Deutschland druckt dreidimensional - Additive Fertigung revolutioniert die Produktion - BMBF
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Deutschland druckt dreidimensional Additive Fertigung revolutioniert die Produktion

1 Inhaltsverzeichnis Vorwort 3 Deutschland druckt dreidimensional – Additive Fertigung revolutioniert die Produktion 4 Mehr Gestaltungsfreiheit und ressourceneffiziente Herstellung vor Ort 6 Additiv gefertigte Bauteile – haltbar und sicher (BadgeB) .......................................................................................................... 6 3D-Drucken in der Großserienfertigung: Die Kombination macht’s! (KitkAdd) ............................................................... 8 Automatisierte Herstellung von ästhetischem Zahnersatz (MYTHOS) ..............................................................................10 Softwaregestützter Produktentstehungsprozess für die additive Fertigung (OptiAMix) ..........................................12 Technologiekompetenzen für die additive Fertigung ausbauen 14 3D-Druck für Metallspiegel mit maßgeschneiderten Eigenschaften (AM-OPTICS) ....................................................14 Großflächige Bauteile aus faserverstärkten Materialien durch 3D-Drucken (ASM) .....................................................16 Hybrider 3D-Druck ermöglicht schnelle Herstellung komplexer Bauteile (HyAdd3D) ..............................................18 Variable Prozessparameter zur Qualitätssicherung additiv gefertigter Bauteile (IndiPro) .......................................20 3D-Druck von Implantaten aus Metall mit Sensoren verbessern (InSensa) ....................................................................22 Metall-Keramik-Verbundbauteile aus dem Drucker (MultiMat3D) ......................................................................................24 Industrialisierung des 3D-Drucks in allen Schritten der Prozesskette (Pr0F1T) ...........................................................26 Hybride Fertigung von großen Hochleistungsbauteilen (ProLMD) ......................................................................................28 Variantenreicher 3D-Druck für hochfunktionale Stahlwerkstoffe (StaVari) ....................................................................30 Transnationale Zusammenarbeit in der additiven Fertigung im Rahmen von ERANET-MANUNET 32 Chip aus dem 3D-Drucker – neue Methoden für die Verbindung von Elektrotechnik und Industriekeramiken (ERANET-MANUNET-AMPECS) .................................................................................................................32 Hochqualitäts-3D-Druck benötigt kontrollierbare und exakte Pulvereigenschaften (ERANET-MANUNET-ConPAM) ............................................................................................................................................................34
2 Innovative Materialien zur additiven Fertigung 36 Entwicklung neuer Werkstoffe für die Herstellung von Fertigungswerkzeugen mittels additiver Fertigung (AddMaTs) ...............................................................................................................................................................36 Maßgeschneiderte Aluminiumwerkstoffe für die Automobilindustrie (CustoMat3D) ................................................38 Designfreiheit durch neue Materialien für die additive Fertigung (FLATISA) .................................................................40 Additiv gefertigte Implantate zur natürlichen Heilung von Knochendefekten (HY2PRINT) ..................................42 Materialien mit besseren Eigenschaften für den 3D-Druck (IA-UV-3D) ...........................................................................44 Herstellung von Bauteilen für extreme Anforderungen mittels additiver Fertigung (LextrA) .................................46 3D-Druck von keramischen Bauteilen mit komplexen Strukturen (MuSiK) .....................................................................48 Neue Legierungen für additiv gefertigte Triebwerksbauteile (NextTiAl) ...........................................................................50 Weitere Informationen 52 Impressum 53
3
Vorwort
Maßgeblich für die Qualität deutscher Erzeugnisse und Die Produktentwicklung sowie die Herstellung neuer
den wirtschaftlichen Erfolg ist unsere Innovations- und signifikant verbesserter Materialien für die addi-
kraft. Neue Technologien, wie die additive Fertigung, tive Fertigung sollen weiter erforscht und entwickelt
ermöglichen Innovationen, etwa indem sich komplexe werden. Dazu werden neue Werkzeuge, Verfahren,
geometrische Objekte herstellen lassen, die sich mit Anlagen, Leitfäden und Konzepte für die industrielle
gängigen Verfahren bislang nicht oder nur mit viel Auf- Einführung und Anwendung der additiven Fertigung
wand verwirklichen ließen. Sie eröffnet vielfältige An- erarbeitet und pilothaft in die betriebliche Praxis
wendungsfelder, beispielweise in der Medizintechnik überführt.
sowie im Automobil-, Flugzeug- und Maschinenbau.
Für die additive Fertigung wird in den kommenden Diese Broschüre gibt mit Porträts der Verbundvorha-
Jahren mit einer Wachstumsrate von mehr als 30 Pro- ben von „ProMat_3D“ einen Überblick über aktuell
zent gerechnet. Wir wollen die deutsche Industrie dabei geförderte Projekte aus der Material- und Produktions-
unterstützen, dieses große Potenzial zu heben. forschung. Die Beispiele zeigen das breite thematische
Spektrum sowie die branchenübergreifenden Vorge-
Mit der Fördermaßnahme „Additive Fertigung – In- hensweisen und geben einen interessanten Einblick in
dividualisierte Produkte, komplexe Massenprodukte die neuesten Entwicklungen dieser zukunftsträchtigen
und innovative Materialien (ProMat_3D)“ unterstützt Technologie.
das Bundesministerium für Bildung und Forschung
Unternehmen und Forschungseinrichtungen dabei,
diese innovative Produktionsform weiterzuentwickeln.
Die Maßnahme fügt sich in unsere Initiativen ein, mit
denen wir insbesondere die Innovationsdynamik des Prof. Dr. Johanna Wanka
Mittelstandes in Deutschland unterstützen. Bundesministerin für Bildung und Forschung
4 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Deutschland druckt dreidimensional –
Additive Fertigung revolutioniert die Produktion
Von der Hüftprothese über Windflügel bis zu Flugzeugturbinen – die Vielfalt an möglichen Anwendungen des indus-
triellen 3D-Drucks ist beinahe grenzenlos. Jedoch stecken die Technologien für die sogenannte additive Fertigung
vielfach noch in den Kinderschuhen. Bislang kommt sie nur in Kleinserien und der Unikatfertigung zum Einsatz. Ihre
Bedeutung nimmt jedoch stetig zu: Die Branche verzeichnet seit Jahren Wachstumsraten von etwa 30 Prozent bei
einem weltweiten Umsatz von 4,5 Milliarden Euro im Jahr 2015. Damit ist die additive Fertigung eine der wichtigsten
Schlüsseltechnologien für Innovationen. Im Rahmen der neuen Hightech-Strategie 2020 verfolgt das Bundesministe-
rium für Bildung und Forschung (BMBF) mit der Fördermaßnahme „Additive Fertigung – Individualisierte Produkte,
komplexe Massenprodukte, innovative Materialien (ProMat_3D)“ das Ziel, die Forschung und Entwicklung für ge-
eignete innovative Methoden und Werkzeuge der Produktentwicklung und -fertigung sowie für neue oder entschei-
dend verbesserte Materialien zu stärken.
Mehr Gestaltungsfreiheit und ressourceneffiziente größeren Aufwand hergestellt werden. Die dezentrale
Herstellung vor Ort Fertigung von Bauteilen ist beispielsweise im Ersatz-
Die additiven Verfahren unterscheiden sich essenziell teilwesen von Bedeutung: Die benötigten Teile können
von konventionellen, überwiegend subtraktiven (abtra- zeitgerecht dort produziert werden, wo sie zum Einsatz
genden) Fertigungstechnologien. Hier wird das Mate- kommen. Wo vorhandene Standards nicht ausreichen,
rial Schicht für Schicht bis zum fertigen Produkt aufge- sind neue Richtlinien und Normenvorschläge zu
tragen, wobei in der Regel keine Werkzeuge notwendig erarbeiten, um das Zusammenspiel mit Systemen
sind, die selbst zeit- und kostenintensiv hergestellt wer- und Komponenten zu gewährleisten.
den müssten. Aufgrund der hohen Gestaltungsfreiheit
kann jedes Bauteil individuell gefertigt werden. Gezielt Technologiekompetenzen für die additive
gedruckte Verstärkungsstreben erhöhen beispielsweise Fertigung ausbauen
die Bauteilfestigkeit an mechanisch stark beanspruch- Die additive Fertigung läuft überwiegend automatisiert
ten Stellen. Durch die einfache Herstellung von Leicht- ab. Die Basis bilden Daten, die aufbereitet werden müs-
baustrukturen kann eine Materialeinsparung von bis sen, um das zu fertigende Produkt Schicht für Schicht
zu 60 Prozent erreicht werden. herzustellen. Durch die endkonturnahe Fertigung
reduzieren sich sämtliche Bearbeitungsschritte auf ein
Die additive Fertigung eröffnet in der Produktentste- Minimum. Beispielsweise sind für Gussbauteile, wie
hung zusätzlich neue Möglichkeiten mittels kombi- komplexe Getriebegehäuse, mindestens vier, oft aber
nierbarer Werkstoffe sowie der Funktionsintegration. mehr Herstellungs- und Bearbeitungsschritte notwen-
Es können zum Beispiel innen liegende Kühlkanäle dig. Mit einer additiven Fertigung reduzieren sich diese
oder elektrische Leiterbahnen hergestellt werden, die auf ein bis zwei Arbeitsschritte.
mit klassischen Fertigungsverfahren nicht oder nur
sehr schwer realisierbar wären. Dazu sind neue For- Damit sind additive Fertigungsverfahren geeignet,
men der interdisziplinären Zusammenarbeit zwischen bestehende Arbeitsabläufe in der Produktion zu
Forschungspartnern und der Industrie sowie zwischen verkürzen oder zu ergänzen. Bei individuellen Produk-
Herstellern und Kunden notwendig. ten reduziert sich mit entsprechend flexibler Daten-
aufbereitung der Aufwand für die Arbeitsplanung,
Dabei wird ein ganzheitlicher Ansatz von der Idee bis Herstellung und Fertigungssteuerung signifikant. Um
zum Produkt verfolgt. Der Kunde mit seinen individu- dieses Potenzial nutzen zu können, ist ein umfassen-
ellen Anforderungen rückt in den Mittelpunkt der Pro- des Prozessverständnis zur Verbesserung von additiv
duktentstehung. Mithilfe additiver Fertigungsverfah- gefertigten Produkten durch neue Fertigungsanlagen
ren können Kleinstserien bis hin zur Losgröße 1 ohne und Systemkomponenten zu erarbeiten. Innovative
DEUTSCHLAND DRUCKT DREIDIMENSIONAL – ADDITIVE FERTIGUNG REVOLUTIONIERT DIE PRODUKTION 5
Steuerungskonzepte für die Integration der Vor- und Festigkeitswerte erreichen. Die Erkenntnisse lassen sich
Nachbearbeitung der Bauteile mittels konventioneller anschließend auf eine große Anzahl verschiedenartiger
Fertigungsmethoden sind hierzu notwendig. Werkstoffe anwenden. Damit wird deutlich, wie un-
trennbar Werkstoff und Produktionsprozess miteinan-
Häufig weisen die gefertigten Produkte unterschied- der verzahnt sind.
liche Eigenschaften auf, obwohl diese mit demselben
Datensatz gefertigt wurden. Die Reproduzierbarkeit, Mit diesem innovativen Material- und Produktions-
Zuverlässigkeit und Wirtschaftlichkeit der Produk- wissen kann in Zukunft die additive Fertigung ihr
tion bei der Nutzung der additiven Verfahren müssen volles Potenzial entfalten: Die additive Fertigung findet
verbessert werden. Daher benötigt man im industriel- zukünftig ihre Anwendung nicht nur im maßgeschnei-
len Alltag geeignete Prüfmethoden, welche in additive derten Prototypen- und Werkzeugbau, sondern auch
Fertigungsabläufe integrierbar sind. Ebenfalls müssen bei komplexen Massenprodukten des Automobilbaus
Aspekte der Produktsicherheit und des Arbeitsschut- sowie bei sicherheitsrelevanten Bauteilen der Luft- und
zes, der Wiederverwertung sowie des Umweltschutzes Raumfahrttechnik und in der Medizintechnik.
berücksichtigt werden.
Verbundforschung vernetzt verschiedene
Innovative Materialien zur additiven Fertigung Disziplinen
Die überwiegend eingesetzten Werkstoffe in der Die Forschungsarbeiten basieren auf den beiden Rah-
additiven Fertigung sind Metalle, Kunststoffe, Ver- menprogrammen „Innovationen für die Produktion,
bundwerkstoffe und Keramiken. Denkbar sind viele Dienstleistung und Arbeit von morgen“ und „Vom
Kombinationen und Rezepturen, je nachdem, welche Material zur Innovation“ des Bundesministeriums für
Produkteigenschaften und Funktionalitäten erreicht Bildung und Forschung (BMBF). Als Projektergebnisse
werden sollen. Neu zu entwickelnde hochleistungs- werden neue Methoden, Werkzeuge, Verfahren, Anla-
fähige Materialien, wie beispielsweise biogene Materia- gen, Materialien, Richtlinien, Leitfäden und Konzepte
lien für Implantate, sind unverzichtbare Wegbereiter für die industrielle Einführung der additiven Ferti-
für innovative Produkte. gung erarbeitet. Die Erprobung der Ergebnisse erfolgt
an konkreten Demonstratoren in Pilotbereichen mit
Neben der Bereitstellung neuer Materialien und der Referenzcharakter.
dazu benötigten Anlagentechnik ist beispielsweise die
pulvermetallurgische Aufbereitung der Werkstoffe Die Möglichkeiten der internationalen Kooperation
ein noch bestehendes Nadelöhr für eine industrielle sind ebenfalls dargestellt. Die Einbindung internationa-
Anwendung der additiven Fertigung. Die Qualität, ler Partner ermöglicht, neue verfahrensunterstützende
Partikelgröße und Kornverteilung des bereitgestellten Erkenntnisse der additiven Fertigung zu erarbeiten,
Pulvers als Ausgangsmaterial haben einen merklichen von denen nicht nur einzelne Unternehmen, sondern
Einfluss auf die spätere Bauteilqualität und müssen ganze Branchen bzw. Forschungsfelder profitieren.
für die Verarbeitung in den entsprechenden additiven
Verfahren optimiert und entwickelt werden. Die vorgestellten 23 Projekte mit 150 Partnern aus
Industrie und Forschung werden bis 2020 vom BMBF
Dazu sind hoch entwickelte komplexe Simulations- mit rund 40 Millionen Euro gefördert.
verfahren zu erarbeiten, die Fabrikationsprozesse
virtuell darstellen, optimieren und Fehler bereits vor
dem Druckbeginn erkennen und beseitigen. So lassen
sich Werkstoffe, Gestalt des Bauteils und Prozesspa-
rameter optimal aufeinander abstimmen, noch bevor
die Produktionsanlagen in Gang gesetzt werden. Auf
diese Weise entstehen aus hochwertigen Werkstoffen
auch maßgenaue Bauteile, die frei von Verzug sind,
optimale minimale Eigenspannungen aufweisen und
die erforderliche Oberflächengüte und notwendigen
6 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Mehr Gestaltungsfreiheit und ressourceneffiziente
Herstellung vor Ort
Additiv gefertigte Bauteile – haltbar und sicher
Ständig hoch belastete Bauteile, wie Fahrwerks- oder Verbund der Fertigungsprozess für lasttragende
Hydraulikkomponenten für die Luftfahrt, stellen bei Endprodukte im realen Einsatz qualifiziert.
Versagen ein erhebliches Sicherheitsrisiko dar. Additive
Fertigungstechnologien bieten hier ein Verbesserungs- Technologie und Methodik
potenzial. Diese Verfahren werden gegenwärtig durch Dazu werden zunächst Probekörper aus verschie-
das mangelnde Verständnis über die Wechselwirkung denen Qualitäten der Ausgangspulver und mittels
zwischen dem Werkstoff, der Prozessführung und der verschiedener Einstellungen der Prozessparameter,
daraus resultierenden Betriebsfestigkeit bezüglich der wie Bauteilausrichtung, Belichtungsstrategie und
Lebensdauer und Sicherheit der Bauteile limitiert. Laserstrahl-Parameter, gefertigt. Die sich daraus
ergebenden Oberflächen und
Mikrostrukturen werden charak-
terisiert. Anschließend wird die
Belastbarkeit dieser Probekörper,
wie Lastwechsel und Lastniveau,
experimentell ermittelt. Daraus
wird ein Bemessungskonzept für
die Auslegung der sicherheitsrele-
vanten Bauteile abgeleitet. Diese
Kenntnisse werden verwendet,
um ausgewählte Bauteile aus dem
Automobilbau und der Luftfahrt
auf möglichst geringes Gewicht
bei einer geforderten Lebensdauer
optimieren zu können.
Anwendungen und Ergebnisse
Lasteinleitungsbeschlag Frachtraum Die im Projekt erarbeiteten Er-
kenntnisse werden für den weltweit
Ohne dieses Verständnis können solche Bauteile als ersten Einsatz eines Bemessungskonzepts für sicher-
lasttragende Endprodukte mit reproduzierbaren, pro- heitsrelevante Bauteile verwendet, welche mittels
gnostizierbaren Eigenschaften nicht additiv gefertigt selektiven Laserschmelzens zuverlässig hergestellt
werden. werden können. Hierzu wird frühzeitig mit den
entsprechenden Zulassungsbehörden zusammenge-
Aufgaben und Ziele arbeitet. Dies ermöglicht zukünftig, auf Kundenwün-
Ziel des Forschungsprojekts BadgeB ist die systemati- sche zugeschnittene Komponenten wirtschaftlich zu
sche Untersuchung der Wechselwirkung der erzielba- realisieren. Bei der Auslegung von hochbelastbaren
ren mechanischen Eigenschaften von Bauteilen und Bauteilen und der anschließenden additiven Her-
der dazu notwendigen Prozessführung in der additiven stellung von Fahrwerks- und Tragstrukturen kann
Herstellung. Am Beispiel des selektiven Laserschmel- damit im Automobilbau, im Schienenverkehr und in
zens wird anhand von Nickelbasislegierungen, Alumi- der Luftfahrt zusätzlich Gewicht und somit Treibstoff
niumlegierungen sowie für einen Metall-Kunststoff- eingespart werden.
MEHR GESTALTUNGSFREIHEIT UND RESSOURCENEFFIZIENTE HERSTELLUNG VOR ORT 7
Projektpartner und -aufgaben Projekt Betriebsfestigkeit additiv gefertigter Bauteile
(BadgeB)
●● Fraunhofer-Institut für Betriebsfestigkeit und
Systemzuverlässigkeit LBF, Darmstadt Koordination Fraunhofer-Institut für Betriebsfestigkeit und
Auslegung von Bemessungskonzepten für additiv Systemzuverlässigkeit LBF
Herr Dr.-Ing. Rainer Wagener
gefertigte Bauteile Bartningstraße 47
64289 Darmstadt
●● Airbus Space and Defense GmbH, Airbus Group Tel.: 06151 705-444
E-Mail: rainer.wagener@lbf.fraunhofer.de
Innovations, Taufkirchen
Analyse der im Bauteil nutzbaren Werkstoff- Projektvolumen 4.583 Tsd. Euro (davon 2.369 Tsd. Euro BMBF-
eigenschaften Förderung)
●● C.F.K. CNC-Fertigungstechnik Kriftel, Projektlaufzeit 01.04.2017 bis 31.03.2020
Kriftel/Taunus
Prozessentwicklung und -optimierung für Projektlink www.produktionsforschung.de/projekt/BadgeB
den Werkstoff Inconel
Programm Innovationen für die Produktion, Dienstleistung
und Arbeit von morgen
●● EDAG Engineering GmbH, Fulda
Lebensdauergerechtes Design additiv gefertigter BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
Bauteile für den Automobilbau
Projektträger Projektträger Karlsruhe (PTKA)
●● EOS GmbH Electro Optical Systems, Krailling
Optimierung des Laser-Pulverbett-Schmelzens Ansprechpartner Frau Dr. Katharina Arnold
Tel.: 0721 608-24721
●● Heraeus Additive Manufacturing GmbH, Hanau E-Mail: katharina.arnold@kit.edu
Anpassung von Pulver und Materialien
●● Robert Bosch GmbH, Laser Material Processing
& Joining Technology, Renningen
Design und Fügen hybrider Werkstoffsysteme
(Metall und Kunststoff)
●● Linde AG, Unterschleißheim
Optimierung des Gasmanagements
●● Sogeti Deutschland GmbH, Sogeti High Tech,
Hamburg
Designoptimierung additiv gefertigter Bauteile
für die Luftfahrt
●● TU Darmstadt, Institut für Produktionsmanage-
ment, Technologie und Werkzeugmaschinen
PTW und Staatliche Materialprüfungsanstalt
Gitterstrebe für eine bionisch geformte Kabinen-Trennwand
Darmstadt und Fachgebiet und Institut für „Bionic Partition“
Werkstoffkunde MPA-IfW, Darmstadt
Anpassung des SLM-Prozesses und der SLM-Pro-
zessparameter, Werkstoff- und Bauteilcharakte-
risierung
8 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
3D-Drucken in der Großserienfertigung: Die Kombination macht’s!
Die additive Fertigung (3D-Druck) ermöglicht die Her- dient zur Identifikation der Bauteilbereiche, welche
stellung komplexer Bauteilstrukturen, die bislang nicht beispielsweise durch Gitterstrukturen eine deutliche
möglich waren. Es lassen sich beispielsweise bionische Verbesserung der Produkteigenschaften durch eine
Gitterstrukturen in Zahnräder einbringen, die diese additive Fertigung erreichen. Zur Gestaltung dieser
leichter und leiser machen. Aufgrund der noch hohen Bauteile werden dabei Konstruktionsempfehlungen er-
Herstellkosten werden die Fertigungsverfahren aktuell arbeitet, welche die Angabe von möglichen Fertigungs-
nur selten in der Serienproduktion angewandt. Hinzu genauigkeiten und Konstruktionsrichtlinien beinhal-
kommt, dass aufgrund fehlender Konstruktionsemp- ten. Weitere Bauteilbereiche werden anschließend mit
fehlungen das Potenzial nicht voll ausgeschöpft wer- etablierten Fertigungsverfahren weiterbearbeitet. Die
den kann. Zudem führt die mangelnde Prozessfähigkeit Qualitätssicherung wird durch ein innovatives Ultra-
der additiven Verfahren zu einem hohen Ausschuss. schallmessprinzip verbessert, das eine Reduktion von
Eigenspannungen im Bauteil während der Fertigung
Aufgaben und Ziele gewährleistet und somit Ausschuss minimiert. Für
Ziel des Forschungsprojekts KitkAdd ist, durch Kombi- die betrachteten kombinierten Prozessketten werden
nation der additiven Fertigung mit etablierten Ferti- anschließend zukünftige Fabrikkonzepte zur additiven
gungsverfahren, wie Zerspanen, Sintern sowie Spritz- Fertigung für Großserien entwickelt.
gießen, den gesamten Herstellungsaufwand zu senken.
Eine neuartige Prozessüberwachung mit Ultraschall- Anwendungen und Ergebnisse
sensorik soll zusätzlich den entstehenden Ausschuss Als Ergebnis liegt eine an die additive Fertigung ange-
minimieren. passte Konstruktionsmethode vor, die dem Anwender
erzielbare Fertigungsgenauigkeiten beschreibt. Produk-
Technologie und Methodik te können damit so gestaltet werden, dass zum Beispiel
Zunächst werden ausgewählte Bauteile der beteiligten durch das Einbringen von Gitterstrukturen ein deutlich
Unternehmen herangezogen und analysiert. Dazu höherer Produktnutzen erzielt wird. Für die betrachte-
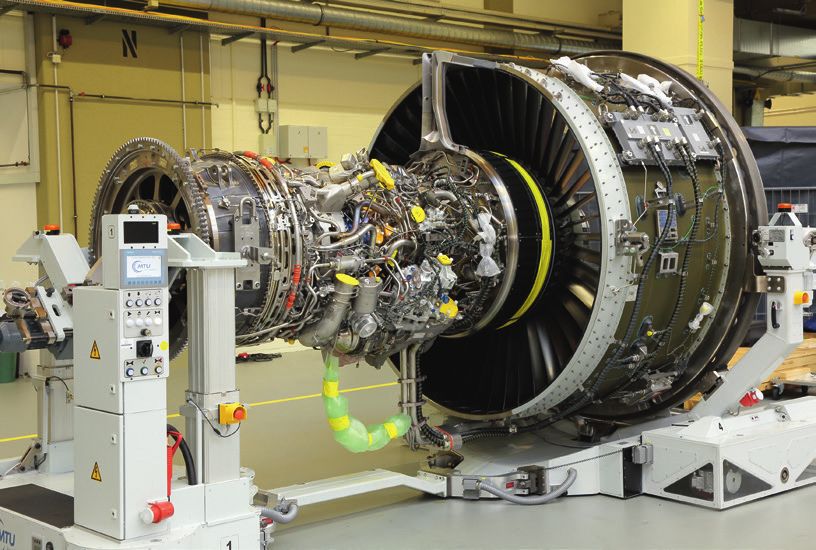
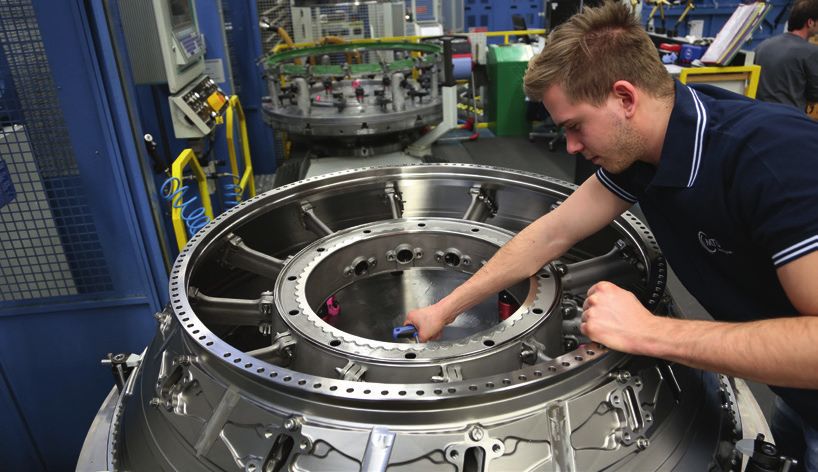
gehören Zahnräder, eine Turbinenschaufel für Gas- ten Bauteile werden industrielle Produktionskonzepte
turbinen, ein Hydraulikblock für Arbeitsmaschinen erstellt, die im Vergleich zur rein additiven Prozesskette
sowie Komponenten für Brennstoffzellen. Die Analyse eine wirtschaftlichere Herstellung ermöglichen. Die
Reduzierung des Ausschusses im
additiven Fertigungsprozess durch
das entwickelte Ultraschallmess-
system wird zu einer Etablierung
der additiven Verfahren in weite-
ren Branchen, wie beispielsweise
dem Fahrzeugbau sowie dem
Maschinen- und Anlagenbau,
beitragen. Die Projektergebnisse
werden in verschiedene Stan-
dardisierungsgremien, wie z. B.
die Fachausschüsse des „Vereins
Deutscher Ingenieure“ (VDI),
eingebracht.
Additiv gefertigte Gasturbinenschaufeln werden für den Einsatz vorbereitet.MEHR GESTALTUNGSFREIHEIT UND RESSOURCENEFFIZIENTE HERSTELLUNG VOR ORT 9
Projektpartner und -aufgaben Projekt Kombination und Integration etablierter Techno-
logien mit additiven Fertigungsverfahren in einer
Prozesskette (KitkAdd)
●● Siemens AG, Berlin
Entwicklung kombinierter Prozessketten und in-
Koordination Siemens AG
novativer Ultraschall-Messtechnik und Umsetzung Herr Martin Schäfer
anhand von Demonstratoren Siemensdamm 50
13629 Berlin
Tel.: 030 386-23087
●● Eisenhuth GmbH & Co. KG, Osterode am Harz E-Mail: martin.schaefer@siemens.com
Prozesskettenentwicklung mit integrierter Spritz-
Projektvolumen 4.394 Tsd. Euro (davon 2.472 Tsd. Euro BMBF-
gusstechnologie Förderung)
●● GKN Sinter Metals Engineering GmbH, Rade- Projektlaufzeit 01.01.2017 bis 31.12.2019
vormwald
Prozesskettenentwicklung mit integrierter Sinter- Projektlink www.produktionsforschung.de/projekt/KitkAdd
technologie und Umsetzung für Demonstrator-
Programm Innovationen für die Produktion, Dienstleistung
bauteile und Arbeit von morgen
●● H&H Gesellschaft für Engineering und Proto- BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
typenbau mbH, Leopoldshöhe
Entwicklung und technisch-wirtschaftliche Projektträger Projektträger Karlsruhe (PTKA)
Bewertung von kombinierten Prozessketten
Ansprechpartner Herr Dipl.-Ing. Stefan Scherr
Tel.: 0721 608-25286
●● John Deere GmbH & Co. KG, Mannheim E-Mail: stefan.scherr@kit.edu
Prozesskettenentwicklung im Bereich Thermo- und
Fluiddynamik und Umsetzung an Demonstratoren
●● Karlsruher Institut für Technologie, Institut für
Produktionstechnik wbk, Karlsruhe
Methodenentwicklung für kombinierte Prozessket-
ten, Entwicklung der Ultraschallmesstechnik
●● Schübel GmbH Primeparts, Talheim
Entwicklung von Konstruktionsmethoden und
Umsetzung für Anwenderbauteile
●● Universität Paderborn, Institut für Konstruktions-
und Antriebstechnik KAT, Paderborn
Entwicklung einer Konstruktionsmethodik mit
Konstruktionsrichtlinien und geometrischen
Toleranzen Der Formenvielfalt sind bei additiver Fertigung praktisch keine Grenzen
gesetzt.10 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Automatisierte Herstellung von ästhetischem Zahnersatz
Die Herstellung von ästhetischem Zahnersatz basiert Technologie und Methodik
zu einem großen Teil auf Handarbeit. Diese führt zu Zunächst werden die Anforderungen an den Herstel-
langen Fertigungszeiten und verursacht schwankende lungsprozess, wie Materialmix und Farbverlauf der
Qualität. Dadurch entstehen den etwa 10.000 deut- Verblendung, festgelegt. Darauf erfolgt die Weiterent-
schen Dentallaboren zusätzliche Kosten. Zur Her- wicklung von Material und additivem Fertigungsver-
stellung von Zahnersatz wird bislang ein hochfestes fahren. Anschließend wird ein Maschinenkonzept zur
Zahngerüst aus Keramik gefräst. Auf dieses Gerüst Herstellung des Zahnersatzes prototypisch entwickelt
werden mehrere farblich angepasste Verblendschichten und aufgebaut. Dieser Maschinendemonstrator wird
manuell aufgebracht. Die additive Fertigung von äs- in der Lage sein, mehrere Schichten des keramischen
Automatisierter multimaterialer Materialauftrag MYTHOS
thetischem und funktionell hochwertigem Zahnersatz Verblendmaterials auf das Zahngerüst aufzubringen
verspricht hierbei ein großes Verbesserungspotenzial. und diese jeweils auszuhärten. Das für die Zahnherstel-
Dazu müssen die Grundlagen erforscht werden, um lung bestehende CAD/CAM-System wird in die digitale
die pastösen Stoffgemische für die Verblendung in der Prozesskette integriert und erprobt.
erforderlichen Weise additiv verarbeiten zu können.
Anwendungen und Ergebnisse
Aufgaben und Ziele Im Erfolgsfall entsteht eine Maschine für die additive
Ziel des Forschungsprojekts MYTHOS ist die Entwick- Herstellung von ästhetischem Zahnersatz einschließ-
lung eines automatisierten Verfahrens zur additiven lich der dafür erforderlichen Software und der Pro-
Herstellung von mehrfarbigen Verblendungen dentaler zesstechnik für die automatisierte Verblendung. Das
Gerüstwerkstoffe. Dabei steht die Übertragbarkeit auf automatisierte Verfahren lässt eine Reduktion der
weitere Branchen im Vordergrund. Herstellkosten für verblendeten Zahnersatz von etwaMEHR GESTALTUNGSFREIHEIT UND RESSOURCENEFFIZIENTE HERSTELLUNG VOR ORT 11
einem Dittel erwarten. Darüber hinaus steigt die Präzi- Projekt Multimateriale hybride Technologie für die
sion in der Fertigung, und die Herstellzeiten verkürzen addtive Herstellung in dentalen Prozessketten
(MYTHOS)
sich. Die Technologie lässt sich auf weitere Anwendun-
gen, wie beispielsweise die Herstellung von Schmuck
Koordination imes-icore GmbH
oder die keramische Verblendung von Turbinenschau- Herr M.Sc. Sebastian Ullrich
feln, übertragen. Im Leibolzgraben 16
36132 Eiterfeld
Tel.: 0667 2898-475
Projektpartner und -aufgaben E-Mail: sebastian.ullrich@imes-icore.de
Projektvolumen 2.356 Tsd. Euro (davon 1.349 Tsd. Euro BMBF-
●● imes-icore GmbH, Eiterfeld Förderung)
Entwicklung der Maschinen für die additive Her-
stellung Projektlaufzeit 01.01.2017 bis 31.12.2019
●● SCHOTT SYSTEME GmbH, Gilching Projektlink www.produktionsforschung.de/projekt/MYTHOS
Erweiterung bestehender CAD/CAM-Systeme
Programm Innovationen für die Produktion, Dienstleistung
und Arbeit von morgen
●● VITA Zahnfabrik H. Rauter GmbH & Co. KG, Bad
Säckingen BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
Ermittlung und Weiterentwicklung der Material-
und Prozessparameter Projektträger Projektträger Karlsruhe (PTKA)
Ansprechpartner Herr Dipl.-Ing. Ulf Zanger
●● Technische Universität Darmstadt, Fachgebiet Tel.: 0721 608-25296
Datenverarbeitung in der Konstruktion DiK und E-Mail: ulf.zanger@kit.edu
Fachgebiet Produktionsmanagement, Technologie
und Werkzeugmaschinen PTW, Darmstadt
Erforschung der additiven digitalen Prozesskette,
Entwicklung der multimateriellen hybriden Pro-
duktionstechnologie
Der Auftrag von Suspensionen zur Verblendung von Zahnersatz erfordert Geschick.12 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Softwaregestützter Produktentstehungsprozess für die additive Fertigung
In der additiven Fertigung werden Bauteile schichtweise de Softwarewerkzeug erlaubt eine geeignete Auslegung
und ohne aufwendige Werkzeuge hergestellt. Aufgrund von Bauteilen, die verschiedene Anforderungen, wie
dieser Vorteile wecken die additiven Fertigungsverfah- die Belastbarkeit, die Kosten und den Fertigungsauf-
ren zunehmend Interesse bei Industrie und Forschung, wand, im Vorfeld gewichtet und automatisch berück-
wie in der Luft- und Raumfahrttechnik. Limitierende sichtigt.
Faktoren, wie das Fehlen von entsprechender Software
für den Produktentstehungsprozess (PEP) sowie Metho- Anwendungen und Ergebnisse
den zur erfolgreichen Integration der additiven Ferti- Bei erfolgreicher Umsetzung steht ein Softwarewerk-
gung im Unternehmen, schränken eine Verbreitung ein. zeug bereit, mit dem die automatisierte Gestaltung
Um die additiven Verfahren zu etablieren, müssen die von additiv gefertigten Bauteilen kosten-, nachbear-
Wirtschaftlichkeit sowie die Zuverlässigkeit durch eine beitungs- und belastungsgerecht erfolgen kann. Dies
ganzheitliche, digitale Unterstützung bereits im Pro- verkürzt die Konstruktionszeiten erheblich. Die neuen
duktentstehungsprozess berücksichtigt werden. Methoden erlauben den Konstrukteurinnen und Kon-
strukteuren bereits im frühen Entwicklungsstadium,
Aufgaben und Ziele den effizienten Einsatz von additiven Fertigungsver-
Das Ziel des Verbundprojekts OptiAMix ist die Ent- fahren zu planen. Die Anwendung der Ergebnisse auf
wicklung von Konstruktionsmethoden für additiv weitere Branchen, wie beispielsweise die Medizintech-
gefertigte Bauteile. Dieses konstruktionsunterstützen- nik, wird angestrebt.
Softwarebasierte Optimierung in der Produktionsentstehung eines RadträgersMEHR GESTALTUNGSFREIHEIT UND RESSOURCENEFFIZIENTE HERSTELLUNG VOR ORT 13
Technologie und Methodik Projekt Mehrzieloptimierte und durchgängig auto-
Hierbei wird der gesamte Ablauf des PEP betrachtet. matisierte Bauteilentwicklung für additive
Fertigungsverfahren im Produktentstehungs-
Dazu werden Methoden und Werkzeuge zur strategi-
prozess (OptiAMix)
schen Bauteilauswahl, -gestaltung und zur Ermittlung
bauteilorientierter mechanischer Kennwerte, wie die Koordination Krause DiMaTec GmbH
Festigkeit und Oberflächenbeschaffenheit, entwickelt. Herr Dr.-Ing. Rinje Brandis
Paul-Schwarze-Straße 5
Weiter werden optimierte Konstruktionsregeln me- 33649 Bielefeld
thodisch und experimentell fundiert erarbeitet sowie Tel.: 0521 4599-7232
E-Mail: r.brandis@krause-dimatec.de
die interdisziplinäre Zusammenarbeit der Unterneh-
mensbereiche und der Produktschutz unterstützt. Eine Projektvolumen 4.353 Tsd. Euro (davon 2.540 Tsd. Euro BMBF-
Überprüfung der Projektergebnisse erfolgt anhand von Förderung)
Demonstratoren aus den Bereichen Automobiltechnik,
Lebensmitteltechnik sowie dem Maschinen-, Anlagen- Projektlaufzeit 01.01.2017 bis 31.12.2019
und Werkzeugbau.
Projektlink www.produktionsforschung.de/projekt/OptiAMix
Projektpartner und -aufgaben Programm Innovationen für die Produktion, Dienstleistung
und Arbeit von morgen
●● Krause DiMaTec GmbH, Bielefeld
Verallgemeinerung und Automatisierung des Aus- BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
wahlverfahrens für Bauteilkandidaten unter Einfluss
Projektträger Projektträger Karlsruhe (PTKA)
branchenspezifischer Faktoren
Ansprechpartner Herr Dipl.-Ing. Stefan Scherr
●● EDAG Engineering GmbH, Wiesbaden Tel.: 0721 608-25286
E-Mail: stefan.scherr@kit.edu
Überprüfung der Anwendbarkeit der erarbeiteten
Softwaretools zur Optimierung und Kennzeichnung
von AM-Karosseriebauteilen
●● Hirschvogel Umformtechnik GmbH, Denklingen
Ermittlung branchenspezifischer Fertigungsrand-
bedingungen für die konventionelle Nachbearbei-
tung der additiven Bauteile
●● Intes GmbH, Stuttgart
Anpassung aktueller Software für eine belastungs-
gerechte Konstruktion unter Berücksichtigung der
Anforderungen additiver Fertigungsverfahren
●● Universität Paderborn, Lehrstuhl für Computer-
anwendung und Integration in Konstruktion und
Planung CIK, Paderborn
Methodenentwicklung zur Teileauswahl, -optimie-
rung und -markierung, Ermittlung von Konstruk-
Additiv gefertigte QR-Codes als fertigungsintegrierte Maßnahme zur
tionsregeln und mechanischer Kennwerte Bauteilmarkierung
●● WP Kemper GmbH, Rietberg
Anforderungs- und Schnittstellendefinition für die
interdisziplinäre Zusammenarbeit sowie die Bewer-
tung der Ergebnisse14 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Technologiekompetenzen für die additive Fertigung
ausbauen
3D-Druck für Metallspiegel mit maßgeschneiderten Eigenschaften
Maßgeschneiderte Metallspiegel mit exzellenten Ei- zur Herstellung optischer Komponenten, wie beispiels-
genschaften finden Anwendungen in Spektrometern, weise leichtgewichtige Metallspiegel für hochpräzise
Scannern und Teleskopen. Die Optimierung dieser Anwendungen. Hierzu wird eine geschlossene Techno-
Metallspiegel erfolgt hinsichtlich optischer, mecha- logiekette unter Verwendung von Lasern mit kurzen
nischer und thermischer Eigenschaften, wie über- Lichtpulsen aufgebaut und erprobt.
tragbarer Laserleistung, Formgenauigkeit, Steifigkeit,
Gewicht oder Temperaturstabilität. Die additive Fer- Technologie und Methodik
tigung auf Grundlage des selektiven Laserschmelzens Beginnend beim Bauteildesign, der Materialanpassung
(SLM) ermöglicht, optische Komponenten, wie Spiegel über die Anlagen- und Prozesstechnik bis zur Nachbe-
und deren mechanische Halterung, mit zusätzlichen arbeitung durch Beschichtung oder Ultrapräzisionsdre-
Funktionen auszustatten. Darüber hinaus können hen mit Diamantwerkzeugen werden alle relevanten
neue Geometrien erzeugt werden, die mit bisherigen Schritte analysiert und entsprechend weiterentwickelt.
Fertigungsverfahren nicht herstellbar sind. Zusätzlich Dazu wird eine SLM-Experimentalmaschine aufge-
kann Material und somit Gewicht eingespart werden. baut, um die hohen Ansprüche aller dazu notwenigen
Dabei müssen die Metallspiegel die industriellen An- Prozessschritte optimal aufeinander abstimmen zu
forderungen an Hochleistungsoptiken, wie Festigkeit, können. Die Erprobung erfolgt an drei exemplarischen
Oberflächenqualität oder Wärmeabfuhr erfüllen. Metallspiegeln: Ein hochdynamischer Scanspiegel soll
laserstabil und gewichtsoptimiert sein. Ein ultraleich-
Aufgaben und Ziele ter Weltraumspiegel muss die hohen Anforderungen
Ziel des Forschungsprojekts AM-OPTICS ist die Wei- hinsichtlich Festigkeit für Raketenstarts und Formsta-
terentwicklung eines reproduzierbaren SLM-Prozesses bilität erfüllen. Ein gekühlter Laserspiegel soll durch
integrierte Kühlkanäle die eingebrachte
Strahlungswärme effizient abführen können.
Anwendungen und Ergebnisse
Erstmalig wird es möglich sein, das hohe
Potenzial der SLM-Fertigung gezielt auf
Komponenten, wie beispielsweise Metallspie-
gel für die Anwendung in der Hochleistungs-
optik, anzupassen. Die hierzu benötigten
Wandstärken und geforderten Oberflächen-
rauheiten der Bauteile können deutlich ver-
bessert werden. Die Projektergebnisse sichern
die Wettbewerbsvorteile deutscher Hightech-
Unternehmen, ermöglichen die Entwicklung
innovativer Produkte und unterstützen die
Erschließung neuer Wachstumsmärkte in der
Produktion, Lasermaterialbearbeitung sowie
Luft- und Raumfahrt.
Spiegelmodell mit internen LeichtgewichtsstrukturenTECHNOLOGIEKOMPETENZEN FÜR DIE ADDITIVE FERTIGUNG AUSBAUEN 15
Projektpartner und -aufgaben Projekt Additive Fertigung optischer Hochleistungs-
komponenten (AM-OPTICS)
●● ARGES GmbH, Wackersdorf
Design, Aufbau und Erprobung der Experimental- Koordination ARGES GmbH
Herr Patrick Stolarczyk
maschine am Beispiel hochdynamischer Scanspiegel Werk 4
92442 Wackersdorf
Tel.: 09431 7984-167
●● Fraunhofer Institut für angewandte Optik und E-Mail: stolarczyk@arges.de
Feinmechanik IOF, Jena
Design, Entwicklung selektives Laserschmelzen, Projektvolumen 3.460 Tsd. Euro (davon 2.014 Tsd. Euro BMBF-
Förderung)
Fertigungserprobung und Endbearbeitung
Projektlaufzeit 01.02.2017 bis 31.07.2019
●● Friedrich-Schiller-Universität Jena, Institut für
Angewandte Physik IAP, Jena Projektlink www.produktionsforschung.de/projekt/
Aufbau und Erprobung Experimentalmaschine für AM-OPTICS
selektives Laserschmelzen mit Ultrakurzpulslaser
Programm Innovationen für die Produktion, Dienstleistung
und Arbeit von morgen
●● Hentschel Harteloxal GmbH + Co. KG, Schorndorf
Entwicklung und Erprobung der Beschichtung und BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
Funktionsschichten
Projektträger Projektträger Karlsruhe (PTKA)
●● Jena-Optronik GmbH , Jena
Ansprechpartner Frau Dr. Katharina Arnold
Design und Erprobung des Demonstrators ultra- Tel.: 0721 608-24721
leichter Spiegel E-Mail: katharina.arnold@kit.edu
●● optiX fab GmbH, Jena
Entwicklung der Vergütungsschichten, Erprobung
des Demonstrators gekühlter Spiegel
●● Pleiger Laseroptik GmbH & Co. KG, Witten
Auslegung der Vergütungsschichten, Aufbau der
Experimentalmaschine
Leichtgewichtsspiegel auf Ultrapräzisionbearbeitungsmaschine16 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Großflächige Bauteile aus faserverstärkten Materialien durch 3D-Drucken
Die Produktion mittels additiver Fertigung kann eine Technologie und Methodik
wirtschaftliche Alternative zu traditionellen Herstell- Im Projekt werden sowohl die notwendige Maschinen-
verfahren für komplexe Produkte mit kleinen Stück- technik als auch die passenden Materialien entwickelt.
zahlen sein. Beispielsweise können durch 3D-Druck Die großvolumigen Bauteile werden durch das lagen-
individuelle und standortangepasste Maschinenbau- weise Auftragen einzelner Schichten aus Schaumstoff
teile für Windenergieanlagen zur Verbesserung der oder aus mit Schnittfasern verstärkten Kunststoffen,
Aerodynamik gefertigt werden. Vorteil hierbei ist, dass beispielsweise Harze auf Basis von Epoxid und Poly-
keine teuren und aufwendigen Gussformen angefer- urethan, hergestellt. Diese Bauteile können zusätzlich
tigt werden müssen. Bislang sind mit additiven Verfah- gezielt mittels Endlosfasern aus Carbon oder Glas
ren hergestellte Bauteile noch überwiegend Labor- verstärkt werden. Darüber hinaus wird eine Software
muster, da diese den im Einsatz auftretenden Kräften für die additive Fertigung von faserverstärkten Produk-
ten entwickelt, welche die individuelle
Auslegung und Herstellung der Bauteile
für den späteren Einsatz verbessert.
Die entwickelten Systemkomponenten
werden in eine Demonstrationsanlage
integriert und mit definierten Test-
bauteilen erprobt. Ergänzend zu den
material-, prozess- und anlagetechni-
schen Fragestellungen werden Messsys-
teme zur zerstörungsfreien Prüfung der
Bauteilqualität eingesetzt. Dadurch wird
sichergestellt, dass die so hergestellten
Produkte einen hohen Qualitätsstan-
dard erfüllen.
Anwendungen und Ergebnisse
Die im Projekt entwickelten Ferti-
gungsverfahren, die Anlagentechnik
sowie die entsprechenden Materialien
werden eine Reduzierung der Produk-
Demo-Center für 1:1-Prototypenfertigung ASM
tionskosten von über 25 Prozent bei ei-
ner Verkürzung der Herstellzeiten von
nicht zuverlässig standhalten. Die gedruckten Bauteile rund 30 Prozent ermöglichen. Die Anlagentechnik und
müssen zukünftig eine höhere Stabilität aufweisen, der Produktionsprozess werden so ausgelegt, dass diese
um überhaupt eingesetzt werden zu können und einen je nach Kundenwunsch in unterschiedlichen Größen
Nutzungszeitraum von mehreren Jahren zu bieten. und mit individuell angepassten Zusatzfunktionen,
Erst dann stellt das 3D-Drucken eine echte Alternative beispielsweise Fräsen und Schleifen, zur Verfügung ste-
zur traditionellen Herstellung dar. hen. Somit können insbesondere auch produzierende
KMU, bei denen kleine bis mittlere Abnahmemengen
Aufgaben und Ziele üblich sind, flexibel auf die Erfordernisse ihrer Kunden
Um den Einsatz von 3D-gedruckten Bauteilen aus faser- eingehen.
verstärkten Materialien für industrielle Anwendungen
zu etablieren, wird im Forschungsprojekt ASM ein neu-
artiges Druckverfahren entwickelt und getestet.TECHNOLOGIEKOMPETENZEN FÜR DIE ADDITIVE FERTIGUNG AUSBAUEN 17
Projektpartner und -aufgaben Projekt Additive Sandwich Manufacturing – Innovative
Prozesskette zur Herstellung faserverstärkter
Funktionsbauteile auf Basis von Sandwichstruk-
●● EEW-Protec GmbH, Kiel
turen mittels additiver Fertigung (ASM)
Entwicklung Anlagen- und Maschinentechnik,
Erprobung Koordination EEW-Protec GmbH
Herr Joachim Knapp
Bunsenstraße 3
●● Altropol Kunststoff GmbH , Stockelsdorf 24145 Kiel
Entwicklung von faserverstärkten Kunststoffen für Tel.: 0431 530050-00
E-Mail: jk@eew-protec.de
3D-Druck
Projektvolumen 3.925 Tsd. Euro (davon 2.209 Tsd. Euro BMBF-
●● 2 Komponenten Maschinenbau GmbH, Marien- Förderung)
heide – Rodt
Entwicklung von integrierten Dosier- und Misch- Projektlaufzeit 01.10.2016 bis 30.09.2019
systemen für die neuen Materialien
Projektlink www.produktionsforschung.de/projekt/ASM
●● Materialise GmbH, Bremen Programm Innovationen für die Produktion, Dienstleistung
Entwicklung einer neuartigen Mehrachs-Druck- und Arbeit von morgen
strategie-Software für faserverstärkte Werkstoffe
BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
●● Fraunhofer-Institut für Windenergie und Energie-
Projektträger Projektträger Karlsruhe (PTKA)
systemtechnik IWES, Bremerhaven
Konzeption, Integration, Erprobung der CAD/CAM- Ansprechpartner Herr Dipl.-Ing. Stefan Scherr
Prozesskette, Bauteilentwicklung und -prüfung Tel.: 0721 608-25286
E-Mail: stefan.scherr@kit.edu
●● GFaI Gesellschaft zur Förderung angewandter
Informatik e. V., Berlin
Umsetzung und Integration der Druckstrategie in
die Maschinensteuerung
Rotorblatt-Schema18 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Hybrider 3D-Druck ermöglicht schnelle Herstellung komplexer Bauteile
Verfahren der additiven Fertigung kommen in vielen hohen Anforderungen einer Fertigung ohne Nachbe-
Industriebereichen zur Anwendung. In der Automo- arbeitung gerecht zu werden. Das Projekt umfasst die
bilindustrie werden beispielsweise fast alle komplexen Entwicklung einer hybriden Verfahrenslösung, die
Kunststoffteile, wie das Armaturenbrett, zunächst als neue Material- und Multimaterialkompositionen aus
Muster gedruckt und später in Serie gegossen. Hemm- Kunststoffen mit funktionalen Zusatzstoffen verar-
nisse, wie die gegenwärtig eingeschränkte Anzahl an beiten kann.
verarbeitbaren Werkstoffen für den 3D-Druck sowie
die ungenügende Oberflächenqualität, behindern Technologie und Methodik
dabei einen breiteren industriellen Einsatz. Häufig sind Dazu wird ein sich schrittweise wiederholender
zeit- und kostenintensive Nachbearbeitungsprozesse, Druckprozess erarbeitet, bei welchem wenige tau-
sendstel Millimeter dünne Schichten
übereinander aufgebracht werden.
Jede Schicht besteht aus einem inno-
vativen Grundmaterial, das durch zu
entwickelnde Druckköpfe farblich und
physikalisch verändert wird. So können
gezielt entsprechende Eigenschaften,
wie elektrische Leitfähigkeit, erreicht
werden. Nach dieser Bearbeitung wird
jede Schicht durch punktuelle UV-Be-
strahlung ausgehärtet. Auf diese Art soll
es möglich sein, endformnahe Geo-
metrien bis zu der Größe eines Schuh-
kartons wirtschaftlich zu fertigen.
Die exemplarische Erprobung erfolgt
durch einen Anlagendemonstrator am
Beispiel verschiedener Produkte aus
dem Automobil- und Maschinenbau.
Anschließend wird das Verfahren auf
industrielle Maßstäbe und große Bau-
räume weiterentwickelt.
Anwendungen und Ergebnisse
Bei erfolgreicher Umsetzung ergibt
Hybrider 3D-Druck erlaubt neue Verfahrenslösungen. sich eine deutliche Reduzierung der
Nachbearbeitungsprozesse, da durch
wie das Sandstrahlen, Beschichten oder Lackieren, den präzisen Schichtaufbau glatte Oberflächen
notwendig. Darüber hinaus ist es bislang nur begrenzt erzeugt werden. Die Anlagentechnik ermöglicht
möglich, unterschiedliche Werkstoffe, wie beispielswei- neue Anwendungen und den Einsatz von Multima-
se Kunststoffe, Keramiken und Metalle, gleichzeitig zu terialkompositionen, wie beispielsweise intelligente
verarbeiten. Gehäuse für Hochpräzionsmessgeräte oder die Fer-
tigung innen liegender Kühlkreisläufe in Spritzguss-
Aufgaben und Ziele werkzeugen.
Das Ziel des Forschungsprojekts HyAdd3D ist es,
mittels einer neuen Anlagentechnik komplexe
Bauteile additiv herzustellen und gleichzeitig denTECHNOLOGIEKOMPETENZEN FÜR DIE ADDITIVE FERTIGUNG AUSBAUEN 19
Projektpartner und -aufgaben Projekt Hybrides Verfahren für die additive Multi-
materialbearbeitung von individualisierten
Produkten mit hoher Auflösung (HyAdd3D)
●● Uwe Brick BURMS – Rapid Manufacturing
Solutions, Jena
Koordination Uwe Brick BURMS – Rapid Manufacturing
Entwicklung und Fertigung des Anlagenprototyps, Solutions
Aufbau und Optimierung des LCD-basierenden Herr Marko Aubel
Carl-Zeiss-Promenade 10
Belichtungssystems 07745 Jena
Tel.: 03641 928-1387
E-Mail: marko.aubel@burms.de
●● Materialise GmbH, Bremen
Schnittstellen, Softwarelösungen zur Anlagen- Projektvolumen 2.963 Tsd. Euro (davon 1.711 Tsd. Euro BMBF-
steuerung, Datenvorbereitung, Softwaremodul zur Förderung)
Prozess- und Materialentwicklung
Projektlaufzeit 01.01.2017 bis 31.12.2019
●● cirp GmbH, Heimsheim
Projektlink www.produktionsforschung.de/projekt/HyAdd3D
Technologische Konzeption und Spezifikation, Test,
Validierung und Optimierung des Anlagenprototyps, Programm Innovationen für die Produktion, Dienstleistung
Demonstration an Kundenteilen und Arbeit von morgen
●● se ma Gesellschaft für Innovationen mbH, Coswig BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
Entwicklung und Synthese von Kunststoffen, geeig-
Projektträger Projektträger Karlsruhe (PTKA)
neten Initiatoren, Integration von Füllstoffen und
Erweiterung auf industrielle Maßstäbe Ansprechpartner Frau Dr. Katharina Arnold
Tel.: 0721 608-24721
E-Mail: katharina.arnold@kit.edu
●● Glatt Ingenieurtechnik GmbH, Weimar
Erforschung neuer Konzepte für die Pulversynthese,
Erarbeitung einer Verfahrens- und Anlagentechno- ●● Ernst-Abbe-Hochschule Jena University of Applied
logie für die Füllstoffherstellung und -funktionali- Sciences – Fachbereich SciTec, Jena
sierung Entwicklung des Belichtungssystems, Entwicklung
des optischen Systems, Konzeption Belichtungsein-
●● PORTEC Gesellschaft für Produktionsorganisation heit, Belichtungsstrategien
und rechnergestützte Technologien mbH,
Zella-Mehlis ●● TU Ilmenau, Fachgebiet Fertigungstechnik,
Vorgaben und Bewertung des HyAdd-3D-Verfahrens Illmenau
sowie deren Materialien für Folgeprozesse des Modellbildung, Optimierung und Ermittlung von
Modell- und Formenbaus sowie Kunststoff- und Eigenspannungen und Verzug, Aufstellen von Pro-
Metallguss gnosemodellen
●● Fraunhofer-Institut für Angewandte Polymer-
forschung IAP, Potsdam
Materialentwicklung funktionaler Fotolacke, Syn-
these und Herstellung von Verbundwerkstoffen20 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
Variable Prozessparameter zur Qualitätssicherung additiv gefertigter Bauteile
Beim Laserstrahlschmelzen werden Bauteile durch und der gezielten Steuerung des Laserfertigungs-
Verschmelzen von schichtweise aufgetragenem Metall- prozesses, sodass in einem einzelnen Bauteil anfor-
pulver hergestellt. Dieser komplexe Vorgang erfordert derungsgerecht verschiedene Eigenschaften erzeugt
die Festlegung einheitlicher Prozessparameter, wie werden können. Dadurch soll eine deutliche Senkung
beispielsweise Laserleistung und Verfahrgeschwindig- der Herstellungskosten, insbesondere durch die Inte-
keit des Laserstrahls. Bauteile mit stark variierenden gration und Automatisierung verschiedener Schritte in
geometrischen Strukturen, wie filigrane oder aber der Fertigungsprozesskette, erreicht werden.
massive Elemente, können bislang nicht qualitätsge-
recht hergestellt werden, weil dafür die Prozessparame- Technologie und Methodik
ter während der Fertigung verändert werden müssen. Im Projekt werden dazu Methoden zur Vorherbestim-
Um das Laserstrahlschmelzen für die Massenfertigung mung und Beschreibung lokaler Anforderungen an die
anwendbar zu machen, bedarf es neuer Lösungen zur Bauteileigenschaften erarbeitet. Diese werden mit der
automatisierten Bestimmung variabler Prozesspara- automatischen Analyse lokaler geometrischer Eigen-
meter. schaften des Bauteils, wie beispielsweise Porenfreiheit
und Oberflächenbeschaffenheit, kombiniert. Dazu wer-
Aufgaben und Ziele den innovative Steuerungs- und Überwachungsalgo-
Ziel des Forschungsprojekts IndiPro ist die Entwick- rithmen entwickelt. Die Anwendbarkeit und Leistungs-
lung und Umsetzung von Methoden zur automatisier- fähigkeit der zu erarbeitenden Softwarewerkzeuge
ten Bestimmung von optimalen Prozessparametern werden anhand der beispielhaften Fertigung von vier
für die Fertigung komplexer Geometrieelemente. Der Bauteilen aus dem Automobilbau bzw. der Luft- und
Fokus liegt dabei auf der Erhöhung der Bauteilqualität Raumfahrt demonstriert.
Anwendungen und
Ergebnisse
Mit den Vorhabenergebnissen
können die technologische
Leistungsfähigkeit und das
Anwendungsspektrum von
Laserstrahlschmelzanlagen we-
sentlich erweitert werden. Die
anforderungsgerechte Herstell-
barkeit einzelner Funktionsele-
mente an Bauteilen steigert die
Möglichkeiten der industriellen
Serienfertigung erheblich. Die
deutlich verbesserte Bauteil-
qualität lässt die branchenüber-
greifende Anwendbarkeit der
Projektergebnisse auch in den
Bereichen Medizintechnik und
Feinmechanik erwarten.
Additiv gefertigtes Funktionsbauteil mit lokal variierenden BauteileigenschaftenTECHNOLOGIEKOMPETENZEN FÜR DIE ADDITIVE FERTIGUNG AUSBAUEN 21
Projektpartner und -aufgaben Projekt Bauteilindividuelle Prozesssteuerung und
-überwachung zur anforderungsgerechten
additiven Massenfertigung (IndiPro)
●● EOS GmbH Electro Optical Systems, Krailling
Maschinenintegration der bauteilindividuellen
Koordination EOS GmbH Electro Optical Systems
Fertigungsprozesssteuerung Herr Dr. Martin Otto
Robert-Stirling-Ring 1
82152 Krailling
●● InfraTec GmbH Infrarotsensorik und Messtechnik, Tel.: 089 89336-1702
Dresden E-Mail: martin.otto@eos.info
Hardware für die bauteilindividuelle Fertigungs-
Projektvolumen 3.361 Tsd. Euro (davon 1.861 Tsd. Euro BMBF-
prozessüberwachung Förderung)
●● Robert Bosch GmbH, Gerlingen Projektlaufzeit 01.11.2016 bis 31.10.2019
Thermische Simulation, Steuerung und Über-
wachung der Massenfertigung Projektlink www.produktionsforschung.de/projekt/IndiPro
Programm Innovationen für die Produktion, Dienstleistung
●● citim GmbH, Barleben und Arbeit von morgen
Anwendungsverifizierung für die Automobilbranche
und für kundenindividuelle Anforderungen BMBF-Referat Produktion und Dienstleistung; Zukunft der Arbeit
●● MTU Aero Engines AG, München Projektträger Projektträger Karlsruhe (PTKA)
Anwendungstests und Zertifizierungsprüfung für
Ansprechpartner Herr Dipl.-Ing. Mischa Leistner
die Luft- und Raumfahrt Tel.: 0351 463-31429
E-Mail: mischa.leistner@kit.edu
●● Universität Bremen, Airbus-Stiftungsprofessur
ISEMP, Bremen
Integration von thermischer Simulation, Bauteil-
segmentierung und automatischer Geometrie-
analyse
●● TU Darmstadt, Institut für Produktionsmanage-
ment, Technologie und Werkzeugmaschinen PTW,
Darmstadt
Prozessentwicklung und Verifizierung der Integra-
tion von Simulation, Bauteilsegmentierung und
Geometrieanalyse
3D-gedrucktes Servoventil und Querschnitt22 DEUTSCHLAND DRUCKT DREIDIMENSIONAL
3D-Druck von Implantaten aus Metall mit Sensoren verbessern
3D-Drucker, die aus Metallpulver komplex gestaltete ßenden Druckvorgängen verhindert werden. Dies soll
Produkte fertigen, gewinnen stetig an Bedeutung. durch den Einsatz von Maschinenlernverfahren aus
Verschiedene Branchen, wie die Luftfahrt, die Medi- dem Bereich der künstlichen Intelligenz gewährleistet
zintechnik oder der Maschinenbau, setzen verstärkt werden, damit die Anlage selbst Fehler erkennt, abstellt
auf diese Technologie. Durch die Möglichkeit, damit und an vergleichbare Anlagen weitergibt.
Leichtbaustrukturen schichtweise aufzubauen, sind
diese Produkte häufig leicht und weisen bessere Technologie und Methodik
Funktionseigenschaften, wie beispielsweise Härte, Dazu werden verschiedene Sensoren weiterentwickelt
auf. Bislang haben die 3D-Drucker jedoch unzurei- und integriert, die den Zustand des Druckprozesses
chende Möglichkeiten zur Fehlererkennung, da diese in der Anlage sicher erfassen. Strahlungssensoren,
über zu wenige Sensoren zur Prozessüberwachung Topografiesensoren sowie Kamerasysteme für den
verfügen. Dadurch kann auf unvorhergesehene sichtbaren und nicht sichtbaren Infrarotbereich sind
Störungen im Herstellungsprozess nicht ausreichend hierfür vorgesehen. Dadurch können verschiedene
reagiert und die Bauteilqualität nicht zuverlässig Parameter, wie das Prozessleuchten, die Form der Bau-
gewährleistet werden. Das Verfahren hat eine ver- teiloberfläche und die Bauteilabmessungen, beurteilt
gleichsweise hohe Fehlerquote, was mit unnötigen werden. Durch Kombination aller Messdaten wird ein
Folgekosten einhergeht. umfassender Rückschluss auf die Qualität des Bauteils
ermöglicht. Weiterhin werden Regelkreise zur Prozess-
Aufgaben und Ziele überwachung entwickelt, die schnell genug sind, um
Ziel des Forschungsprojekts InSensa ist die Entwick- Unregelmäßigkeiten zu erkennen und zu kompensie-
lung und Integration einer neuartigen Sensor- und ren, beispielsweise durch Anpassung der Laserleistung.
Regelungstechnik für 3D-Druckanlagen zur Senkung Die Funktionalität von Sensorik und Prozessregelung
der Fehlerquote. Bauteilfehler sollen bereits während soll an speziell definierten Probekörpern, wie Implan-
des Produktionsprozesses erkannt und bei anschlie- taten, mit industriellem Charakter getestet werden.
Anwendungen und Ergebnisse
Es wird erwartet, dass sich durch die
neue Sensortechnik die Fehlerquo-
te von 30 auf 5 Prozent verringert.
Dadurch können Bauteile in Zukunft
wirtschaftlicher und effizienter herge-
stellt sowie deren Qualität erhöht wer-
den. Das Projekt leistet einen wichtigen
Beitrag, die Innovationsfähigkeit im
metallischen 3D-Druck bei Anlagen-
herstellern, Komponentenentwicklern
von Sensorik und Steuerungstechnik
sowie Anwendern zu steigern. Darü-
ber hinaus können die entwickelten
Ergebnisse auf weitere Branchen, wie
den Maschinen- und Anlagenbau, über-
tragen werden.
3D-gedrucktes patientenspezifisches Hüftimplantat aMace aus TitanSie können auch lesen