Metallografische Präparation von Titan
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Metallografische
Präparation von Titan
Application
Titan ist ein relativ junges Metal
und teuer herzustellen, aber seine
dass der Qualitätsprüfung in der
Notes
Herstellung und Weiterverarbeitung
hervorragenden Eigenschaften wie eine tragende Rolle zukommt.
hohe Festigkeit bei gleichzeitig nied-
riger Dichte, und ausgezeichneter Dadurch wird die Metallografie
Korrosions- und Hitzebeständigkeit, von Titan zu einem integralen Be-
haben Titan und seine Legierungen standteil in der Produktion, von
zu einem gefragten und vielseitig der Überwachung des ersten Her-
verwendbaren Werkstoff gemacht. stellungsvorgangs, über Prüfen
der Porosität bei Gußteilen bis
Titan ist besonders beständig gegen zur Kontrolle der Wärmebe-
eine Reihe von Chemikalien. Durch handlungen. Zusätzlich spielt
seine hohe Affinität zu Sauerstoff Metallogra-fie eine Rolle bei der
bildet es eine dünne, dichte und sta- Forschung und Entwicklung
bile, selbstheilende Oxidschicht, die von Titanlegierungen und Pro-
einen effektiven Schutz gegen begin- dukten.
nende Korrosion bietet. Zusätzlich
sind Titan und seine Legierungen Titan ist ein sehr zähes Metall
durch das gute Verhältnis von Fe- und neigt zu mechanischer
stigkeit zu Gewicht Verformung. Dieser Aspekt
geeignet zur Anwen- muß bei den mechanischen
dung in kritischen Abtragsprozessen während
Bereichen. des Trennens, Schleifens
Titan und seine Le- und Polierens berücksich-
gierungen werden tigt werden.
besonders in der
Luft- und Raumfahrt verwendet,
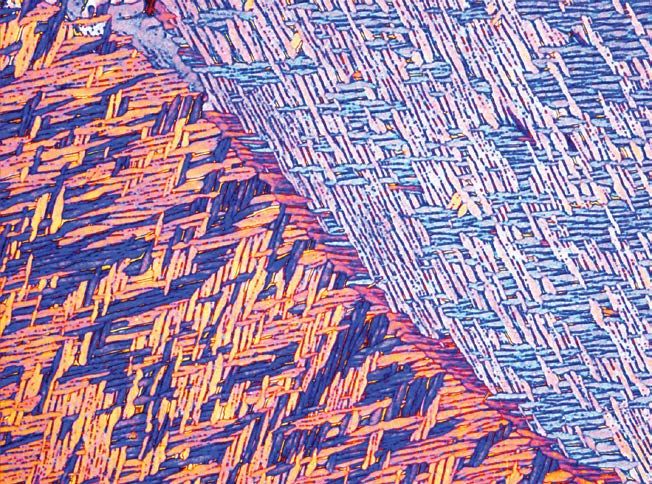
und in der chemischen und medizin- Martens
itis
Zone ein ches Gefüge in
technischen Industrie wo Sicherheit er d
Farbätzu Rohrschweiss er wärmebeein
ng nach un -flusste
unabdingbar ist. Daraus ergibt sich, Weck, 1 g. n
000x
Schwierigkeiten während der metallografischen Präparation
Trennen: Titan kann beim Trennen Schleifen und Polieren:
schnell überhitzen und große Auf Grund seiner Zähigkeit verformt
Grate bilden: Titan leicht und bildet Kratzer:
Lösung
Spezialtrennscheibe
für Titan;
Chemisch-mechanisches
Polieren;
Elektrolytisches Polieren
Abb. 1 Abb. 2 Differential Interferenz Kontrast, 50x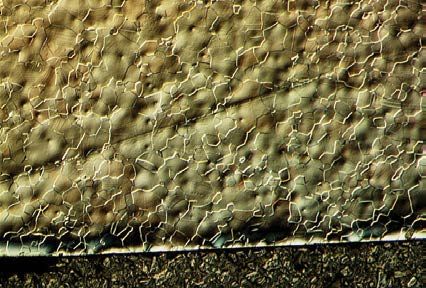
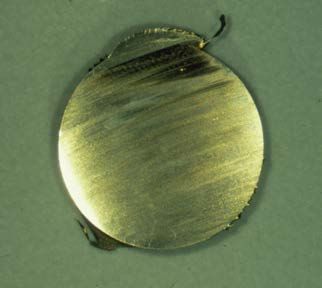
Herstellung und Abb. 5: Schrauben
und Knochenplatte,
Verwendung von
zur Identifizierung
elektrochemisch
oxidiert. Die Farben
Titan ergeben sich durch
unterschiedliche
Oxidschichtdicken.
Die Herstellung von Titan läuft in drei
Stufen ab:
1. Der erste Schritt ist die Erzeugung
von Titanschwamm und beinhaltet das
Chlorieren von Rutilerz (TiO2). Chlorgas Abb. 3: In die Oberfläche einer Stange eingewalzte,
und Koks reagieren zusammen mit dem graue Oxidhaut.
Erz zu Titan-Tetrachlorid. Dieses wird
durch Destillation gereinigt und mit Ma- Durch seine hohe Festigkeit und geringe
gnesium zu Titanschwamm und Magne- Dichte ist Titan in der Luft- und Raum-
siumchlorid reduziert. fahrt zu einem tragenden Werk-stoff ge-
Abb. 6: Hüftendoprothese mit CaP-Beschichtung
worden. Zur Anwendung kommen Kom-
2. Dieser Titanschwamm wird zu Pul- pressorringe, Scheiben, Röhren und
ver zerkleinert, mit Schrott und/oder Abdeckbleche für Gasturbinenmotoren. und -ventile verwendet. Die am meisten
Legierungselementen wie Vanadium, In der Flugzeugkonstruktion wird Titan verwendete Legierung für diese Pro-
Aluminium, Molybdän, Zinn und Zir- für Rahmen im Unterbau, Motoraufhän- dukte ist Ti-6Al-4V.
konium versetzt und in einem Vakuum gung, und Teile des Kontrollmechanis-
Lichtbogenofen zu Titanrohblöcken mus verwendet, sowie Bleche, Nieten In Verbindung mit Design ist Titan zu
geschmolzen. und Schrauben für den äußeren Rumpf. einem beliebten Material für teure Kon-
sumartikel wie Schmuck, Golfschläger,
3. Diese Blöcke von der ersten Schmelze Die hervorragende Korrosionsbestän- Brillen, Fahrräder und Uhren geworden,
werden dann zur zweiten Schmelze als digkeit und Bioverträglichkeit machen und in der Architektur wird es für deko-
Abbrandelektrode im Vakuumschmelz- Titan zum idealen Werkstoff für die che- rative Außenverkleidungen verwendet
verfahren verwendet. Für sehr reines mische, medizinische und Lebensmit- (Abb. 4).
Titan mit einer sehr homogenen Struk- telindustrie, und für Meeresforschung
tur kann eine dritte Schmelze erfolgen. und Entwicklung. Durch die passive
Oxidschicht hat es eine hohe Korrosi-
In einem ersten Verarbeitungs-prozess onsbeständigkeit unter anderem gegen
werden die Gußblöcke, entweder zylin- Salzlösungen, Salpetersäurelösungen,
drische mit 15 Tonnen, oder viereckige Meerwasser, Körperflüssigkeiten und
mit 10 Tonnen, zu kleineren Knüppeln, Obst-und Gemüsesaft. Typische Teile
Brammen, Stangen und Platten heiss- sind Reaktionsgefäße, Wärmetauscher,
geschmie-det. Da Gußblöcke ein grobes Ventile und Pumpen. In der prothe-
Gefüge haben welches zu Rißbildung tischen Chirurgie wird Titan für Implan-
neigt, müssen während des Schmiedens tate, künstliche Knochen, Herzpumpen
die Abläufe und Temperaturen genau
kontrolliert werden.
Die Endprodukte sind Schmiedeteile für
die Luft- und Raumfahrt und Brammen
und Stangen zur Weiterverarbeitung zu
Stäben, Draht, Blech oder Platten. Abb.
3 zeigt einen Fehler an einer gewalzten
Stange bei welcher graues Oxid in die
Oberfläche eingewalzt wurde.
Die weitere Verarbeitung beinhal-
tet die Herstellung von Produkten
durch Schmieden, Strangpressen und
Warm- und Kaltumformung. Das War-
mumformen von Titan ist nicht nur
ein Formungsprozess sondern auch
eine Methode die Herstellung eines ge-
wünschten Gefüge zu kontrollieren.
Abb. 4: Eingang Experience Music
Project, Seattle,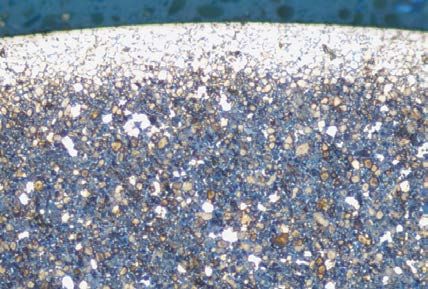
Schwierigkeiten bei Präparationsmethode
der Präparation von Schleifen
Titan Stufe PG FG 1
Unterlage MD-Mezzo MD-Largo
Typ Diamant Diamant
Abrasiv Korn-
größe #220 9 μm
uspension /
S Wasser DiaPro
Das Hauptproblem bei der Präparation Im ersten Schritt wird mit Schmiermittel Allegro/Largo
von Titan für die mikroskopische Gefü- SiC-Folie plan geschliffen.
gebeurteilung ist seine hohe Zähigkeit, Danach folgt ein Feinschleif- UpM 300 150
welche das Trennen, Schleifen und schritt auf relativ harten
Polieren von Titan erschweren. Mit den Oberflächen wie MD-Largo raft [N]/
K 40 *** 30
folgenden Empfehlungen werden beson- oder MD-Plan. Als Abrasiv Probe
dere Hinweise gegeben wie dieses ty- wird entweder 9 µm Dia-
pische Verhalten von Titan überwunden mantsuspension, DiaPro Zeit (Min.) Bis plan 5
werden kann. Allegro/Largo 9 µm oder
DiaPro Plan 9 µm genutzt.
Empfehlungen für die Polieren
Werden härtere Titan-
Präparation von Titan werkstoffe wie α/β oder Stufe OP
Trennen: Auf Grund seiner hohen Zähig- β-Legierungen bearbeitet,
keit wird bei der mechanischen Bearbei- kann der Planschleifschritt
mit Piano 120 oder 220 Unterlage MD-Chem
tung von Titan ein langer Span erzeugt.
Dies macht das Trennen mit herkömm- effizienter sein. Das gilt
Typ Kolloidales SiO2
lichen Alu-miniumoxid-Trennscheiben besonders für nicht einge- Abrasiv Korn-
bettete, große Proben, die größe 0.04 μm
ineffizient. Dadurch kann wäh-
rend des Trennens leicht eine in hoher Stückzahl präpari- Suspension / OP-S*
ert werden. Schmiermittel
Überhitzung entstehen (siehe
Abb.1). Deswegen empfiehlt es
Reines Titan sollte immer UpM 150
sich, eine speziell für diesen
Zweck entwickelte Siliziumkar- mit SiC-Folie plan geschliffen
bid Trennscheibe für Titan zu werden. raft [N]/
K 30 pro Probe
Probe
verwenden (z.B. 20S30 und 20S35).
Bei dem Trennen von Titan entwickelt Die dritte und letzte Stufe
ist das chemisch-mecha- Zeit (Min.) 5 **
sich auch ein ganz typischer Geruch
der sehr durchdringend werden kann nische Polieren mit einer
wenn große oder viele Stücke getrennt Mischung aus Siliziumdioxid Tabelle 1 zeigt eine allgemeine, automatische Präparationsmethode für Titan und
Titanlegierungen mit 6 nicht eingebetteten Proben mit 30 mm Ø, fest eingespannt. Bitte
werden. Für diesen Fall sollte ein Abzug (OP-S) und Wasserstoff- beachten, dass die Polierzeit in Abhängigkeit von der Reinheit und der Oberfläche variieren kann.
an die Trennmaschine angeschlossen peroxid (30%), bei der die
* 90 ml OP-S gemischt mit 10 ml H2O2 (30%).
werden. Konzentration zwischen ** Die Polierzeit hängt von der Probenfläche ab. Sehr große
10-30% variieren kann. Proben müssen länger poliert werden als kleine.
*** auf 25 N reduzieren bei Einzelproben um den Pencil-Effekt zu vermeiden.
Einbetten: In den Betrieben
Hinweis: während der letzten 10 Sekunden der OP-S Politur wird die rotierende Scheibe
in denen Titan erschmolzen mit Wasser abgespült. Dadurch werden Proben, Tuch und Probenhalter gereinigt.
wird, werden hauptsächlich
größere Schliffe von Gußblö-
cken, Knüppeln und Brammen Im Gegensatz zu anderen Silizium- fiehlt sie aber nicht da sie korrosiver als
uneingebettet metallografisch dioxiden wurde OP-S speziell für die Wasserstoffperoxid sind und die rich-
vorbereitet. Für kleinere Teile Verwendung mit chemischen Zusätzen tigen Sicher-heitsmassnahmen im Um-
die eingebettet werden müssen, z.B. entwickelt ohne zu gelieren, und eignet gang mit diesen Säuren berücksichtigt
Bleche, Drähte, Nieten, empfiehlt sich sich deswegen gut für das Polieren von werden müssen. Für das Arbeiten mit
sowohl Warmeinbetten mit Phenolharz Titan. Wasserstoffperoxid sollen Schutzhand-
(MultiFast), als auch Kalteinbetten mit schuhe getragen werden.
Epoxidharz (EpoFix). Bei dem chemisch-mechanischen Po-
liervorgang wird das Reaktionsprodukt Wenn diese Art des chemisch-mecha-
Schleifen und Polieren: Das Haupt- des Wasserstoffperoxid mit dem Titan nischen Polierens nicht verwendet wird,
problem bei der Präparation von Titan ständig durch das Siliziumdioxid von bleibt die Oberfläche der Titanprobe ver-
ist die hohe Zähigkeit. Der Werkstoff der Probenoberfläche entfernt, die da- kratzt und es ist so gut wie unmöglich
neigt sehr schnell zu Verformungen und durch verformungsfrei bleibt. Hinweise mit Diamantpolieren eine gute Politur
Kratzern. Deshalb ist eine chemisch- in der einschlägigen Literatur erwähnen zu erzielen. Im Gegensatz zu dem ge-
mechanische Politur sehr wichtig. Die auch Mischungen mit Salpeter- und bräuchlichen Diamantpolieren mit feiner
beschriebene automatische 3-Stufen Flussäure zum chemisch-mechanischen werdenden Korngrößen, verursacht das
Methode in Tabelle 1 hat sich als ideal für Polieren von Titan. Diese Mischungen Diamantpolieren bei Titan ständig neue,
sehr gute, reproduzierbare Ergebnisse wirken vielleicht schneller, Struers emp- mechanische Verformung die eine ver-
erwiesen.
Präparationsmethode
Schleifen
Stufe PG FG OP
Unterlage SiC Foil #320 MD-Largo MD-Chem
Typ SiC Diamant Kolloidales SiO2
Abb. 7: Titan nach Diamantpolitur mit 3 µm mit Abrasiv Korn-
Verformung und Kratzer. größe #320 9 μm 0.04 μm
S
uspension/ Wasser DiaPro OP-S*
schmiert und verkratzte Probenoberflä- Schmiermittel Allegro/Largo
che erzeugt (siehe Abb. 7). Wenn diese
Verformungsschicht erst mal vorhanden UpM 300 150 150
ist, ist es schwer sie mit der Silizium-
dioxid-Wasserstoffperoxid-Mischung Kraft [N] 15 20 20
wieder zu entfernen. Deshalb sollte das Pobe
Diamantpolieren generell vermieden
werden, besonders bei reinem Titan. Zeit (Min.) Bis plan 5 10-25 (oder länger)
Die Präparationszeit hängt von der Pro-
*80% OP-S + 10% H2O2 (30%) + 10% NH4OH (25%)
benoberfläche und der Legierung ab. Elektrolytisches Polieren
Je größer die Probe und je reiner das
Titan um so länger die Polierzeit mit Gerät: LectroPol-5 Die elektrolytische Poliermethode eignet
der Siliziumdioxid-Wasserstoffperoxid- sich besonders aus folgenden Gründen:
Mischung, was bis zu 10 Minuten dauern Schnelligkeit der Ergebnisse, einfache
Elektrolyt: A3 Durchführung, und Reprodu-zierbarkeit.
kann, für ganz reines Titan sogar bis zu
45 Minuten. Die Oberfläche einer gut po- Außerdem hinterläßt das elektrolytische
lierten, ungeätzten Titanprobe erscheint Maskenausschnitt: 1 cm2 Polieren keine mechanische Verformung
im Lichtmikroskop weiß, und man muß auf der Probenoberfläche. Das kann be-
so lange polieren bis dieses Stadium der Raumtemperatur
sonders bei der Anwendung in der For-
Temperatur:
Oberfläche erreicht ist. 18-20°C schung interessant sein. α Legierungen
die ein homogenes Gefüge haben, sind
Durch den sehr sorgfältigen Herstel- Fliessge- besonders zum elektrolytischen Polieren
schwindigkeit: 10-15
lungsprozess sind Titan und seine geeignet, aber auch α-β Legierungen
Legierungen sehr sauber. Das bedeutet, können elektrolytisch poliert werden.
dass kleine, schwarze Punkte auf einer Spannung: 35-45 V
Zum elektrolytischen Polieren muß die
polierten Probenober-fläche keine Ver- Probenoberfläche bis zur Körnung 1200
unreinigungen oder Gefügebestandteile Zeit: 20-30 Sek. vorgeschliffen werden. Tabelle 2 enthält
darstellen, sondern dass es sich dabei eine generelle Methode zum elektroly-
um Überreste der mechanischen Ver- Tabelle 2 zeigt eine allgemeine, automatische tischen Polieren von Titan und Titanle-
formung vom Schleifen handelt. Das Präparationsmethode für reines Titan mit 6 nicht gierungen. Nach dem elektrolytischen
eingebetteten Proben mit 30 mm Ø, fest eingespannt.
chemisch-mechanische Polieren muß so Polieren kann die Probe mit polarisier-
lange fortgesetzt werden bis diese Arte- tem Licht betrachtet werden, oder che-
fakte entfernt sind. Wenn die Oberfläche Luftstrom getrocknet. Falls OP-S Reste misch geätzt werden (für Ätzmittel siehe
gut poliert ist kann man ohne Ätzung auf den Proben zurückbleiben muss die „Ätzen und Gefügeinterpretation“).
im polarisierten Licht das Gefüge sehen Reinigung wiederholt werden. Effizient
(siehe Abb. 8). Tabelle 1 enthält eine und reproduzierbar können Proben mit
generelle, automatische Präparations- der automatischen Reinigungsstation
methode für Titan und Titanlegierungen, Lavamin gereinigt werden.
für 6 un-eingebettete Proben, 30 mm
Durchmesser, im Halter eingespannt.
Bitte beachten, dass die Polierzeit von
der Reinheit des Titan und der Proben-
größe abhängt.
Hinweis: Bei der Verwendung von Sili-
ziumdioxid (OP-S) ist zu beachten, dass
das Poliertuch vor dem Polieren zuerst
angefeuchtet werden muß. Außerdem
ist es wichtig, dass man am Ende des
Poliervorgangs, ungefähr 10-15 Sekun-
den bevor das Poliergerät anhält, Was-
ser aufgedreht werden muss, das OP-S Als Alternative zum mechanischen Po-
von Proben, Halter und Tuch wäscht. lieren kann das elektrolytische Polieren
Danach werden die Proben einzeln unter empfohlen werden, besonders wenn Abb. 8: Querschliff einer Stange aus Reintitan,
fließendem Wasser gereinigt, mit Etha- schnelle Ergebnisse gewünscht sind. elekrolytisch poliert, polarisiertes Licht, 100x
nol abgespült und mit einem starken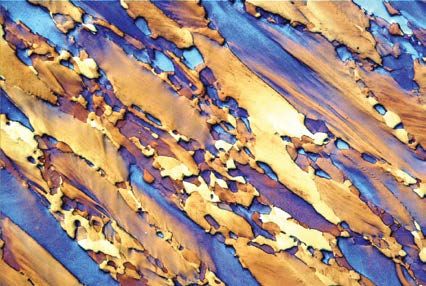
Ätzen und Gefüge- Abb. 9:
Kornstruktur eines Reintitan,
interpretation
polarisiertes Licht, 100x
Wie schon erwähnt, kann die Pro- Abb.10:
Gefüge einer geschmiedeten α-β
benoberfläche eines gut polierten
Ti-6Al-4V Legierung, 400x
Titanschliffs im ungeätzten Zustand im
polarisierten Licht betrachtet werden.
Der Kontrast bei dieser Beleuchtungsart
ist nicht immer ausgeprägt, aber ideal
um zu kontrollieren ob die Politur aus-
reichend ist.
Die am häufigsten verwendete Ätzung
für Titan ist die nach Kroll:
100 ml Wasser
1-3 ml Flußsäure
2-3 ml Salpetersäure
Die Konzentration kann je nach Legie- Abb.11:
rung variieren und kann dementspre- α-β Ti-6Al-4V Legierung mit einer
weißen, spröden
chend angepasst werden. Die β-Phase „α case” Randschicht, 50x
wird dunkelbraun gefärbt.
Mit der Ätzung nach Weck kann Titan
auch farbgeätzt werden:
100 ml Wasser
5 g Ammonium-bifluorid
Metallurgie und Gefüge
Kommerzielles Titan und Titanlegierungen
sind in 4 Gruppen unterteilt:
kommerzielles reines Titan; α- und
α- ähnliche Legierungen wie Ti-6Al-2Sn-
Abb.12:
4Zr-2Mo; α/β Legierungen von denen β Gefüge einer
Ti-6Al-4V die bekannteste ist; Ti-15V-3Al-3Sn-3Cr Legierung,
β-Legierungen mit hohem Vanadium-, Anlaufätzung,
Chrom- und Molybdängehalt. 50x
Titan liegt unterhalb von 882°C als
hexagonales α-Titan vor, oberhalb dieser
Temperatur geht es in kubisch raum-
zentriertes β-Titan über.
Diese Umwandlung ermöglicht
Legierungen mit α-, β- oder α/β-
Mischgefügen und die Möglichkeit für
Wärmebehandlungen und thermo- Es gibt vier Gruppen von handels- Abb. 9 zeigt das α Gefüge eines Rein-
mechanische Behandlungen. übliche Güten von Titan und Titanle- titan welches durch Biegen verformt
gierungen: Reintitan, α und „near α“ wurde. Die Zwillingsbildung durch die
Der Zusammenhang zwischen Legierungen, wie Ti-6Al-2Sn-4Zr-2Mo; mechanische Verformung ist deutlich zu
Warmumformung, Wärmebehandlung, α-β Legierungen, von denen Ti-6Al-4V sehen.
Gefüge und Materialeigenschaften in der die bekannteste ist, und β Legierungen
Herstellung von Titan ist sehr komplex. die einen hohen Anteil von Vanadium, Abb.10 zeigt das α-β Gefüge einer ge-
Im Folgenden werden nur einige der Chrom und Molybdän enthalten. schmiedeten Ti-6Al-4V Legierung eines
herkömmlichsten Arten von möglichen orthopädischen Implantats, Ätzung nach
Titangefügen beschrieben. Kroll.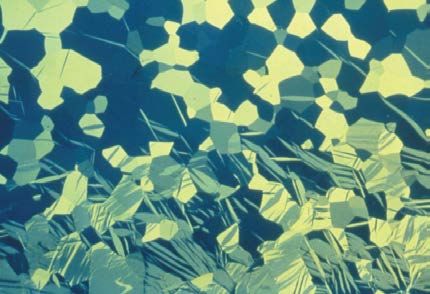
Struers A/S
Pederstrupvej 84
DK-2750 Ballerup, Denmark
Phone +45 44 600 800
Fax +45 44 600 801
struers@struers.dk
www.struers.com
AUSTRALIA & NEW ZEALAND NETHERLANDS
Struers Australia Struers GmbH Nederland
27 Mayneview Street Elektraweg 5
Abb.11 zeigt das α-β Gefüge einer Application Milton QLD 4064 3144 CB Maassluis
Australia Telefoon +31 (10) 599 7209
Ti-6Al-4V Legierung mit einer weißen Notes Phone +61 7 3512 9600 Fax +31 (10) 5997201
Fax +61 7 3369 8200 netherlands@struers.de
„α-case“ Schicht. Ätzung nach Weck. info.au@struers.dk
Obwohl die Warmumformung unter Metallografische Präparation von Titan NORWAY
BELGIQUE (Wallonie) Struers A/S, Norge
kontrollierter Atmosphäre abläuft, kann Bill Taylor,
Struers S.A.S.
370, rue du Marché Rollay
Sjøskogenveien 44C
1407 Vinterbro
Titan schon bei niedrigen Temperaturen Struers Ltd, Glasgow
F- 94507 Champigny
sur Marne Cedex
Telefon +47 970 94 285
info@struers.no
Sauerstoff aufnehmen, welches zu einer Téléphone +33 1 5509 1430
Télécopie +33 1 5509 1449 ÖSTERREICH
harten Randschicht führt, „α-case“ ge- Elisabeth Weidmann, struers@struers.fr Struers GmbH
Zweigniederlassung Österreich
nannt. Diese spröde Schicht kann nur Struers A/S, Kopenhagen BELGIUM (Flanders) Betriebsgebiet Puch Nord 8
mechanisch entfernt werden. (Hinweis: Struers GmbH Nederland
Elektraweg 5
5412 Puch
Telefon +43 6245 70567
Mit der Ätzung nach Kroll kann „α- Danksagung: 3144 CB Maassluis
Telefoon +31 (10) 599 7209
Fax +43 6245 70567-78
austria@struers.de
case“ nicht sichtbar gemacht werden, Wir bedanken uns bei der Fa. Aesculap, Fax +31 (10) 5997201
netherlands@struers.de POLAND
sondern nur mit der Biflourid Ätzung). Tuttlingen, Deutschland, für spezifische Struers Sp. z o.o.
CANADA Oddział w Polsce
Struers Ltd. ul. Jasnogórska 44
Informationen über Titan, und die Erlaubnis 7275 West Credit Avenue 31-358 Kraków
In der Abb.12 ist das β-Gefüge eines Mississauga, Ontario L5N 5M9 Phone +48 12 661 20 60
zur Wiedergabe der Abb. 5, 6 und 11. Phone +1 905-814-8855 Fax +48 12 626 01 46
Längsschnitts durch eine Platte zu Fax +1 905-814-1440 poland@struers.de
sehen, die Legierung ist Ti-15V-3Al- Wir bedanken uns bei Wah Chang North, info@struers.com
ROMANIA
3Sn-3Cr. Sie wird in der Luftfahrt wegen Albany, Oregon, USA, für das zur Verfügung CHINA Struers GmbH
Struers Ltd. Sucursala Sibiu
ihrer hervorragenden mechanischen gestellte Probenmaterial, und Hr. Paul No. 1696 Zhang Heng Road Str.Scoala de Inot, nr. 18
Zhang Jiang Hi-Tech Park RO-550005 Sibiu
Eigenschaften verwendet. Ätzung: An- Danielson von Albany Research Center, Shanghai 201203, P.R. China Phone +40 269 244 558
Phone +86 (21) 6035 3900 Fax +40 269 244 559
laufätzung. Albany, Oregon, USA, für die Farbphoto- Fax +86 (21) 6035 3999 romania@struers.de
struers@struers.cn
graphien auf der ersten Seite und Abb. 12. SCHWEIZ
Zusammenfassung CZECH REPUBLIC Struers GmbH
Wir danken der Fa. Lindberg, Aabyhoj, Struers GmbH Zweigniederlassung Schweiz
Titan ist ein sehr zähes Metall mit hoher Organizační složka Weissenbrunnenstraße 41
Dänemark für die Erlaubnis zur Wiedergabe Havlíčkova 361 CH-8903 Birmensdorf
Festigkeit bei geringer Dichte, und aus- CZ-252 63 Roztoky u Prahy Telefon +41 44 777 63 07
Phone +420 233 312 625 Fax +41 44 777 63 09
gezeichneter Korrosionsbeständigkeit des Brillenmodells Air Titanium, und Fax +420 233 312 640 switzerland@struers.de
czechrepublic@struers.de
und Bioverträglichkeit. Seine Zähigkeit Experience Music Project, Seattle, USA für SINGAPORE
DEUTSCHLAND Struers Singapore
verlangt eine bestimmte metallogra- die Wiedergabe von Abb. 4. Struers GmbH 627A Aljunied Road,
fische Präparation, wie die Verwendung Carl-Friedrich-Benz-Straße 5
D- 47877 Willich
#07-08 BizTech Centre
Singapore 389842
von speziellen Trennscheiben und Bibliografie: Telefon +49 (0) 2154 486-0
Fax +49 (0) 2154 486-222
Phone +65 6299 2268
Fax +65 6299 2661
chemisch-mechanisches Polieren mit Metals Handbook, Desk edition, ASM, 1984 verkauf@struers.de struers.sg@struers.dk
einer Mischung aus Siliziumdioxid und FRANCE SPAIN
Struers S.A.S. Struers A/S, Spain
Wasserstoffperoxid. Diese erprobte 370, rue du Marché Rollay Camino Cerro de los Gamos 1
F-94507 Champigny Building 1 - Pozuelo de Alarcón
Poliermethode ergibt auf automatischen sur Marne Cedex CP 28224 Madrid
Geräten gleichmäßig gute und reprodu- Téléphone +33 1 5509 1430
Télécopie +33 1 5509 1449
Teléfono +34 917 901 204
Fax +34 917 901 112
zierbare Ergebnisse. struers@struers.fr struers.es@struers.es
HUNGARY SUOMI
Struers GmbH Struers Suomi
Magyarországi Fióktelep Kalevankatu 43
Tatai ut 53 00180 Helsinki
2821 Gyermely Puhelin +358 (0)207 919 430
Phone +36 (34) 880546 Faksi +358 (0)207 919 431
Fax +36 (34) 880547 finland@struers.fi
hungary@struers.de
SWEDEN
IRELAND Struers Sverige
Struers Ltd. Ekbacksvägen 22
Unit 11 Evolution@ AMP 168 69 Bromma
Whittle Way, Catcliffe Telefon +46 (0)8 447 53 90
Rotherham S60 5BL Telefax +46 (0)8 447 53 99
Tel. +44 0845 604 6664 info@struers.se
Fax +44 0845 604 6651
info@struers.co.uk UNITED KINGDOM
Struers Ltd.
ITALY Unit 11 Evolution @ AMP
Struers Italia Whittle Way, Catcliffe
Via Monte Grappa 80/4 Rotherham S60 5BL
20020 Arese (MI) Tel. +44 0845 604 6664
Tel. +39-02/38236281 Fax +44 0845 604 6651
Fax +39-02/38236274 info@struers.co.uk
struers.it@struers.it
USA
JAPAN Struers Inc.
Detail eines Brillengestells aus Titan. Die Marumoto Struers K.K. 24766 Detroit Road
hohe Festigkeit und Zähigkeit von Titan Takara 3rd Building Westlake, OH 44145-1598
18-6, Higashi Ueno 1-chome Phone +1 440 871 0071
machen Schrauben und Löten an diesen Taito-ku, Tokyo 110-0015 Fax +1 440 871 8188
Brillengestellen unnötig. Phone +81 3 5688 2914 info@struers.com
Fax +81 3 5688 2927
struers@struers.co.jp
03.2015 / 62240202 Printed in Denmark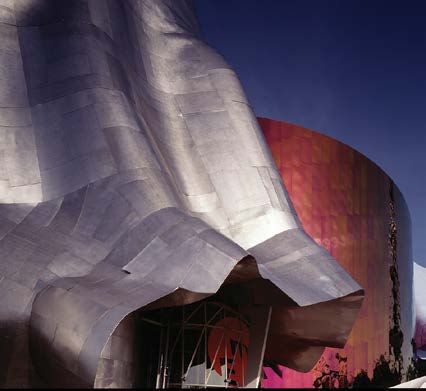


Sie können auch lesen