Perfektes Finish Einfacher einsteigen - Seite 9 - Schunk
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Ausgabe 1 | 21
Perfektes Finish
›› Seite 6 – 7
Einfacher
einsteigen
›› Seite 9
© 2021 SCHUNK GmbH & Co. KG
1472312-10M-05/2021
Nicht einen
Wartungsarm und hochflexibel Mikrometer Spiel
›› Seite 4 – 5 ›› Seite 10 – 11
Editorial Trendthema
Top in der Ausbildung
Die Fachkräfte von morgen bilden wir bei SCHUNK bereits heute aus.
Wie gut uns das gelingt, belegen mehrere Auszeichnungen.
D
ie digitale Fabrik ist die Zukunft. Mitarbeiter dafür einen neuen Lern- thoden, die Übernahmequote und
Um unsere Auszubildenden dafür raum mit CAM-Paketen für die den Umgang mit digitalen Medien.
fit zu machen, investieren wir Offline-Programmierung ausgestattet. Mit 24 von möglichen 25 Punkten
bei SCHUNK in eine mobile und Auszubildende können hier üben und schnitt SCHUNK hervorragend ab und
mediale Ausbildung. Ein Beispiel an den Schulungen teilnehmen, die darf sich nun zu „Deutschlands
dafür ist unser Industrie 4.0-Projekt zurzeit aufgrund der Pandemie besten Ausbildern“ zählen.
„Digitaler Zwilling in der Ausbildung“. virtuell stattfinden. Zudem ist die
Hierbei entwickelten Auszubildende Intec USA Partner des „North Carolina Das sind Bedingungen, die zum
aus den Bereichen IT, Zerspanungs- Triangle Apprenticeship Program“. Lernen motivieren. So stechen unsere
mechanik und Mechatronik Sein Ziel: Fachkräfte auf die moderne Absolventen immer wieder durch
gemeinsam vier digitale Zwillinge von Arbeitswelt vorbereiten. Dafür vermit- herausragende Abschlussergebnisse
computergesteuerten Fertigungsma- telt es Teilnehmern vier Jahre lang hervor. Die IHK zeichnete zwei
schinen. Dafür spiegelten sie Daten, technische, methodische und soziale unserer kooperativen Studenten mit
Algorithmen und Sensoren der reellen Fähigkeiten in einem praxisorien- vorgelagerter Berufsausbildung aus
Liebe Kunden, CNC-Maschinen auf selbst gebaute tierten Ansatz. Drei Auszubildende und nannte sie als „Bestenauslerner“
Partner und Freunde, digitale Infoboards. Die virtuellen haben das Programm bereits erfolg- in einem Radiospot. Drei weitere
Abbilder kommen nun in der Ausbil- reich abgeschlossen, zwölf weitere Absolventen überzeugten beim Wett-
voller Zuversicht und Optimismus schauen wir dung zum Einsatz. So können mehr Auszubildende befinden sich mitten- bewerb des Deutschen Handwerks
bei SCHUNK in dieses Jahr. Gründe dafür gibt es Azubis an ihrer eigenen Maschine drin. Damit ist SCHUNK USA auf dem mit ihren guten Leistungen: Sie
genug: Denn wenn es um Zukunftsthemen geht programmieren üben, anstatt sich besten Weg, sein Ziel von 20 aktiven gehören zu den besten jungen
– egal, ob um Nachhaltigkeit, Nachwuchskräfte CNC-Maschinen zu teilen. Die Allianz Auszubildenden zu erreichen. Handwerkern der Region Heil-
oder Produktinnovationen – sind wir gut Industrie 4.0 Baden-Württemberg bronn-Franken. ■
aufgestellt. So können wir Sie, unsere Kunden, zeichnete SCHUNK für das Projekt beim Ausgezeichneter Ausbilder,
dabei unterstützen, sich auf künftige Aufgaben fortlaufenden Wettbewerb „Industrie beste Absolventen
optimal vorzubereiten. Dass uns das Thema 4.0-Talente“ aus.
Nachhaltigkeit bewegt, sehen Sie vor sich. Diese Das Wirtschaftsmagazin Capital
Ausgabe der „blue“ ist die erste, die komplett Vorbereitung auf die moderne bewertete 2020 zum vierten Mal die Lesen Sie hier
klimaneutral produziert wurde. Sämtliche an- Arbeitswelt in den USA Qualität der Ausbilder in Deutschland. mehr über das ausge-
fallenden CO2-Emissionen, die bei der Produktion Dazu beurteilte es bei 666 Unter- zeichnete Industrie
4.0-Projekt
der Print-Version von „blue“ entstanden, In die digitale Ausbildung ihres Nach- nehmen unter anderem die
„Digitaler Zwilling in
neutralisieren wir. Zum Beispiel, indem wir die wuchses investiert auch die Intec USA. Betreuung und Einbindung der der Ausbildung“:
Aufforstung in Südamerika unterstützen. Am Standort Morrisville haben die Auszubildenden im Betrieb, Lehrme-
Die Zukunft beginnt heute – nicht nur für un-
sere Auszubildenden. Mit digitalen Angeboten,
wie unter anderem einer mobilen Lernapplika-
tion sowie einer neuen Roboterzelle in unserem
Ausbildungszentrum, investieren wir in unsere
Nachwuchsfachkräfte. Sie arbeiten frühzeitig Unsere Azubis
entwickelten in
mit modernster Technologie und sind damit
einem Projekt
gut für die Kunden-Anforderungen von morgen
digitale Zwillinge
gerüstet. Das Wirtschaftsmagazin Capital zählt
von CNC-Maschinen.
uns zu „Deutschlands besten Ausbildern“, auch Dafür zeichnete die
die Allianz Industrie 4.0 Baden-Württemberg Allianz Industrie 4.0
und die IHK zeichneten uns aus. Baden-Württemberg
SCHUNK als
Stetige Verbesserung gehört für uns immer „Industrie
dazu. Schließlich möchten wir Ihnen jederzeit 4.0-Talent“ aus.
innovative Lösungen für Ihre Anliegen bieten.
Ein gutes Beispiel dafür sind unsere neuen
Werkzeuge für die robotergestützte Ober-
flächenbearbeitung. Hier eröffnen wir neue
Möglichkeiten, die Nachhaltigkeit moderner
Produktionen zu erhöhen, indem wir Still-
standszeiten der Roboter nutzbar machen. So
werden neben dem Beladen zusätzliche Ope-
rationen wie Entgraten, Schleifen oder Polieren
vom Roboter übernommen und der Automati-
sierungsgrad gesteigert.
Mehr über diese spannenden Themen lesen Sie Die Intec USA
in dieser Ausgabe. Ich wünsche Ihnen dabei investiert in die
viel Spaß! digitale Ausbildung
ihres Nachwuchses.
Herzliche Grüße Am Standort
Morrisville gibt
es dafür einen
neuen Lernraum
mit CAM-Paketen
für die Offline-
Kristina I. Schunk,
Programmierung.
Geschäftsführende Gesellschafterin
2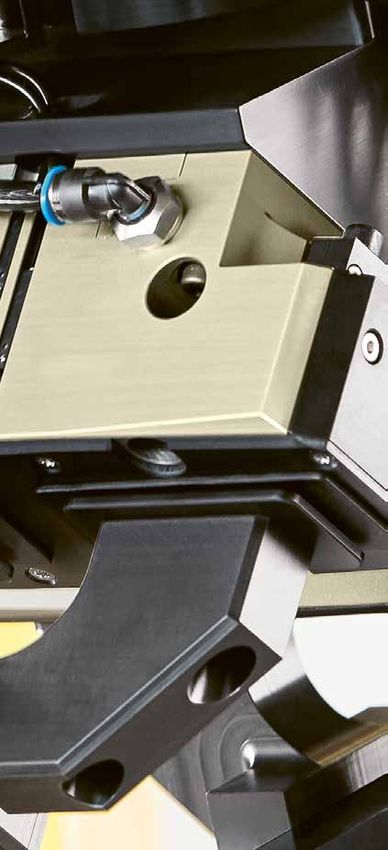
SCHUNK News
Greifer EGH
mit „Red Dot Design
Award“ prämiert
Innovativ, ergonomisch, schnell in Betrieb:
Das intelligente Design des SCHUNK Greifers
EGH macht die Zusammenarbeit zwischen
Mensch und Cobot leicht. Deswegen hat die
Jury des „Red Dot Design Award“ ihn mit
dem weltweit anerkannten und begehrten
Qualitätssiegel für gute Gestaltung ausge-
zeichnet. Der EGH überzeugte in der Kate-
gorie „Product Design 2021“. ■
Der Universalgreifer PZN-plus 80-1 von SCHUNK punktete bei Alicat Scientific mit seiner präzisen Handhabung und schneller Verfügbarkeit.
Schnelle Automatisierung ADHESO gewinnt
„German Innovation
mit SCHUNK Greifer Award“
Die Greifertechnologie SCHUNK ADHESO
M
it Beginn der Pandemie stieg die Nachfrage bei enthalten: ein Greifer PZN-plus 80-1 von SCHUNK. Er punktet ermöglicht die sanfte und rückstandsfreie
Alicat Scientific, dem Pionier der laminaren Diffe- mit genauer Greifwiederholbarkeit, präzisem Handling und Handhabung empfindlichster Teile. Kunst-
renzdruck-Durchflusstechnik, sprunghaft an. Die einfach auf verschiedene Teilegrößen einstellbaren Greiffin- stoff-Pads aus Spezialpolymeren bilden
Druckregler, Massendurchflussregler und -messer des gern. Und schnell verfügbar war der PZN-plus obendrein. dafür die feine Härchen-Struktur nach, die
US-amerikanischen Herstellers waren für Beatmungsgeräte Greg Camron, Leiter der Maschinenwerkstatt von Alicat Geckos an den Füßen zum Halten
gefragt. Um die Nachfrage zu erfüllen, wollte Alicat Scientific Scientific ist begeistert: „Diese Lösung hat unsere Erwar- verwenden. So greifen und halten sie
seine Produktion verdoppeln – und das schnell. Über eine tungen übertroffen. In nur drei Tagen hatten wir die Roboter sicher – ohne externe Energie. Für diese
Automatisierung hatte das Unternehmen schon länger programmiert, nach zehn Tagen konnten wir sie in Betrieb neuartige Idee zeichnete der Rat für Form-
nachgedacht, jetzt ergriff es die Chance. Es entschied sich nehmen. Wir fiebern schon dem nächsten Prozess entgegen, gebung SCHUNK nun mit dem „German
für eine Automatisierungslösung von READY Robotics. Darin den wir automatisieren können.“ ■ Innovation Award“ aus. ■
Das Journal „blue“ Besondere Kundentreue Unter
wird grün Weltmarktführern
„Wir setzen für
Umweltschutz ist SCHUNK ein wichtiges SCHUNK gehört zu den 500 Weltmarktfüh-
Anliegen. Deswegen drucken wir viel Greifsysteme rern 2021. Zu diesem Ergebnis kommt der
weniger als früher und stellen viele und Roboter- von der Henri B. Meier Unternehmerschule
Verkaufsunterlagen auf digitale Formate der Universität St. Gallen und der Akademie
um. Alle Kataloge, Flyer und die Kunden- zubehör seit Deutscher Weltmarktführer (ADWM) jährlich
zeitung lassen wir ab sofort klimaneutral aufgestellte Index. Bereits zum vierten Mal
drucken. Hierfür kaufen wir Emissions- über 20 Jahren konnte sich SCHUNK bei dem Ranking für
zertifikate, die durch Druckprodukte ent- ausschließ- die gesamte DACH-Region im Spitzenfeld
standene Emissionen kompensieren. der 500 Weltmarktführer positionieren. ■
Mit ihnen fördern wir nachhaltige Projekte, lich auf Produkte von SCHUNK. Wir
wie zum Beispiel die Aufforstung in Süd-
amerika. ■ schätzen die breite Palette an
Komponenten. Mit ihnen können
wir Prozesse realisieren, die die
Anforderungen unserer Kunden
rundum erfüllen.“
co2
Unser neuer
Werkzeughalter-
Davide Passoni, Geschäftsführer von SIR
katalog ist online:
neutral
3
Equipped by SCHUNK
Mit wenigen Handgriffen sind die Spannbacken umgerüstet.
Wartungsarm und hochflexibel
Das neue robuste SCHUNK Backenschnellwechselfutter ROTA THW3 erlaubt Anwendern ein
schnelleres Umrüsten und hält den Wartungsaufwand gering. Der Pilotanwender mbb
Metallbearbeitung Becker überzeugt sich bereits ein dreiviertel Jahr lang von den Vorteilen.
W
er kleine und mittlere Wartungsarmut zusammen: Ein 500 von DMG MORI im Einsatz. sei die Spannkraft unverändert
Serien auf 3-Backen-Fut- Besuch beim Pilotanwender mbb Seither wurde es weder gefettet auf einem hohen Niveau
tern fertigt, kennt das
Dilemma: Schnellwechselfutter
Metallbearbeitung Becker GmbH in
Biedenkopf zeigt, wie das in der
noch zur Reinigung zerlegt. Dabei
rüstet Schmidt fünf- bis sechsmal „Wann ich das geblieben. So konnten die Prüf-
zyklen immer weiter verlängert
täglich die Maschine auf ein neues
locken mit kurzen Rüstzeiten,
müssen aber oft schon nach
Praxis funktioniert.
„Wann ich das Futter zuletzt Teilespektrum um. „Der Backen-
Futter zuletzt werden. „Offen gestanden weiß
ich schon gar nicht mehr, wann
wenigen Stunden gefettet und alle geschmiert habe?“, fragt Maschi- wechsel ist mit dem Drehfutter geschmiert zuletzt gemessen wurde“, sagt
paar Wochen grundlegend gerei- nenbedienerin Sabrina Schmidt, schnell und einfach erledigt“, Schmidt. „Das Futter funktio-
nigt werden. Abgedichtete Futter denkt kurz nach und meint dann betont die erfahrene Dreherin. habe? Noch niert einwandfrei und liefert
wiederum versprechen längere
Wartungsintervalle, dafür dauert
beinahe verlegen: „Noch gar
nicht“. Acht Monate lang ist das Hohe Spannkraft,
gar nicht.“ saubere Ergebnisse – auch bei
der Stangenbearbeitung.“ mbb
jeder einzelne Rüstvorgang eben- neuartige Drehfutter mit den vom hoher Wirkungsgrad Sabrina Schmidt, fertigt als Dienstleister unter-
falls länger. Das Backenschnell- Antriebssystem entkoppelten Dreherin bei mbb schiedlichste Teile mit Abmes-
wechselfutter SCHUNK ROTA THW3 Spannbacken nun auf einer Nach einem anfänglichen mini- sungen von wenigen Millimetern
bringt nun kurze Rüstzeiten und Universaldrehmaschine CTX Beta malen Rückgang der Spannkraft bis zu Stückgewichten von
4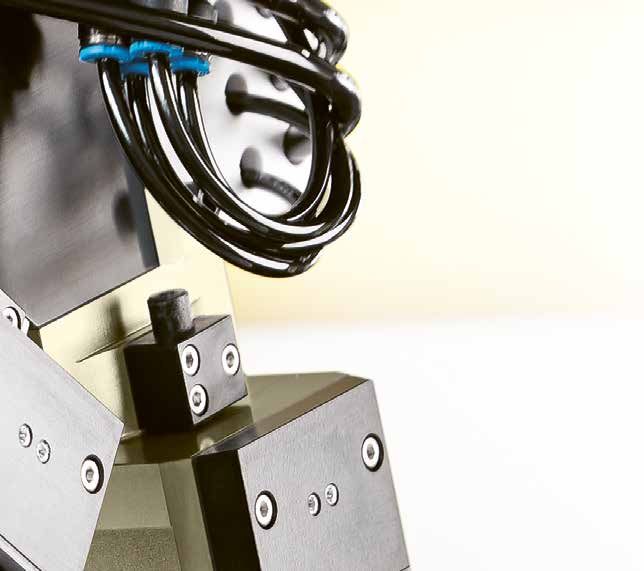
Equipped by SCHUNK
Fünf- bis
3,5 Tonnen. Es werden Alumi- der kleinsten Baugröße 200 trie das Beschleunigungs- und
sechsmal am
nium, Stahl, Werkzeugstahl, erzielt das Futter bereits eine Bremsverhalten der Drehma- Tag wechselt
Edelstahl, Rotguss, Grauguss und Spannkraft von 64 kN, ab schine. Sabrina
Kunststoff bearbeitet. Stefan Baugröße 400 sind es 240 kN. Schmidt die
Becker von mbb brachte sich bei Sein gehärteter und steifer Mit der Universaldrehmaschine Spannbacken.
SCHUNK als Pilotanwender ins Grundkörper stellt auch bei und dem abgedichteten Schnell- Da lohnen
Spiel, als er auf einer Messe von maximaler Beanspruchung eine wechselfutter baut mbb seine sich kurze
der Neuentwicklung erfuhr. Das präzise und zuverlässige Zerspa- Flexibilität und damit eine Rüstzeiten
Backenschnellwechselfutter nung sicher. Eine große Futter- entscheidende Stärke weiter aus. schnell.
SCHUNK ROTA THW3 ist vor allem bohrung von 52 mm (Baugröße „Die Losgrößen werden immer
für Anwender interessant, die 200) bis 165 mm (Baugröße 630), kleiner, es wird immer mehr
wie mbb kleine und mittlere von vorne wechselbare Schutz- just-in-time bestellt. Der Trend
Stückzahlen produzieren und büchsen sowie die Möglichkeit geht statt zu 50 Teilen eher zu
Stefan Becker
häufig umrüsten. zur Innen- und Außenspannung zehn, fünf oder sogar einem“,
und Sabrina
ermöglichen eine vielseitige berichtet Stefan Becker. Schmidt
Schnellerer Backenwechsel Nutzung. Optional lässt sich das Außerdem wirbelten in der von mbb
möglich Kraftspannfutter mit einem Vergangenheit Schnellschüsse sind von der
verstellbaren Anschlag ergänzen. die Planung durcheinander, Zuverlässigkeit
Das Drehfutter mit dem paten- wenn beispielsweise bei Kunden und Flexibilität
tierten Dichtungssystem Kleinere Störkanten, plötzlich Maschinen ausfielen des ROTA THW3
beschleunigt den Backenwechsel schlankere Maße und eiligst Ersatzteile benötigt begeistert.
auf CNC-Drehmaschinen, würden, erzählt Becker. Das ROTA
Pick-Up-Drehmaschinen und „Im Vergleich zum Vorgänger THW3 ermöglicht mbb, darauf in
Dreh-Fräszentren und überzeugt sind die Außenabmessungen Zukunft noch schneller und
zugleich mit einer exzellenten schlanker geworden. Das ist präziser zu reagieren. ■
Backen-Wechselwiederholgenau- förderlich, wenn eine Fräs- oder
Auch winzige
igkeit bis < 0,02 mm. Damit Bohrbearbeitung rechtwinklig
Späne, die bei
lassen sich einmal ausgedrehte zur Fläche geht“, berichtet der Bearbeitung
Backensätze auch bei anspruchs- Stefan Becker. „Ich habe deut- von gehärteten
vollen Toleranzen immer wieder lich geringere Störkanten und Teilen
verwenden. Der Backenhub der komme näher ans Teil.“ entstehen,
gerade verzahnten Grundbacken Während früher längere Werk- können dem
liegt je nach Baugröße bei zeuge oder weit auskragende ROTA THW3
6,7 mm bis 10,5 mm. Backen erforderlich waren, nichts anhaben.
Mehr zum SCHUNK
genügen mit dem SCHUNK ROTA ROTA THW3
Ein Ringkolben sorgt mittels THW3 die vorhandenen Stan- erfahren Sie hier:
direkter Kraftübertragung für dardgrößen. Zudem verbessere
einen hohen Wirkungsgrad: In die optimierte Drehfuttergeome-
Ein dreiviertel Jahr
ist das Drehfutter
nun schon im
Einsatz. Bislang
musste mbb es
weder fetten,
zerlegen noch
reinigen.
5
Ut lab in pariae dolut et fuga. Nem ut
Ut lab in pariae dolut et fuga. Nem ut ello
ello expedio nsequas nonsequia ipidi
expedio nsequas nonsequia ipidi doloren
Trendthema
Perfektes Finish
Für das Entgraten, Polieren und Schleifen von Werkstücken
legen oft noch Mitarbeiter Hand an. Dabei könnte „Kollege
Roboter“ viele Prozesse erheblich schneller, besser und kosten-
günstiger durchführen. Neue Werkzeuge von SCHUNK erleichtern
die Automatisierung. Was sie können und wie Kunden die perfekte
Lösung finden, erklären wir hier.
B
ei der Nachbearbeitung durch Entgraten, Schleifen und Einer der neuen „Bearbeitungsspezialisten“ von SCHUNK ist die
Polieren vertrauen viele Unternehmen auf Handarbeit. pneumatische Entgratspindel RCV. Sie arbeitet rotierend und ist
Denn in vielen Branchen wie der Holz- und Metallverar- auf das Entgraten von Roh-, Fräs- und Drehteilen ausgelegt.
beitung oder auch der Automobil- und Aerospace-Industrie Die Spindel wird durch einen Lamellenmotor mit hohem
kommt es auf perfekte Oberflächen an. Hier gilt das mensch- Drehmoment angetrieben. Ihre radiale Nachgiebigkeit verein-
liche Sehen und Fühlen als präziser im Vergleich zur „unsen- facht die Roboterprogrammierung. Die Ausgleichskraft mittels
siblen“ Maschine. Doch die manuelle Bearbeitung führt nicht Druckluft sorgt für qualitativ hochwertige Entgratergebnisse in
immer zum gewünschten Ergebnis, denn langwierige, mono- jeder Einbaulage.
tone Tätigkeiten können Mitarbeiter ermüden und zu Fehlern
führen. Zudem ist das händisch ausgeführte „Schönheitspro- Optimale Schleifergebnisse
gramm“ für das Werkstück für Mitarbeiter oft ergonomisch
belastend oder sogar gesundheitsschädlich, wenn feine Parti- Ist ein gröberer Materialabtrag erforderlich oder sollen Oberflä-
kelemissionen wie Schleifstaub oder Späne in Nase oder Augen chen für nachgelagerte Oberflächenveredelungen vorbereitet
gelangen. werden, werden Werkstücke häufig geschliffen. Damit können
etwaige Defekte, Bearbeitungsriefen, Rauheiten oder über-
Hier bietet die automatisierte Bearbeitung viele Vorteile, denn schüssiges Material aus vorhergehenden Arbeitsgängen entfernt
die Qualität der Arbeitsergebnisse eines Roboters ist konstant und das Werkstück für nachgelagerte Prozesse vorbereitet
hoch. Im Gegensatz zum Mensch arbeitet er immer mit genau werden. Dabei sind Feingefühl und präzises Nachjustieren
der gleichen Präzision. Übernimmt der Roboter die Nachbear- notwendig. Denn es darf weder zu viel noch zu wenig Material
beitung und der Mitarbeiter nur die Endprüfung des Werk- abgetragen werden – mit dem richtigen Werkzeug von SCHUNK
stücks, profitiert der Mitarbeiter von einer höheren Sicherheit ist dies kein Problem.
und Ergonomie seines Arbeitsplatzes. Für das Unternehmen
lassen sich darüber hinaus viele Prozesse erheblich schneller, Der pneumatische Exzenterschleifer AOV ist ein solches Werk-
besser und kostengünstiger automatisiert durchführen. Um zeug. Die axiale Lagerung seines Motors stellt sicher, dass an
Anwendern neue Möglichkeiten in der Prozessautomatisierung der Werkstückoberfläche konstante Anpresskräfte wirken –
zu bieten, hat SCHUNK sein Portfolio um Werkzeuge für die unabhängig von der Orientierung des Werkzeugs.
robotergestützte Oberflächenbearbeitung erweitert. Insgesamt Dank seiner Nachgiebigkeit schleift er jede Stelle mit
neun Werkzeuge bietet der Greifexperte für das Entgraten, genau der gleichen Kraft und erzielt dadurch
Schleifen und Polieren an. selbst bei sehr unebenen Oberflächen perfekte
Schleifergebnisse. Als Antrieb dient ein Lamel-
Beladen und Entgraten in einem Schritt lenmotor mit bidirektional (Einfahren/
Beim Entgraten werden scharfe, bei einem Bearbeitungs- oder
Herstellungsvorgang entstandene Kanten, Auffaserungen oder
Splitter eines meist metallischen Werkstücks entfernt. Dies ist
erforderlich, da Grate sowohl die einwandfreie Funktion des
Maschinenelements beeinträchtigen als auch erhebliche
Verletzungen wie tiefe Schnittwunden verursachen können.
Wer bereits einen Roboter bei der Be- und Entladung einsetzt,
kann sein Potenzial perfekt ausschöpfen, wenn er ihn auch
zum Entgraten nutzt. So kann das Unternehmen die Durchlauf-
zeit verringern und die Bearbeitungskapazität erhöhen:
Während der Roboter früher nur ein Teil aus der Maschine
holte, erfolgen der Transport und die Nachbearbeitung mit den
neuen Werkzeugen von SCHUNK nun in einem Schritt. Solange
die Maschine das gerade eingelegte Teil verarbeitet,
entgratet der Roboter bereits das vorherige Teil und bringt
es direkt zur nächsten Station. Am besten funktioniert
das, wenn das Entgratwerkzeug stationär befestigt ist.
Alternativ ist auch ein Werkzeugwechsel am Roboter
möglich.
6
Trendthema
Ausfahren) ansteuerbarer Anpresskraft von 6,7 N bis 67 N. Das Roadshow auch viel Zeit für eine individuelle Beratung und die
Werkzeug lässt sich mit bewährten, kletthaftenden Schleif- Beantwortung von Fragen mit. Alternativ können Interessierte
und Polierscheiben sowie wahlweise mit zwei verschiedenen das neue Applikationszentrum CoLab von SCHUNK besuchen.
Schleiftellerdurchmessern nutzen. Durch diese Flexibilität Hier können sie die Produkte in Aktion erleben oder an Schu-
kann der AOV auch beim Polieren seine Qualitäten unter lungen teilnehmen. Kunden, die bereits eine konkrete Anwen-
Beweis stellen. dung haben, finden hier gemeinsam mit SCHUNK Möglichkeiten
und Wege zur optimalen Umsetzung ihrer Lösung.
Gleichbleibende Anpresskraft beim Polieren
Im Applikationszentrum für Robotik und Automatisierungs-
Das Polieren von Oberflächen verleiht dem Werkstück ein technik CoLab entwickeln die SCHUNK-Applikationsexperten
perfektes Finish. Für einheitliche Resultate ist neben dem gemeinsam mit dem Kunden ein stimmiges Automationskon-
Werkzeug und dem Poliermittel auch hier vor allem eine zept von der SCHUNK-Komponente über das passende Werk-
gleichbleibende Anpresskraft entscheidend. Alle SCHUNK- zeug bis zur Roboteranbindung. Sie stellen die passenden
Produkte für das automatisierte Polieren verfügen daher über Komponenten zusammen und testen den Einsatz und die
eine einstellbare und gleichmäßige Anpresskraft, um opti- Machbarkeit der Anwendung unter realen Arbeitsbedin-
male Polierergebnisse zu erzielen. Eines dieser Produkte ist gungen. Dafür stehen zwölf Industrieroboter und Cobots sowie
die Polierspindel MFT-R mit radialem Ausgleich. Kardanisch speziell eingerichtete Zellen für Leichtbau, Industrierobotik
gelagert, gleicht sie Toleranzen an der Werkstückkontur und Versuchsaufbauten zur Verfügung. So kann SCHUNK seinen
zuverlässig aus. MFT-R kann stationär oder flexibel am Kunden optimale Ergebnisse beim robotergestützten Bear-
Roboter montiert werden. beiten für deren spezifische Anwendung garantieren. Und das
Entgraten, Schleifen oder Polieren mit „Kollege Roboter“ kann
Kooperation mit Schleifexperte 3M beginnen! ■
Die Wahl des richtigen Werkzeuges ist entscheidend, um
Polier-, Schleif- und Bürstprozesse optimal zu automatisieren.
Doch es kommt auch auf das Material an. Eine Kooperation von
SCHUNK mit 3M hilft Anwendern nun, die richtigen Polier- oder Mehr zum Thema
Schleifscheiben für ihre Aufgaben zu finden. 3M ist einer der Material Removal sowie
Ihren Ansprechpartner
führenden Hersteller von Industrieschleifmitteln. Das Unter-
finden Sie hier:
nehmen arbeitet stetig daran, Prozesse zu optimieren und mit
innovativen Produkten effizienter zu gestalten. Nun bringen
beide Unternehmen ihr Know-how zusammen und stellen es
Anwendern zur Verfügung. Während SCHUNK die passenden
Komponenten für den Roboter liefert und die technische
Umsetzung der Automatisierungsapplikation unterstützt, findet
3M das passende Schleifmaterial und die optimalen Prozesspa-
Mithilfe der SCHUNK- rameter. Kunden bekommen so eine umfassende Beratung zur
Werkzeuge kann der
Automatisierung ihrer Schleif-, Polier- und Bürstprozesse. Sie haben Interesse an einer Roadshow
Roboter das Werkstück nach oder an einem Besuch im Applikations-
dem Entladen direkt entgraten. zentrum CoLab? Dann wenden Sie
Produkte anfassen, Applikation testen
sich bitte an Ihren SCHUNK-Fachberater
im Außendienst. Er wird einen Termin mit
SCHUNK kommt mit den neuen Werkzeugen direkt zum Kunden. Ihnen koordinieren.
Neben Produkten zum Anfassen bringen die Experten bei der
Im Applikationszentrum CoLab testen Experten Automationslösungen von Kunden realitätsnah. Der Exzenterschleifer AOV sorgt dank gleichbleibender Anpresskraft für hervorragende Schleifergebnisse.
7
Neuheiten
Multitalent mit Ausdauer Backenschnell-
wechselsystem
für einen Backenwechsel in
unter 60 Sekunden.
Das Backenschnellwechselfutter ROTA THW3
sorgt für dauerhaft konstante Spannkräfte.
Wer Drehteile effizient fertigen will, braucht Präzisionsspannmittel, die sich schnell
umrüsten lassen. Darauf ist das Backenschnellwechselfutter ROTA THW3 perfekt abgestimmt.
Dank seines Backenschnellwechselsystems lässt es sich auf CNC-Drehmaschinen,
Pick-Up-Drehmaschinen und Dreh-Fräszentren innerhalb kürzester Zeit auf neue Teilespek-
tren anpassen. Dabei legt es eine exzellente Backen-Wechselwiederholgenauigkeit bis
< 0,02 mm an den Tag. Der Backenhub liegt je nach Baugröße bei 6,7 mm bis 10,5 mm. Ein
Ringkolben sorgt mit einer direkten Kraftübertragung für einen hohen Wirkungsgrad. In der
kleinsten Baugröße 200 beträgt die Spannkraft bereits 64 kN, ab der Baugröße 400 erzielt
das Futter sogar 240 kN. Sein gehärteter und extrem steifer Grundkörper stellt sicher, dass
auch bei maximaler Beanspruchung präzise und zuverlässig zerspant werden kann. Durch
seine optimierte Außenkontur ist das Futter auch für Fräsbearbeitungen bestens geeignet.
Eine große Futterbohrung von 52 mm bis 165 mm je nach Baugröße, von vorne wechselbare
Schutzbüchsen sowie die Möglichkeit zur Innen- und Außenspannung ermöglichen eine
vielseitige Nutzung. Die patentierte Abdichtung sorgt dafür, dass Nutzer von dauerhaft kons-
tanten Spannkräften, langen Wartungsintervallen und einer hohen Zuverlässigkeit profi-
tieren. ■
Produktinformation:
schunk.com/rota-thw3
Im Video erfahren
Sie mehr über Abgedichtetes
die Vorteile des
ROTA THW3:
Kraftspannfutter Permanente
für bis zu 20fach längere Fettdauer-
Wartungsintervalle. schmierung
für konstant hohe
Spannkräfte.
Optionaler Anschluss
für eine Absaugung
für eine verringerte Verschmutzung
und Störanfälligkeit.
Verwendung
Vollendet schleifen
von bewährten,
kletthaftenden Der Exzenterschleifer AOV erzielt auf Ober-
Schleif- und flächen beste Polier- und Schleifergebnisse
Polierscheiben
zum vereinfachten und macht Handarbeit überflüssig.
Automatisieren von manuellen
Schleif- und Polieraufgaben.
Für perfekte Oberflächen setzen Unternehmen bislang auf manuelles
Polieren, Schleifen und Bürsten. Doch das ist anstrengend für die Mitar-
beiter, kostspielig für das Unternehmen und liefert nicht immer gleich-
mäßig gute Ergebnisse. Automatisierte Verfahren mit den neuen
Werkzeugen von SCHUNK bieten eine attraktive Alternative. Eines davon:
Der Exzenterschleifer AOV – der Spezialist für das Schleifen und Polieren
von Werkstückoberflächen. Er erzielt selbst bei sehr unebenen Oberflä-
chen perfekte Polier- und Schleifergebnisse. Angetrieben wird die pneu-
matische Einheit von einem Lamellenmotor mit einer maximalen
Drehzahl von 10.000 Umdrehungen pro Minute. Die axiale Lagerung des
Motors stellt eine Nachgiebigkeit sicher, sodass an der Werkstückober-
fläche konstante Anpresskräfte wirken. Weil sich die Anpresskraft durch
zwei Luftanschlüsse separat ansteuern und nach Bedarf variieren lässt,
arbeitet er auch bei Anwendungen über Kopf präzise. Optional kann der
Schleifer mit einem Anschluss für die Absaugung des abgetragenen Mate-
rials versehen werden. So können Nutzer Ausfälle durch eine verunrei-
nigte Roboterzelle verhindern. ■
Produktinformation:
schunk.com/aov
Nachgiebigkeit in Jetzt das Produkt
axialer Richtung AOV in der Anwen-
dung erleben:
für eine vereinfachte
Roboterprogrammierung und
eine einheitliche Anpresskraft.
8
Neuheiten
Einfacher einsteigen Umfangreiches Portfolio
aus verschiedenen
Komponenten und Greifern
für den einfachen Einstieg in die
Mit den neuen Plug & Work Portfolios für die Automatisierung und die schnelle Umsetzung
unterschiedlicher Anwendungen.
Cobots von Doosan Robotics und Techman
Robot vereinfacht SCHUNK den Einstieg in die
Leichtbaurobotik.
Nach dem Erfolg des Plug & Work Portfolios für Universal Robots passt SCHUNK
industriell bewährte Komponenten nun auch für unterschiedliche Cobots der
Firmen Doosan Robotics und Techman Robot an. Die maßgeschneiderten Plug
& Work Portfolios umfassen pneumatische und elektrische Greifer, Co-act
Greifmodule für kollaborierende Anwendungen und Schnellwechselsysteme.
Zu den pneumatischen Greifern gehören die Parallelgreifer PGN-plus-P und
Zentrischgreifer PZN-plus, der Universalgreifer JGP sowie die Großhubgreifer
KGG und PSH. Mikroventile zur Ansteuerung der Pneumatikmodule sind
bereits in die Plug & Work Adapter integriert. Hinzu kommen der elektrische
Kleinteilegreifer EGP, der für kollaborierende Anwendungen zertifizierte
Elektrogreifer Co-act EGP-C sowie der flexibel nutzbare SCHUNK EGH.
Enthalten ist zudem das Handwechselsystem SCHUNK SHS, mit dem Nutzer
SCHUNK Greifer und andere Aktoren mit nur wenigen Handgriffen wechseln
können. Sämtliche Komponenten im Baukasten sind für den mechanischen
und elektrischen Direktanschluss vorbereitet, Plugins vereinfachen die Plug & Work mit
Programmierung. Dadurch profitieren gerade Einsteiger von einem schnellen Softwarebausteinen
und unkomplizierten Start in die Prozessautomatisierung. ■ für die schnelle und einfache
Integration in die jeweilige
Robotersteuerung.
Produktinformation:
schunk.com/plug-and-work-portfolio
Erfahren Sie mehr
Vormontierte
über die einfache Greifeinheit mit
Inbetriebnahme Roboterschnittstelle
des SCHUNK EGH am
somit sind keine zusätzlichen
TM Robot:
Adaptionen oder externe Ventile
notwendig.
Wesentlich verkürzte
Rüstzeit
Individuelle durch werkzeuglosen Wechsel
Spannkonturen von drei Spannbacken in unter
60 Sekunden.
durch umfangreiches
Rohlingkonzept kurzfristig
Rasanter Backenwechsel
verfügbar.
Mit dem RAPIDO sind 3-Backen-Drehfutter in maximal
60 Sekunden umgerüstet. Das funktioniert manuell
oder voll automatisch.
Der RAPIDO trägt seinen Namen nicht ohne Grund: Mit dem SCHUNK Schnellwechsel sind
3-Backen-Drehfutter in maximal 60 Sekunden umgerüstet. Für den rasanten Backenwechsel
werden die Spanneinsätze auf die RAPIDO Grund- oder Zwischenbacken aufgesetzt und nach
hinten geschoben, bis sie einrasten. Der Wechsel kann von Hand oder bei der ins
Spannfutter integrierten Grundbacke voll automatisiert per Roboter erfolgen. Eine Verriege-
lung gewährleistet selbst in ungespanntem Zustand jederzeit einen sicheren Halt der einge-
rasteten Spanneinsätze. So lässt sich das System sowohl bei horizontaler als auch bei
vertikaler Spindel einsetzen. Durch seine hochgenau gefertigte Haken-Schnellwechsel-
schnittstelle erreicht der RAPIDO eine Wechselwiederholgenauigkeit von < 0,02 mm. Damit ist
er für viele Fertigbearbeitungen geeignet. Ein Rohlingskonzept von SCHUNK sorgt für die
nötige Flexibilität: Es besteht aus weichen Spanneinsätzen in verschiedenen Höhen. Auch
Doppelte Verriegelung Spanneinsätze mit Krallenkontur, anwendungsspezifische oder gewichtserleichterte Vari-
für höchste Sicherheit auch im anten sind damit liefer- oder durch den Anwender selbst herstellbar. ■
ungespannten Zustand.
Produktinformation:
schunk.com/rapido
Hohe Wechsel- Im Video sehen
Wiederholgenauigkeit Sie, wie der auto-
matisierte Spann-
von 0,02 mm im Rundlauf durch
backenwechsel
geschliffene Wechselschnittstelle.
funktioniert:
9
Equipped by SCHUNK
Nicht einen Mikrometer Spiel
In Winterthur in der Schweiz arbeitet der Drucksensorspezialist Keller daran,
seine Produktion zunehmend zu automatisieren. Europas führender Hersteller
von isolierten Druckaufnehmern und Drucktransmittern vertraut dabei
im Bereich Handling auf SCHUNK – und das gleich aus mehreren Gründen.
„W
ir sind Perfektionisten. 80 Prozent genügen entwickelt und die entsprechenden Anlagen in Eigen- chen den Kabineninnendruck in Flugzeugen, sorgen
uns nicht“, sagt Robert Bätschi, Leiter des regie baut. Sämtliche Komponenten für die Prozess- für die reibungslose Umschaltung von Erdgas auf
Betriebsmittelbaus der Keller AG. Auf der verkettung kommen dabei von SCHUNK. Benzin in bivalenten Fahrzeugen und dienen als
ganzen Welt ist das Schweizer Unternehmen für seine Ausschlaggebend für die Zusammenarbeit war die Referenzsensoren in der Labortechnik.
hohe Qualität bekannt. Sie bestimmt auch den Erfahrung des Greifsystemspezialisten. Bei der Auto-
Anspruch an den hauseigenen Anlagenbau. Bei der matisierung hatten die Projektgruppe und die Testurteil: Höchste Genauigkeit
Reinigung, der Weiterverarbeitung und der Prüfung Schweizer SCHUNK-Kollegen ein klares Ziel vor Augen:
von Membrankörpern für Drucksensoren setzte Keller Sie wollten für jeden Teilschritt geeignete Systeme Besonders wichtig war Keller die Genauigkeit der
lange auf Handarbeit. Nun automatisierte der finden beziehungsweise entwickeln, die einen X-Achsen von SCHUNK. „Wir hatten in der Testapplika-
Hersteller. „Es handelt sich um eine derart monotone stabilen Prozess und hochwertige Ergebnisse gewähr- tion nicht einen Mikrometer Spiel“, berichtet Projekt-
Arbeit, dass sich kaum noch Personal dafür findet“, leisten. Im ersten Schritt wählten sie vier Sensortypen leiter Florian Wernli und lobt im gleichen Atemzug das
erläutert Projektleiter Florian Wernli. Sämtliche zur automatisierten Produktion aus, mittelfristig kann Zusammenspiel der Achsen mit den von der Keller AG
Arbeitsschritte erledigten Kellers erfahrene Mitarbeiter Keller bis zu zwölf Typen automatisiert produzieren. vorgegebenen Beckhoff Motoren. „Zum Teil fahren wir
intuitiv. Sie prüften etwa die Teile optisch und tech- mit 1.000 mm/s und das hochpräzise.“ Neben dem
nisch, reinigten und prägten sie und kontrollierten Dass die Anlage modernste Vision-Sensorik mit
die Prägestempel. Der automatisierte Prozess sollte Deep-Learning-Technologien kombiniert, zeigt, auf
eine nachvollziehbare und konstant hohe Qualität
gewährleisten – unabhängig von der Erfahrung und
welch hohem Niveau das Unternehmen agiert. Selbst
kleinste Abweichungen muss die Anlage bei der
„Zum Teil fahren wir
Tagesform der Mitarbeiter. Keine leichte Aufgabe. Produktion zuverlässig erkennen und klassifizieren, mit 1.000 mm/s und das
hochpräzise.“
damit am Ende die Qualität stimmt. Denn von der
Nur beste Greifer ersetzen Intuition einwandfreien Funktion der Keller Drucksensoren
hängt in der Luft- und Raumfahrt, Öl- und Gasindus-
Florian Wernli, Projektleiter
Keller rief eigens eine Projektgruppe im Betriebsmit- trie, Wasserwirtschaft sowie im Automobilbau jede
telbau ins Leben, die Konzepte zur Prozessautomation Menge ab – oft sogar Menschenleben. Sie überwa-
Sämtliche
Komponenten,
die Keller zur
Prozessverkettung
einsetzt, kommen
von SCHUNK.
10Equipped by SCHUNK
Handarbeit adieu: Die Reinigungskabine setzt nun auf Automation.
Mit dem Lagerlift von SCHUNK lassen sich Werkstückträgerpaletten aus dem Lager entnehmen, Die Projektgruppe, von links: Robert Bätschi, Leiter Betriebsmittelbau, Martin Kluge, General Manager SCHUNK
einschwenken und dann in einem Pick & Place-Lager ablegen. Intec Schweiz, Michael Rusch, Area Sales Manager SCHUNK Intec Schweiz, Florian Wernli, Projektleiter,
Bruno Thalmann, Steuerungstechnik, Kadir Özel, Programmierer, Jonas Noller, Mechaniker.
hohen Qualitätsniveau war für Keller die breite Greifschwenkeinheiten, Portalsysteme oder ganze wahl und -auslegung. Bei der Auslegung der
Produktpalette ein weiteres Argument, um auf SCHUNK Funktionsbaugruppen aufbauen. Selbst Mehrachs- Motoren und Linearmodule hatte sich Florian Wernli
zu setzen. „Uns war wichtig, dass die Zahl der Liefe- systeme sind komplett mit Standardelementen zu individuell von SCHUNK beraten lassen. „Martin
ranten nicht ins Unermessliche steigt. Deshalb hatten realisieren. Kluge und Michael Rusch, unsere SCHUNK-Ansprech-
wir einen Anbieter gesucht, der nicht nur Linear- partner in der Schweiz, konnten uns genau sagen,
achsen produziert, sondern auch Drehmodule, Greifer Lagerlift ist Highlight über welches Drehmoment die Motoren verfügen
und Drehdurchführungen – und zwar auf dem Quali- sollten oder welche Spindelsteigung sinnvoll ist, um
tätsniveau, das wir mit der Anlage insgesamt Ein Highlight der Anwendung ist der Lagerlift, der eine gewisse Geschwindigkeit zu erzielen“, sagt
anstreben“, sagt Wernli. zwei 1.400 mm lange, synchron angetriebene Beta 40 Wernli. „Bei bis zu zwölf produzierten Baugruppen,
Linearmodule als Transferachsen in Y-Richtung mit die wir anstreben, gibt es niemals nur einen Faktor,
Robuste Systeme erhöhen Lebensdauer einem robusten Beta 60 Linearmodul in Z-Richtung der Einfluss nimmt. Es ist eine Breite an Parametern,
kombiniert. Das Achssystem verfährt eine pneumati- die wir hinterfragen müssen.“
Insgesamt neun elektrische Linearmodule der sche SCHUNK SRU-plus 40 Schwenkeinheit, auf der
Baureihen SCHUNK Beta und SCHUNK Delta sind in der wiederum ein Beta 40 Linearmodul für die Bewegung Für das Team sei entscheidend gewesen, dass die
Anlage verbaut und gewährleisten einen zuverläs- in X-Richtung montiert ist. Das Transfersystem ermög- Komponenten nicht permanent am Limit laufen,
sigen, schnellen und präzisen Transport der bis zu 20 licht es, komplett bestückte Werkstückträgerpaletten zuverlässig funktionieren und lange halten. „Die
Werkstückträger, die jeweils mit bis zu 380 Teilen aus dem Lager zu entnehmen, diese dann um 180° Anlage möchten wir schon zehn Jahre lang nutzen,
bestückt sind. Die spindelgetriebenen Linearmodule, einzuschwenken und in einem Pick & Place-Lager auch darauf haben wir die Komponenten abge-
die bei Keller zum Einsatz kommen, verfügen in der abzulegen. Ein Roboter entnimmt die Bauteile dann stimmt“, unterstreicht Robert Bätschi. Zudem wollte
maximal verfügbaren Baugröße über hohe Antriebs- einzeln und führt sie einem ersten Leak-Test zu. Ein Keller den manuellen Rüstaufwand minimieren.
kräfte bis 12.000 N, erreichen Verfahrgeschwindig- zweites Transfersystem übernimmt den Teiletransport SCHUNK bot den Schweizer Drucksensorspezialisten
keiten bis 2,5 m/s und zeichnen sich durch eine hohe nach der Teilereinigung. dafür ein Paket, das auf ganzer Linie überzeugte. ■
Wiederholgenauigkeit von ± 0,03 mm aus. Ein Beck-
hoff Servomotor übernimmt den Antrieb. Fachliche Beratung von SCHUNK überzeugte
Um die Zuverlässigkeit und Lebensdauer der Linear- Für das Team der Keller AG zahlte sich zum einen
module zu erhöhen, schützen speziell fixierte aus, dass das SCHUNK-Standardprogramm alle denk- Hier erfahren Sie mehr zur
Abdeckbänder aus Kunststoff die Führungen und baren Antriebsvarianten vom Spindelantrieb bis zum Highend-Automatisierung
bei SCHUNK und den
Antriebselemente vor Schmutz. Aus dem Linearmo- hochdynamischen Lineardirektantrieb mit einer
verwendeten Lösungen:
dulprogramm lassen sich mit minimalstem Aufwand feinen Abstufung der Baugrößen abdeckt. Zudem
hocheffiziente Pick & Place-Einheiten, Kreuzschlitten, erleichterten digitale Services die Komponentenaus-
11Im Blick
Bereit für neue Aufgaben? Wir auch.
Unsere neuen Werkzeuge machen das Entgraten, Schleifen und Polieren
mit dem Roboter einfach und unkompliziert umsetzbar.
Entgratspindel RCV
Pneumatische Entgratspindel
mit Lamellenmotor und
radialem Ausgleich für die
Bearbeitung unterschiedlicher
Werkstücke und Geometrien.
Entgratwerkzeug CDB
Nachgiebiges Werkzeug zum hoch-
Exzenterschleifer AOV
präzisen Entgraten. Universelle
Aufnahme zur Verwendung von Pneumatischer Exzenterschleifer
bewährten Klingen. mit axialem Ausgleich und
einstellbarer Anpresskraft zum
Polieren und Schleifen von
Entgratwerkzeug CRT Oberflächen. Polierspindel MFT-R
Pneumatisch angetriebene Pneumatische Spindel mit
Feile mit radialem Ausgleich radialem Ausgleich zum
mit standardisierter Aufnahme Polieren, Schleifen und Bürsten
zur Verwendung herkömmlicher von Werkstücken.
Feilenblätter.
Polierspindel MFT
Entgratspindel FDB Pneumatische Spindel mit
axialem Ausgleich zum
Pneumatische Entgratspindel Polieren, Schleifen und
mit Turbinenmotor und Bürsten von Werkstücken.
radialem Ausgleich für den
Einsatz am Roboter.
Ausgleichseinheit PCFC
Pneumatisch gesteuerte Ausgleichseinheit
mit Positionsmessung zur Einstellung von
Ausgleichs- und Anpresskräften.
Entgratspindel FDB-AC
Pneumatische Entgratspindel
mit axialem Ausgleich und
konischem Schneidwerkzeug für
den Einsatz am Roboter.
Mit den neuen SCHUNK-Werkzeugen
machen Sie Ihren Roboter
zum Spezialisten für das Entgraten,
Schleifen und Polieren.
Erfahren Sie mehr darüber:
Impressum Herausgeber Redaktion Layout und Text Druck Folgen Sie uns Wir drucken nachhaltig
SCHUNK GmbH & Co. KG Brigitte Vollrath Die Redaktion behält Die Magaziniker GmbH Schweikert Druck
Spann- und Greiftechnik SCHUNK GmbH & Co. KG sich die Auswahl und Fuchseckstr. 7 Jürgen Schweikert e.K.
Bahnhofstr. 106 - 134 Spann- und Greiftechnik das Kürzen eingereichter D-70188 Stuttgart Wieslensdorfer Str. 36
D-74348 Lauffen/Neckar Bahnhofstr. 106 - 134 Texte vor. www.magaziniker.de D-74182 Obersulm- ID-Nr. 2199336
Tel. +49-7133-103-0 D-74348 Lauffen/Neckar Eschenau
Fax +49-7133-103-2399
info@de.schunk.com
schunk.comSie können auch lesen

















































