzelner
Umsetzung, auch wenn das TRL-Level bezogen auf die kon- Industriekunden auftreten. Insbesondere bei Bestandsan-
krete Anwendung im Erdgasbereich mit eher geringen Was- lagen können höhere Wasserstoffkonzentrationen nicht
serstoffkonzentrationen noch zu wünschen übrig lässt. Die zulässig sein. Ohnehin ist das Problem mit dem Wasserstoff-
definierten Prozessketten wurden ökonomisch bewertet, Grenzwert für Erdgastankstellen auf absehbare Zeit nicht
wobei man sich auf Membranverfahren, die Methanisierung zu lösen. Somit besteht unabhängig von eventuellen H2 -
und die Verflüssigung beschränkte. Separationsschritten Klärungsbedarf hinsichtlich konkre-
ter Grenzwerte und im Umgang mit Forderungen im Hin-
blick auf die Einhaltung niedrigerer H 2 -Grenzwerte für
Rechtliche Rahmenbedingungen
einzelne Industriekunden. Die hier beschriebenen Verfah-
Beim Betrieb des Transport- und Verteilnetzes für die Sepa-
ration von Wasserstoff werden zusätzliche Gasaufbereitungs-
anlagen notwendig. Diese zusätzliche Gasaufbereitung greift
in Volumenströme und Gaszusammensetzung ein. Daraus
resultieren technische und rechtliche Fragestellungen für
Das Ganze sehen.
Netzbetreiber und es stellt sich die Frage, ob auf bestehende
Regelungen zurückgegriffen werden kann.
Für den Bau und Betrieb der notwendigen Gasaufbereitungs- JETZT ANMELDEN!
anlagen ist der allgemeine Rechtsrahmen gegeben. Grund-
lage sind allgemeine Gesetze und Verordnungen wie das
Energiewirtschaftsgesetz (EnWG), die Verordnung über Gas-
hochdruckleitungen (GasHDrLtgV), die Gasnetzzugangs-
verordnung (GasNZV) und die Prüfung bezüglich Notwen-
digkeit einer Genehmigung nach dem Bundes-Immissions-
schutzgesetz (BImSchG).
Momentan ist die Verantwortlichkeit für die Errichtung ei-
ner H2-Separationsanlage beim Netzbetreiber zu sehen, die-
ser prüft ohnehin das Wasserstoff-Einspeisebegehren und
hat darüber zu entscheiden. Die Übernahme einer Separati-
onsanlage in das regulierte Asset der Netzbetreiber ist bisher Bildquelle: KROHNE
Messtechnik GmbH
nicht prinzipiell geklärt. Aktuell wäre bei der Bundesnetz-
agentur die Betrachtung eines Einzelfalles zu beantragen.
Neben der Errichtung wird auch der Betrieb einer Wasser- 10. Workshop
stoff-Separationsanlage zurzeit ebenfalls beim Netzbetreiber
gesehen. Langfristig sind jedoch auch andere Lösungen
Gasmengenmessung –
denkbar. Gasanlagen – Gastechnik 2020
Das DVGW-Regelwerk gibt Vorgaben hinsichtlich der Gas- 04. und 05. März 2020 In Kooperation mit
qualität. Die Forderungen sind in der DIN EN 17726, dem
KCE-Akademie in Rheine
KÖTTER Consulting Engineers · workshop@koetter-consulting.com
energie | wasser-praxis 1/2020 63
Anmeldung: www.koetter-consulting.com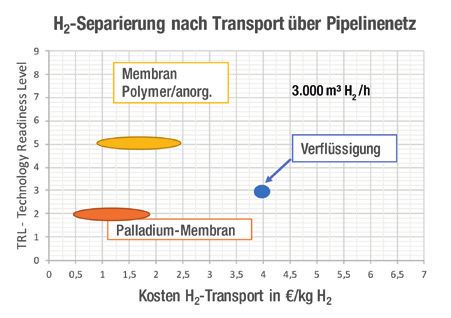
FORSCHUNG & ENTWICKLUNG
Tabelle 3: Kostenvergleich Wasserstofftrenn- bzw. Umwandlungsverfahren
Beispiel Membran Palladium- Methanisierung Oxidation Verflüssigung
(Polymer, anorg) Membran
CNG-Tankstelle ct/m³ EG 47–82 38–62 134–1,38 152
ct/kg EG 63–109 51–83 179–184 203
Glasherstellung ct/m³ EG 2,6–7,7 1–5 6 8
ct/kWh EG 0,2–0,7 0,06–0,5 0,5 0,7
Quelle: DBI Gas- und Umwelttechnik GmbH
Turbine ct/m³ EG 1–4 1–4 5 18
ct/kWh EG 0,1–0,4 0,1–0,4 0,43–0,48 1,6
H2-Nutzung (geringer ct/m³ EG 2–5,8 2,7–5 11
Durchsatz und Druck) Euro/kg H2 3,3–8,6 3,7–6,9 18
H2-Nutzung) ct/m³ EG 2,4–6,8 1,5–4,9 5
(hoher Durchsatz Euro/kg H2 0,89–2,5 0,5–1,8 4,0
ren sind lediglich eine Möglichkeit, H2-sensib- Es ist unbedingt notwendig, die zulässigen Was-
le Kunden in einem Erdgas-Wasserstoff-Ge- serstoff-Grenzwerte der verschiedenen Indus-
Abb. 5: Ökonomische und
technische Einordnung der misch-Netz mit hohen Wasserstoff-Grenzwer- triezweige zu klären, dies betrifft sowohl die
Verfahren für CNG-Tankstelle ten zu halten. stoffliche als auch die thermische Nutzung des
Erdgas-Wasserstoff-Gemisches. Dieser Prozess
wird in der Verantwortung des DVGW gesehen,
da hier der Weg über die einzelnen Industrie-
verbunde zu gehen ist.
Bezüglich des Sachverhaltes einer Wasserstoffse-
parierung oder -umwandlung verweist die
Bundesnetzagentur lediglich auf den Punkt 5
des Positionspapiers zur Einspeisung von Was-
serstoff in Gasversorgungsnetze, die „Netzkom-
Quelle: DBI Gas- und Umwelttechnik GmbH
patibilität bei der Einspeisung von Wasserstoff“
(die Kapitel a) bis c)). Eine Einspeisung setzt
voraus, dass die Netzkompatibilität des verteil-
ten Gases gewahrt wird. Damit werden von der
Bundesnetzagentur bisher keine Aussagen zu
einer Umlagefähigkeit der Kosten einer H2-Se-
parationsanlage getroffen. Hinsichtlich von
Wasserstoffverlusten im Netz im Rahmen des
Anlagenschutzes ist festzuhalten, dass auch in
anderen Fällen Verluste vom Netzbetreiber ge-
tragen werden (Beispiel Stromfortleitung).
Ökonomische Bewertung der
Prozessketten
Bei der Kostenrechnung zur Beurteilung und vor
allem zum Vergleichen unterschiedlicher Ver-
Quelle: DBI Gas- und Umwelttechnik GmbH
fahren hinsichtlich ihrer Wirtschaftlichkeit wer-
den die Kosten in zwei Kostentypen – CAPEX
und OPEX – unterteilt (Abb. 4).
Für die Kostenrechnung der definierten Sze-
narien wurde die Annuitätenmethode ohne
Berücksichtigung der Erlöse verwendet. Auf
Abb. 6: Ökonomische und technische Einordnung der Verfahren für Glaswerk diese Weise lassen sich aus den Annuitäten die
64 energie | wasser-praxis 1/2020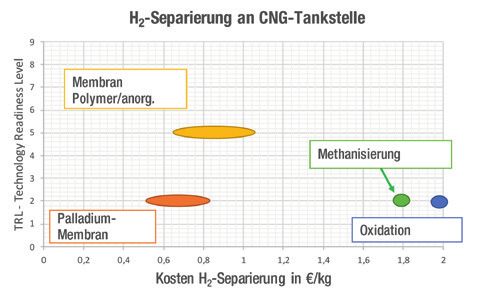
reinen Gestehungskosten ableiten. Tabelle 3
enthält die Zusammenstellung der Kosten der
verschiedenen Prozessketten der Abtrennung
oder chemischen Umwandlung von Wasser-
stoff.
Die Ergebnisse dienen der Orientierung, bei
höheren Gasdurchsätzen gegenüber den be-
rechneten Fällen sind Kostensenkungen zu er-
warten. Bei allen Technologien besteht For-
Quelle: DBI Gas- und Umwelttechnik GmbH
schungsbedarf, dieser variiert in Abhängigkeit
vom TRL des jeweiligen Prozesses. Aufgrund der
höheren TRL sind Membranverfahren und die
Methanisierung bevorzugt zu betrachten. Fol-
gende Aussagen lassen sich zu den verschiede-
nen Gas-Aufbereitungsverfahren treffen, die
bei der Bewertung des berechneten Kostenspek-
trums zu beachten sind: Abb. 7: Ökonomische und technische Einordnung der Verfahren für Gasturbinen
Membranverfahren
• Die Trenneigenschaften der verschiedenen
Membranen sind im realen Gasgemisch noch
zu bestätigen.
• Bei der Kalkulation wurden tendenziell vor-
sichtigere und damit niedrigere Werte für die
Permeabilität der Membranen herangezo-
gen.
• Palladium-Membranen und deren Legierun-
gen sind in Erdgas bisher nicht getestet.
Quelle: DBI Gas- und Umwelttechnik GmbH
• Die Bandbreite der potenziellen Einsatzbe-
dingungen (z. B. die Membrantemperatur,
Drücke in den verschiedenen Membranstu-
fen) sowie die Vielfalt der möglichen techni-
schen Umsetzungen führt zu der kalkulato-
rischen Breite der Kostenangaben.
Methanisierung Abb. 8: Ökonomische und technische Einordnung Transportfall 80 m³ H2/h, Separationskosten
• Als Kostenbasis wurde die existierende Pilot-
anlage des Engler-Bunte-Instituts angesetzt.
• Ein Einsatz in der Matrix „Erdgas“ ist bisher
nicht erprobt.
Oxidation
• Der Einsatz dieses Verfahrens im Erdgasbe-
reich stellt bisher lediglich eine theoretische
Studie dar, reale Einsatzfälle bisher existieren
nicht.
• Der Prozess an sich aber wird in der chemi-
Quelle: DBI Gas- und Umwelttechnik GmbH
schen Industrie eingesetzt.
In den Abbildungen 5 bis 7 sind die Kosten des
Schutzes von Anlagen und der momentane
technische Stand anhand des TRL zusammen-
gefasst; die Abbildung 8 und 9 stellen die Kos-
ten der Separation nach Transport per Pipeline
dar (Transportszenario). Abb. 9: Ökonomische und technische Einordnung Transportfall 3.000 m³ H2/h, Separationskosten
energie | wasser-praxis 1/2020 65
FORSCHUNG & ENTWICKLUNG
www Die Bewertung und Eingrenzung der möglich. Die Realisierung solcher Pro-
verschiedenen Materialien – Polymer-, jekte wird vom Volumen des Wasser-
Eine ausführliche Tabelle mit den anorganische oder Palladiummembran stoffs und damit den Kosten abhän-
Kernaussagen und Handlungsemp- (Materialscreening) – kann in Laborver- gen. In Konkurrenz dazu steht der
fehlungen finden Sie unter www. suchen mit Realgasen erfolgen, insbe- Trailertransport. Die Abtrennung des
energie-wasser-praxis.de oder über sondere da eine permanente Material- transportierten Wasserstoffs aus Erd-
den Direktlink im E-Paper. Weiterentwicklung weltweit zu ver- gas-Wasserstoff-Gemischen ist bei H2-
zeichnen ist. Ein nachfolgender Über- Rückgewinnungsraten von 80 Prozent
gang auf Pilotanlagen im Netz ist für 0,4 bis 1 Euro/kg Wasserstoff mög-
Das höhere TRL der Membranverfah- dennoch unumgänglich. Es sind tech- lich. W
ren resultiert aus der Durchführung nologisch verschiedene Ansätze zu un-
erster H 2 -Trennversuche mit Erdgas, tersuchen:
gleichwohl überschreitet keines der VERANSTALTUNGSHINWEIS
Verfahren bisher TRL 5. Die Abbildun- • Abtrennung von möglichst viel Was-
gen 5 bis 9 verdeutlichen die starke Ab- serstoff aus dem Erdgas/H2-Gemisch 1x1 des Wasserstoffs
hängigkeit der Separationskosten vom • Herstellung einer hohen Wasser- Wann: 21.–22. Januar 2020
zu transportierenden Wasserstoffvolu- stoffreinheit Wo: Bonn
men. Die dargestellte Bandbreite lässt • Minimierung der Erdgasverluste
sich erst nach Untersuchungen zu den Weitere Informationen unter:
konkreten Membraneigenschaften H2 -Reinheiten von 95 bis 98 Prozent
www.dvgw-kongress.de/wasser-
und -verhalten eingrenzen. sind für Polymer- und anorganische stoff1x1
Membranen wie Kohlenstoffmembra-
Obwohl die Membranverfahren ins- nen anzustreben. Auch Kombinatio-
besondere mit Polymermembranen nen verschiedener Membranen in ei-
hinsichtlich des Verfahrensprinzips nem mehrstufigen Prozess sind tech-
das TRL 9 aufweisen, ist selbst dabei nologisch realisierbar.
ein großer finanzieller Spielraum ge-
geben. Ursache ist, dass die Herstel- Bei der Methanisierung wird der For-
lungskosten der Membranen momen- schungsschwerpunkt beim Katalysator
tan durch chinesische Anbieter ge- liegen. Insbesondere das Degradations-
drückt werden. In Deutschland exis- verhalten ist unter Realbedingungen
t ier t noch keine ausreichende zu untersuchen. Für Feinreinigungs-
Konkurrenzsituation, sodass verfüg- konzepte, d. h. beispielsweise Absen-
bare Membranen verglichen mit dem kung des H 2 -Anteils von 1 Vol.-%
internationalen Maßstab als eher teu- auf 0,1 Vol.-%, sollte die Oxidation
er eigestuft werden müssen. Die Kos- nicht aus den Augen verloren werden.
ten der Membranen tragen mit zuneh- Auch Niedertemperaturprozesse bis Die Autoren
mendem Gasdurchsatz einen wach- 40 °C mit Edelmetallkatalysatoren sind Udo Lubenau ist Leiter des Fachgebiets
senden Kostenanteil. eine Variante, die für Biogas bereits un- Gaschemie/Gasaufbereitung bei der DBI
tersucht wurde. Gas- und Umwelttechnik GmbH in
Das benannte technologische Level der Leipzig.
Prozesse bei Anwendung in der Matrix Generell sind Technologiekonzepte zu
„Erdgas“ zur Wasserstoffabtrennung konkretisieren, wobei der Schwerpunkt Peter Kussin ist Projektingenieur im
oder -umwandlung erfordert fortfüh- aktuell auf die Schutzfunktion für Bereich Gastechnologie an der
rende Untersuchungen in Labor und Tankstellen und Industriekunden ge- DVGW-Forschungsstelle am Engler-
im Gasnetz an Pilotanlagen. legt werden sollte. Anzumerken ist aber, Bunte-Institut des Karlsruher Instituts
dass die momentan unpräzisen oder gar für Technologie.
Bezüglich der Membranen sind das fehlenden Anforderungen der Industrie
Trennverhalten und die Membransta- die Entwicklung von Technologiekon- Kontakt:
bilität zu untersuchen. Es sind Ver- zepten hemmen. Udo Lubenau
suchsaufbauten in Einsatzumgebun- DBI Gas- und Umwelttechnik GmbH
gen notwendig. Auf Basis der Ergeb- Karl-Heine-Str. 109/111, 04229 Leipzig
Schlussfolgerungen und Ausblick
nisse dieser Pilotanlagen können Tel.: 0341 24571-60
auch die Aussagen zur konkreten Die Nutzung des vorhandenen Pipe- E-Mail: udo.lubenau@dbi-gruppe.de
technologischen Auslegung präzi- linenetzes zum Transport von Wasser- Internet: www.dbi-gruppe.de
siert werden. stoff mit dem Erdgas ist technisch
66 energie | wasser-praxis 1/2020
Direk
to
beste nline
shop llen:
Die neuen DVGW- .w
oder vgw.de
0228 per Fax
Zertifizierungsverzeichnisse 9191
-499
Gas und Wasser
Die Zertifizierungsver-
zeichnisse enthalten:
www.dvgw-cert.com www.dvgw-cert.com
Zertifizierungsverzeichnis Produkte Wasser Zertifizierungsverzeichnis Produkte Gas I die Typen- und Hersteller-
Nr. 81 | 2-2019
Nr. 63 | 2-2019
List of certificates water
Elenco delle certificazioni: settore acqua
List of certificates gas
Elenco delle certificazioni: settore gas übersicht,
Nr. 63 Nr. 81
2-2019 2-2019
I die verschiedenen Handels-
Zertifizierungsverzeichnis Produkte Gas
Zertifizierungsverzeichnis Produkte Wasser
marken und Vertreiber eines
Produktes,
QUA
LITY
QUA
LITY
I die Bestimmungsländer bei
EU-Zertif izierungen,
tified
Cer rmity
tified
Cer rmity
I alle von der DVGW CERT
GmbH zertifizierten und
fo fo
Con Con
9 9
9999 9999
EN EN
www.dvgw-cert.com
CERT CERT
DVGW DVGW
überwachten Produkte,
DVGW-CERT_Mappe_Zert-Gas_446x297_26mmFH_01.indd 1 18.11.19 15:42 18.11.19 15:42
I alle für das Gerät von der
DVGW CERT GmbH erteilten
Zertif izierungszeichen.
DVGW-Zertifizierungsverzeichnis Wasser, Die Zertifizierungsverzeichnisse verschaffen Ihnen einen Marktüber-
63 | 2-2019, inkl. DVD
blick. Ob als Händler, Handwerker oder Architekt, Sachverständiger, Ver-
ca. 280 Seiten, DIN A4, broschiert
Art.-Nr.: 310142, Preis: 169,40 €* antwortlicher im Versorgungsunternehmen oder prüfende Behörde,
DVGW-Firmenmitgliederpreis: 126,50 €* die Zertifizierungsverzeichnisse sind die Pflichtlektüre des Fachs!
DVGW-Zertifizierungsverzeichnis Gas, Kein langes Suchen mehr: Es gibt mehrere Inhaltsverzeichnisse,
81 | 2-2019, inkl. DVD die nach vielfältigen Kriterien aufgebaut sind. Das vereinfacht die
ca. 450 Seiten, DIN A4, broschiert Suche auf der DVD und im Buch.
Art.-Nr.: 310141, Preis: 319,90 €*
DVGW-Firmenmitgliederpreis: 240,00 €* Die aktuellen und verbindlichen Zertifizierungsverzeichnisse ver-
öffentlichen alle von der DVGW CERT GmbH zertifizierten und über-
* Alle Preise zzgl. USt. und Versandkosten
wachten Produkte. Damit Sie sich bei der Auftragsvergabe für
DVGW-zertifizierte Qualität entscheiden können.
wvgw Wirtschafts- und Verlagsgesellschaft Gas und Wasser mbH · Josef-Wirmer-Straße 3 · 53123 Bonn
Telefon: 0228-9191-40 · Fax: 0228-9191-499 · E-Mail: info@wvgw.de · Internet: shop.wvgw.de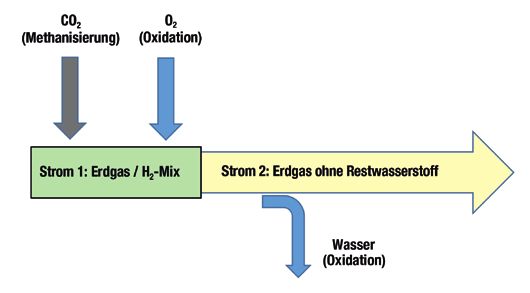
Sie können auch lesen