Innovation in der Herstellung von Kühlformen aus Kupferguss
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

40 | TECHNIK
ionicLife cast technology
Innovation in der Herstellung von
Kühlformen aus Kupferguss
Mit einer innovativen Technologie zur Herstellung von Kupferkühlern wird der Kühlkanal aktiv während des
Abgusses gekühlt und in Kupfer eingegossen. Das Ergebnis ist eine hervorragende Verbindung zwischen
Kupfermatrix und Kupferrohr, was zu höchster Wärmeleitfähigkeit und auch Lebensdauer führt
M
ettop GmbH und WeCo haben und andererseits auch zur besseren Recy- ses, um das Schmelzen oder die Verfor-
gemeinsam ein innovatives Gieß- clingfähigkeit des Kupferkühlers führt. mung des Kühlrohres zu verhindern. Da die
verfahren entwickelt, welches das Um eine hohe Kühlleistung und eine Kühlung mit Gasen nicht ausreicht und der
Gießen von großen Kupferkühlelementen lange Lebensdauer dieser Kühler zu errei- Einsatz von Wasser in Gegenwart von flüs-
(zum Beispiel Hochofen-Windformen, chen, eignen sich Kupferrohre für die Kühl- sigen Metallen extrem gefährlich wäre, ist
Abstichlöcher, Seitenwandpaneele am kreisläufe am besten. Dies bringt die Her- die Kühlung mit einer ionischen Flüssigkeit
EAF, Rinnen und anderes) mit eingegosse- ausforderung mit sich, eine dünne die einzig sichere Variante. Diese ionischen
nem Kupferrohr ermöglicht. Dabei wird das Metallstruktur in eine Umgebung mit einer Flüssigkeiten können in ihren Eigenschaf-
Kupferrohr aktiv mittels einer nicht-explosi- großen Menge Metallschmelze, mit einer ten auf die jeweilige Anwendung ange-
ven ionischen Flüssigkeit während des Temperatur höher als der Schmelzpunkt passt werden. In diesem Fall handelt es
Abgusses sicher gekühlt. Das Ergebnis ist des Rohres, zu bringen. Die neu entwickel- sich um ein Kühlmedium, das bis zu 250
eine ausgezeichnete metallurgische Verbin- te Methode „ionicLife cast“ ermöglicht °C eingesetzt werden kann, und das sicher
dung zwischen Kupferrohr und Kupferguss, eine ausreichende Kühlung eines Kupfer- in der Handhabung und bei direktem Kon-
die einerseits zu einer langen Lebensdauer kühlkreislaufs während des Gießprozes- takt mit einer Metallschmelze ist.
Kupferkühlelement mit eingegossenen Rohrschlangen und kombinierter Feuerfestzustellung (Bild: Mettop GmbH)
Hans-Jörg Krassnig, Andreas Filzwieser, Tobias Hangler, Martina Hanel, Mettop GmbH, Leoben, Österreich; Javier
Bolado, WeCo – weldingcopper, Los Corrales de Buelna, Spanien – Kontakt: hans-joerg.krassnig@mettop.com
STAHL + TECHNIK 3 (2021) Nr.
TECHNIK | 41
Stand der Technik bisher
In der Hüttentechnik werden vermehrt
große Kühlelemente eingesetzt, um die
Lebensdauer von Anlagenteilen durch
intensive Kühlung in Verbindung mit der
Feuerfestzustellung zu erhöhen [1]. Diese
weisen oft komplexe Geometrien auf und
verfügen über innenliegende Kühlkanäle,
durch die eine Kühlflüssigkeit strömt. Um
diesen geometrischen Herausforderungen
gerecht zu werden und gleichzeitig akzep-
table Herstellkosten zu gewährleisten,
werden diese Elemente meist als Ver- Schematischer Aufbau eines Kupferkühlers: links die Rohrschleifen vor dem Abgießen,
bundguss hergestellt. Dies ist ein Verfah- rechts der fertige Kühler (Bild: Mettop GmbH)
ren, bei dem ein Festkörper definierter
Abmessungen in eine Metallschmelze ein-
gegossen wird. über die Feuerfestzustellung bis hin zum Aufbereitung von alten Kühlelementen.
Bei der Kühlerherstellung werden vor- Stahlmantel steiler. Dadurch wird das Durch die unterschiedlichen Wärmeaus-
geformte Rohrbögen mit einer Schmelze Anfrieren einer Schlackenschicht ermög- dehnungskoeffizienten der Rohrmetalle
umgossen. Die durch die Rohre abgebilde- licht oder die Eindringtiefe in die Poren des und dem Kupferguss entstehen im Betrieb
ten Kanäle dienen im fertigen Produkt als Feuerfestmaterials verringert sich. Als Fol- Spannungen, welche oftmals zur Spaltbil-
Kühlschlangen, durch welche das Kühlme- ge erreicht man einen gleichmäßigeren dung führen. Wenn sich das Rohr vom
dium strömt. Durch die Kombination des Verschleiß der Gesamtzustellung, wodurch restlichen Kupferblock ablöst und sich ein
Sandgussverfahrens mit dem Eingießen sich die Standzeit des gesamten Ofens feiner Luftspalt bildet, wird die Wärme nur
von vorgeformten Kühlschlangen wird es verlängert. noch unzureichend abgeführt und das Ele-
möglich, komplexe Geometrien herzustel- Diese Kühlungen werden mittels Kühl- ment verschleißt rascher durch die stärke-
len. So werden beispielsweise Decken- elementen aus Stahl oder Kupfer und der re lokale thermische Belastung. Dies ist
kühler für metallurgische Aggregate her- Verwendung unterschiedlicher Kühlme- besonders in Öfen ein Problem, welche
gestellt. dien umgesetzt. Aktuell bestehen die zyklischen Temperaturschwankungen
Da die Anwender höchste Wärmeleit- meisten Kupferkühler aus gegossenem unterliegen, wie beispielsweise ein Elekt-
fähigkeit und Standzeit der Kühlelemente Reinkupfer mit eingegossenen Kühlschlei- rolichtbogenofen.
fordern, wird als Gussmetall oft Reinkupfer fen aus Edelstahl, Monel oder Kupfer. Wenn nur Kupfer als Werkstoff verwen-
verwendet. Um eine möglichst gute Wär- Wenn die heißseitige Kühlfläche eines det wird, besitzen Rohr und Matrix diesel-
meleitung zu erreichen, wäre es von Vor- Kupferkühlers verschlissen ist, muss die- ben Ausdehnungscharakteristika und es
teil, dass auch das Rohr aus reinem Kupfer ser komplett ausgetauscht werden. Der entstehen keine resultierenden Spannun-
besteht. Daraus ergibt sich aber die Kupferkühler muss bis dato vollständig gen [2, 3].
Schwierigkeit, dass das einzugießende recycelt werden. Die mechanische Tren-
Objekt den gleichen Schmelzpunkt hat wie nung der Rohre vom Kupfergussteil ist Limitierungen der bisher
das flüssige Metall, mit dem es einen Ver- meist nicht mit vertretbarem Aufwand genutzten Verfahren
bund eingehen soll. Daher kann es leicht durchführbar, weshalb die Reststücke der
zum örtlichen Durchschmelzen des Struk- Elemente meistens im Primäraggregat Bei der Verwendung von Kupferrohren
turteils (Rohr) kommen, wenn dieses nicht oder Konverter einer Kupferhütte einge- wird oft auf eine elektrolytische Beschich-
von Innen gekühlt wird. Damit wird das schmolzen werden. tung zurückgegriffen, um die Bindung zu
Gussstück zum Ausschuss, da die Kühl- Würde ein Kühlelement zur Gänze nur verbessern. Dieser Prozess ist nicht nur
kanäle beschädigt werden und die Kühl- aus reinem Kupfer bestehen, so wäre ein sehr kostenintensiv, sondern verbraucht
wirkung reduziert wird. Die Einflussfakto- Recyceln viel einfacher möglich. Das Kühl- neben den Ressourcen Nickel und Silber
ren der Herstellungsparameter auf die element könnte in einem Schmelzofen auch beträchtliche Mengen an Energie und
Wärmeleitung derartiger Kupferkühler mit einer Kupfergießerei einfach wieder auf- verschlechtert die Rezyklierbarkeit. Da kei-
Kupferrohren im Inneren werden im Fol- geschmolzen und zu einem neuen Kühler ne der nachstehenden Technologien alle
genden erörtert. abgegossen werden. Das Produkt würde Zielsetzungen vollständig erfüllt, ist die
am Ende der Lebenszeit einen höheren Entwicklung eines neuen Prozesses von
Einsatzgebiet und Umfeld. In metallurgi- Restwert besitzen als bisher. Dies bringt Interesse.
schen Anlagen werden immer mehr Berei- dem Kunden im Vergleich zu aktuell ver-
che in den Zonen stärkster Beanspruchung fügbaren Kühlern eine Kostenersparnis Bohren von Kupferblöcken. Dies ist ein
mit intensiven Kühlungen ausgestattet. über den gesamten Lebenszyklus des Pro- einfaches und kostengünstiges Verfahren,
Durch die Kühlung hinter dem Feuerfest- dukts. welches schon lange Verwendung findet
material wird der Temperaturgradient zwi- Die Verwendung von Monel oder Stahl- und für einfache Geometrien gut geeignet
schen der Schmelze im Ofeninnenraum rohren beeinträchtigt jedoch nicht nur die ist [4]. Die Probleme hierbei sind jedoch,
STAHL + TECHNIK 3 (2021) Nr.
42 | TECHNIK
dass komplexere, runde oder gewölbte ren zu einer geringen Grenzschicht-
Geometrien der Kühlkanäle nicht realisier- Festigkeit und einem schlechten
bar sind und dass die offenen Enden der Wärmeübergang. Es kommt hier zur Ablö-
Bohrkanäle wieder verschlossen werden sung des Rohrs von der Kupfermatrix. Die
müssen. Diese zugeschweißten Fügestel- so entstehenden Spalten haben auch bei
len sind Schwachstellen, da sie immer nur geringsten Breiten eine große negative
wieder zu Leckagen im Betrieb führen. Auswirkung auf den Wärmeübergang. Die
Eine derartige Fehlfunktion stellt im Falle Gesamteffizienz der Kühlblöcke wird
einer Wasserkühlung ein großes Sicher- zusätzlich durch die geringe Wärmeleitfä-
heitsrisiko dar. Es kann zu einer Dampfex- higkeit von Stahl verschlechtert [7].
plosion kommen, wenn das Kühlwasser
direkt mit einer Metallschmelze in Kontakt Eingießen von Monelrohren in Sand-
kommt. In weiterer Folge kann das aus- gussformen. Monel-Legierungen sind Geätztes Schliffbild eines Kühlers
tretende Wasser aus kleinen Leckagen die Cu-Ni-Legierungen mit einem höheren (Bild: Mettop GmbH)
Lebensdauer der umgebenden Feuerfest- Schmelzpunkt als Reinkupfer. Sie können
materialien durch Feuchtigkeitsaufnahme daher, ähnlich wie Stahlrohre, einfach ohne
stark beeinträchtigen [5]. Kühlung oder Stützen eingegossen wer- fer: 380 [W/(m∙K)]) auf, wodurch sich auch
den und zeigen vor allem in Kombination hier, trotz einer deutlich besseren Bindung
Umgießen von Stahlrohren in Sandguss- mit Beschichtungen eine deutlich bessere zum Kupfer, eine reduzierte Effizienz der
formen. Anstatt die Kühlkanäle durch Boh- metallische Bindung zu dem umgebenden Kühler einstellt [1].
rungen zu fertigen, werden bei diesem Kupfer als Stahl.
Verfahren Stahlrohre verwendet, um die Monelrohre sind jedoch aufgrund des Eingießen von sandgefüllten Kupferroh-
Kühlkanäle abzubilden. Sie werden zu hohen Nickelanteils sehr teuer und können ren im Sandguss. Bei diesem Verfahren
Rohrbündeln verarbeitet, welche in der wegen ihrer hohen Festigkeit kaum gebo- besteht auch das Rohr aus Kupfer, damit
Sandform positioniert werden. Diese Roh- gen werden. Stattdessen muss auf vorge- die Wärme besser abgeleitet werden kann
re (niedrig sowie hochlegierte) sind relativ fertigte Rohrbögen zurückgegriffen wer- und kein Engpass beim Wärmeabtransport
einfach in der Handhabung und günstig in den, die dann verschweißt werden. Neben entsteht. Dies bedeutet jedoch, dass der
der Verarbeitung. Sie können problemlos den erhöhten Fertigungskosten aufgrund Werkstoff des Rohrs den gleichen
eingegossen werden, da ihr Schmelzpunkt des zusätzlichen Fertigungsaufwandes, Schmelzpunkt besitzt wie jener der
deutlich über dem von Kupfer liegt. Prob- der dafür benötigt wird, ist jede Schweiß- Schmelze. Das führt dazu, dass das Rohr
lematisch sind jedoch das Fehlen der naht auch eine potentielle Fehlstelle. Das erweicht oder sogar aufschmilzt und damit
metallischen Bindung zwischen dem ein- häufig verwendete Material Monel 400 die Kühlkanäle nicht formgetreu abgebildet
gegossenen Rohr und der Kupfermatrix, weist einen ähnlich niedrigen Wärmelei- werden können.
sowie die deutlich unterschiedlichen Wär- tungskoeffizienten wie Edelstahl (1.4301: Oftmals werden daher die Rohre zuvor
meausdehnungskoeffizienten. Diese füh- 15 [W/(m∙K)], Monel: ~22 [W/(m∙K)], Kup- dicht mit Sand gepackt, wodurch sie wäh-
Gekühltes Abstichloch, hergestellt mit dem ionicLifecast-Verfahren (Bild: Mettop GmbH)
STAHL + TECHNIK 3 (2021) Nr.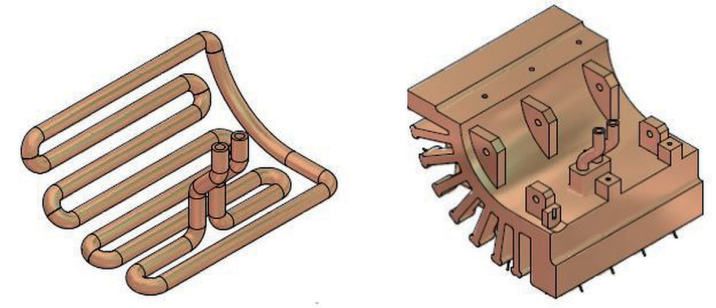
TECHNIK | 43
ILTEC Anlage zur aktiven Kühlung von Hochtemperaturanwendungen (Bild: Mettop GmbH)
rend des Gusses formstabiler sind. Daraus diese Kerne auch verwendet werden, wendung von Speisern und geschlosse-
ergibt sich jedoch das Problem, dass Sand- um Kühlkanäle in Kühlelementen herzu- nen Sandformen ist nicht möglich, weshalb
rückstände im Rohr verbleiben, welche stellen. Hierbei limitiert die relativ gerin- auch dieses Herstellungsverfahren nicht
während der Verwendung ausge- ge Festigkeit der Formstoffe jedoch die angewandt wird.
schwemmt werden und in den Kühlkreis- möglichen Geometrien und die Sandker-
lauf gelangen. Dort Verursachen sie ne müssen oftmals unterstützt werden. ionicLife cast Verfahren
Schwierigkeiten mit Pumpen und Filtern. Sie würden sonst durch ihr Eigenge-
Außerdem ist dieses Verfahren in der wicht oder auch durch den Auftrieb in Die treibende Kraft hinter der Entwick-
maximalen Größe der Kupferkühler stark der Schmelze abbrechen. Die einge- lung des ionicLife cast Verfahren war
eingeschränkt. Bei großen Gussstücken schränkte Formfreiheit, der Aufwand für das Ziel, ein sicheres Herstellverfahren,
schmilzt das Rohr auf oder bekommt Ris- das Entfernen des Sandes aus dem Inne- mit dem bestmöglichen Wärmeüber-
se. Solche Fehlgüsse bestehen dann die ren des fertigen Gussstücks sowie die gang und bester Wiederverwertbarkeit
gängigen Prüfmethoden der Qualitätskon- verbleibenden Sandreste in den Kühlka- der Kupferkühlelemente zu ermögli-
trolle nicht und können daher nicht ver- nälen stellen hier die größten Probleme chen. Um einen optimalen Wirkungs-
wendet und meist auch nicht repariert dar. Stützstrukturen führen zu Löchern, grad der Kühlung zu erzielen, ist die Ver-
werden. Derartiger Ausschuss stellt einen welche durch Schweißen oder andere wendung von Kupferrohren generell als
entsprechenden finanziellen Schaden für Verfahren geschlossen werden müssen Optimum zu sehen, da Kupfer die Wär-
die Gießerei dar. Die gängigsten Qualitäts- und daher auch wieder ein erhöhtes me am besten von allen Technologieme-
überprüfungen sind eine Druckprüfung bei Leckage-Risiko darstellen. Dieses Her- tallen leitet.
8-10 bar mit Wasser, bei der die Dichtheit stellungsverfahren wird daher in der Bei größeren Gussteilen, hohen Rohr-
des Systems überprüft wird und der Ball- Industrie kaum angewandt. längen, dünneren Rohrwandstärken und
Test, bei dem ein kugelförmiger Prüfkörper hohen Gießmodulen ist eine aktive Innen-
definierten Durchmessers durch die Rohr- Eintauchen von Rohrbündeln in flüssiges kühlung erforderlich, da die Kupferrohre
leitungen geblasen wird, um sicherzustel- Kupfer nach dem Abguss. Es existieren sonst durch die hohe thermische Belas-
len, dass der Innenrohrdurchmesser ebenfalls Ansätze, dass das Rohrbündel tung während des Abgusses durchschmel-
durchgängig ausreichend groß ist [1]. erst nach dem Abgießen in die Schmelze zen. Wasser kann nicht als Kühlmittel ver-
getaucht wird. Dadurch soll das Auf- wendet werden, da ein akutes
Gießen mit Hilfe von Sandkernen. schmelzen der Rohre vermieden werden. Explosionsrisiko besteht, wenn es in Kon-
Ähnlich wie im Automobilbau ganze Hierbei sind die möglichen Geometrien takt mit Metallschmelzen kommt [5, 9, 10].
Motorblöcke mit Hilfe von Sandguss und jedoch stark eingeschränkt und die Posi- Durch die spontane Vervielfachung des
Sandkernen hergestellt werden, können tioniergenauigkeit ist geringer [8]. Die Ver- Volumens von dem flüssigen Wasser zu
STAHL + TECHNIK 3 (2021) Nr.
44 | TECHNIK
Wasserdampf entstehen enorme Drücke Die hier gemessene Temperatur der ioni- lern mit einer ausgezeichneten metallurgi-
mit explosionsartiger Wirkung. schen Flüssigkeit während des Abgusses schen Verbindung zwischen Kupferrohr
Aus diesen Sicherheitsüberlegungen wird für die Analyse der thermischen und Kupferguss. Das Risiko der Spaltbil-
bieten sich als alternative Kühlmedien für Belastung der Flüssigkeit sowie für die dung zwischen Kupferrohr und Kupferma-
derartigen Anwendungen ionische Flüssig- Prozesskontrolle verwendet und spiegelt trix ist dadurch eliminiert. Der Einsatz von
keiten an. Diese können in einem größeren die aus den Kühlern entzogene Wärme hochreinem Kupfer mit höchster Wärme-
Temperaturfenster verwendet werden. über die Zeit wider. leitfähigkeit ermöglicht eine verbesserte
Durch den äußerst niedrigen Dampfdruck Kühleffizienz der eingesetzten Kühler und
stellen sie im Schadensfall bei hohen Tem- Vorteile. Die abgeführte Wärme aus dem führt andererseits zu einer längeren
peraturen kein Sicherheitsrisiko dar, da sie Kühlkreislauf führt zu einer beschleunigten Lebensdauer, da auch lokale „Hot Spots“
sich lediglich zersetzen und es zu keiner und gelenkten Erstarrung. Die Kühler erstar- deutlich besser abgebaut werden können.
explosionsartigen Verpuffung kommt. Vie- ren folglich von innen heraus, was zu einer Die Recyclingfähigkeit der ionicLifecast-
le der marktüblichen ionischen Flüssigkei- Vereinfachung der vollständigen Formfül- Kupferkühler ist aufgrund der Material-
ten sind jedoch stark korrosiv, weshalb im lung und einem günstigeren Gussgefüge homogenität sichergestellt.
ionicLife cast Verfahren die patentierte führt. Durch die Kühlung findet der Erstar- Obwohl das Leckage Risiko durch den
nicht korrosive ionische Flüssigkeit rungsprozess in einem Bruchteil der norma- Einsatz von „ionicLifecast“-Kühlern deut-
IL-B2001 eingesetzt wird [9]. len Zeit statt und es bilden sich sehr viel lich reduziert werden kann, stellt der Aus-
kleinere, gerichtete Körner im erstarrten tritt von Wasser und einer damit verbun-
Funktion und Aufbau der ILTEC-Anlage. Kupferblock. Dies hat wiederum einen posi- denen Explosionsgefahr weiterhin ein
Eine ILTEC Anlage besteht im Prinzip aus tiven Einfluss auf die mechanischen Eigen- mögliches Gefahrenpotenzial dar. Dies
folgenden Komponenten: schaften des Produkts und verbessert so kann nur durch den Einsatz von ionischen
einem Tank, in dem die Kühlflüssigkeit Festigkeit, Härte und Zähigkeit im Vergleich Flüssigkeiten anstelle von Wasser als
gespeichert wird, zu konventionellen Gussstücken [3]. Kühlmedium bei metallurgischen Anlagen
einer Pumpe zur Förderung sowie ausgeschlossen werden, wie es bereits
einem Wärmetauscher und Zusammenfassung und Ausblick in zahlreichen industriellen Anwendung
einem Durchlauferhitzer zur Temperie- (z.B.: Hochofenabstich, Konverter-Lan-
rung der Flüssigkeit. Das ionicLife cast Verfahren ermöglicht zenkühlung) unter Beweis gestellt wurde
Des Weiteren sind diese Anlagen mit Sen- erstmalig die Herstellung von großen Küh- [11].
soren für die Durchfluss- und Temperatur-
messung ausgestattet. Da die Temperatur
an der Grenzfläche zwischen Rohr und Literatur
Gusskupfer in der Produktion nicht gemes-
sen werden kann, sondern lediglich jene [1] MACRAE, A. (2018): Furnace-wall cooling block, eines Kühlelements, https://patents.google.com/
https://patents.google.com/patent/US6280681 patent/DE102015001190A1/
der Kühlflüssigkeit, werden anhand der [2] HAASEN, P (1994).: Physikalische Metallkunde, de?oq=EP+0816515+B1 (29.03.2018)
dort vorherrschenden Trends Rückschlüs- Berlin, Heidelberg (u.a.): Springer Berlin Heidel- [5] STEIN, U. (1998): Kühlplatte für metallurgische
se auf die Bedingungen gezogen. Die hier- berg Öfen der Eisen- und Stahlindustrie, https://
[3] HILLE, H. & OTREMBA, W (1996): Kühlplatten patents.google.com/patent/EP0816515B1
für relevante Messstelle befindet sich
für Schachtöfen, https://patents.google.com/ [6] PFEIFENBRING, K. & HERING, M. (2003): Kühl-
beim Wiedereintritt der Flüssigkeit in die patent/EP0741190B1 (29.03.2018) element, insbesondere für Öfen, sowie Verfahren
Maschine, nachdem diese durch die ein- [4] PFEIFENBRING, K (2016): Kühlelement für metal- zur Herstellung eines Kühlelementes
zugießenden Cu-Rohre gepumpt wurde. lurgische Öfen sowie Verfahren zur Herstellung [7] SEPPALÄ, K. & KOIOTTO J. & SAARINEN, R.
(2008): Kühlelement und Verfahren zu dessen
Herstellung, https://patents.google.com/patent/
EP1954999B1/de?oq=EP-1954999B1
(29.03.2018)
[8] PFEIFENBRING, K. & HERING, M. (2003): Kühl-
element, insbesondere für Öfen, sowie Verfahren
zur Herstellung eines Kühlelementes
[9] FILZ WIESER, A. & FILZ WIESER I. (2010).:
Method for cooling a metallurgical furnace:
CA Grant, https://patents.google.com/
patent / WO2010136403A1/en?q=Met-
hod&q=cooling&q=metallurgi- cal+furna-
2 0 J a h re
ce&assignee=mettop&oq=Met-
hod+for+cooling+a+metallurgical+furna-
ce+mettop
[10] HANGLER, T. (2020): Masterarbeit Ermittlung
der Einflussgrößen für die Verbindungsbildung
bei dem Kupferverbundguss von Kühlelementen,
Montanuniversität, Leoben
[11] Hanel, M., Filzwieser A. (2019): ILTEC Techno-
logy – New Pathways towards safe and effective
cooling, ESTAD 2019
AGTOS | GmbH | D-48282 Emsdetten
info@agtos.de | www.agtos.de STAHL + TECHNIK 3 (2021) Nr.
Sie können auch lesen

















































