Palettenbahnhof Steuerung der nächsten Generation Ergänzung zur Bedienungsanleitung - 96-DE8253 - Haas Automation Inc.
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
,
Palettenbahnhof
Steuerung der nächsten Generation
Ergänzung zur Bedienungsanleitung
96-DE8253
Revision B
Februar 2020
Deutsche
Übersetzung der Originalanleitung
Haas Automation, Inc.
2800 Sturgis Road
Oxnard, CA 93030-8933
U.S.A. | HaasCNC.com
© 2020 Haas Automation, Inc. Alle Rechte vorbehalten. Kopieren nur mit Genehmigung. Urheberrecht strikt durchgesetzt.© 2020 Haas Automation, Inc.
Alle Rechte vorbehalten. Kein Teil dieser Publikation darf in irgendeiner Form oder durch irgendwelche
Mittel, sei es auf mechanische, elektronische, fotokopiertechnische oder aufzeichnerische Art, ohne die
schriftliche Erlaubnis von Haas Automation, Inc. reproduziert, in einem Retrieval-System gespeichert
oder übertragen werden. Es wird keine patentrechtliche Haftung in Bezug auf die Verwendung der
hierin enthaltenen Informationen übernommen. Da Haas Automation nach ständiger Verbesserung
seiner hochwertigen Produkte strebt, können sich die Angaben in diesem Handbuch ohne Ankündigung
ändern. Wir haben größte Sorgfalt bei der Erstellung dieses Handbuchs walten lassen. Trotzdem
übernimmt Haas Automation keine Verantwortung für Fehler oder Auslassungen und lehnt jede Haftung
für Schäden aus der Verwendung der in dieser Publikation enthaltenen Informationen ab.
iDieses Produkt verwendet Java-Technologie der Oracle Corporation. Sie erkannen an, dass Oracle der Eigentümer der Marke Java sowie aller anderen Marken mit Bezug zu Java ist. Sie erklären hiermit Ihr Einverständnis, sich an die Marken-Richtlinien unter www.oracle.com/us/legal/third-party-trademarks/index.html zu halten. Jede weitere Verbreitung der Java-Programme (jenseits dieser Anlage/Maschine) unterliegt einer rechtlich bindenden Endnutzer-Lizenzvereinbarung mit Oracle. Jede Nutzung der kommerziellen ii
EINGESCHRÄNKTE GARANTIE
Haas Automation, Inc.
für Haas Automation, Inc, CNC-Maschine
Gültig ab Mittwoch, 1. September 2010
Haas Automation Inc. („Haas“ oder „Hersteller“) bietet eine eingeschränkte Garantie auf
alle neuen Fräsmaschinen, Drehzentren und Drehmaschinen (zusammenfassend als
„CNC-Maschinen“ bezeichnet) und ihre Komponenten (mit Ausnahme derer unter
Einschränkungen und Ausschlüsse der Garantie) („Komponenten“), die von der Firma
Haas hergestellt und entweder von Haas oder seinen autorisierten Händlern entsprechend
dieser Garantieurkunde vertrieben werden. Die in dieser Garantieurkunde beschriebene
Garantie ist eine eingeschränkte Garantie; sie stellt die einzige Garantie des Herstellers
dar und unterliegt den Bedingungen dieser Garantieurkunde.
Abdeckung der eingeschränkten Garantie
Für jede CNC-Maschine und ihre Komponenten (zusammengefasst „Haas-Produkte“)
besteht eine Herstellergarantie gegen Material- und Ausführungsmängel. Diese Garantie
besteht nur gegenüber einem Endnutzer der CNC-Maschine („Kunde“). Der Zeitraum
dieser eingeschränkten Garantie beträgt ein Jahr. Die Garantiezeit beginnt an dem Tag, an
dem die CNC-Maschine im Werk des Kunden installiert wird. Der Kunde kann während des
ersten Jahres nach dem Kauf jederzeit eine Verlängerung der Garantiezeit von einem
autorisierten Haas-Händler kaufen („Garantieverlängerung“).
Nur Reparatur oder Ersatz
Die einzige Haftung des Herstellers und die exklusive Abhilfe des Kunden im Rahmen
dieser Garantie in Bezug auf sämtliche Produkte der Firma Haas beschränkt sich nach
Ermessen des Herstellers auf das Reparieren oder Ersetzen des defekten Haas-Produkts.
Garantieausschlüsse
Diese Garantie ist die einzige und exklusive Garantie des Herstellers und ersetzt alle
anderen Garantien ausdrücklicher, stillschweigender, schriftlicher, mündlicher oder
sonstiger Art einschließlich unter anderem der stillschweigenden Garantie der
Handelsüblichkeit, stillschweigenden Garantie der Eignung für einen bestimmten Zweck
oder einer sonstigen Garantie zur Qualität, Leistung oder Nichtverletzung von Rechten.
Alle anderen Garantien jeglicher Art werden hiermit vom Hersteller verneint und vom
Kunden aufgegeben.
iiiEinschränkungen und Ausschlüsse der Garantie
Komponenten, die während der normalen Verwendung und mit der Zeit
Abnutzungseinflüssen ausgesetzt sind, einschließlich u. a. Lackierung, Fensterausführung
und -zustand, Glühlampen, Dichtungen, Abstreifer, Dichtringe, Späneabfuhrsystem (z. B.
Förderschnecken, Spänerutschen), Riemen, Filter, Türrollen, Werkzeugwechslerfinger
usw., sind von dieser Garantie ausgeschlossen. Zur Aufrechterhaltung der Garantie
müssen die vom Hersteller vorgeschriebenen Wartungsprozeduren eingehalten und belegt
werden. Die Garantie entfällt, wenn der Hersteller ermittelt, dass (i) das Haas-Produkt
fehlerhafter Behandlung, Missbrauch, Fahrlässigkeit, Unfall, unsachgemäßer Aufstellung,
unsachgemäßer Wartung, unsachgemäßer Lagerung oder unsachgemäßer Bedienung
oder Anwendung, einschließlich der Verwendung von nicht ordnungsgemäßen Kühlmitteln
oder anderen Betriebsstoffen, ausgesetzt war, (ii) das Haas-Produkt vom Kunden, von
einem nicht autorisierten Servicetechniker oder einer anderen nicht autorisierten Person
falsch repariert oder instand gesetzt wurde, (iii) der Kunde oder eine andere Person ohne
vorherige schriftliche Berechtigung des Herstellers Änderungen an einem Haas-Produkt
vorgenommen oder versucht hat, und/oder (iv) das Haas-Produkt für einen nicht
kommerziellen Zweck (z. B. für einen persönlichen oder Haushaltszweck) verwendet
wurde. Die Garantie erstreckt sich nicht auf Schäden oder Mängel aufgrund von äußeren
Einflüssen oder Umständen außerhalb der angemessenen Kontrolle des Herstellers,
einschließlich u. a. Diebstahl, Vandalismus, Brand, Wetterbedingungen (z. B. Regen,
Hochwasser, Wind, Blitz oder Erdbeben), kriegerischen oder terroristischen Handlungen.
Ohne die Allgemeingültigkeit der in dieser Garantieurkunde beschriebenen Ausschlüsse
oder Einschränkungen zu begrenzen, schließt die Garantie keinerlei Garantie ein, dass das
Haas-Produkt die Produktionsspezifikationen oder andere Anforderungen der Person
erfüllen wird oder dass der Betrieb des Haas-Produkts unterbrechungsfrei oder fehlerfrei
sein wird. Der Hersteller übernimmt keine Verantwortung bezüglich der Benutzung des
Haas-Produkts durch jede Person und übernimmt keine Haftung an Personen für
Konstruktions-, Produktions-, Betriebs-, Leistungs- oder sonstige Mängel des
Haas-Produkts über die Reparatur oder den Ersatz gemäß Definition in der obigen
Garantie hinaus.
ivHaftungseinschränkung
Der Hersteller haftet dem Kunden oder anderen Personen nicht für Kompensations-,
Begleit-, Folge-, Straf-, Sonder- oder andere Schäden oder Ansprüche ungeachtet der
Tatsache, ob diese auf einer vertraglichen, unerlaubten, gesetzlichen oder billigen
Handlung aufgrund von oder im Zusammenhang mit einem Haas-Produkt, anderen
Produkten oder Dienstleistungen des Herstellers oder eines autorisierten Händlers,
Kundendiensttechnikers oder anderen Vertreters des Herstellers (zusammengefasst
„autorisierter Vertreter“) oder durch das Versagen von Teilen oder Produkten entstehen,
die unter Verwendung eines Haas-Produkts hergestellt wurden, auch wenn der Hersteller
oder autorisierte Vertreter von der Möglichkeit solcher Schäden unterrichtet wurde, wobei
die Schäden oder Ansprüche sich u. a. auf entgangene Gewinne, Datenverlust,
Produktverlust, Gewinnverlust, Verwendungsverlust, Kosten von Stillstand, Kulanz,
Schäden an Anlagen, Gebäuden oder anderen Sachmitteln von beliebigen Personen
sowie Schäden aufgrund einer Fehlfunktion eines Haas-Produkts erstrecken. Schäden und
Ansprüche dieser Art werden vom Hersteller abgewiesen und der Kunde verzichtet auf die
Erhebung solcher Ansprüche. Die einzige Haftung des Herstellers und die exklusive
Abhilfe des Kunden bei Schäden und Ansprüchen aus beliebigen Gründen beschränkt sich
nach Ermessen des Herstellers auf das Reparieren oder Ersetzen des defekten
Haas-Produkts unter dieser Garantie.
Der Kunde hat sein Einverständnis zu den Begrenzungen und Einschränkungen nach
dieser Garantieurkunde erklärt, einschließlich u. a. der Einschränkung des Rechts auf
Schadensersatz als Teil seines Handels mit dem Hersteller oder dessen autorisierten
Vertreters. Der Kunde versteht und bestätigt, dass der Preis der Haas-Produkte höher
wäre, wenn der Hersteller für Schäden oder Ansprüche über den Umfang dieser Garantie
hinaus einstehen müsste.
Gesamte Vereinbarung
Diese Garantieurkunde ersetzt jegliche anderen Vereinbarungen, Versprechen,
Darstellungen oder Garantien mündlicher oder schriftlicher Art zwischen den Parteien oder
durch den Hersteller in Bezug auf den Inhalt dieser Garantieurkunde und beinhaltet alle
Verträge und Vereinbarungen zwischen den Parteien oder durch den Hersteller bezüglich
dieses Inhalts. Der Hersteller lehnt hiermit jegliche anderen Vereinbarungen, Versprechen,
Darstellungen oder Garantien mündlicher oder schriftlicher Art ab, die zusätzlich zu oder
abweichend von den Bedingungen dieser Garantieurkunde gegeben wurden. Keine
Bedingung in dieser Garantieurkunde darf ohne schriftliche und durch den Hersteller und
Kunden signierte Vereinbarung modifiziert oder geändert werden. Ungeachtet des
Vorgenannten akzeptiert der Hersteller eine Garantieverlängerung nur in dem Maße, wie
sie die betreffende Garantiezeit erweitert.
vÜbertragbarkeit
Diese Garantie kann vom ursprünglichen Benutzer an eine andere Partei übertragen
werden, wenn die CNC-Maschine vor dem Ende der Garantiezeit privat verkauft wird,
sofern dem Hersteller dies schriftlich mitgeteilt wird und die Garantie am Tag der
Übertragung nicht ungültig ist. Der Übertrager dieser Garantie unterliegt allen Bedingungen
dieser Garantieurkunde.
Verschiedenes
Diese Garantie unterliegt den Gesetzen des Staates Kalifornien ohne Anwendung der
Kollisionsregeln. Sämtliche Streitfälle, die aus dieser Garantie entstehen können, sind von
einem zuständigen Gericht in Ventura County, Los Angeles County oder Orange County,
Kalifornien, zu schlichten. Bedingungen oder Klauseln in dieser Garantieurkunde, die in
einer Situation in einer Gerichtsbarkeit ungültig oder nicht durchsetzbar sind,
beeinträchtigen nicht die Gültigkeit oder Durchsetzbarkeit der restlichen Bedingungen der
Urkunde oder die Gültigkeit oder Durchsetzbarkeit der verletzenden Bedingung in einer
anderen Situation oder Gerichtsbarkeit.
viKundenfeedback
Wenn Sie Bedenken oder Fragen zu dieser Bedienungsanleitung haben, kontaktieren Sie
uns bitte auf unserer Website www.HaasCNC.com. Benutzen Sie dazu den Link „Contact
Haas“ und senden Sie ihren Kommentar an den „Anwalt des Kunden (Customer
Advocate)“.
Kommunizieren Sie online mit anderen Eigentümern von Haas-Maschinen und seien Sie
ein Teil der größeren CNC-Gemeinschaft auf diesen Websites:
haasparts.com
Your Source for Genuine Haas Parts
www.facebook.com/HaasAutomationInc
Haas Automation on Facebook
www.twitter.com/Haas_Automation
Follow us on Twitter
www.linkedin.com/company/haas-automation
Haas Automation on LinkedIn
www.youtube.com/user/haasautomation
Product videos and information
www.flickr.com/photos/haasautomation
Product photos and information
viiRichtlinien zur Kundenzufriedenheit
Sehr geehrter Haas-Kunde,
Ihre Zufriedenheit und Ihr Wohlwollen sind für die Firma Haas Automation, Inc. wie auch
für den Haas-Händler (HFO), bei dem Sie ihre Anlage gekauft haben, von größter
Bedeutung. Normalerweise wird Ihr HFO jedwede Bedenken, die Sie über Ihren
Verkaufsvorgang oder den Betrieb Ihrer Anlage haben, auflösen.
Sollte die Angelegenheit jedoch nicht zu Ihrer vollständigen Zufriedenheit gelöst werden
und haben Sie diese bereits mit einem leitenden Mitarbeiter des HFOs, dem
Geschäftsführer oder dem Geschäftsinhaber selbst besprochen, gehen Sie bitte
folgendermaßen vor:
Kontaktieren Sie den Customer Service Advocate von Haas Automation unter
805-988-6980. Damit wir Ihre Probleme so schnell wie möglich lösen können, halten Sie
bitte folgende Angaben bei Ihrem Anruf bereit:
• Firmenname, Adresse und Telefonnummer
• Modell und Seriennummer der Maschine
• Name des HFOs und Name des letzten Ansprechpartners beim HFO
• Art Ihres Problems
Wenn Sie sich schriftlich an Haas Automation wenden möchten, verwenden Sie bitte
folgende Anschrift:
Haas Automation, Inc. U.S.A.
2800 Sturgis Road
Oxnard CA 93030
Att: Customer Satisfaction Manager
E-Mail: customerservice@HaasCNC.com
Wenn Sie sich an das Haas Kundendienstzentrum wenden, werden wir alles daransetzen,
direkt mit Ihnen und Ihrem HFO zusammenzuarbeiten, um möglichst rasch eine Lösung zu
Ihrem Problem herbeiführen zu können. Bei Haas Automation wissen wir, dass ein gutes
Verhältnis zwischen Kunde, Händler und Hersteller ein Garant für fortgesetzten Erfolg für
alle Parteien ist.
International:
Haas Automation, Europe
Mercuriusstraat 28, B-1930
Zaventem, Belgien
E-Mail: customerservice@HaasCNC.com
Haas Automation, Asia
No. 96 Yi Wei Road 67,
Waigaoqiao FTZ
Shanghai 200131 P.R.C.
E-Mail: customerservice@HaasCNC.com
viiiKonformitätserklärung
Produkt: Fräsmaschine (vertikal und horizontal)*
*Einschließlich aller Optionen mit Werks- oder Vor-Ort-Installation durch ein zertifiziertes
Haas Factory Outlet (HFO)
Hergestellt von: Haas Automation, Inc.
2800 Sturgis Road, Oxnard, CA 93030, USA
805-278-1800
Wir erklären in alleiniger Verantwortung, dass die oben aufgeführten Produkte, auf die sich
diese Erklärung bezieht, mit den Vorschriften der CE-Richtlinie für Bearbeitungszentren
übereinstimmen:
• Maschinenrichtlinie 2006/42/EG
• Richtlinie über die elektromagnetische Verträglichkeit 2014/30/EU
• Zusätzliche Normen:
– EN 60204-1:2006/A1:2009
– EN 12417:2001+A2:2009
– EN 614-1:2006+A1:2009
– EN 894-1:1997+A1:2008
– EN ISO 13849-1:2015
RoHS2: KONFORM (2011/65/EU) durch Ausnahme gemäß Herstellerdokumentation.
Ausnahmen durch:
a) Großes stationäres Industriewerkzeug.
b) Blei als Legierungselement in Stahl, Aluminium und Kupfer.
c) Kadmium und dessen Verbindungen in elektrischen Kontakten.
Bevollmächtigter zur Erstellung der technischen Datei:
Jens Thing
Adresse:
Haas Automation Europe
Mercuriusstraat 28
B-1930 Zaventem
Belgien
ixUSA: Haas Automation bescheinigt, dass diese Maschine den nachfolgend aufgeführten
OSHA- und ANSI-Konstruktions- und Fertigungsnormen entspricht. Der Betrieb dieser
Maschine entspricht den nachfolgend aufgeführten Normen nur, solange der Betreiber und
Bediener die Betriebs-, Wartungs- und Schulungsanforderungen dieser Normen befolgt.
• OSHA 1910.212 - Allgemeine Anforderungen an alle Maschinen
• ANSI B11.5-1983 (R1994) Bohr-, Fräs- und Drehmaschinen
• ANSI B11.19-2010 Leistungskriterien für den Schutz
• ANSI B11.23-2002 Sicherheitstechnische Anforderungen an Drehzentren und
numerisch gesteuerte Fräs-, Bohr- und Drehmaschinen
• ANSI B11.TR3-2000 Risikobeurteilung und Risikoreduzierung – Ein Leitfaden zur
Schätzung, Beurteilung und Reduzierung von Risiken im Zusammenhang mit
Werkzeugmaschinen
KANADA: Als Originalgerätehersteller erklären wir, dass die aufgelisteten Produkte den
Vorgaben in den Pre-Start Health and Safety Reviews Section 7 der Regulation 851 der
Occupational Health and Safety Act Regulations for Industrial Establishments hinsichtlich
Schutzvorkehrungen und Schutznormen von Maschinen entsprechen.
Des Weiteren erfüllt dieses Dokument die schriftliche Mitteilung auf Befreiung von der
Pre-Start-Inspektion für die aufgelisteten Maschinen gemäß Erläuterung in den Ontario
Health and Safety Guidelines, PSR Guidelines vom November 2016. Die PSR Guidelines
gestatten diese schriftliche Mitteilung des Originalgeräteherstellers zwecks Erklärung der
Konformität mit den zutreffenden Normen als akzeptabel für die Befreiung von der
Pre-Start Health and Safety Review.
All Haas CNC machine tools carry the ETL Listed mark,
certifying that they conform to the NFPA 79 Electrical
ETL LISTED
CONFORMS TO
Standard for Industrial Machinery and the Canadian
C
NFPA STD 79 equivalent, CAN/CSA C22.2 No. 73. The ETL Listed and
ANSI/UL STD 508
UL SUBJECT 2011 cETL Listed marks are awarded to products that have
CERTIFIED TO successfully undergone testing by Intertek Testing
CAN/CSA STD C22.2 N O.73
Services (ITS), an alternative to Underwriters'
Laboratories.
Haas Automation has been assessed for conformance
with the provisions set forth by ISO 9001:2008. Scope of
Registration: Design and Manufacture of CNC Machines
Tools and Accessories, Sheet Metal Fabrication. The
conditions for maintaining this certificate of registration are
set forth in ISA's Registration Policies 5.1. This
registration is granted subject to the organization
maintaining compliance to the noted stardard. The validity
of this certificate is dependent upon ongoing surveillance
audits.
Originalanleitung
xBedienerhandbuch und andere Online-Ressourcen
Dieses Handbuch ist die Bedienungs- und Programmieranleitung, die Anwendung auf alle
Haas-Fräsen findet.
Eine englische Version dieses Handbuchs wird allen Kunden mit dem Hinweis
„Originalanleitung" übergeben.
Für viele andere Gebiete auf der Welt gibt es eine Übersetzung dieses Handbuchs mit dem
Hinweis „Übersetzung der Originalanleitung".
Dieses Handbuch enthält eine nicht unterschriebene Version der von der EU geforderten
„Konformitätserklärung". Europäische Kunden erhalten eine unterschriebene englische
Kopie der Konformitätserklärung, die den Modellnamen und die Seriennummer enthält.
Neben diesem Handbuch stehen online sehr viele zusätzliche Informationen zur Verfügung
unter: www.haascnc.com im Service-Abschnitt.
Für Maschinen, die bis zu etwa 15 Jahre alt sind, stehen sowohl dieses Handbuch als auch
die Übersetzungen dieses Handbuchs online zur Verfügung.
Die CNC-Steuerung Ihrer Maschine enthält ebenfalls das gesamte Handbuch in vielen
Sprachen und kann durch Drücken der Taste [HELP] aufgerufen werden.
Viele Maschinenmodelle werden mit Ergänzungen zum Handbuch geliefert, die ebenfalls
online verfügbar sind.
Für alle Maschinenoptionen gibt es auch online Zusatzinformationen.
Online stehen Wartungs- und Reparaturinformationen zur Verfügung.
Die online verfügbare „Installationsanleitung" enthält Informationen und eine Checkliste
für Druckluft- & elektrische Anforderungen, optionale Nebelabzugsysteme,
Transportabmessungen, Gewicht, Hebeanweisungen, Standfläche und Aufstellung, etc.
Anweisungen für geeignete Kühlmittel und Kühlmittelwartung befinden sich im
Bedienungshandbuch und online.
Druckluft- und Pneumatikdiagramme befinden sich auf der Innenseite der Schmieröltafel
und der Türe der CNC-Steuerung.
Hinweise für Schmierung, Schmiermittel, Öl und Hydraulikflüssigkeiten finden Sie auf einer
Plakette an der Schmieröltafel der Maschine.
xiVerwendung des Handbuchs
Verwendung des Handbuchs
Um den größtmöglichen Nutzen aus Ihrer neuen Haas-Maschine zu ziehen, lesen Sie
dieses Handbuch gründlich durch und schlagen Sie häufig darin nach. Der Inhalt dieses
Handbuchs ist auch auf Ihre Maschinensteuerung unter der HILFE-Funktion vorhanden.
important: Bevor Sie die Maschine bedienen, lesen und verstehen Sie das Kapitel
„Sicherheit“ in der Bedienungsanleitung.
Warnhinweise
In diesem Handbuch werden wichtige Aussagen mit einem Symbol und einem zugehörigen
Signalwort vom Haupttext abgesetzt: „Gefahr“, „Warnung“, „Achtung“ oder „Hinweis“.
Symbol und Signalwort zeigen die Schwere des Zustands oder der Situation an. Lesen Sie
unbedingt diese Aussagen und befolgen Sie die Anweisungen mit besonderer Sorgfalt.
Beschreibung Beispiel
Gefahr bedeutet, dass ein Zustand oder eine
Situation vorliegt, der/die zum Tod oder zu
schweren Verletzungen führt, wenn die danger: Kein Schritt. Gefahr von Stromschlag,
Anweisungen nicht befolgt werden. Verletzung oder Beschädigung der Maschine.
Nicht auf diesen Bereich klettern oder darauf
stehen.
Warnung bedeutet, dass ein Zustand oder eine
Situation vorliegt, der/die zu mittelschweren
Verletzungen führt, wenn die Anweisungen nicht warning: Niemals die Hände zwischen
befolgt werden. Werkzeugwechsler und Spindelkopf stecken.
Achtung bedeutet, dass leichte Verletzungen oder
Beschädigungen der Maschine auftreten können,
wenn Anweisungen nicht befolgt werden. Eventuell caution: Maschine abstellen, bevor
müssen Sie auch ein Verfahren von vorne beginnen, Wartungsarbeiten durchgeführt werden.
wenn Sie nicht die Anweisungen in einem
Warnhinweis befolgen.
Hinweis bedeutet, dass der Text weitere
Informationen, Klarstellungen oder hilfreiche
Tipps enthält. note: Wenn die Maschine den als
Sonderausstattung erhältlichen erweiterten
Z-Achsenfreiraum besitzt, müssen diese
Richtlinien befolgt werden.
xiiDie in diesem Handbuch verwendeten Textkonventionen
Beschreibung Textbeispiel
Codeblock-Text gibt Programmbeispiele. G00 G90 G54 X0. Y0.;
Eine Bedientastenreferenz gibt den Namen einer [CYCLE START] (Zyklusstart) drücken.
Bedientaste an, die Sie drücken müssen.
Ein Dateipfad beschreibt eine Folge von Service > Dokumente und Software >…
Verzeichnissen des Dateisystems.
Eine Modus Referenz beschreibt eine Betriebsart der MDI
Maschine.
Ein Bildschirmelement beschreibt ein Objekt auf Das Register SYSTEM wählen.
dem Display des Gerätes, mit dem Sie arbeiten.
Systemausgabe beschreibt Text, den die Maschine PROGRAMMENDE
als Reaktion auf Ihre Aktionen anzeigt.
Benutzereingabe beschreibt Text, den Sie in die G04 P1.;
Maschinensteuerung eingeben müssen.
Variable n gibt einen Bereich von nicht-negativen Dnn stellt D00 bis D99 dar.
ganzen Zahlen von 0 bis 9 an.
xiiiVerwendung des Handbuchs xiv
Inhalt
Chapter 1 Palettenbahnhof Einführung . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1 Palettenbahnhof – Einführung . . . . . . . . . . . . . . . . . . . . . . 1
Chapter 2 Palettenbahnhof Installation . . . . . . . . . . . . . . . . . . . . . . . . 5
2.1 EC-400 Palettenbahnhof – Installation . . . . . . . . . . . . . . . . . 5
2.2 UMC-1000 Palettenbahnhof – Installation. . . . . . . . . . . . . . . . 5
Chapter 3 Betrieb des Palettenbahnhofs . . . . . . . . . . . . . . . . . . . . . . . 7
3.1 Palettenbahnhof – Betrieb . . . . . . . . . . . . . . . . . . . . . . . . 7
3.1.1 Paletten-Programmtisch . . . . . . . . . . . . . . . . . . 8
3.1.2 Palettenbahnhof M-Codes . . . . . . . . . . . . . . . . . 9
3.1.3 Wiederherstellung des Palettenbahnhofs/-wechsler. . . . 10
3.1.4 382 – Palettenwechsler deaktivieren . . . . . . . . . . . 12
Chapter 4 Wartung des Palettenbahnhofs . . . . . . . . . . . . . . . . . . . . . 13
4.1 Palettenbahnhof – Wartungsplan . . . . . . . . . . . . . . . . . . . . 13
5.1 Weitere Informationen online . . . . . . . . . . . . . . . . . . . . . . 15
Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
xvxvi
Palettenbahnhof Einführung
Chapter 1: Palettenbahnhof Einführung
1.1 Palettenbahnhof – Einführung
Mit dem Palettenbahnhof-System können sechs Paletten (EC-400) oder acht Paletten
(UMC-100PP) für die Bearbeitung vorbereitet und dann automatisch, eine nach der
anderen, in die Fräsmaschine geladen werden.
Wenn die Paletten zur Bearbeitung aufgerufen werden, positioniert ein Palettenarm jede
Palette in der Palettenbereitstellungsposition der Fräsmaschine. Beim nächsten
Palettenwechsel stellt die Fräsmaschine die Palette dann in den Bearbeitungsbereich.
Die Palettenplanungssoftware von Haas stellt die Paletten so bereit, wie sie von der
Maschine aufgerufen werden. Dies bedeutet, dass Teile mit hoher Priorität häufiger geplant
werden können.
F1.1: EC-400 Palettenbahnhof – Seitenansicht
Load Station Door
Load Station
Emergency Stop
Air Blow Gun
Pallet Ready
Drip Tray
Side View
1Palettenbahnhof – Einführung
F1.2: UMC-1000 Palettenbahnhof – Seitenansicht
Load Station Door
Drip Tray
Emergency Stop
Pallet Ready
Side View
F1.3: EC-400 Palettenbahnhof – Draufsicht
Load Station Lock Handle
LED Lights
Pallet Pool Lifter
Pallet Storage Shelf
Top Down View
2Palettenbahnhof Einführung
F1.4: UMC-1000 Palettenbahnhof – Draufsicht
LED Lights
Pallet Pool Lifter
Pallet Storage Shelf
Top Down View
Der Palettenarm bringt die fertigen Paletten zum Ent- und Beladen der Teile zu einer
geschützten Bediener-Ladestation zurück.
3Palettenbahnhof – Einführung 4
Palettenbahnhof Installation
Chapter 2: Palettenbahnhof Installation
2.1 EC-400 Palettenbahnhof – Installation
Das Installationsverfahren für den EC-400 Palettenbahnhof finden Sie auf der Website
unter folgendem Link: EC-400 Palettenbahnhof – Installation. Sie können den folgenden
Code auch mit Ihrem Mobilgerät scannen und direkt zu dem Verfahren gehen.
2.2 UMC-1000 Palettenbahnhof – Installation
Das Installationsverfahren für den UMC-1000PP Palettenbahnhof finden Sie auf der
Website unter folgendem Link: UMC-Palettenbahnhof – Installation. Sie können den
folgenden Code auch mit Ihrem Mobilgerät scannen und direkt zu dem Verfahren gehen.
5UMC-1000 Palettenbahnhof – Installation 6
Betrieb des Palettenbahnhofs
Chapter 3: Betrieb des
Palettenbahnhofs
3.1 Palettenbahnhof – Betrieb
Die CNC-Steuerung verfolgt die Paletten auf ihrem Weg von der Ablage, zur
Bereitschaftsposition, zum Bearbeitungsbereich und wieder zurück. Die
Palettenplanungstabelle (PST) befindet sich auf den current commands Seiten.
Um darauf zuzugreifen, die Taste [CURRENT COMMANDS] drücken und mit den
Cursor-Pfeilen zu Devices, dann Pallet Schedule Table navigieren.
Das PST Bildschirm enthält Informationen, die den Bediener beim Laden/Entladen von
Paletten unterstützen, und ermöglicht es ihm, Teileprogramme und
Palettenverarbeitungsabläufe festzulegen.
F3.1: Palettenbahnhof – Ladestation Ausgangsposition
A A
Paletten werden in umgekehrter Ausrichtung in den Palettenbahnhof auf Ladestation A
geladen, wie sie auf einem standardmäßigen Palettenwechsler geladen werden. Auf einem
Palettenbahnhof muss der Positionierungspfeil auf der Palette wie abgebildet vom
Bediener weg zeigen. Sobald die Palette in die Ladestation A geladen ist, [F3] drücken,
während Sie sich auf der PST befinden, um die Ladestationspalette wegzuräumen.
Das Wechseln der Paletten mit dem Palettenbahnhof erfolgt unter Verwendung der PST.
Eine Palettenablage markieren und [ALTER] drücken, um die Palette und das zugehörige
Programm zu laden. Alle geplanten Paletten laufen lassen durch Drücken von [INSERT].
Am Ende des Programms sollte ein M199 stehen, um die nächste geplante Palette und das
zugehörige Programm im Palettenplanungsmodus zu laden. Im MEMORY Modus verhält
sich M199 wie ein M30. Die Ladereihenfolge der Paletten wird in der Spalte
„Ladereihenfolge“ der PST festgelegt. Wenn Sie den Palettenplanungsmodus nicht zur
Verarbeitung Ihrer Paletten verwenden möchten, können Sie dennoch den Befehl M50 Px
verwenden, um eine bestimmte Palette aus Ihrem Programm heraus zu laden.
7Palettenbahnhof – Betrieb
Um die Maschine im Palettenplanungsmodus durch alle geplanten Paletten laufen zu
lassen, muss die erste Palette in die Maschine geladen werden. Drücken Sie INSERT von
der PST-Seite aus. Dies bewirkt, dass sich M199 am Ende des Programms verhält wie ein
M50 + M99. Am Ende des Programms wird die nächste geplante Palette abgerufen und die
Ausführung fortgesetzt, bis alle geplanten Paletten abgearbeitet sind.
Der Palettenbahnhof verfügt über eine Unterplatte neben der Ladestation, mit einer
Not-Halt-Taste zur Sicherheit und einer Part Ready Taste. Mit der Taste Part Ready wird
dem Heber signalisiert, dass die Palette in der Ladestation vorbereitet und bereit ist, in den
Palettenbahnhof einzufahren. Die Tür der Ladestation muss aus Sicherheitsgründen
geschlossen werden, damit der Heber Zugang zur Ladestationspalette hat.
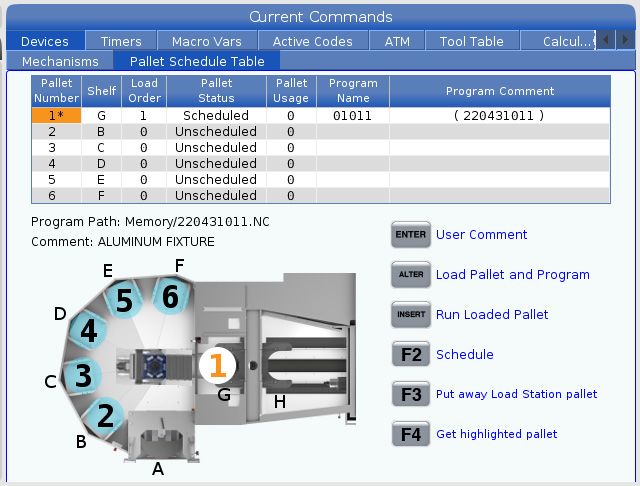
3.1.1 Paletten-Programmtisch
F3.2: Palettenplanungstabelle – Anzeige
Die Palettenplanungstabelle enthält eine Reihe von praktischen Features für den Benutzer.
Ladereihenfolge und Palettenstatus: Diese beiden Features geben zusammen an,
welche Palette sich derzeit im Bearbeitungsbereich befindet. Eine Nummer für die
Ladereihenfolge eingeben und [ENTER] im Feld Palettenstatus drücken, um den
Palettenstatus auszuwählen. Die Auswahlmöglichkeiten sind: 0: Unscheduled, 1:
Scheduled, 2: Missing und 3: Completed.
Kommentar: Um einen Benutzerkommentar zu einer Palette hinzuzufügen, das
Palettennummernfeld markieren und [ENTER] drücken. Es erscheint ein Kästchen, den
gewünschten Kommentar eingeben und [ENTER] drücken.
8Betrieb des Palettenbahnhofs
Palettennutzung: Dieses Feature wie oft die betreffende Palette schon in den
Bearbeitungsbereich geladen wurde. Die Taste [ORIGIN] drücken, um den Wert zu
löschen.
Programmnummer: Dies gibt an, welche Programmnummer der Palette zugeordnet
wurde. Um ein Programm auszuwählen, das Feld „Programmname“ markieren, dann
[ENTER] drücken und zu dem Programm navigieren.
Programmkommentar: Dieser Bereich zeigt die Kommentare an, die im Teileprogramm
vermerkt sind. Dies kann nur durch Bearbeiten der Kommentare im Programm geändert
werden.
Eingabeaufforderungen:
[ENTER] Die Funktion ändert sich je nachdem, wo sich der Textmarker befindet. Sie wird
verwendet, um ein user comment, set a value in das Feld und to view options für das Feld
einzugeben.
[ALTER] Load Pallet and Program. Dadurch wird die gewählte Palette in die Maschine
geladen und das zugewiesene Programm im Speicher aufgerufen.
[INSERT] Run loaded program. Die Maschine wird im Palettenplanungsmodus gestartet.
Die Maschine fährt mit allen geplanten Paletten im PST fort, bis diese abgeschlossen sind.
Weitere Informationen zum Palettenplanungsmodus finden Sie unter M199 Paletten-/Teile
laden oder Programmendeim Abschnitt M-Code.
[F2]Schedule Load Station pallet. Damit wird der Status der Ladestationspalette auf
„Geplant“ gesetzt.
[F3] Put away Load Station pallet. Damit wird die Ladestationspalette in den
Palettenbahnhof zurückgeführt.
[F4] Get highlighted pallet. Damit wird die ausgewählte Palette zur Ladestation befördert.
3.1.2 Palettenbahnhof M-Codes
Die folgenden M-Codes werden vom Palettenbahnhof verwendet.
M46 Qn Pmm Zur Zeile springen
Springe zu Zeile mm im aktuellen Programm, wenn Palette n geladen ist, andernfalls weiter
mit dem nächsten Satz.
9Palettenbahnhof – Betrieb
M48 Prüfen, ob das aktuelle Programm für geladene Paletten
geeignet ist
Prüft in der Palettenplanungstabelle, ob das aktuelle Programm der geladenen Palette
zugeordnet ist. Wenn sich das aktuelle Programm nicht in der Liste befindet oder die
geladene Palette für das Programm falsch ist, wird ein Alarm erzeugt. M48 kann in einem
im PST aufgelisteten Programm sein, aber keinesfalls in einem Unterprogramm des
PST-Programms. Ein Alarm wird ausgelöst, wenn M48 falsch verschachtelt ist.
M50 Reihenfolge des Palettenwechsels
*P – Palettennummer
* optional
Dieser M-Code wird verwendet, um eine Reihenfolge des Palettenwechsels aufzurufen.
Ein M50 mit einem P Befehl ruft eine bestimmte Palette auf. M50 P3 wechselt zu Palette 3,
die normalerweise bei Maschinen mit Palettenbahnhof verwendet wird. Siehe Abschnitt
„Palettenwechsler“ des Handbuchs.
M199 Paletten-/Teile laden oder Programmende
M199 tritt an die Stelle eines M30 oder M99 am Ende eines Programms. Wenn das
Programm im Speicher- oder MDI-Modus läuft, verhält sich Cycle Start beim Drücken
von M199 wie ein M30. Es stoppt und spult das Programm an den Anfang zurück. Wenn
ein Programm im Palettenwechselmodus läuft, verhält sich INSERT beim Drücken von
M199 während der Ausführung eines Programms in der Palettenplanungstabelle wie ein
M50 + M99. Dadurch wird das Programm beendet, die nächste geplante Palette und das
damit verbundene Programm abgerufen und dann weiter ausgeführt, bis alle geplanten
Paletten abgearbeitet sind.
3.1.3 Wiederherstellung des Palettenbahnhofs/-wechsler
Wenn die Zyklen des Palettenbahnhofs oder des Palettenwechslers unterbrochen werden,
müssen Sie in den [RECOVER] Modus wechseln, um den Zyklus zu korrigieren oder
abzuschließen.
Die Taste [RECOVER] drücken und 2 für Palettenwechsler drücken. Auf der
Wiederherstellungsseite werden die Eingabe- und Ausgabewerte angezeigt.
10Betrieb des Palettenbahnhofs
F3.3: Anzeige der Wiederherstellung des Palettenwechslers: Funktionen des automatischen
Palettenwechslers [1], Palettenbahnhof-Funktionen [2], Status des automatischen
Palettenwechslers [3], Status des Palettenbahnhofs [4], Nachrichtenbox [5].
3
1
4
5
2
Eingabeaufforderungen:
[F1] APC Hoch. Damit wird der H-Rahmen des Palettenwechslers angehoben, wenn die
Palette nicht festgeklemmt ist.
[F2] Entklemmen. Damit wird die Palette in der Maschine von der Aufnahme freigegeben.
[F3] Abblasen. Damit wird das Abblasen der Luft unter der Palette aktiviert, um Späne oder
Schmutz zu entfernen.
[F4] Versuch einer automatischen Wiederherstellung. Damit wird versucht, den Betrieb des
Palettenwechslers oder Palettenbahnhofs automatisch zu korrigieren oder zu
vervollständigen.
[ALTER] Palettenfilter anheben. Damit wird die Heberanordnung des Palettenbahnhofs
angehoben.
11Palettenbahnhof – Betrieb
[INSERT] Rückführung Palettenschlitten. Damit wird der Heber in seine Ausgangsposition
zurückgebracht.
[UNDO] Palettenbahnhof zur Ablage schieben. Damit wird der Palettenbahnhof-Heber an
den ausgewählten Ablageplatz geschoben. Beispiel: Durch drücken von [A] dann [UNDO]
wird der Heber in die Ablageposition A geschoben.
[DELETE] Palettenbahnhof dreht zur Ablage. Damit wird der Palettenbahnhof-Heber zum
ausgewählten Ablageplatz gedreht. Beispiel: Durch drücken von [A] dann [DELETE] wird
der Heber in die Ablageposition A gedreht.
[ORIGIN] Versuch einer automatischen Wiederherstellung. Damit wird versucht, den
Betrieb des Palettenbahnhofs automatisch zu korrigieren oder zu vervollständigen.
[+Z] Palettenschlitten-Achse wählen. Dadurch wird die PS-Achse im
Schrittschaltungs-Modus ausgewählt.
[-Z] Paletten-Drehachse wählen. Dadurch wird die PR-Achse im Schrittschaltungs-Modus
ausgewählt.
[Q] Ext zur Palettenplanungstabelle. Damit wird der Wiederherstellungsmodus beendet
und Sie gelangen zum Bildschirm der Palettenplanungstabelle.
3.1.4 382 – Palettenwechsler deaktivieren
Diese Einstellung aktiviert/deaktiviert den Palettenwechsler an der Maschine. Um diese
Einstellung ändern zu können, muss sich die Maschine in [E-STOP] befinden, nach
erfolgter Änderung muss die Leistung zyklisch geschaltet werden, bevor die Einstellung
wirksam wird.
Wenn die Maschine über einen APL und PP (EC400 mit Palettenbahnhof) verfügt, stehen
folgende Einstellungsoptionen zur Verfügung:
• None – Nichts ist deaktiviert.
• Pallet Pool: – Nur der Palettenbahnhof wird deaktiviert.
• All – Deaktiviert den Palettenbahnhof und den automatischen Palettenwechsler.
Wenn die Maschine nur über einen automatischen Palettenwechsler verfügt (EC400 ohne
Palettenbahnhof), stehen folgende Einstellungsoptionen zur Verfügung:
• None – Nichts ist deaktiviert.
• All – Deaktiviert den automatischen Palettenwechsler.
Wenn die Maschine über einen Palettenbahnhof verfügt (UMC1000 mit einem
Palettenbahnhof), stehen folgende Einstellungsoptionen zur Verfügung:
• None – Nichts ist deaktiviert.
• Pallet Pool: – Deaktiviert den Palettenbahnhof.
12Wartung des Palettenbahnhofs
Chapter 4: Wartung des
Palettenbahnhofs
4.1 Palettenbahnhof – Wartungsplan
Betreiben Sie Ihren Palettenbahnhof mit Spitzenleistung und vermeiden Sie gleichzeitig
ungeplante Ausfallzeiten. Mit einem Wartungsprogramm kann der Zeitplan verwaltet
werden, so dass Sie nicht mit unliebsamen Überraschungen konfrontiert werden. Auf
dieser Seite werden die empfohlenen Wartungsintervalle angezeigt.
Wartungspunkt Intervall
Die Achsen-Linearführungen und Kugelumlaufspindel schmieren. Sechs Monate
Die Türfunktion prüfen. Sechs Monate
Das Öl an der HPU wechseln. Drei Jahre
13Palettenbahnhof – Wartungsplan 14
5.1 Weitere Informationen online
Für aktualisierte und zusätzliche Angaben einschließlich Tipps und Tricks,
Wartungsarbeiten und andere nützliche Informationen besuchen Sie die Haas
Service-Seite unter www.HaasCNC.com. Sie können den folgenden Code auch mit Ihrem
Mobilgerät scannen und direkt zur Haas Service-Seite gehen:
15Weitere Informationen online 16
Index
B P
Betrieb Palettenbahnhof – Wartung ....................... 13
Palettenladung ................................... 7 Palettenwechsler
Palettenplanungstabelle ....................... 8
I Wiederherstellung .............................. 10
Installation
EC-400PP ......................................... 5
UMC-1000PP..................................... 5
1718
Sie können auch lesen

















































