FUTURE MANUFACTURING - Additive Fertigung Augmented Reality - Magazin für intelligente Produktion - VDMA Verlag
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

FUTURE MANUFACTURING Magazin für intelligente Produktion Additive Fertigung Augmented Reality www.future-manufacturing.eu 6/2019


Digitale trifft auf reale Welt
Zahlen, Daten, Fakten
Die Realität profitiert von der virtuellen Welt. Die Technik kann zur Optimierung beitragen oder
dabei helfen, Maschinen zu reparieren und eine Wartung durchzuführen. Um 85,4 % jährlich soll
der Weltmarkt für Augmented Reality auf 156 Milliarden US-Dollar bis zum Jahr 2022 steigen.
Eine Analyse zeigt, dass im Jahr 2023 über 20 Millionen Konsumenten in Deutschland
regelmäßig Augmented-Reality-Funktionen nutzen. Damit steigt die Zahl der aktiven
AR-Nutzer in den nächsten Jahren durchschnittlich um über 50 Prozent pro Jahr.
Datenbrillen werden häufig genutzt, um das Potenzial von Augmented Reality
auszuschöpfen. Entwickler werden in den kommenden Monaten mit innovativen
AR-Angeboten aufwarten. Navigationsfeatures erleichtern den Alltag, mobiles
Quellen: Spectaris, DB Research, Bitkom,
Einkaufen wird interaktiv und AR-Games machen Spaß.
Bild: Adobe Stock / Sasin Paraksa
Capgemini Research
Editorial
3D-Druck in der Industrie
Kommt 3D-Druck in der Industrie zum Einsatz, dann spricht die Fachwelt
von additiver Fertigung (Additive Manufacturing, AM). Der Sammelbegriff
umfasst zahlreiche Verfahren zur Verarbeitung von Metallen, Kunststoffen,
Keramiken und weiteren Materialien, die ein großer Vorteil eint: Sie erzeu-
gen komplexe Bauteile ohne vorhergehenden Werkzeugbau.
Was anfangs im Rapid Prototyping Furore machte, nutzt die Industrie ver-
mehrt zur Fertigung von Einzelteilen, Kleinserien und Werkzeugen, zur
dezentralen On-Demand-Produktion von Ersatzteilen oder Individualisie-
rung von Massenprodukten. Das Potenzial ist enorm. Um es zügig zu heben,
Rainer Gebhardt hat sich 2014 die Arbeitsgemeinschaft Additive Manufacturing im VDMA
Projektleiter Arbeitsgemeinschaft
gegründet. Heute arbeiten darin Unternehmen aus allen Bereichen der
Additive Manufacturing
VDMA additiven Wertschöpfungskette zusammen: Industrielle Anwender, AM-
Anlagenbauer und Zulieferer, Material-, Software- und Automatisierungs-
spezialisten, Fertigungsdienstleister und Forschungsinstitute.
Eine aktuelle Mitgliederumfrage belegt die zunehmende Reife der Branche.
Prototypen machen kaum noch ein Viertel der Produktion aus. Drei Viertel
entfallen zu vergleichbaren Anteilen auf additiv gefertigte Werkzeuge,
Ersatzteile und Serienprodukte.
Für den breiten industriellen Serieneinsatz bedarf es robuster, hochgradig
automatisierter Prozessketten. Der Weg dorthin führt über die Vernetzung
der Akteure entlang der Prozesskette. Der Austausch ihrer Anwendererfah-
rungen und ihrer Perspektiven auf die Prozesse ist die Basis dafür, dass die
junge Branche schnell zu einem gemeinsamen Prozessverständnis gelangt.
Gerade weil die Technologie so heterogen ist, liegt der Schlüssel in der Viel-
falt: Sie erlaubt es den Akteuren, technologische Herausforderungen diffe-
renziert zu betrachten und Spezifika verschiedener Werkstoffe, Verfahren
und Anwendungen zu berücksichtigen.
Die Arbeitsgemeinschaft Additive Manufacturing repräsentiert diese Viel-
falt. Gemeinsam erarbeiten ihre 150 Mitglieder die Basis, um Einzelprozesse
Schritt für Schritt zu vernetzen. Ziel ist die Integration von Additive Manu-
facturing in die Smart Factory. Denn dort können additive Verfahren ihre
Stärken ausspielen: maximale Flexibilität, Designfreiheit und Umsetzungs-
geschwindigkeit.
Neuste Entwicklungen finden Interessierte zum Beispiel auf der Branchen-
leitmesse Formnext vom 19. bis 22. November in Frankfurt. Die Messe ist
seit ihrer Premiere 2015 vom Start-up zur dynamisch wachsenden Industrie-
messe geworden.
Rainer Gebhardt
Inhalt
Editorial 4
Additive Fertigung
Pulverbettverfahren im Vergleich: 6
Binder Jetting oder selektives Laserschmelzen?
Exone: Höhere Prozessgeschwindigkeit und bessere Qualität des Endprodukts
Sauberer 3D-Druck für saubere Abwasserkanäle 8
Trumpf: Mehr Effektivität mit additiv gefertigten Düsen Prototypen und Kleinserien aus
niedriglegiertem Kupfer eröffnen
durch 3D-Druck eine neue Welt für
Quantensprung in der Kupferverarbeitung 10 Bauteile.
Proto Labs: Bekannte Eigenschaften mit neuen Freiheiten
10
Der Einsatz von 3D-Druck im Ersatzteilbereich 12
Antares: Chancen und Herausforderungen beim Reverse Engineering
Neues aus der Industrie 14
Augmented Realilty
Pulverbeschichtung 4.0: Wie Augmented Reality 16
die Arbeit in der Maschinenhalle erleichtert
Ubimax: Relevante Informationen werden in das Sichtfeld eingeblendet
Augmented-Reality-Inspektion durch exakte Registrierung 18
von CAD-Modell und Kamerabild Mit der Pick-by-Vision-Lösung wissen
Visometry: Qualitätssicherung durch Tracking mit Computer Vision die Werker genau, welche Ware aus dem
Regal kommissioniert werden muss.
Digitale Power für den Schaltschrankbau 20 24
WSCAD: Unterstützung der Techniker bei Verdrahtung und Wartung
Augmented-Reality-Headsets für digitale Geschäftsmodelle 22
Oculavis: Remote Service mit dem Blick auf die tatsächliche Situation
Unbestechlicher Helfer auf der Nase: 24
Die Datenbrille in der Logistik
Picavi: Millionenfache Picks schnell und präzise
An Augmented Reality führt kein Weg vorbei 26
AP&S und Tepcon: Lösungen mit dem Einsatz erweiterter Realität Augmented Reality in Verbindung mit
Simulation kann Probleme bei der
Anlagenentwicklung im Vorfeld lösen.
Die intelligente Datenbrille bietet Unterstützung 28
in der Fertigung 30
Siemens: In Verbindung mit neuartigen Interaktionsmodellen bieten
tragbare Endgeräte einen Mehrwert F U T U R E M A N U FA C T U R I N G 2 0 2 0
Bei der Anlagenentwicklung den Überblick behalten 30 Die Themen der nächsten
Machineering: Nutzer können in Gruppen interagieren Ausgaben: Digitale Farbik
und künstliche Intelligenz,
Mit Brille senkt BAE Systems den Trainingsaufwand 32 elektrische Automation,
PTC: Mit modernen Lernmethoden neue Mitarbeiter anleiten Antriebstechnik, Intralogistik.
FUTURE MANUFACTURING
Pulverbettverfahren im Vergleich:
Binder Jetting oder selektives Laserschmelzen?
ANDREW KLEIN
Die Vorteile des Binder-Jetting-Verfahrens im Vergleich zum Elektronenstrahlschmelzen und
zum selektiven Laserschmelzen werden deutlich, wenn man alle Verfahrensschritte und die
finalen Bauteile berücksichtigt. Aufgrund der höheren Prozessgeschwindigkeit, des unkompli-
zierten Verfahrens und der Qualität des Endprodukts ist zu erwarten, dass diese Technologie
zunehmend zum Einsatz kommen wird.
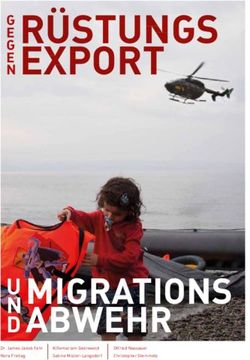
Fotos: ExOne
Das Laufrad ist ein im Binder Jetting Verfahren hergestellter Grünkörper. Dieser Grünkörper muss im Anschluss an den Druck im Sinterofen gebrannt werden.
Im Binder-Jetting-Verfahren können sechs Materialien verarbeitet werden.
B
ei strahlbasierenden Pulverbettver- das selektive Laserschmelzen (SLM) und schicht wird über mehrere Düsen ein flüs-
fahren wird eine dünne Schicht das Elektronenstrahlschmelzen (EBM). siger Kleber an den Stellen aufgebracht,
metallischen Pulvermaterials auf die Auch beim Binder Jetting (BJ) kann an denen das Bauteil entsteht. Erst dann
Bauplattform aufgetragen und von einem das Pulverbett aus Metallpulver bestehen, folgt die nächste Pulverschicht. Die drei
Laser oder einem Elektronenstrahl in die ebenso eignen sich Kunststoffe, natürli- verschiedenen Techniken führen zu signi-
gewünschte Form geschmolzen. Zu die- cher oder synthetischer Sand oder andere fikanten Unterschieden hinsichtlich der
sem Verfahren gehören unter anderem Materialien in Pulverform. Auf die Pulver- Prozess- und Bauteileigenschaften.
6
FUTURE MANUFACTURING
Der 3D-Metall-Drucker ist für
die Serienproduktion geeignet.
Im Binder-Jetting-Verfahren
können die Materialien Metall,
Keramik oder Sand verarbeitet
werden.
Bei SLM und EBM wird das Bauteil tive Verfahren selbst ist oft der schnellste ert ungefähr eine Stunde. Sowohl SLM als
schnell erhitzt und wieder abgekühlt. Die und einfachste Verfahrensschritt. Unter- auch EBM benötigen eine qualifizierte Ma-
thermische Belastung muss erst abgebaut schätzt werden die Rüstzeiten und die schinenvorbereitung, einschließlich Reini-
werden, bevor das produzierte Bauteil Phasen, die nach dem Druck erfolgen. gung und Komponentenwechsel, was zwei
weiterverarbeitet werden kann. BJ ist das Bei der reinen Druckzeit sollte man die bis drei Stunden Zeit benötig.
einzige Verfahren, bei dem das Bauteil bei Anzahl und das Volumen der zu fertigen- Bei SLM muss zudem nach dem Dru-
gleichbleibender niedriger Temperatur in den Bauteile berücksichtigen: BJ ist grund- cken das Bauteil mehrere Stunden lang
Form gebracht wird und sofort weiterver- sätzlich das schnellste Druckverfahren. bei 400 bis 800 Grad Celsius spannungs-
arbeitet werden kann. Nach dem Sintern Rechnet man jedoch die notwendigen frei geglüht werden, um induzierte Eigen-
des Grünteils hat das finale Bauteil bes- Verfahrensschritte wie das Aushärten und spannungen zu reduzieren. Das Entfernen
sere isotrope Eigenschaften als Bauteile, Sintern, in die Gesamtzeit ein, kann unter von Stützträgern ist sowohl beim SLM als
die durch SLM oder EBM hergestellt Umständen EBM für den Druck eines ein- auch beim EBM erforderlich. Beim SLM
wurden. zelnen Bauteils besser geeignet sein. SLM bedarf es dabei sogar einer maschinellen
ist häufig die langsamste Technologie im Bearbeitung.
Pulverbett ersetzt Stützstrukturen Hinblick auf die gesamte Prozesszeit. Eine Untersuchung der Mikrostruktur
Grundsätzlich gilt: Je größer die be- der endgültigen Bauteile durch Exone er-
Für SLM und EBM müssen nicht nur ther- druckte Fläche der einzelnen Schichten in gab: Sowohl EBM als auch SLM erzeugen
mische, sondern auch geometrieabhän- einem Druckjob ist, desto effizienter er- säulenförmige Kornstrukturen mit relativ
gige Stützstrukturen entwickelt werden, weist sich das BJ im Vergleich zu den großen Körnern, BJ eine feinkörnige und
um den 3D-Aufbau zu gewährleisten. Bei strahlbasierenden Verfahren. Das liegt unter äquiaxiale (gleichachsige) Struktur. Da
EBM wird das Pulver, das das Bauteil um- anderem daran, dass SLM und EBM jeden Größe und Gestalt der Körnung ein we-
gibt, während des Fertigungsprozesses Teilequerschnitt einzeln mit einer punkt- sentlicher Faktor für die finalen mechani-
teilweise gesintert, sodass es als mechani- förmigen Energiequelle belichten müssen. schen Eigenschaften des Bauteils sind,
scher Stützträger fungieren kann. BJ benö- Im Gegensatz dazu ist die notwendige kann das Verfahren in diesem Bereich
tigt keine Stützträger, da es während des Zeit für die Überfahrt des Inkjet Druck- besonders punkten. Denn eine gleichmä-
Niedertemperaturaufbaus von dem unge- kopfs konstant – unabhängig davon, ob ßige Mikrostruktur führt nicht nur zu den
bundenen Pulver getragen wird. Ähnlich eine oder mehrere Schichten aufgebaut gewünschten isotropen mechanischen
wie im Metallspritzgussverfahren werden werden. Obwohl viele SLM-Systeme mit Eigenschaften, sondern auch zu einer län-
keramische Stützträger gegebenenfalls erst mehreren Lasern arbeiten, ist die Aufbau- geren Materiallebensdauer. l
im Sinterofen eingesetzt. geschwindigkeit oftmals langsamer als
beim Binder Jetting. Andrew Klein
Höchste Prozessgeschwindigkeit Beim BJ fallen das Entpulvern eines Director of Research & Development
ExOne GmbH
Betts zum Entfernen von Grünteilen, das
Verglichen mit herkömmlichen Produk- Aushärten und das Sintern in der Nachbe-
tionsverfahren kann der 3D-Druck oft reitung ins Gewicht. Das Vorbereiten der
durch Schnelligkeit überzeugen. Das addi- Anlage für einen neuen Druckauftrag dau-
7
FUTURE MANUFACTURING
Sauberer 3D-Druck für saubere Abwasserkanäle
RAMONA HÖNL
Zusammen mit einem Düsenhersteller und einer Hochschulei ist das Design von Kanal-
reinigungsdüsen für den 3D-Druck optimiert worden. Die additiv gefertigten Düsen lassen
sich schneller herstellen und reinigen die Kanäle besser.
B
islang fertigt man Kanalreinigungs- Manufacturing, AM) verkürzt und die Bau- Um größere Abwasserkanäle zu säu-
düsen in vier Schritten: Material zu- teile optimiert. Das Ergebnis: 53 Prozent bern, lassen Mitarbeiter sogenannte Rei-
schneiden, drehen, fräsen und kle- höhere Maschinenverfügbarkeit für den nigungsbomben, die durch einen Schlauch
ben. In Kooperation mit dem Düsenher- Düsenhersteller und eine bessere Strahl- mit dem Fahrzeug verbunden sind, auf
steller USB Düsen und der Hochschule führung. Weiterhin rechnen die Experten einem Schlitten durch den Kanal gleiten.
Heilbronn hat Trumpf die Prozesskette mit mit einer besseren Reinigungsleistung und Rund um den Kopf der Bombe sind zwölf
Hilfe von additiver Fertigung (Additive einem geringeren Wasserverbrauch. bis 15 Düsen verschraubt, aus denen
Additive Fertigung
Fotos: Trumpf
verbessert die Qualität
der Bauteile und
schont die Ressourcen.
8
FUTURE MANUFACTURING
Die optimierte, 3D-gedruckte
Düse für die Kanalreinigung des
Unternehens USB Düsen.
Wasser herausspritzt. Der Strahl trifft mit diesem Schritt keinen Mehrwert, sondern einen Prüfstand aufgebaut. „Die Messun-
einem Druck von etwa 300 bar auf die würde im Gegenteil die Prozessdauer so- gen haben ergeben, dass sich bei den kon-
Kanalwand und löst den Schmutz, der gar verlängern“, informiert Arikcan. ventionellen Arbeitsschritten 53 Prozent
dann vom Fahrzeug über den Schlauch Die folgenden Schritte – Fräsen und Zeit einsparen lassen“, freut sich Arikcan.
eingesaugt wird. Kleben – soll der 3D-Drucker übernehmen. Zum Einsatz kam der 3D-Drucker TruPrint
Als Herstellungsverfahren wählte Trumpf 1000 mit Single-Laser-Funktion. Mit einer
Herkömmliche Düsenfertigung das Laser Metal Fusion (LMF), bei dem ein Multi-Laser-Anlage sei das Ersparnis sogar
ist zeitaufwändig Laser das Bauteil Schicht für Schicht im noch größer, weiß der Experte. Die neuen
Pulverbett aufbaut. „Das Verfahren ist für Düsen überzeugen auch mit einer besse-
Obwohl die Düsen der Bombe simpel auf- komplexe Geometrien prädestiniert. Diese ren Strahlführung. „Wir konnten zeigen,
gebaut sind, benötigt man für die Herstel- benötigen wir, um die Funktionalitäten – dass der Wasserstrahl ruhiger verläuft als
lung vier Schritte. Das Rohmaterial, Edel- also maximale Reinigungsleistung mit beim konventionellen Aufbau. Außerdem
stahl, wird erst zugeschnitten und an- minimalem Wasserverbrauch – zu reali- rechnen wir damit, dass sich der Druck auf
schließend in der Drehmaschine zu einem sieren“, erläutert Arikcan. Außerdem ha- der Fläche erhöht und sich der Wasserver-
massiven Gewinde geformt. Danach wer- ben die Experten das Bauteil so kons- brauch reduziert“, freut sich Arikcan. Ein
den zwei Rohlinge in einer Vorrichtung der truiert, dass beim Drucken keine Stütz- weiterer positiver Effekt ist, dass sich die
Fräsmaschine positioniert, in welcher die strukturen erforderlich sind und die Nach- Verfügbarkeit der Dreh- und Frässtationen
Kontur einer Mutter auf die Stirnseite arbeit entfällt. Da eine Software den steigert.
gefräst wird. Zuletzt klebt der Werker von Druckprozess steuert, gehören Ungenau- Trumpf stellt nicht nur die für den
Hand einen Keramikeinsatz hinein. igkeiten, die beim manuellen Kleben oft 3D-Druck benötigten Maschinen und An-
„Für jeden Schritt muss der Mitarbeiter entstanden sind, der Vergangenheit an. lagen sowie die dazu passenden Laser-
das Bauteil aus der Maschine herausneh- Für bessere Bauteileigenschaften ver- strahlquellen samt aller optischen Kom-
men. Außerdem kommt es beim Kleben zu größerten die Mitarbeiter den Aufsatz der ponenten her, sondern hat auch die
Ungenauigkeiten, wodurch die Strahlfüh- Düse und integrierten eine äußere Kanal- Technologie-, Prozess- und Digitalisie-
rung verändert wird“, kritisiert Fatih Arik- führung. Auf diese Weise wird dem Sys- rungskompetenz im Haus. „Wir denken
can, Applikateur Additive Manufacturing tem Luft zugeführt und der Strahl trifft in Form und Funktion. Unter diesen Ge-
bei Trumpf. Mit additiver Fertigung ist fokussierter auf der Reinigungsfläche auf. sichtspunkten schauen wir uns mit dem
die Herstellungszeit verkürzt und gleich- Die Preforms samt Aufdruck lassen sich Kunden gemeinsam das Produktport-
zeitig die Reinigungsleistung verbessert unmittelbar nach dem Druckprozess in folio an und beraten ihn, an welchen Stel-
worden. die Bomben hineindrehen. Dafür ist es len 3D-Druck Sinn macht. Qualität, Kos-
nicht einmal notwendig, die Substrat- tenreduzierung und Zeitersparnis sind
Hybride Prozesskette platte aus der Maschine auszubauen. unsere wichtigsten Zielgrößen“, erklärt
für maximale Ersparnis „Damit ist erstmals eine Serienfertigung Arikcan. l
für die Stückzahl von 10.000 Düseneinsät-
Für die neuen Düsen verfolgten die Exper- zen pro Jahr möglich“, berichtet Arikcan. Ramona Hönl
ten einen hybriden Ansatz, also eine Kom- Sprecherin Additive Manufacturing
TRUMPF GmbH + Co. KG
bination von konventionellen und addi- Maschinenverfügbarkeit
tiven Verfahren. Beim massiven Unterbau verdoppelt
mit Gewinde, der Preform, sehen sie wei-
terhin die Drehmaschine vor. „Der Prozess Um die 3D-gedruckten Bauteile zu testen
läuft solide. Additive Fertigung bringt bei und zu validieren, haben die Experten
9
FUTURE MANUFACTURING
Quantensprung in der Kupferverarbeitung
CHRISTOPH ERHARDT
Der Werkstoff Kupfer ist aus vielen Bereichen nicht mehr wegzudenken. Insbesondere mit Hilfe
der additiven Fertigung ermöglicht die Herstellung von Kupferteilen komplexe Geometrien
und eine erheblich schnellere Prototypenfertigung – bei gleichbleibenden Eigenschaften der
Bauteile.
Die Legierung Kupfer-
Nickel-Silizium-
Chrom (CuNi2SlCr)
3D-Druck mit Kupfer kann jetzt mittels
ermöglicht komplexe additiver Fertigung
Geometrien. verarbeitet werden
K
ulturgeschichtlich gesehen ist Kup- Verarbeitungsformen wie Fräsen, Stanzen ren einen entscheidenden Vorteil. Durch
fer eines der Materialien, deren Ver- und Biegen andere Verarbeitungsmetho- das Erzeugen von Bauteilen schichtweise
arbeitung Menschen bereits seit den hinzugekommen. So können am Com- lassen sich wesentlich komplexere und
Jahrtausenden umtreibt. Bereits bei den puter erzeugte Dateien ohne Probleme ansonsten nur äußerst schwer umsetz-
Assyrern wurde Kupfer zu Kunstobjekten direkt in eine überwiegend digitalisierte bare Geometrien herstellen. Diese für die
und Werkzeugen verarbeitet. Fast 3000 Fertigung gegeben werden, um möglichst Fertigung revolutionären Aspekte der Pro-
Jahre später wird das Material von vielen schnell die gewünschten Teile zu erhalten. duktion machen den 3D-Druck zu einer
Kunsthandwerkern weltweit geschätzt und Insbesondere das CNC-Fräsen, das Spritz- vielfältig eingesetzten Technologie, die
in kaum veränderter Weise verarbeitet. gussverfahren und die Möglichkeiten des dabei hilft, innovative Ansätze auf prak-
Was sich allerdings insgesamt verän- 3D-Drucks und der additiven Fertigung tisch allen Wirtschaftsgebieten zu verfol-
dert hat, sind die Möglichkeiten der Verar- ermöglichen die Verarbeitung einer brei- gen. Insbesondere bei der Herstellung von
beitung von Rohstoffen durch Menschen ten Auswahl an Materialien. Kleinserien und Prototypen ist die additive
im Allgemeinen. Insbesondere in den ver- Dabei hat die additive Fertigung ge- Fertigung eine unverzichtbare Technolo-
gangenen Jahrzehnten sind zu klassischen genüber den anderen Fertigungsverfah- gie, die immer mehr Einfluss auf die Pro-
10FUTURE MANUFACTURING
duktion nimmt. Ein wesentlicher Grund Details lassen sich durch DMLS mit Kupfer auch dort anwenden, wo bislang noch auf
für den Siegeszug der additiven Fertigung erzeugen. teure Spezialteile zurückgegriffen werden
stellt dabei die große Materialauswahl So verfügen Kupferteile aus der addi- musste.
dar, die stetig wächst. tiven Fertigung über eine Wandstärke Besonders für den Einsatz in rauen
Eines der Materialien, das neuerdings von einem Millimeter, bei erhabenen und Umgebungen ist CuNi2SlCr bestens ge-
mittels additiver Fertigung verarbeitet vertieften Details ist bereits ein Mindest- eignet und hält auch noch Stand, wenn
werden kann, ist die Kupferlegierung maß von 0,5 Millimetern ausreichend. reines Kupfer bereits an seine Belastungs-
CuNi2SlCr. Diese wird, wie auch unter- Eine einzelne Schicht der Bauteile aus grenzen kommt. Dabei kann das Material
schiedliche Stahl- oder Titanlegierungen, dem 3D-Drucker beträgt 20 Mikrometer, durch seine physikalischen Eigenschaften
mithilfe des direkten Metall-Lasersintern also ein Viertel der Dicke eines normalen überall eingesetzt werden, wo man auch
(DMLS) verarbeitet. Dabei liegt der Roh- Blattes Papiers. In den 3D-Druckern von sonst Teile aus Kupfer verwenden würde.
stoff, in diesem Fall die Kupferlegierung, Protolabs, einem Anbieter von verschie- Insbesondere in der Produktion von Proto-
in Pulverform vor. Im ersten Schritt wird denen Fertigungsverfahren und Experten typen und bei Kleinserien, also in allen Be-
auf einer Bauplattform eine dünne Schicht auf dem Gebiet 3D-Druck, lassen sich Kup- reichen, wo es auf eine schnelle Verfüg-
des Pulvers aufgetragen und durch einen ferteile bei diesem Fertigungsverfahren in barkeit von Teilen ankommt, ist die Her-
Laserstrahl an bestimmten Stellen ver- einem Bauraum von 100x100x100 Milli- stellung von Teilen aus Kupfer mittels
festigt. metern Größe drucken. DMLS daher eine sinnvolle Ergänzung der
Nach einem Absenken der Bauplatt- Verarbeitung von Kupfer.
form und einer neu aufgebrachten Schicht Neue Freiheiten Die Einsatzmöglichkeiten von Kupfer-
des Kupferpulvers wird der Prozess von und alte Eigenschaften teilen aus der additiven Fertigung sind so
Neuem durchgeführt. Stützstrukturen, wie vielfältig wie das Material selbst. Überall
man sie von einigen anderen 3D-Druck- Dass die Teile aus dem 3D-Drucker stam- wo man auf hohe thermische und elektri-
verfahren kennt, sind auch bei DMLS nötig, men, ändert bei der Produktion von Ge- sche Leitfähigkeit setzen muss, kann auf
damit die im Prozess entstehende Wärme genständen aus Kupfer nichts an ihren die Möglichkeit zurückgegriffen werden,
aufgenommen und abgeleitet werden physikalischen Werten. Die Eigenschaften komplexe Geometrien herzustellen. Wer-
kann. Diese Stützen werden im Zuge der der Kupferlegierung werden beim Verar- den hingegen hohe Stückzahlen mit einfa-
Nachbearbeitung entfernt. beitungsprozess durch DMLS nicht verän- cher Geometrie benötigt, können Verfah-
Im Gegensatz zur Verarbeitung von dert, und der Rohstoff behält seine hohe ren wie CNC-Fräsen und Spritzguss nach
Kupfer durch assyrische Kunstschmiede thermische sowie seine elektrische Leitfä- wie vor sinnvoller sein. l
oder durch CNC-Fräsen, lassen sich mit- higkeit. Zudem bringt CuNi2SlCr gute me-
tels der additiven Fertigung weitaus an- chanische Eigenschaften mit sich. Da durch Christoph Erhardt
spruchsvollere Strukturen aus dem viel- die additive Fertigung jedoch ganz an- Manager Additive Manufacturing Metal
seitigen Material herstellen. Insbesondere dere Geometrien ermöglicht werden, las- Proto Labs Germany GmbH
komplexe Geometrien und besonders feine sen sich Teile aus der Fertigung mit DMLS
Fotos: Protolabs
Mit Hilfe von direktem Metall-Lasersintern kann Kupfer für die additive 3D-Druck mit Kupfer: Prototypen und Kleinserien aus niedriglegiertem
Fertigung genutzt werden. Kupfer eröffnen durch 3D-Druck eine neue Welt für Bauteile.
11FUTURE MANUFACTURING
Der Einsatz von 3D-Druck im Ersatzteilbereich
JENS HÄHN UND RALF BAUDER
Der 3D-Druck von Metallteilen bietet bereits vielfältige Chancen, und er wird weiterhin stark
wachsen. Die additive Fertigung ist eine große Chance für das Ersatzteilmanagement. Bereits
heute lassen sich durch Reverse Engineering und additive Verfahren attraktive Alternativen zu
herkömmlichen Produktionsmethoden darstellen. Es handelt sich um eine komplexe Aufgabe,
die deutlich über die reine Vermessungstätigkeit hinausgeht und vom Aufwand her teilweise
fast an eine Neuentwicklung heranreicht.
A
ufgrund der vielen positiven Ent- Additive Verfahren haben sich in den Insbesondere bei Produkten, die durch
wicklungen bei der Maschinenpro- vergangenen Jahren rasant weiterentwi- geringe Verkaufsmengen bei gleichzeitig
duktivität durch die Zahl der Laser- ckelt und ihre Serientauglichkeit in vielen hoher Volatilität im Bestellverhalten ge-
systeme und die Grundmaterialien ist zu Branchen wie Luft- und Raumfahrt, Fahr- kennzeichnet sind, bieten die 3D-Druck-
erwarten, dass die Menge der Anwendun- zeug- und Maschinenbau, Bahntechnik und verfahren große Vorteile gegenüber her-
gen stark zunimmt und der Ersatzteilbe- Medizintechnik unter Beweis gestellt. So kömmlichen Verfahren: Zum Beispiel las-
reich seine Rolle als wichtige Stütze des ist es naheliegend, diese Verfahren auch sen sich durch die werkzeuglose Fertigung
Gesamtmarkts für additive Fertigung aus- für Ersatzteile und andere Langsamdreher Rüstzeiten einsparen, was zu deutlich re-
bauen wird. einzusetzen. duzierten Lieferzeiten führt. Produktionen
Fotos: Antares
Bei älteren Ersatzteilen stehen oft keine 3D-Daten zur Verfügung. Dann müssen diese Daten erfasst werden.
12FUTURE MANUFACTURING
lassen sich deutlich besser an die tatsäch- Volumenmodell zusammengeführt, das
liche Nachfrage anpassen und sind nicht idealerweise parametrisch aufgebaut und
mehr an (tendenziell zu große) Serienlose somit manipulierbar ist. Dieses 3D-Modell
gebunden, was zu einer Reduzierung von stellt die Ausgangsbasis für die weiteren
Beständen führt. Auch die Integration von Arbeiten dar.
mehreren Funktionen in einem Bauteil, Mit der Erzeugung von 3D-Modellen
die Zusammenführung mehrerer (konven- sind diese insbesondere bei technisch-
tioneller) Bauteile zu einem sogenannten funktionalen Bauteilen in der Regel nicht
Single-Print-Bauteil oder die Umsetzung abgeschlossen. Um aus dem 3D-Bild ein
komplexer Geometrien zur Gewichtsredu- funktionsfähiges und zuverlässiges Ersatz-
zierung und Funktionsverbesserung wer- teil zu machen, bedarf es weiterer Kons-
den erst durch den 3D-Druck möglich. truktionsarbeit. Teilweise handelt es sich
Als Materialien steht bereits eine Viel- um Berechnungen und Festigkeitsnach-
zahl von erprobten Legierungen zur Verfü- weise durch die Finite-Elemente-Methode
gung; das Spektrum reicht von Aluminium (FEM); weiterhin müssen Passungen, Tole- Wenn komplexe Baugruppen in additiver
über verschiedene Stähle bis hin zu eher ranzen, Oberflächenbeschaffenheiten und Fertigung hergestellt werden, dann ist auch die
Erfahrung der Ingenieure gefragt.
exotischen Materialien wie Titan. Damit las- weitere Merkmale definiert werden. Wenn
sen sich Bauräume bis zu 800 x 400 x 500 komplexe Baugruppen mit mehreren Ein-
Millimetern realisieren. zelteilen für additive Verfahren fit ge- Beispiel topologische Optimierungen zur
macht werden, kommen weitere Entwick- Gewichtsreduzierung zu einem deutlich
Reverse Engineering für Ersatzteile lungsschritte hinzu. Die genaue Kenntnis abweichenden Aussehen führen und da-
bezüglich der späteren Verwendung sowie mit am Markt teils auf Ablehnung stoßen,
Die Idee, das additive Verfahren für Ersatz- der zu erwartenden Lastzustände ist eine obwohl die Funktionalität vollständig ge-
teile einzusetzen, ist also naheliegend. Aller- wichtige Kompetenz der ausführenden geben ist.
dings gibt es auf dem Weg hierzu einige Ingenieure. Die rechtlichen Aspekte und insbeson-
Herausforderungen zu meistern. dere die Frage der Produktfreigabe sind
Wenn man über Ersatzteile und Lang- Auf das Teilespektrum kommt es an nicht zu vernachlässigen, da der Inverkehr-
samdreher spricht, dann handelt es sich bringer der Produkthaftung unterliegt. Ein
sehr oft um ältere Bauteile, für die keine Naturgemäß hängen die Einsatzmöglich- unautorisierter Nachbau von Ersatzteilen
3D-Daten zur Verfügung stehen. Auch keiten der additiven Verfahren stark vom ohne Einbindung des Originalherstellers
sind die zugehörigen 2D-Zeichnungen jeweiligen Teilespektrum ab. Während klas- ist daher nicht zu empfehlen.
nicht immer auf dem aktuellen Stand, so- sische CNC-Teile oder Blechbiegeteile ohne Die Einschränkung der Gestaltungsfrei-
fern sie überhaupt vorliegen. Eine weitere weitere Bauteiloptimierung aus wirtschaft- heit und die Forderung nach einer exakten
Frage ist die der Leserlichkeit solcher Zeich- lichen Gründen in der Regel ungeeignet Kopie erweisen sich an dieser Stelle durch-
nungen, was insofern kritisch ist, wenn es sein dürften, stellen komplexe Gussteile aus als Vorteil. Bei sachgerechter Ausfüh-
sich um Angaben zu Oberflächengüte oder sehr gute Kandidaten für die Optimierung rung der Konstruktion und richtiger Mate-
Passungen handelt. Die Ausgangsbasis ist dar. Das gilt insbesondere, wenn Werk- rialwahl darf man dann beruhigt davon
also in der Regel lückenhaft. zeuge verschlissen sind oder die benötig- ausgehen, dass das Ersatzteil mit Hilfe des
Der erste Schritt hin zu 3D-fähigen ten Mengen deutlich unter den für Guss- 3D-Drucks den Anforderungen der Praxis
Unterlagen ist fast immer die Vermessung verfahren sinnvollen Losgrößen liegen. genauso gut standhält wie die Vorlage.
durch 3D-Laser-Scanning. Je nach Bauteil- In vielen Festigkeitsversuchen haben 3D-
geometrie wird dieser Schritt nicht ausrei- Einschränkungen und Grenzen Druckteile sogar besser abschnitten als
chend sein, da beispielsweise tiefe Boh- entsprechende Teile beispielsweise aus
rungen und Hohlräume vom Laser-Scanner Jedoch gelten insbesondere im Ersatzteil- Druckguss. Die additiven Verfahren füh-
nur rudimentär erfasst werden. bereich einige Einschränkungen. Aus Ak- ren zu einer gleichmäßigen Gefügestruk-
Ergänzend kommen daher taktile (ma- zeptanzgründen besteht beispielsweise in tur, während Schwindungsprobleme und
schinelle und manuelle) Messverfahren zum der Regel die Kundenforderung, dass die Lunker in der Regel entfallen. l
Tragen. Im nächsten Schritt wird die im Geometrie des nachgefertigten Bauteils
Scan erzeugte 3D-Punktewolke in soge- mit der des Originalteils übereinstimmen Jens Hähn
nannte NURBS-Flächen (nicht-uniforme, muss. Es soll sich also um eine Eins- Ralf Bauder
Geschäftsführende Gesellschafter
rationale B-Splines) umgewandelt. Die Er- zu-Eins-Kopie handeln. Damit lassen sich
Antares Life Cycle Solutions GmbH
gebnisse der taktilen Messung und die jedoch Vorteile additiver Verfahren nicht
NURBS-Flächen werden zu einem 3D- oder nur eingeschränkt umsetzen, da zum
133D-MESSTECHNIK Creaform Der Anbieter tragbarer und automatisierter 3D-Messlösungen Creaform hat die tragbaren 3D-Scanner-Generationen Handyscan Black und Go!Scan Spark für die additive Fertigungsindustrie entwickelt. 3D-Scanning und additive Fertigung tra- gen dazu bei, Konstruktionsprozesse zu verkürzen und kostengünstiger zu gestal- ten. Das 3D-Scannen ermöglicht den Entwurf von Objekten mit organischen For- men und einer spezifischen Signatur, die nicht einfach modelliert werden kann. Die additive Fertigung ermöglicht die Fertigung von Bauteilen, die bisher nicht herstellbar waren. Das 3D-Scannen und die additive Fertigung tragen im Design-Prozess dazu bei, Zeit und Geld zu sparen. Die Zahl der Iterationen, um das Endprodukt mit den richtigen Abmessungen zu erhalten, wird drastisch reduziert. Daher bieten 3D-Scannen und additive Fertigung den Brückenschlag in und aus der digitalen Welt. Alle weiteren Produktions- schritte können exportiert, dokumentiert, modifiziert, bestätigt und wieder in CAD importiert werden. creaform3d.com PHOTOPOLYMERE Cubicure Eine strategische Forschungskooperation im Bereich von Polyesterharzen für die additive Fertigung haben Cubicure und Evonik Industries bekanntgegeben. Inhalt des gemeinsamen Projekts ist die Entwicklung und Herstellung eines innovativen 1K-Harzsystems für die Hot Lithography Technologie. Das gemeinsame Entwick- lungsprojekt von Cubicure und Evonik fokussiert auf hochviskose Polyesterharze, die erstmals durch die speziellen Möglich- keiten der Hot-Lithography-Technologie verarbeitbar werden. Mit Hot Lithography bietet Cubicure ein in der additiven Ferti- gungsindustrie einzigartiges Herstellungsverfahren. Der beheizte Stereolithographieprozess (SLA) ermöglicht die Verarbei- tung von hochmolekularen und dadurch zähflüssigen Harzen. Damit wird das chemische Prozessfenster für die Entwicklung von innovativen Polymerwerkstoffen gegenüber bisherigen SLA-Verfahren wesentlich erweitert und das Potenzial für völlig neue Materialkonzepte im Bereich der Photopolymere geschaffen. Damit sind Anwendungen möglich, wie sie bisher zum Beispiel aus der TPC-Verarbeitung mittels Spritzguss (Dichtungen, Durchführungen, Dämpfer, Schockabsorber, Schutzhüllen, Schuhsohlen, Protektoren oder Griffe) bekannt sind. www.cubicure.com 3D-PRINTING FKM Sintertechnik Dank der Entwicklung einer neuen Finishing-Technologie kann FKM Sintertechnik die Oberflächen von Kunststoffformteilen aus dem 3D-Printing veredeln. Das vollautomatisierte Verfah- ren trägt den Namen FKM Smooth und zielt primär auf das homogene Glätten und Versiegeln ab. Da es sich sehr genau steuern lässt, kann es auch für die Realisierung anderer Ober- flächenqualitäten genutzt werden. Grundsätzlich eignet sich das Verfahren für alle gängigen Lasersinterpolymerwerkstoffe, kleine und große Bauteile sowie Außen- und Innenflächen. FKM betreibt die Finishing-Technologie vollautomatisiert in eigens dafür entwickelten Anlagen in seiner Lasersinterfabrik im oberhessischen Biedenkopf. In den Prozesskammern lassen sich Bauteile bis zu 700 x 380 x 580 Millimetern behandeln. www.fkm-sintertechnik.de 14
VAKUUMFÖRDERER
Piab
Sicheres und smartes Pulver-Handling für die additive Ferti-
gung: Mit Piab Piflow p Smart Vakuumförderern lässt sich das
Produktionspulver in der benötigten Menge zu den 3D-Druck-
Anlagen bringen – ohne Feinstaubbelastung für die Mitarbei-
ter. Dank der selbstlernenden Funktionen des Systems sind
keine langwierigen Einstellungen und Tests erforderlich. Beim
Schutz von Personen, dem Produkt selber wie auch der Umge-
bung kann der Einsatz von Vakuumfördertechnologie Abhilfe
schaffen. Filter im Vakuumförderer sowie zusätzliche Abluft-
filter an der Vakuumpumpe verhindern, dass Feinstaub aus
dem System in den Arbeitsraum eintritt und dass Mitarbeiter mit diesen Stoffen in Berührung kommen. Ausgestattet mit
fortschrittlicher Sensortechnologie wird der Durchsatz im Vergleich zu herkömmlichen Fördersystemen um maximal 50 Pro-
zent gesteigert. Das System erkennt und verhindert auch ein Überfüllen bzw. ein Entleeren des Behälters. Auf diese Weise
kann das gesamte Füllvolumen des Behälters genutzt werden, was den Materialdurchsatz optimiert.
www.piab.com
ADDITIVE FERTIGUNG
BASF und Paxis LLC
BASF und Paxis LLC treiben den 3D-Druck gemeinsam voran. BASF 3D Printing Solutions wird
Paxis mit innovativen additiven Fertigungsmaterialien ausstatten. Die WAV-Technologie
(„Wave Applied Voxel“) befindet sich derzeit ebenso in der Entwicklung wie die Materialien
dafür. Der WAV-Prozess wurde aus der Perspektive von Endnutzern entwickelt, um Probleme
mit eingeschlossenem Volumen innerhalb der auf flüssigem Harz basierenden Technologien
zu lösen. „Die BASF-Photopolymermaterialien der Produktreihe Ultracur3D ST passen durch
ihre zähe Materialeigenschaft besonders gut zu der WAV-Technologie“, erklärt Arnaud Gue-
dou, Leiter der Photopolymerlösungen von BASF 3D Printing Solutions. WAV ist in der X-, Y-
und Z-Achse vollständig skalierbar und ermöglicht die Herstellung extrem großer Teile oder größere Mengen kleiner Teile.
Weiterhin können mehrere Materialien mit unterschiedlicher Viskosität innerhalb desselben Bauteils verwendet werden.
www.paxis.com
SOFTWARE
Imos
Imos stellt die Software-Version iX 2019 vor und baut mit dem neuen Serviceportal
iX Support Center die Unterstützung der Kunden aus. Die deutschsprachige Ver-
sion ist bereits bei Anwendern im Einsatz. Die intuitive Raumplanung profitiert
von intelligenten Langteilen, die miteinander agieren können. Automatisches
Snapping erleichtert das Einfügen von Artikeln und vereinfacht die Artikelplanung.
Szenen lassen sich nicht nur leichter erstellen, sondern ermöglichen auch die iso-
lierte Darstellung und Präsentation von Möbel-Arrangements. Möbel konstruieren wird komfortabler. Neben einem moder-
nen User Interface wurden wesentliche Bedienelemente grundsätzlich überarbeitet. Die Softwaremodule der neuen Genera-
tion lassen sich als Stand-alone-Applikationen verwenden oder auch zu vernetzten Lösungen ausbauen. iX Interio, das erste
Ecosystem für Möbelhersteller und Innenausbaubetriebe, lässt völlig neue digitale Kooperationsformen entstehen.
www.imos3d.com
15FUTURE MANUFACTURING
Pulverbeschichtung 4.0: Wie Augmented Reality
die Arbeit in der Maschinenhalle erleichtert
FRANK LAMPE
Unter „Augmented Reality“ (AR) versteht man die sogenannte Erweiterung der Realität.
Konkret bedeutet dies, dass über Wearables (tragbare, mobile Computer) wie Datenbrillen
zusätzliche, relevante Informationen in das Sichtfeld des Trägers eingeblendet werden.
Nutzer sehen die Zusatzinhalte auf einem Display vor den Augen eingeblendet, sind jedoch
gleichzeitig in der Lage, ihre Umwelt wahrzunehmen.
D
er Digitalisierungsdruck in der Pro- reiche Vorteile. So sind beim Einsatz von lerraten zu senken und somit Kosten zu
duktion steigt. Immer mehr Firmen Datenbrillen im Gegensatz zum Gebrauch sparen. Standortübergreifende Remote
erkennen deshalb den Wert neuer anderer Technik wie Laptops oder Tablets Support Calls beziehungsweise Experten-
Technologien. Eine Umfrage des Bundes- beide Hände frei. Arbeiter können Tätig- calls per Datenbrille ermöglichen es Arbei-
ministeriums für Wirtschaft und Energie keiten wie die Wartung einer Maschine tern, komplizierte Wartungen schnell und
unter 1021 Unternehmen der deutschen freihändig absolvieren. sicher mithilfe eines Experten durchzu-
Wirtschaft ergab, dass 85 Prozent der Be- Hinweise werden im Sichtfeld des Ar- führen. Dieser sieht genau die Dinge, die
fragten von der Wichtigkeit zur Digitalisie- beiters eingeblendet, sodass er seine Auf- im Sichtfeld des Arbeiters liegen und kann
rung überzeugt sind. Sie sehen in der Digi- merksamkeit nicht mehr auf ein Tablet ihm genaue Anweisungen geben sowie
talisierung vor allem die Chancen, Fehler- oder einen Laptop richten muss. Dies Zeichnungen und grafische Hilfen direkt
quoten zu verringern, Zeit und Kosten zu führt zu einer gesteigerten Arbeitnehmer- auf die Brille vermitteln. Dies erhöht nicht
sparen, größere Genauigkeiten zu errei- sicherheit, da die Aufmerksamkeit des nur die Mitarbeiterzufriedenheit, sondern
chen und den Schutz von Arbeitnehmern Arbeitnehmers immer auf die vor ihm senkt auch Reisekosten und erhöht die
zu verbessern. Eine große Hilfe, um diese liegende Aufgabe gerichtet ist und nicht Effizienz, da Unternehmen nicht mehr
Ziele zu erreichen, stellen Datenbrillen mit abgelenkt wird. lange auf Reparaturen oder Expertenmei-
Augmented-Reality-Anwendungen dar. Zudem helfen Datenbrillen dank schnel- nungen warten müssen.
Insbesondere in der Produktion bieten lerer Trainings und standardisierter War- Die einfache Protokollierung von War-
Datenbrillen mit AR-Unterstützung zahl- tungslisten, die Effizienz zu steigern, Feh- tungen durch Sprachbefehle sowie das
Fotos: Ubimax
Anstelle von Listen
auf Papier übernimmt
die Datenbrille die
Protokollierung.
16FUTURE MANUFACTURING
Erstellen und sicheren Speichern von Bil- tion und Vuzix M300 sowie dem Hyco 562
dern und Videos führen zudem zu einer Wrist Computer ein. So können nun be-
weiteren Effizienzsteigerung. Es werden reits beim Teileeingang der dazugehörige
keine Listen auf Papier mehr benötigt. Pro- Auftrag und die Stückzahl gescannt und
tokolle können sofort rechtssicher ange- visualisiert werden. Programmnummer und Die Sicht durch die Brille erweitert die Infor-
legt und gespeichert werden. Farbe werden regelbasierend auf Wider- mationen des Werkers. Die Brille unterstützt
in der Kommissionierung bei der Fertigung.
sprüche überprüft, um eventuelle Fehler
AR in der Pulverlackbeschichtung wie die Mischung zweier Farben in einem
Lackiervorgang zu verhindern. Zusätzlich unnötige oder aufwändige Suche nach
Ein großer, international tätiger deutscher werden die Mengenangaben per Schnitt- Fehlmengen oder Lieferungen, die gar
Landmaschinenhersteller führte AR-Daten- stelle an das ERP-System übergeben. nicht existieren.
brillen in der Pulverbeschichtungsanlage Der Einsatz der Technik hat sich ge- Datenbrillen mit Augmented-Reality-
ein. Teile, die beschichtet werden sollten, lohnt: Durch die digitale Erfassung der Unterstützung bieten produzierenden Un-
mussten vorher von den Mitarbeitern in Aufträge ist eine Verfolgung der Teile im ternehmen vielfältige Einsatzmöglichkei-
die Hängerechen gehängt, anschließend Prozess möglich und Engpässe werden ten. Sie werden bereits von einer Reihe
manuell gezählt und ins System eingetra- schneller erkannt. Zudem sind durch die von Unternehmen genutzt, um Werkern
gen werden. Diese Methode war sehr auf- Überprüfung der Anzahl der Teilnummern freihändiges Arbeiten zu ermöglichen und
wändig und fehleranfällig und führte da- im Hängerechen die Stückzahlen der ge- Anweisungen direkt in ihrem Sichtfeld
zu, dass häufig falsche Angaben im Sys- lieferten Teile korrekt. Auch Lackierungen wahrzunehmen. Dadurch erhöht sich die
tem landeten. Dies führte wiederum zu in falschen Farben gehören aufgrund der Arbeitssicherheit.
Problemen unter anderem durch falsche Überprüfung der Vergangenheit an. Die ge- Zudem sorgen die Datenbrillen dank
Liefermengen, fehlerhafte Versandpapiere stiegene Qualität führt zu weniger Nach- automatisierter oder teilautomatisierter
oder falsche Farben bei der Beschichtung. arbeiten und somit auch zu zufriedenen Protokollierung, jederzeit Experten per
Der Landmaschinenhersteller reagierte Mitarbeitern. Durch die stimmige Anzahl Videocall hinzuzuziehen. Die automati-
und führte die Lösungen Ubimax xPick ausgelieferter Teile passen die Versand- sche Qualitätskontrolle sorgt bei regelhaf-
mit den Datenbrillen Glass Enterprise Edi- papiere zur Ladung, und es gibt keine ten Arbeitsschritten für eine Effizienzstei-
gerung und Kostensenkung. Dank neuer
Leihmodelle (Pay as you go) müssen
Unternehmen keine eigenen Datenbrillen
mehr anschaffen, sondern können diese
inklusive der benötigten Software und er-
forderlicher Services mieten. Auch dies
kann sich positiv auf die Kostennutzen-
bilanz auswirken. l
Frank Lampe
SVP Marketing
Ubimax GmbH
Die Teile im Hängerechen
wurden früher manuell
erfasst. Mit Unterstützung
der Datenbrille ist eine
zuverlässige Lösung
entstanden.
17FUTURE MANUFACTURING
Augmented-Reality-Inspektion durch exakte
Registrierung von CAD-Modell und Kamerabild
ULI BOCKHOLT UND HOLGER GRAF
Augmented-Reality-Inspektionssysteme werden längst routinemäßig von Prüfingenieuren
in der Automobilindustrie eingesetzt, und finden auch in Qualitätssicherungssystemen an
der Produktionslinie Einsatz. Sie sollen fortwährend verifizieren, dass eine Baugruppe exakt
so gefertigt ist, wie es in den CAD-Daten spezifiziert ist. Die Technologien basieren auf
einem Computer-Vision-Trackingsystem. Dabei werden sowohl mobile als auch stationäre
Augmented-Reality-Systeme eingesetzt.
Fotos: Fraunhofer IGD
In der AR-Visualisierung
werden reale Bauteile
durch digitale Modelle
überlagert, um Soll-Ist-
Abweichungen zu
identifizieren.
M
obile Inspektionssysteme wer- ●● Die Kamerapose kann nur in einer stati- Vor diesem Hintergrund sind die modell-
den auf der Grundlage aktueller schen Situation getrackt werden, für dy- basierenden AR-Trackingverfahren relevant.
Smartphone- und Tabletsysteme namische Umgebungen (zum Beispiel Hier werden in Echtzeit Konturmodelle
umgesetzt. Neben hochqualitativen Kame- Tracking an einer Produktionslinie, die der 3D-Modelle gerendert. Sie werden zu
ras enthalten diese Systeme Inertial- und Baugruppen auf einer Förderlinie trans- Kantendeskriptoren korreliert, um wiede-
Kompassensorik, über die die Kamerapose portiert) sind die SLAM-Verfahren nicht rum auf das Kamerabild angewandt zu
(Position und Orientierung) erfasst wird. geeignet. werden. Die Kontur des 3D-Modells wird
AR-Trackingbibliotheken stellen sogenann- ●● Die initiale Registrierung, bei der das immer exakt auf die im Kamerabild er-
te SLAM- (Simultanous Localisation and Koordinatensystem von digitaler und kannte Kontur geschoben.
Mapping) Verfahren zur Verfügung, über die realer Welt zueinander registriert wird, Aufgrund dieses permanenten Abgleichs
die Kamerapose in einer statischen Umge- geschieht über eine Nutzerinteraktion. zwischen 3D-Modell und Kamerabild drif-
bung verfolgt werden kann. Diese Techno- Die Genauigkeit ist somit stark vom tet das Verfahren nicht. Dadurch können
logien sind weit fortgeschritten, sie sind Nutzergeschick abhängig. Objekte, von denen ein 3D-Modell verfüg-
jedoch für Konsumanwendungen konzi- ●● Die Verfahren driften, wobei sich die bar ist, im Kamerabild getrackt werden,
piert und aus einigen Gründen für die Abweichung in weitläufigen Umgebun- auch wenn sich die Objekte bewegen. Eine
Anwendung in AR-Inspektionssystemen gen und bei schnellen Kamerabewegun- exakte Registrierung von CAD-Welt zum
nicht geeignet. gen stark akkumuliert. 3D-Objekt, das mit der Kamera erfasst
18FUTURE MANUFACTURING
wird, kann somit gewährleistet werden. herum aufgebaut sind. Solche vollständig registriert wird, ohne dass Referenzbilder
Im mobilen Augmented-Reality-Inspek- automatisierten Prüfungen werden in der erfasst werden müssen.
tionssystem nimmt der Prüfingenieur mit Automobilfertigung eingesetzt. Dort zeich- Für die vollständig automatisierte Qua-
der Tabletkamera das Prüfobjekt auf. In der nen Prüfkameras die zu montierenden Bau- litätskontrolle wird überprüft, ob die Pose
AR-Visualisierung erkennt er, ob digitale teile auf, die auf einen Mechanisierungs- des getrackten Prüfteils in Relation zum
Modelle und reale Objekte exakt überein- rahmen aufgesetzt und über das Band getrackten Referenzteil (zum Beispiel in
anderliegen. Abweichungen zwischen Mo- transportiert werden. Relation zum Mechanisierungsrahmen)
dell und Objekt werden im Screenshot do- Etablierte Prüfsysteme setzen dabei häu- der CAD-Spezifikation entspricht. Damit
kumentiert und im AR-Prüfprotokoll fest- fig Referenzbilder ein, die von den Prüfka- können die Punkte „ist das Prüfteil exakt
gehalten. meras erfasst werden. Diese bildbasieren- platziert?“, „fehlt ein Bauteil“ oder „ist das
den Prüfverfahren sind allerdings häufig richtige Teil verbaut?“ zuverlässig abge-
Stationäre sehr unflexibel, weil zu jeder Variante, die prüft werden. l
Augmented-Reality-Systeme gefertigt wird, eine große Menge an Refe-
renzbildern aufgezeichnet werden muss, Uli Bockholt
Während bei der Nutzung des mobilen die über eine Nutzerinteraktion als „in Business Development Manager
Visometry GmbH
AR-Systems die Kamera durch den Nutzer Ordnung/IO“ oder „nicht in Ordnung/
geführt werden muss, um Soll-Ist-Abwei- NIO“ klassifiziert werden. Wenn die Prü- Holger Graf
chungen zu identifizieren, können Compu- fung über das CAD-basierende Objekttra- Abteilungsleiter Virtuelle
ter Vision basierende Qualitätsprüfungen cking realisiert wird, fällt dieser Aufwand und Erweiterte Realität
Fraunhofer Institut
komplett automatisiert werden, wenn die weg, weil zur im Kamerabild erfassten für Graphische Datenverarbeitung (IGD)
Prüfkameras um eine Produktionslinie Variante der zugehörige CAD-Datensatz
Make the future with proven powders created by Praxair
TruForm™ metal powders support every
part you make with capacity, quality and
experience.
• Used by leading OEMs across AM industry
• Custom alloys and particle sizing available
• Aerospace-grade
It’s In 2018, Praxair created over 200 new
Learn more: praxairsurfacetechnologies.com/am Tru: custom alloys for customer applications.
Contact us: Praxair Surface Technologies GmbH
Am Mühlbach 13, 87487 Wiggensbach
Germany
Tel: +49 (0) 837 0 9207 0
Fax: +49 (0) 837 0 9207 20
Email: AME_Europe@praxair.com © Copyright 2019 Praxair S.T. Technology, Inc. All rights reserved.FUTURE MANUFACTURING
Digitale Power für den Schaltschrankbau
THOMAS WALKER
In der Elektrokonstruktion und im Schaltschrankbau unterliegt jeder Arbeitsschritt einem
straffen Zeitfenster und erfordert umsichtige Planung sowie eng verzahnte Prozesse.
Die durchgängige Digitalisierung der Abläufe unterstützt und automatisiert das Elektro-
Engineering in allen Projektphasen vom schnellen Entwurf bis zum komplexen Anlagen-
aufbau. Maßgeschneiderte Werkzeuge bieten mit einheitlichen und wiederverwendbaren
Projektvorlagen massive Effizienzsteigerungen für den Maschinen- und Anlagenbau. Eine
App schließt den digitalen Kreis von der Entwicklung bis zur Instandhaltung.
Fotos: WSCAD
Die im Schaltschrank verbauten Komponenten sind über den QR-Code sofort abrufbar. Alle zum Bauteil gehörenden Informationen lassen sich damit
ebenfalls nutzen.
A
ktuelle Daten immer und am rich- Code und kann sofort alle zum Bauteil Anfordern von Ersatzteilen oder Einfügen
tigen Ort: Dabei hilft Augmented gehörenden Informationen abrufen: Dazu von Notizen zum Bauteil in die Dokumen-
Reality (AR). Bestandteil der E-CAD- gehören Bauteilinformationen inklusive Re- tation. Stichwort: aktuelle Daten durch
Lösung von WSCAD ist die AR-App. Tech- ferenzkennzeichen (BMK), Funktionstexte, den digitalen Zwilling (Digital Twin). Das
niker und Instandhalter unterstützt sie die Position in den elektrotechnischen Plä- Ergebnis sind zuverlässige und schnelle
speziell bei der Wartung und Verdrahtung nen, 3D-Ansichten der Komponenten mit Wartungs- und Reparaturarbeiten und ein
von Schaltschränken. Wer wissen möchte, Drehen, Vergrößern oder Verkleinern, die Plus bei Effizienz und Servicequalität.
welche Komponenten in einem Schalt- vollständigen Artikeldaten, Hersteller und Ebenfalls Bestandteil der App ist die Funk-
schrank verbaut sind, scannt mit der Ka- Artikelnummer, der Zugriff auf aktuelle tion zur Verdrahtung von Schaltschränken.
mera eines mobilen Endgerätes den QR- Originaldatenblätter der Hersteller und das Die Verbindungsdaten kommen über die
20FUTURE MANUFACTURING
Die durchgängige Digitalisierung der Abläufe unterstützt und automatisiert
das Elektro-Engineering in allen Projektphasen.
sind und welche noch zu verdrahten sind. den. Auch ein Schrankaufbau ohne Strom-
Somit hat man nach der Pause, Schicht- laufplan ist möglich. Kurzfristige Ände-
wechsel oder am nächsten Tag schnell wie- rungen in der Konfiguration werden in
der den Überblick, wo man stehen geblie- allen nachfolgenden Plänen automatisch
ben war. Weil zusätzlich Filterfunktionen übernommen. Ein Klemmentausch bei-
gesetzt werden können, ist die Auswer- spielsweise wird projektweit vollzogen.
tung schneller und wesentlich komfortab- Das bedeutet Flexibilität ohne kostspieli-
ler als das bisher gewohnte Abhaken auf gen Mehraufwand bei kurzfristigen Plan-
Papierlisten und entsprechenden Strom- änderungen. Stücklisten für den Cabinet-
laufplänen. Aufbau lassen sich vollautomatisch ge-
Der Vorteil der durchgängigen Electri- nerieren und Baugruppen über ERP- oder
cal-Engineering-Lösung sind konsistente PLM-Systeme mit den Daten aus dem
Projektdaten für jeden Prozessabschnitt. mechanischen CAD-Bereich oder Einkauf
Das beginnt bei der Erstellung von Strom- abgleichen.
laufplänen. Elektrotechniker arbeiten mit Die Software übernimmt das optimale
Hilfe von Symbolen und Artikeldaten. Sie Routen der Verbindungen und die Berech-
benötigen Klemmenpläne, Material- und nung der Drahtlängen. Alle erzeugten Daten
Verbindungslisten sowie normenkonfor- stehen sofort für die Fertigung zur Verfü-
me Dokumentationen. Viele Vorlagen auf gung: Labeldruck, Fertigung von Drähten
Basis von Artikelstammdaten, genormten und Drahtsätzen sowie Montageplatten
Symbolen und einheitlichem Bezeichnungs- und Schrankgehäusen auf NC-Maschinen
system sind in der WSCAD-Lösung bereits namhafter Hersteller. Die Schnittstellen
vorhanden. sind Bestandteil der Software, zusätzliche
Aus den Planungselementen baut der Lizenzkosten entstehen nicht mehr. Auch
Project Wizard automatisch fertige Schal- ein zusätzliches CAD-Programm für die
Die AR-App unterstützt Instandhalter bei der tungsentwürfe, die sich abspeichern und mechanische Fertigung wird nicht mehr
Wartung und Verdrahtung von Schaltschränken. für weitere Projekte abrufen lassen. Die benötigt. Fotorealistische 3D-Darstellungen
einmal erfassten Datenpunkte stehen pro- ergeben ansprechende Bilder, durch die
Routing-Funktion aus dem Schaltschran- jektübergreifend zur Verfügung. Wer eigene Nutzung nativer 3D-Daten erkennen Kon-
kaufbau. Jede Verbindung beziehungs- Schaltplanmakros und Artikeldaten er- strukteure mögliche Kollisionen auf Grund-
weise jeder Draht ist eine Zeile. Zu sehen stellen möchte, kann das selbst erledigen lage tatsächlicher Bauteilabmessungen. l
sind Quelle und Ziel, Querschnitt, Bezeich- oder auf Serviceangebote zugreifen.
nung und Farbe des Drahtes. Der Installa- Makros beschleunigen den Schalt- Thomas Walker
teur vor Ort hakt die bereits installierten schrankaufbau, die Platzierung von Kom- Redakteur
Walkerbretting GmbH
Verbindungen in der App ab. Die Verdrah- ponenten erfolgt zehntelmillimetergenau.
für WSCAD GmbH
tungstabelle kann als PDF-Datei gespei- Grundlage sind zuvor erstellte Stromlauf-
chert und wieder aufgerufen werden. Sie pläne. Pläne aus anderen E-CAD-Systemen
zeigt an, welche Verbindungen erledigt können über einen Wizard eingelesen wer-
21Sie können auch lesen