Technik nordhessen Informationen aus den technisch-wissenschaftlichen Vereinen Nordhessens - VDE Kassel
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

2-2017
technik nordhessen
Informationen aus den technisch-wissenschaftlichen Vereinen Nordhessens
E-Antriebe aus dem VW Werk Kassel Ladeinfrastruktur der E-Mobilität Berichte aus den Vereinen:
VDI / VDE / DGS / REFA
HESSEN
Ihr Bildungspartner für Macher
Geprüfter Technischer Betriebswirt
Geprüfte Technische Betriebswirtin
mit IHK-Abschluss
Intensiv-Studiengang für Aufsteiger in die Managementebene
für Ingenieure, Techniker, Meister und Technische Fachwirte
in nur 13 Monaten berufsbegleitend
oder 3,5 Monaten als Vollzeitstudiengang
· Wirtschaftliches Know-how
· Führungskompetenz
· Managementmethoden
· Unternehmerische Handlungskompetenz
Umfassendes Info-Material und Beratung erhalten Sie von Dipl.-Ing. Alexander Appel
REFA Hessen e.V. Telefon: 0561 581401
Werner-Heisenberg-Straße 4 E-Mail: seminare@refa-weiterbildung.de
34123 Kassel
Alle Angebote für Weiterbildungen im Internet unter: www.refa-weiterbildung.de
Editorial technik nordhessen 2-2017 3
Liebe Leserinnen, liebe Leser,
in dieser Ausgabe widmen wir uns erneut – nach der ers-
ten „tn“-Ausgabe 1-2012 – dem Thema Elektromobilität.
In der Zwischenzeit hat sich einiges getan, sowohl in der
Fahrzeugtechnologie als auch im Bereich der Speicher.
Und es geht nicht mehr nur darum, emissionsarme bzw.
–freie Fahrzeuge zu entwickeln, sondern es geht immer
(mehr) auch um das Thema „Mobilitäts-Konzepte“.
U nd dass es kein neues Thema ist, zeigt ein Auszug
aus einem Buch von Wilfrid Bade aus 1938 – also
vor fast 80 Jahren – über den Lohner-Porsche. Ferdinand
Porsche baute bereits 1901 einen Elektromotor in einen Jürgen Sapara © tecteam GmbH
Kraftwagen ein. Dieser leistete 12 PS und war als Naben-
motor konstruiert, er konnte also wahlweise in ein, zwei
oder alle vier Räder eingebaut werden: A nschließend bleiben wir im Werk Kassel von Volks-
wagen, aber gehen von der Entwicklung in die
Produktion: Dipl.-Ing. Dieter Appelt, verantwortlich für
die Leitplanung für Getriebe und E-Antriebe weltweit,
beschreibt viele detaillierte Hintergründe der E-Antriebs-
Fertigung.
D ipl.-Wirtsch.-Ing. Nicolas Spengler von der
EnergieNetz Mitte GmbH beschreibt die Herausforde-
rungen der Elektromobilität aus Sicht eines Netzbetreibers.
D ie Plug’n Charge GmbH entwickelt und produziert La-
desäulen in verschiedenen Ausführungen. Dr. Chris-
tian Kahl erläutert als Geschäftsführer, welche Details in
Entwicklung und Produktion beachtet werden müssen.
D ie Regionalmanagement Nordhessen GmbH koope-
riert im Projekt FREE (www.FREE-E-MOBIL.de) mit
einigen anderen Institutionen und Unternehmen. Manuel
G anz unumstritten ist das Thema auch nicht, gibt es
doch immer mal wieder Berichte darüber, was passie-
ren könnte/würde, wenn alle Nutzer von Verbrennern auf
Krieg beschreibt in seinem Beitrag, worauf es neben der
Technik noch so alles ankommt.
E-Autos umsteigen würden...
H arald Wersich von der DGS Sektion Kassel/ASK stellt
fünf Thesen zur Transformation unseres Mobilitäts-
D er erste Beitrag ist von Roland Gaber und beschäftigt
sich mit dem Golf CitySTROMer. Bereits 1987 hatte
systems vor, um nachhaltig mobil zu sein.
er seinen ersten „e-Golf“. Und das Thema hat ihn die gan-
zen Jahre, ja Jahrzehnte begleitet. U nd es gibt wieder einige Beiträge der Vereine in
diesem Heft, u.a. zu den Jahresmitgliederversamm-
lungen und einigen personellen Veränderungen.
D anach erläutert Dr.-Ing. Gerd Stöhr, Leiter der Kons-
truktion E-Maschine bei Volkswagen im Werk Kassel,
was dort in Richtung Elektroantriebe so alles entwickelt
Nun wünschen wir Ihnen viel Spaß und Freude beim
Lesen dieser „technik nordhessen“!
wurde und wird. Am Beispiel des Golf GTE zeigt er
Details des Antriebs und Optimierungspotentiale für die Jürgen Sapara
Zukunft auf. und das Redaktionsteam der „technik nordhessen“
Bild auf der Titelseite
Bild © Fotolia56292917_XL, Bildmontage © „tn“-Redaktion / (wd)
4 technik nordhessen 2-2017 Inhaltsverzeichnis
Elektromobilität
Der VW Golf CitySTROMer 5
Entwicklung der E-Antriebe im VW Werk Kassel 8
E-Antriebsfertigung im VW Werk Kassel 12
Herausforderungen an die E-Mobilität 18
Ladeinfrastruktur in Nordhessen 20
Projekt FREE 23
Fünf Thesen zur Transformation unseres Mobilitätssystems 26
Interview Student
Lucie Hülser: „...am liebsten in Nordhessen!“ 29
Berichte aus den Vereinen
Gepr. Techn. Betriebswirt/in werden mit REFA 30
JMV 2017 des VDI Nordhessen 31
JMV 2017 des VDE Kassel 33
JMV 2017 der DGS-Sektion Kassel/ASK 35
Alles neu bei REFA Hessen e.V. 36
Personalia des VDI 38
Personalia des VDE 40
Ankündigung Tag der Technik 2017 42
Nächste Ausgabe 42
Kontakt 43
Impressum
Herausgeber: Technisch-wissenschaftliche Vereine Nordhessens (siehe Rubrik „Kontakt“, vorletzte Seite)
Redaktion: Jürgen Sapara (js), E-Mail: redaktion-tn@sapara.de, www.technik-nordhessen.de
Christian Axel (ca), VDE
Wolfgang Dünkel (wd), VDE/VDI
Norbert Heinicke, VDI
Harald Wersich, DGS
Auflage: 5000 Exemplare je Ausgabe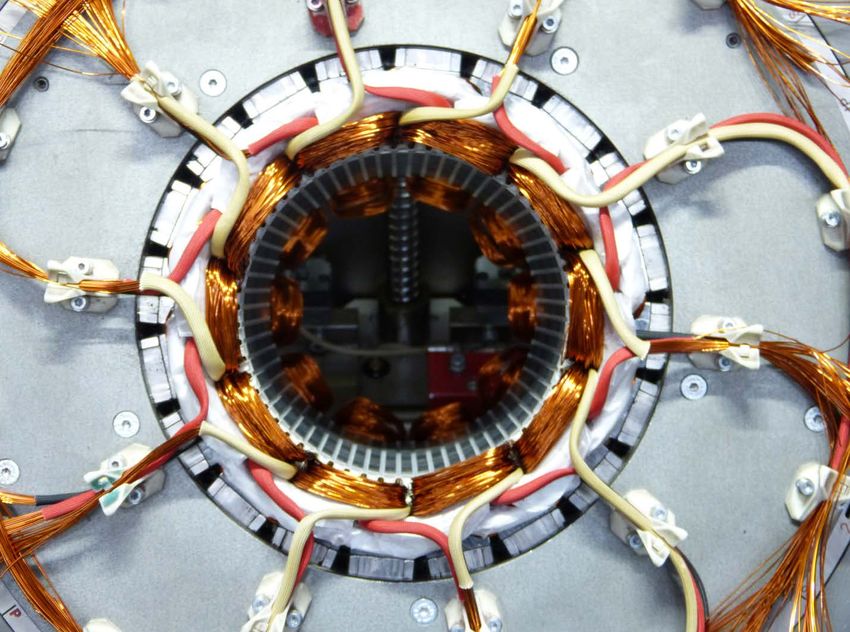
Der VW Golf CitySTROMer technik nordhessen 2-2017 5
Der Golf CitySTROMer – vier Jahrzehnte Elektromobilität
Wie alles anfing? Bei mir ganz ein- troantrieb auf den Markt – den Golf
fach mit dem Satz: „Bau doch mal ein CitySTROMer. Er entstand zwar nur in
Elektroauto“! Bei Siemens in Kassel einer Kleinserie, stieß aber dennoch
für Werkzeugmaschinenantriebe in ein Fenster in die Zukunft auf. Denn
Drehstromtechnik zuständig fuhr ich dieser Golf avancierte zur automobi-
seit 1987 bereits einen Golf II mit len Vision der emissionsfreien Fort-
Gleichstrommotor, Bleibatterie und bewegung. Diese Vision wurde Ende
Antriebstechnik von ABB, welche vom 2013 Realität, als Volkswagen seine
Energieversorger RWE in einer Klein- ersten Elektro-Automobile in einer,
serie zum Testwagen umgebaut wur- allerdings immer noch bescheidenen
den und von denen ich eines vor dem Großserie auf den Markt brachte.
Verschrotten gerettet hatte. Elektrisch
infiziert war ich also schon und so be-
gann es:
Roland Gaber, Jahrgang 1957, wuchs in Mel-
sungen auf und ließ sich nach dem Abschluss
der dortigen Fachoberschule bei Siemens in
Kassel zum Energie-Anlagenelektroniker aus-
bilden, absolvierte danach die Technikerschule
in der Fachrichtung Datenverarbeitung und
schloss eine weitere Ausbildung zum Antriebs-
techniker für Werkzeugmaschinen bei Siemens
in Erlangen an. Eine mehrjährige Tätigkeit für
Siemens in Kassel, u. a. im Werk Kassel der
Volkswagen AG, schloss sich an. Aufgrund
Golf III CitySTROMer mit Roland Gaber vor der „demotec-Halle“ des Fraunhofer IWES in Kassel seiner seit 1987 privat betriebenen Entwicklung
(alle nicht besonders gekennzeichneten Bilder © „tn“-Redaktion / (wd)) rein elektrischer Antriebssysteme und hierbei
gewonnener Erfahrungen wechselte er 1991
Ein Daihatsu Cuore, der Willi Volmar Kleinserie, Großserie, 1989, 2013 – zur Siemens Automobiltechnik in Würzburg und
gehörte und der in der Getriebekonst- die Zero-Emission-Fahrzeuge zeigten war dort bis 2007 mit dem Prototypenbau und
ruktion im VW-Werk Kassel tätig war, und zeigen, dass Volkswagen wie Test von Versuchsfahrzeugen befasst. Mit der
„verlor“ seinen Verbrennungsmotor auch etliche andere namhafte Fahr- E-Mobilität verbundene Tätigkeiten bei Con-
und bekam dafür einen modifizierten zeugbauer seit Jahrzehnten die Ent- tinental und SMA wie auch privat – 2009 bei
Drehstrommotor mit Umrichter für wicklung dieser abgasfreien Techno- der Entwicklung eines elektrisch angetriebenen
Werkzeugmaschinen von Siemens. logie vorantrieb. Sie verdeutlichen Rennmotorrads, welches Geschwindigkeitswelt-
Der entscheidende Vorteil gegenüber aber auch, dass sich der Weg in die meister wurde – folgten von 2007 bis 2010,
den Gleichstrommotoren war die wei- Zukunft beim besten Willen nicht heute ist er als Mitarbeiter von Fraunhofer
test gehende Wartungsfreiheit, hohe erzwingen ließ. Erst kontinuierliche IWES in Kassel im Bereich der technischen
Dynamik und Überlastfähigkeit. Forschung und ein ebenso kontinuier- Begleitforschung für die Elektromobilität mit
licher Fortschritt machen die Zukunft vielfältigen Aufgaben, unter anderem der
Und in der Automobilindustrie? Mitte greifbar, wenn die Zeit dafür reif ist. maritimen Elektromobilität befasst.
der 70er Jahre z. B. begann Volkswa- Erste Forschungsergebnisse in Sa- (Bild © Volkswagen AG/Volkswagen Classic)
gen im Rahmen seiner Forschung mit chen Elektroantrieb lieferte 1976 ein
dem Aufbau und der Erprobung von Golf der Generation I. Er war mit ei-
Elektrofahrzeugen. Und bereits vor nem 20 kW leistenden Elektromotor
fast dreißig Jahren brachte VW dann ausgestattet. Bis 1986 diente dieser
sein erstes Modell mit reinem Elek- erste E-Golf als Versuchsfahrzeug, in
6 technik nordhessen 2-2017 Der VW Golf CitySTROMer
dem unterschiedliche Batterietypen Fahrzeug einfach an eine herkömm- Die ersten Exemplare gingen zunächst
und Elektromotoren getestet wurden. liche 230-Volt-„Haushaltssteckdose“ an regionale Energieversorger in ganz
angeschlossen. Das herausziehbare Deutschland und an die Telekom. Äu-
1989 debütierte der erste Steckerkabel befand sich hinter einer ßerlich praktisch nicht von seinen
Golf CitySTROMer Klappe im Kühlergrill. konventionellen Serienbrüdern zu
Die wertvollen Erfahrungen mit dem
Versuchsträger flossen in den Golf
CitySTROMer ein, der auf Basis der
zweiten Golf-Generation entwickelt
wurde. Mit ihm drang 1989 das ers-
te Elektrofahrzeug in das reguläre
Modellprogramm von Volkswagen
vor. Dank seines 18,5 kW leistenden
Gleichstrommotors beschleunigte der
Golf CitySTROMer in 13 Sekunden auf
50 km/h und erreicht eine Höchst-
geschwindigkeit von 100 km/h. Als
Stromspeicher waren unter dem
Kofferraumboden, wo üblicherweise
Tank und Reserverad sind, 16 war-
tungsfreie Blei-Gel-Batterien einge-
baut, die bei einer Gesamtspannung
von 96 Volt über eine Kapazität von Golf III CitySTROMer mit Roland Gaber an der häuslichen „Tanke“
120 Amperestunden (Ah) verfügten.
Dies ermöglichte Reichweiten von 1993 brachte Volkswagen den zweiten unterscheiden, überraschte der zwei-
rund 50 Kilometern. Damit die gespei- Golf CitySTROMer Typ III te Golf CitySTROMer mit einer für
cherte Energie nahezu ausschließlich die damaligen Verhältnisse herausra-
für den Vortrieb genutzt werden konn- Als Volkswagen 1991 die dritte Gene- genden Alltagstauglichkeit, die auch
te, wurden die Nebenverbraucher ration des Bestsellers Golf vorstellte, heute noch Respekt abverlangt. Mit
weitgehend von anderen Quellen ver- lief parallel längst die Entwicklung Technologien wie der Bremsenergie-
eines neuen CitySTROMers auf Hoch- Rückgewinnung (Rekuperation) setz-
touren. Erste Versuchsfahrzeuge wur- te dieser Golf in den 90er Jahren die
den schon 1992 aufgebaut und Ende Maßstäbe in Sachen Nachhaltigkeit.
1993 ging der 3er in Serie; gebaut Das lautlos arbeitende Triebwerk be-
wurde er in Kooperation mit Siemens, schleunigt mit einer Spitzenleistung
die für die Antriebs- u. Batterielade- von 30kW den dreitürigen 1,6-Tonner
technik zuständig war. Insgesamt 120 auf eine Höchstgeschwindigkeit von
CitySTROMer auf Basis der dritten 110 km/h. Bei konstant 50 km/h – also
Golf-Generation entstanden bis 1996. im urbanen Bereich und abhängig
Von Siemens in Kassel in das Kompe- von der Topologie – sind Reichweiten
tenzzentrum für E-Antriebe in Kraft- von bis zu 100 Kilometer realistisch.
fahrzeugen in Würzburg wechselnd, Anders als die überwiegende Mehr-
hatte ich die einmalige Gelegenheit heit der Elektromobile, verfügt der
den VW Golf CitySTROMer Typ III Golf III CitySTROMer über ein Fünf-
Vorderer Batteriepack des Golf III CitySTROMer
und andere Fahrzeug-Prototypen der gang-Schaltgetriebe statt einer einstu-
Automobilindustrie mit zu entwickeln figen Übersetzung.
sorgt. So sorgte im Golf CitySTROMer und den ersten Prototyp des Golf´s
eine mit Dieselkraftstoff betriebene selbst mit aufzubauen – das war noch Die Energie zum Betrieb des Elekt-
Heizung auch im Winter für angeneh- echte „Pionierarbeit“. romotors wird in 16 wartungsfreien
me Temperaturen. Um die Antriebs- Blei-Gel-Batterieblöcken mit einer Ka-
batterie wieder aufzuladen, wurde das pazität von 180 Amperestunden (Ah)
Der VW Golf CitySTROMer technik nordhessen 2-2017 7
gespeichert; die Spannung beträgt wie
bei der ersten Generation 96 Volt. We-
gen der begrenzten Batterieleistung
wurde der Antrieb auf maximal 20kW
Dauerleistung ausgelegt. Der wasser-
gekühlte Gesamtantrieb bestand aus
einen Drehstrom-Synchronmotor und
dem Stromrichter (auch Frequenzum-
richter genannt). Als „Tankstelle“ dient
auch hier jede herkömmliche 230-Volt-
Steckdose. Je nach Entladezustand
dauert die vollständige Aufladung des
Fahrakkus bis zu ca. 8 Stunden, also
z.B. während der Arbeitszeit oder über
Nacht Zuhause. Als Faustformel gilt:
1 Stunde laden ergibt ca. 10 km Fahrste-
cke. Mit einem externen Schnelllader
dauert die Aufladung ca. 1 Stunde (das
Aufladen der Akkus auf 80 Prozent ih- Systemarchitektur des Golf III CitySTROMer (Bild © Roland Gaber)
rer Kapazität dauert rund anderthalb
Stunden, das vollständige „Befüllen“
nimmt etwas mehr Zeit in Anspruch).
Heute besitze ich sechs Golf III
CitySTROMer, die von der Familie ge-
nutzt werden. Seit 1987, dem Beginn
meiner privaten Entwicklung von rein
elektrischen Antriebssystemen und
dem Umbau von Konversionsfahrzeu-
gen, fahre ich täglich mit einem Elektro-
auto, zuerst ein Golf Typ II und dann der
Golf III CitySTROMer. Seit 2010 führt
der Weg von meinem Wohnort Körle
zu meinem Arbeitsplatz bei Fraunhofer
IWES im Königstor in Kassel.
Roland Gaber Ein Teil der Gaber-Flotte auf den Straßen um Körle (Bild © Volkswagen AG/Volkswagen Classic)
Prüfungen mit „Sach“verstand!
Tankanlagen, Heizölbehälter gem. VAwS
Abscheideranlagen gem VGS (Anhang 49)
Generalinspektion für Leichtflüssigkeitsabscheideranlagen
(DIN EN 858/DIN 1999-100) und Fettabscheider (DIN EN 1825/DIN 4040-100)
Wassergefährdende Stoffe und Abwasser Freie Sachverständige für Umwelttechnologie
(Beratung und Schulung) Dipl.- Ing. Petra Witzmann
Göttinger Str. 25 · 34123 Kassel
Arbeitssicherheit Tel. 0561 9531690 · Fax.: 0561 9832418
Mobil: 0171 5217652 · witzmann@FSU.de
8 technik nordhessen 2-2017 Entwicklung von E-Antrieben bei VW
Entwicklung von Elektroantrieben im Werk Kassel
Einleitung: Beginn der Entwicklung von • die E-Maschine beeinflusst über
E-Antrieben im Werk Kassel ihren Wirkungsgrad die Reichwei-
te in hohem Maße,
Die Produktentwicklungsaktivitäten • leistungsdichte E-Maschinen sind
im Werk Kassel der Volkswagen AG für automobile Anwendungen not-
begannen in 2005 mit der Kompo- wendig,
nentenentwicklung für Doppelkupp- • die automobilen Anforderungen
lungsbauteile. In 2006 wurde man sind in Auslegung, Konstruktion
aufmerksam auf eine Entwicklung der und Fertigungsprozess zu berück-
Forschung der Volkswagen AG. In dem sichtigen,
betrachteten Magneto-Elektrischen- • Baukasten-Lösungen des E-Motors
Getriebe-Automaten (MEGA) der For- sind für alle Elektrifizierungs-Vari-
schung waren gegenüber heutigen anten notwendig,
konventionellen Fahrzeuggetrieben • eine Großserienfertigung mit hoch
nur noch wenige Zahnräder verbaut. automatisierbaren Einzelprozes-
Schon damals erkannte man, dass sen ist anzustreben, Dr.-Ing. Gerd Stöhr, 54, studierte von 1983
man den Standort ausgehend von der • Optimierungspotenziale gegen- – 1988 Allgemeinen Maschinenbau an der
Getriebe-Produktion, die den Großteil über z.B. Industriemotoren sind Universität Kassel und begann seine berufliche
der Fertigung im Werk Kassel aus- insbesondere im Aufbau der Kern- Laufbahn als Betriebsmittelkonstrukteur bei
macht, in Richtung der Elektroantriebe komponente Statorpaket (Wick- Mercedes Benz in Kassel. Nach Tätigkeiten bei
ausrichten muss. Deshalb begannen lung, Blechpaket) umzusetzen. Thyssen Henschel als System- und Anwen-
damals die Aktivitäten in Richtung derbetreuer sowie Thyssen Transrapid als
Elektroantriebe und wurden seit 2009 Die genannten Themen werden in je- Konstrukteur und Projektingenieur, beide in
kontinuierlich verstärkt, so dass heute dem Entwicklungsprozess für die E- Kassel, war er von 2000 bis 2008 Projektingeni-
bereits drei Elektroantriebe für eUp, Antriebe betrachtet und kontinuierlich eur und Fachreferent in der Konzernforschung
eGolf und Golf GTE am Standort Kas- vorangetrieben. Derzeit konzentrie- der Volkswagen AG in Wolfsburg. Nach seiner
sel in Serie gefertigt werden. ren sich die Entwicklungsaktivitäten Promotion an der TU Berlin in der Fachrichtung
in Kassel auf die Antriebsentwicklung Maschinenbau kam er 2008 als Fachreferent
Folgende Themen sind Schwerpunkte für den zukünftigen Modularen-Elek- Elektrische Antriebe zur Getriebekomponenten-
bei der Entwicklung der Elektroantrie- trifizierungs-Baukasten (MEB) sowie Entwicklung ins Werk Kassel der Volkswa-
be: auf die Nachfolgeprodukte der Hyb- gen AG und übernahm 2010 die Leitung der
Entwicklung E-Maschine / Antriebskonzepte im
Geschäftsfeld Getriebe. Seit 2017 ist er Leiter
der Konstruktion E-Maschine.
ridantriebe, um die Elektrifizierungs-
Offensive von Volkswagen möglich zu
machen.
Auswahl des geeigneten E-Maschinen-
Prinzips
Vorwiegend werden aus Gründen der
hohen Leistungsdichte und des sehr
guten Wirkungsgrades Permanent Er-
regte Synchronmaschinen (PSM) mit
erhöhtem Reluktanzanteil (Hybrid-
Heutiger Baukasten für Elektroantriebe (alle Bilder © Volkswagen AG) Synchronmotor mit Lufttaschen im
Entwicklung von E-Antrieben bei VW technik nordhessen 2-2017 9
Rotor) in elektrifizierten Fahrzeugen schine hat und große Fortschritte in Golf GTE dargestellt werden. Aus-
eingesetzt. Bezug auf den Wirkungsgrad gemacht gehend von Lastenheftvorgaben zu
hat. Die unten stehende Darstellung Bauraum und Drehmoment-Drehzahl-
Kennfeld wird ein magnetischer Kreis
entworfen, der in mehreren Berech-
nungsschleifen mit einem FEM-Be-
rechnungsprogramm entwickelt und
optimiert wird. Parallel dazu wird
auch schon die auszuwählende Ferti-
gungstechnologie für Rotor, Stator und
Wicklung festgelegt und optimiert.
Dies ist wichtig, um einen kostenop-
timierten Antrieb sowie eine großse-
rientaugliche Fertigung schon in der
frühesten Entwicklungsphase zu er-
möglichen.
Zur Auswahl stehende E-Maschine-Prinzipien (Quelle © Fa. Brusa, 2008)
Für den Antrieb des Golf GTE kommt
eine Einzelzahnwicklung für den Sta-
Durch die notwendigen Seltenen Er- gibt einen Überblick der möglichen tor zum Einsatz, bei der vorgewickelte
den Metalle und deren vorwiegender E-Maschinen-Prinzipien. Spulen auf die Zähne des Statorblech-
Förderung in China und hoher Kosten paketes aufgesteckt und anschließend
sind alternative Antriebe zur PSM Entwicklungsvorgehen am Beispiel der über ein Verschaltelement verbunden
anzustreben. Zunächst wird das ein- E-Maschine für den Golf GTE werden. Der Rotor wird aus mehreren
gesetzte Magnetmaterial soweit wie Blechpaket-Segmenten aufgebaut, in
möglich gesenkt, indem ein maxima- Die grundsätzliche Vorgehensweise die vorher die Magnete gefügt wur-
ler Reluktanzanteil vorgesehen wird. zur Entwicklung des magnetischen den:
Außerdem wird derzeit neben der Kreises einer elektrischen Maschine
PSM auch die Asynchronmaschine fa- für einen Fahrzeugantrieb soll hier Weitere Optimierungen des E-Motors
vorisiert, da sie Vorteile als Allrad-Ma- am Beispiel des Antriebes für den werden durch den Einsatz von ver-
Industrial Engineering Arbeitssicherheit & Coaching
• Arbeits- und Zeitwirtschaft REFA / MTM
Gesundheitsschutz • Personalcoaching
• Projektdurchführung und • Businesscoaching
Projektmanagement • Fachkraft für Arbeitssicherheit • Einzelcoaching oder Teamcoaching
• Fabrikplanung und Materialflussoptimierung • SiGeKo nach BauStellV • Coaching / Seminare unter Segeln
• Prozessoptimierung / TPM • Gefährdungsbeurteilungen, auch zu • Führungskräfteseminare unter Segeln
• FMEA / Wertstromdesign / Wertanalyse / firmeninternen Sonderthemen • Hypnocoaching
OEE / Makigami / Audits / … • CE-Zertifizierung und Risikoanalyse • Sporthypnose
• Schulungen und Seminare • Schulungen und Seminare
• u.v.m. • Hinführung / Begleitung zu Zertifizierungen
nach OHSAS 18001 / DIN EN ISO 45001:2017
und DIN EN ISO 14001
• u.v.m.
Kontakt unter: E-Mail: scheyk@gs-indust.de
Gerhard Scheyk, Kassel / München Tel.: +49 (0)178 / 2174111
Weitere Informationen unter: www.gs-indust.de sowie www.gs-leinen-los-coaching.de
10 technik nordhessen 2-2017 Entwicklung von E-Antrieben bei VW
Kunde im Fahrzeug den E-Antrieb nur
durch seine Beschleunigung spürt.
Das heißt auch die Akustik ist ein
Parameter, der in die Auslegung des
magnetischen Kreises mit eingeht.
Obwohl der E-Motor schon sehr leise
ist, ist dabei das Ziel, dass keine unan-
genehmen Geräusche an das Fahrer-
ohr gelangen.
Die E-Maschine im Golf GTE ist wie
alle E-Maschinen für Parallel-Hybrid-
antriebe eine Hochdrehmoment-E-Ma-
schine, die mit Kurbelwellendrehzahl
dreht. Im Vergleich dazu haben alle E-
Maschinen, die heute in E-Fahrzeugen
zum Einsatz kommen, einen grund-
sätzlich anderen Aufbau von Rotor
und Stator, da sie bei einer maximalen
Drehzahl zwischen 12.000 und 16.000
1/min betrieben werden und somit
Hochdrehzahl-E-Maschinen sind. Die-
se Auswahl der E-Maschine ist derzeit
nicht physikalisch bedingt, sondern
ergibt sich vielmehr aus den vorlie-
genden Bauraumbedingungen.
Ausblick auf zukünftige Antriebssys-
teme
Stator- und Rotoraufbau
Eine wesentliche Weiterentwicklung
lustarmen Blechen, erhöhten Kupfer- Drehmoment-Drehzahl-Kennlinie in der elektrischen Antriebstechnik ist
füllgraden und der Integration von kombiniert mit der Auswahl des heute die Integration der Leistungs-
leistungsfähigen Kühlungen möglich. E-Maschinen-Prinzips. elektronik. Auch hier ist der Hauptfo-
All diese Themen werden parallel Das Ergebnis ist dann ein E-Motoren- kus die Reduzierung der Kosten und
der Bauräume. Die Darstellung auf
der nächsten Seite zeigt die derzeitige
Weiterentwicklung in drei Schritten,
die dann im Modularen-Elektrifizie-
rungs-Baukasten umgesetzt sein wird.
Durch die Integration der Komponen-
ten können neue Materialien für die
Halbleiter zu Einsatz kommen, die
eine Erhöhung der Betriebstempera-
Optimierungspotentiale der E-Maschinen-Entwicklung
tur zulassen und somit die Leistungs-
dichte erhöhen. Viele Kabel, Schläuche
betrachtet, um mit einem effizien- Design, das die Lastenheftangaben und Anschlüsse werden überflüssig,
ten Entwicklungsprozess möglichst bezüglich Bauraumvorgaben, Dreh- wodurch die Kosten gesenkt werden
effiziente Motoren umzusetzen. Die moment-Drehzahl-Kennlinie und vie- und die Fahrzeuge für den Kunden at-
oben stehende Grafik erläutert den ler weiterer Randbedingungen erfüllt. traktiver werden.
Entwicklungsprozess anhand einer Dies ist die Grundlage dafür, dass derEntwicklung von E-Antrieben bei VW technik nordhessen 2-2017 11
Der Volkswagen Standort Kassel ist
mittlerweile das Leitwerk für den
Elektroantrieb und die Entwicklungs-
abteilung treibt die genannten Weiter-
entwicklungen voran, um auch für die
zukünftigen Fahrzeugkonzepte gut
aufgestellt zu sein.
Dr.-Ing. Gerd Stöhr
Leiter Konstruktion E-Maschine
Entwicklung E-Maschine
Werk Kassel der Volkswagen AG
Stufen der Leistungselektronik-Integration Quellen
Für die E-Fahrzeuge wird heute die das Verteilen von unterschiedlichen • Allgemeine Designrichtlinie für
Zentralmaschine, welche sich mittig Drehmomenten zwischen linkem und E-Motoren (2008, Fa. Brusa)
auf der Antriebsachse befindet, ein- rechtem Rad (Torque-Vectoring), was • Vo l k s w a g e n - F o r s c h u n g :
gesetzt. Kostenbetrachtungen für den wiederum eine positive Fahrdynamik Untersuchung zu Hochdrehmo-
E-Antrieb inklusive der Leistungselek- in Kurven bzw. das Stabilisieren des ment / Hochdrehzahl E-Motoren
tronik zeigen, dass diese Anordnung Fahrzeuges in gefährlichen Fahrsitua- (2006, Dr. Henke, Dr. Stöhr)
derzeit die wirtschaftlichste Lösung tionen ermöglicht. • Fertigungstechnologien im Werk
darstellt. Durch die Weiterentwick- Kassel (2014, Dolle, Dr. Stöhr)
lung der Leistungselektronik werden
auch die rechts dargestellten Rad-
nahen- und auch Radnabenantriebe
möglich. Die Senkung der Kosten der
Leistungselektronik ermöglicht den
wirtschaftlichen Einsatz von solchen
Mehrfachantrieben und den damit
verbundenen neuen Fahrzeugkonzep-
ten. Die Nutzung des Fahrzeugbau-
raumes ohne notwendigen Motorraum
wird ganz neue Fahrzeuge entstehen
lassen.
Radnabenantriebe erlauben auch
eine erhöhte Funktionalität, wie z.B. E-Antriebs-Konzepte in Fahrzeugen
Unsere Leistungen:: Wir fertigen für Sie:
Satz und Layout Geschäftsdrucksachen
Scan, Bildbearbeitung Valentin Hein GmbH
Produktprospekte
Offsetdruck Offsetdruck · Digitaldruck Imagebroschüren
Qualitäts-Digitaldruck Präsentationsmappen
Kupferstraße 1 · 34225 Baunatal
Weiterverarbeitung Tel. (05 61) 49 20 95 · Fax 49 20 96 Formulare
Mailingkomplettabwicklung E-Mail: service@hessen-druck.de Kalender und Bücher
Internet: www.hessen-druck.de
Versand Drehscheiben12 technik nordhessen 2-2017 Fertigung der E-Antriebe bei VW
Fertigung von Elektroantrieben im Volkswagenwerk Kassel
Einleitung fertigen. Der Standort Kassel ist da-
für gut aufgestellt, da hier seit 2009
Als einer der größten Automobilher- die Elektroantriebe für den e-Golf und
steller bietet Volkswagen seinen Kun- den e-up! sowie die Hybridgetriebe für
den ein umfangreiches Produktportfo- den Golf GTE und den Passat GTE ent-
lio, um alle relevanten Marktsegmente wickelt und in Serie gebracht wurden.
zu bedienen. Dies betrifft auch ein Die dabei gemachten Erfahrungen, die
vielfältiges Angebot an Antriebstech- seitdem erarbeiteten Strukturen und
nologien, das neben Otto- und Diesel- Prozesse und die breite Expertise in
motoren auch Erdgas-, Hybrid- und der Großserienproduktion bieten die
rein batterieelektrisch betriebene optimalen Voraussetzungen für die
Elektroantriebe umfasst. Die Treiber Fertigung von wettbewerbsfähigen
für die Elektromobilität sind dabei Elektroantrieben.
einerseits der Kundenwunsch nach
geräusch- und emissionslosem Fah- Ein wichtiger Aspekt am Standort ist Dipl.-Ing. Dieter Appelt, 54, studierte von
ren, teils unterstützt durch staatliche dabei die umfangreiche Zusammen- 1982 – 1987 an der Universität Kassel Allge-
Förderungen, und andererseits die arbeit der verschiedenen Bereiche meinen Maschinenbau. In 1987 begann er als
Einhaltung von Emissions-Grenzwer- direkt vor Ort, die es ermöglicht, den Fertigungsplaner für Handschaltgetriebe bei
ten und Auflagen für konventionelle Produktentstehungsprozess von Elek- VW im Getriebebau Kassel. In den Jahren 1993
Antriebe bis hin zu temporären Fahr- troantrieben fast vollständig inner- bis 2005 realisierte er als Planungskoordinator
verboten in verkehrsreichen Städten. halb des Werkes Kassel abzudecken. und später als Projekteiter diverse Projekte
Da sich diese Trends zukünftig noch Dies umfasst neben den Abteilungen im Getriebebau und am Standort Bratislava. In
weiter verstärken, ist es erklärtes Un- Entwicklung, Planung, Fertigung und 2006 übernahm er die Leitung der Pilothalle für
ternehmensziel von Volkswagen, bis Qualitätssicherung auch den Aufbau Getriebe in Kassel und führte diese Abteilung
zum Jahr 2025 Weltmarktführer in von Prototypen in einem Vorserien- mit dem Werkzeugbau zum Vorserien-Center
der E-Mobilität zu werden. Center, die Analyse von Antrieben ein- Getriebe zusammen. Seit 2010 ist er Leiter der
schließlich deren Akustik im Prüffeld Planung Geschäftsfeld Getriebe, die als Leit-
Aktivitäten am Standort Kassel und sogar das After-Sales Geschäft planung für Getriebe und E-Antriebe weltweit
durch den Vertrieb Originalteile. Projekte für Volkswagen realisiert. In 2016 wur-
Eine der größten Herausforderungen de zudem das Vorserien-Center mit in seinen
bei der Serienfertigung von Elektro- Fertigungsprozesse Verantwortungsbereich der Planung integriert.
antrieben ist es, in großen, volumen-
trächtigen Stückzahlen und mit einem Eine wesentliche Aufgabe bei der von Elektroantrieben ist die Indust-
hohen Grad an Automatisierung zu Planung und Großserienproduktion rialisierung der Fertigungsprozesse
e-Golf mit Elektroantrieb aus dem Volkswagenwerk Kassel (alle Bilder © Volkswagen AG)ENTDECKEN SIE HÜBNER Wann immer Sie mit Bus, Zug oder Auto fahren und in den Urlaub fliegen, begegnen Sie HÜBNER-Produkten – weltweit. Die HÜBNER-Gruppe fertigt als Systemanbieter Produkte für verkehrstechnische Branchen (z.B. für Schienenfahrzeuge, Busse, Flughafentechnik, PKW & Nutz- fahrzeuge) sowie für die Medizintechnik, den Bereich Life Quality und Photonics (Laser-, Terahertz-, High Frequency Technology). Die Produktpalette umfasst die Konzeption und Produktion von Faltenbälgen, Fahrzeuggelenksystemen, flexiblen Übergangssystemen, Faltenvordächern, Einstiegssystemen, Fenstersystemen, PUR-Schaumformteilen sowie Produkten aus Gummi und Kunststoffspritzguss, Laser, Terahertz-Spektrometer, Terahertz- Imager sowie Radarsysteme. Die HÜBNER Gruppe – das sind weltweit mehr als 2.400 hochqualifizierte Mitarbeiter. Sie bilden die treibende Kraft für Qualität, Effizienz und Wachstum. www.hubner-group.com
14 technik nordhessen 2-2017 Fertigung der E-Antriebe bei VW
reduzierter Einsatz von Druckluft,
technische Gase oder Kühl- und
Schmierstoffen
• Geringer Instandhaltungsaufwand
der Maschinen
• Störungsfreier, bzw. störungsar-
mer Betrieb der Anlagen durch ro-
buste Prozesse und Prinzipien der
Fehlervermeidung wie z.B. „Poka
Yoke“ (Vertauschungssicherheit in
der Montage)
Die Industrialisierung der Fertigungs-
prozesse unter Berücksichtigung all
dieser Kriterien wurde bei den bisher
am Standort in Serie gebrachten Elek-
Montage des Elektroantriebes für den e-Golf in Kassel troantrieben auch durch eine enge
Zusammenarbeit mit ausgesuchten
unter Beachtung von automobilen An- gen an die benötigten Maschinen und Anlagenlieferanten erreicht. Hierbei
forderungen bezüglich Kosten, Perfor- Anlagen zu beachten: ergaben sich gerade zu Beginn neue,
mance und Qualität. Die Auswahl und teilweise ungewohnte Herausforde-
Entwicklung geeigneter Fertigungs- • Erreichung von hohen Sicherheits- rungen, da viele der Lieferanten erst-
konzepte ergibt sich dabei zwangs- und Gesundheitsschutzanforde- malig Anlagen für automobile Anwen-
läufig aus dem Design und den Pro- rungen, wie die Vermeidung von dungen lieferten. Die für Lieferanten
duktanforderungen, die in Form von Unfällen und der Schutz der Mit- geltenden speziellen Anforderungen
Zeichnungen, Toleranzen und Para- arbeiter an die Prozesse und Betriebsmittel,
metern beschrieben sind. Auf dieser
Basis beginnt dann die Industriali-
sierung der Fertigungsprozesse mit
der Definition der einzelnen Prozess-
schritte und der Gegenüberstellung
alternativer Herstellverfahren. Am
Standort Kassel konzentrieren sich
diese Aktivitäten im Vorserien-Center,
wo hochqualifizierte Facharbeiter ma-
nuell und auf prototypischen Anlagen
erste Konzeptbaustufen-Antriebe her-
stellen. Gemeinsam mit Entwicklung,
Planung und Fertigung findet dabei
eine kontinuierliche Optimierung der
Prozessschritte statt. In dieser Phase
wird bereits berücksichtigt, ob und
wie sich spätere hochautomatisierte
Abläufe darstellen lassen. Produktentstehungsprozess für Elektroantriebe am Standort Kassel
Die zu erreichenden Ziele bei der • Ergonomische Gestaltung der Ar- aber auch die umfangreichen einzu-
Großserienproduktion von Elektroan- beitsplätze unter Berücksichtigung haltenden Vorschriften und die hohe
trieben sind dabei robuste Prozesse der demografischen Entwicklung Arbeitsteilung in der Automobilindu-
und niedrige Fertigungszeiten bei ho- der Mitarbeiter strie waren den oftmals kleinen, mit-
hem Automationsgrad und geringen • Hohe Energieeffizienz mit gerin- telständischen Unternehmen neu. Die
Investitionen. Außerdem ist eine Viel- gen Energie- und Medienverbräu- bisherige Industrialisierung der Ferti-
zahl von Richtlinien und Anforderun- chen, wie z.B. elektrische Energie, gungsprozesse kann daher insgesamtFertigung der E-Antriebe bei VW technik nordhessen 2-2017 15
auch als Gemeinschaftsarbeit zusam-
men mit diesen Lieferanten gesehen
werden.
Auch auf Seiten des Betreibers der
Fertigungsanlagen verursachten die
neuen Fertigungsprozesse und –anla-
gen zu Beginn zusätzlichen Aufwand.
Um die richtigen Prozessparameter zu
finden und aufeinander abzustimmen,
mussten neues Wissen aufgebaut und
vielschichtige Erfahrungen gesam-
melt werden. Dies soll im Folgenden
beispielhaft an Schlüsselprozessen
der Statorfertigung erläutert werden.
Bei den Elektroantrieben für den
e-Golf und den e-up! handelt es sich
dabei um das Wickeln von Parallel-
drähten, das automatisierte Einziehen
dieser Drähte und das anschließende Beispiele für Prototypen-Prozesse: Isolation schneiden/prägen / Spulen wickeln / Spulen einzie-
Kontaktieren, zusammenfassend als hen / Imprägnieren (im Uhrzeigersinn von links oben)
Wickel- und Einziehtechnik bezeich-
net. In der Statorfertigung des Antrie- spulen, das Setzen der Spulen und de- Elektromaschinen für automobile An-
bes für den Golf GTE kommt hingegen ren Kontaktierung. wendungen besteht allgemein in der
GB_Kassel_Anz_Image-Heiz_140x100_4c_GB_Anz_Image
die sogenannte Einzelzahnwicklung 24.02.16 21:31 Seite 1 einer maximalen Leis-
Erreichung
zum Einsatz. Die Schlüsselprozesse Die wesentliche Herausforderung tungsdichte, für die ein hoher Kup-
hierbei sind das Wickeln der Einzel- bei der Fertigung von Statoren für ferfüllgrad in den Nuten der Statoren
Energie sparen
Sanitärtechnik
Heizungstechnik
Klimatechnik
Rohrleitungs- und Anlagenbau
Wir machen’s möglich!
Zertifiziert nach Gebr. Becker GmbH & Co. KG T + 49 561 9202471-0
DIN EN ISO 9001 + SCC Miramstraße 74 kassel@gebr-becker.com
34123 Kassel www.gebr-becker.com16 technik nordhessen 2-2017 Fertigung der E-Antriebe bei VW erforderlich ist. Vor allem bei der Auto- Obwohl bei dem Elektroantrieb des hier hohe Anforderungen beim indivi- matisierung der Wickel- und Einzieh- Golf GTE statt der Wickel- und Ein- duellen Positionieren der Drähte vor technik besteht hierdurch ein Zielkon- flikt zwischen dem Einbringen der Drähte ohne die Isolation zu beschä- digen und einer möglichst hohen Fer- tigungsgeschwindigkeit. Erschwerend kommt hinzu, dass die einzubringen- den Drähte biegeschlaff sind. Gerade bei der Inbetriebnahme der ersten An- lagen zur Statorfertigung am Standort Kassel wurden deshalb umfangreiche Versuche mit verschiedenen Anlagen- parametern von der Prozessgeschwin- digkeit bis hin zur Kantenrundung der Drahtführungen durchgeführt, bis schließlich die geplante Fertigungs- kapazität erreicht werden konnte. Beim anschließenden Kontaktieren wiederrum müssen viele einzelne, isolierte Drähte mit einem Kabelschuh Schlüsselprozesse bei der Statorfertigung von Elektroantrieben in Kassel verbunden werden, sodass eine nie- derohmige Verbindung entsteht. Auch ziehtechnik eine Einzelzahnwicklung dem Schweißen bestehen. Insgesamt hier ist es entscheidend, die richtigen verwendet wird, bestehen hier ähnli- konnte bei dieser Statorfertigung mit Anlagenparameter zu finden, um bei che Herausforderungen. Zwar ist das der Einzelzahnwicklung aber ein hö- großer Hitze und Verformung durch Einbringen des Kupfers bei Einzel- herer Automatisierungsgrad als bei Einstemmen die Verbindung in der er- spulen einfacher, jedoch ist dafür der der Einziehtechnik erreicht werden, forderlichen Güte sicherzustellen. Aufwand beim Kontaktieren höher, da vor allem, weil die Einziehtechnik Schlüsselprozesse in der Statorfertigung e-Golf / e-up!: Wickeln von Paralleldrähten / Automatisiertes Einziehen / Kontaktieren (v. li. n. re.) Schlüsselprozesse in der Statorfertigung Golf GTE: Wickeln von Einzelspulen / Spulen setzen / Kontaktieren (v. li. n. re.)
Fertigung der E-Antriebe bei VW technik nordhessen 2-2017 17 beim Konfektionieren des Wickelkop- fes noch immer einen hohen manuel- len Mitarbeitereinsatz erfordert. Von Hand erfolgt hier das Bündeln von Drähten und Aufschieben von Isola- tionsschläuchen, sowie das Vorberei- ten des elektrischen Verschaltens der drei Phasen des Elektroantriebes. Um die hohe erforderliche Qualifikation der hierzu eingesetzten Mitarbeiter sicherzustellen, durchlaufen diese ein eigenes, standortspezifisches Prozess- trainingscenter. Zusätzlich zu neuen Fertigungs- prozessen erweitert sich bei Elekt- roantrieben auch das Portfolio der Qualitätskontrolle. Einerseits benöti- gen diese Antriebe neue elektrische Konfektionierung des Wickelkopfes Prüfungen, wie z.B. Widerstandmes- sung, Stoßspannungsmessung und Teilentladungsprüfung. Andererseits mögliche Breitenelektrifizierung und für nationale und internationale Ferti- verändern sich aber auch die Anforde- steigende Stückzahlen bei batteriebe- gungsstandorte. Aufgrund der bisheri- rungen bei bekannten Prüfungen wie triebenen Fahrzeugen aus, um auch in gen Aktivitäten ist der Standort Kassel z.B. der Akustikprüfung. Obwohl hier Zukunft sowohl weitere Elektroantrie- für eine elektrische Zukunft sehr gut schon eine große Erfahrung durch be als auch neue Hybridgetriebe in Se- aufgestellt. die Geräuschprüfung von Getrieben rie zu bringen. Diese Projekte können besteht, stellen Elektroantriebe zu- allerdings nur mit neuen hochauto- Dieter Appelt sätzliche Anforderungen, weil die matisierten Anlagen mit großer Ferti- Leitung Planung Geschäftsfeld Getriebe Überlagerung durch Verbrennungs- gungskapazität wirtschaftlich erfolg- Werk Kassel der Volkswagen AG motorgeräusche entfällt. Das Opti- reich umgesetzt werden. Gleichzeitig mieren der Fertigung auf akustisch erfolgt aus dem Volkswagenwerk unauffällige Antriebe ist daher ein Kassel heraus auch der Rollout der langwieriger, iterativer Prozess, der Elektrifizierung des Antriebsstranges umfangreiches Know-how und Equip- ment erfordert. Darüber hinaus existieren viele weite- re Herausforderungen bei der Indus- trialisierung der Fertigungsprozesse von Elektroantrieben, von denen das Handling dünner Rotor-Stator Bleche, eine hohe Wuchtgüte bei Rotoren, das Handling und Führen von Permanent- magneten und das Imprägnieren der Wicklungen nur einige exemplarische Beispiele für neue Prozesse sind. Ausblick Die aktuellen Anstrengungen am Standort Kassel richten sich auf eine Konzeptstudie I.D. mit Elektroantrieb aus Kassel
18 technik nordhessen 2-2017 Herausforderungen der E-Mobilität
Entwicklungen und Herausforderungen der Elektromobilität
Im Zuge der weiter voranschreitenden Die Entwicklung der Elektromobilität
Elektromobilität bringen immer mehr wird immer größere Auswirkungen
Fahrzeughersteller neue Modelle mit auf die heutigen Verteilnetze haben,
wachsenden Reichweiten auf den denn die Ladesäulen werden in Wohn-
Markt. Mit diesem technologischen gebieten oder an Verkehrsachsen und
Fortschritt und einem wachsenden wichtigen Knotenpunkten, wie Auto-
Marktanteil von E-KFZ einhergehend höfen oder stark frequentierten Bun-
gewinnt das Thema Ladeinfrastruktur desstraßen, installiert. Das stellt die
zunehmend an Bedeutung. Zum Jah- Netzbetreiber vor neue Herausforde-
resende 2016 waren bereits mehr als rungen. Die heutigen Stromnetze sind
3.000 öffentlich zugängliche Ladesäu- teilweise nicht für die Leistungen der
len in Deutschland verfügbar. Durch Ladesäulen ausgelegt und eine intel-
das aktuell laufende Förderprogramm ligente „Vernetzung“ der Ladesäulen,
des Bundes „Förderrichtlinie Ladein- durch die das Netz entlastet werden
frastruktur für Elektrofahrzeuge in könnte, ist gerade erst in der Entwick-
Deutschland“ sollen bis 2020 insge- lung. In der Zukunft könnten Lade- Dipl.-Wirtsch.-Ing. Nicolas Spengler hat an der
samt 300 Mio. Euro an Fördermitteln säulen und Fahrzeuge in dem Maße Universität Kassel Wirtschaftsingenieurwesen
für den Aufbau von bis zu 15.000 Lade- miteinander kommunizieren, dass es mit den Schwerpunkten Erneuerbare Energien
säulen zur Verfügung gestellt werden. zu keiner Überlastung des Stromnet- und Energieeffizienz studiert. Nach seinem
zes kommen wird. Studium arbeitete er bei den Stadtwerken Wolf-
Die EAM hat mit ihren 50 Ladesäulen hagen in dem Bereich „Erneuerbare Energien
in den letzten Jahren bereits viel For- Die EAM testet aktuell an den Stand- und Energieeffizienz“ bis er im Oktober 2014 zu
schungsarbeit geleistet und Erfahrun- orten Lohfeldener Rüssel und Kirch- der EnergieNetz Mitte GmbH kam. Dort ist er
gen rund um den Betrieb der Anlagen heimer Dreieck ein System zum dy- für das Thema Smart Grid mit dem Fokus auf
gesammelt. In dem logischen nächs- namischen Lastmanagement. Dabei der Entwicklung innovativer Produkte für den
ten Schritt wird man sich mit der In- wird die maximal mögliche Ladeleis- Netzbetrieb verantwortlich.
tegration der steigenden Anzahl an tung der Säule auf die angeschlosse-
Ladesäulen in das Netz und den damit nen Fahrzeuge optimal verteilt. Somit Herausforderungen bei der Integration
verbundenen Anforderungen an die können mehrere Fahrzeuge parallel von Lademöglichkeiten im Haushaltsbe-
Netzplanung und -berechnung ausei- geladen werden, der Leistungsbezug reich
nandersetzen. aus dem Netz bleibt jedoch konstant.
Ein anschauliches Beispiel für die
künftigen Erfordernisse stellt der
Haushaltsbereich dar. Heute sind die
Verteilnetze so ausgelegt, dass die
Versorgung eines jeden angeschlos-
sen Haushaltes sichergestellt ist. Eine
steigende Anzahl von Elektroautos in
Verbindung mit der Forderung nach
höheren Leistungen der Ladesäulen
(bis zu 22 kW im Haushaltsbereich
und bis zu 300 kW im öffentlichen
Bereich) zeigt, dass die Netzbetrei-
ber sich den Aufgaben schon in der
nahen Zukunft stellen müssen. Dies
gilt insbesondere, wenn zu bestimm-
ten Zeitpunkten mehrere Fahrzeuge
Hochleistungs-Schnellladesäulen am Lohfeldener Rüssel, an denen ein dynamisches Lastmanage- gleichzeitig einen bestimmten Netz-
ment getestet wird (Bild © EAM GmbH & Co. KG) abschnitt belasten, wie es z. B. zurHerausforderungen der E-Mobilität technik nordhessen 2-2017 19
klassischen Feierabendzeit in einem Wohngebiet der Fall
sein könnte.
Ziel muss es sein, die Rahmenbedingungen für die kosten-
effiziente Integration von Ladeinfrastruktur in das Strom-
netz zu schaffen. Vor diesem Hintergrund stellen sich den
Netzbetreibern eine Vielzahl von Fragen:
• Wie viele Fahrzeuge können in das Verteilnetz integ-
riert werden?
• Wie sehr belastet die Elektromobilität den Netzbetrieb
und dessen Betriebsmittel?
• Oder können die Fahrzeuge als Energiespeicher dienen
und Netzausbau vermeiden.
Einige dieser Fragestellungen werden aktuell in der vom
Hessischen Ministerium für Wirtschaft, Energie, Verkehr
und Landesentwicklung initiierten Verteilnetzstudie Hes-
sen adressiert, an der sich die EAM als Konsortialführer
eines Netzbetreiber-Konsortiums beteiligt.
Darstellung von Verbrauchern und Erzeugern im Zusammenspiel mit
Die derzeitigen Annahmen zur Berechnung von Lastflüssen einem regionalen Flexibilitätsmarkt (Bild © House of Energy)
und Kurzschlussströmen werden zukünftig um Szenarien
erweitert werden müssen, in denen eine realistische Abbil-
dung des Ladeverhaltens vieler Nutzer Berücksichtigung Dafür müssen Flexibilitätspotentiale und die möglichen
finden, um den nötigen Netzausbau planbar bestimmen zu Vermarktungspotentiale der Fahrzeuge und der Ladeinfra-
können. Dabei werden Aspekte, wie Gleichzeitigkeit der struktur ermittelt und in einem standardisierten Verfahren
Ladevorgänge, Ladeverhalten der Fahrzeuge, Anzahl der präqualifiziert werden.
Ladesäulen und deren Leistung, eine große Rolle spielen.
Die Elektromobile können in dem System einen ähnlichen
Integration in einen regionalen Flexibilitätsmarkt Platz wie stationäre Batteriespeicher einnehmen und auf-
grund von Marktanreizen antizyklisch geladen werden,
Eine weitere Möglichkeit wird im Rahmen des SINTEG- um somit das Netz zu stabilisieren. Durch die zukünftige
Schaufensterprojektes C/sells von der EAM erforscht und Kommunikation über intelligente Messsysteme und die
in einem Feldversuch erprobt. In dem Projekt C/sells Nutzung von Energiemanagementsystemen im Haushalts-
werden massentaugliche Lösungen für eine sichere und bereich können sich Ladeleistungen und Ladestände der
effiziente Vernetzung unterschiedlicher Energieinfrastruk- Batterien danach richten, wie der aktuelle Zustand des
turen und Handelsmärkten demonstriert. Inhalt des Pro- Netzes ist.
jektes, das die EAM gemeinsam mit der Universität Kassel
durchführt, ist die Einbindung von Erzeugern und Lasten Nicolas Spengler
in einen regionalen Flexibilitätsmarkt zur Bereitstellung EnergieNetz Mitte GmbH
von netzdienlichen Flexibilitäten über einen marktba- Assetmanagement
sierten Mechanismus. Dabei sollen Photovoltaik-Anlagen,
Windparks, Industrieunternehmen, Batterie- oder Wärme-
speicher und auch Elektrofahrzeuge jeder Größe an einem
Marktplatz ihr netzdienliches Verhalten handeln können.
Der regionale Flexibilitätsmarktmechanismus wird mit ei-
nem Ampelkonzept gesteuert. Die Ampelphasen spiegeln
hierbei den prognostizierten Zustand eines Netzbereichs
zu einem bestimmten Zeitpunkt wider.20 technik nordhessen 2-2017 Ladeinfrastruktur e-Mobilität
Ladeinfrastruktur e-Mobilität aus Nordhessen
Die Steinzeit endete nicht, weil keine ren Normgehäuse von Spelsberg. Für
Steine mehr da waren. Wo wir heute das umhüllende Gehäuse werden Spe-
noch TANKEN, werden wir mit der e- zialbetone verwendet, die zusammen
Mobilität LADEN! Und Laden können mit führenden Experten wie der Kas-
wir an jeder Ecke, da wir ein bundes- seler G.tecz Engineering, Dyckerhoff
weit fein verteiltes Stromnetz haben, und Wiebusch Polymerbeton aus Volk-
aus dem wir schöpfen können. So ist marsen entwickelt wurden.
die Ladestation die Synapse im intel-
ligenten Stromnetz – natürlich mit Die Ladestationen sind für den Start
Ökostrom und klimaneutral. Das Team in die Elektromobilität konzipiert und
der PLUG´n CHARGE (Einstecken und jederzeit erweiterbar für die nächsten
Laden) GmbH aus Nordhessen setzt technischen Entwicklungsschritte. Sie
sich aus Fachleuten rund um die e-Mo- bestehen aus Spezialbeton mit einem
bilität zusammen. PLUG´n CHARGE standardisierten Interface. Der Fahr-
(PNC) mit ihrer Zentrale in Bad Ems- zeugbesitzer kann seinen eigenen Ste-
tal bei Kassel entwickelt und vertreibt cker (Typ 2 oder Adapter) anschließen. Dr. Christian Kahl, geboren 1970 in Herdecke im
Ladestationen. Dabei reicht die Palette Die inneren Normgehäuse der Station nördlichen Ennepe-Ruhr-Kreis, erwarb zusam-
von Serienprodukten bis hin zur Spe- haben die Schutzart IP 44 und sind men mit seinem Bruder Dr. Johannes Kahl 2007
zialanfertigung nach Kundenwunsch. für Betriebstemperaturen von -25°C das Schloss Riede in Bad Emstal und machte es
Zum Angebot gehört natürlich auch bis +40°C ausgelegt. Sie sind für die zum Ausgangspunkt verschiedener innovativer
die Betreuung nach dem Aufbau, wie Elektromobilität genormte Gehäuse, Entwicklungen, zu denen auch die e-Mobilität
Überwachung, Wartung und Abrech- die eine einfache Umrüstung bzw. gehört. Er ist seit 2011 Geschäftsführer der
nungsfunktion. Erweiterung zu einem späteren Zeit- Plug’n Charge GmbH, die, unterstützt vom Land
punkt möglich machen (Modularität), Hessen und in Zusammenarbeit mit Hochschulen
Fest mit Nordhessen verwurzelt, kön- und von einem äußeren Gehäuse aus und Partnerunternehmen, eine eigene Produkt-
nen PNC-Produkte nicht typischer einem Spezialbeton mit speziellem De- familie von Ladestationen für Elektrofahrzeuge
sein: zuverlässig, beständig, von ro- sign (Folierung nach Kundenwunsch) in Riede entwickelt hat (Bild © Privat)
buster Qualität und Made in Germany. umgeben sind.
Die Ladetechnik kommt in Form eines
Partnermodells von Phoenix Contact Die technischen Komponenten sind mit einer Ladebuchse IEC-Typ-2 gemäß
im westfälischen Blomberg, die inne- in den Innen-Gehäusen integriert und VDE-AR-E 2623-2-2 inkl. Deckel aus-
gerüstet. Die automatische Erkennung
des Ladekabels und die Steuerung des
Ladestroms gemäß IEC 61851 bzw.
VDE-AR-E 2623-2-2 wird durch den La-
decontroller gewährleistet. Zusätzlich
zur automatischen Verriegelung der
Ladebuchse beim Ladevorgang wird
eine Netzausfall-Steckerfreigabe ange-
boten. Alle Stationen beinhalten einen
Anschluss für 400 V AC, dreiphasig,
22 kW. Die Ladeleistung von 22 kW
wird automatisch auf 11 oder 3,7 kW
angepasst. Zusätzlich kann jeder-
zeit auf Kundenwunsch (u. a. wegen
Netzkapazität) generell auf geringere
Leistungen (z.B. 11kW oder 3,7kW)
e-Parkplatzsystem mit Masterstation in der Mitte und zwei Satelliten mit Dr. Christian Kahl und heruntergeregelt werden. Weitere
dem fahrzeugeigenen Ladekabel (alle Bilder © (wd)) Komponenten sind u. a. ein LastschützLadeinfrastruktur e-Mobilität technik nordhessen 2-2017 21
40A, 4p, ein Fehlerstromschutzschal- Systemüberwachung, d.h. die Online- bargeldlosen ad-hoc-Ladens und Roa-
ter allstromsensitiv Typ B, je nach Überwachung der Stationen bietet. ming-Funktionen zur Abrechnung.
Ausführung auch mit der Möglichkeit Die Vernetzung erfolgt über eine
einer automatischen Wiedereinschal- RS485-Schnittstelle an die System- Drei einzelne Ladestationen werden
tung, sowie entsprechende Netzteile. überwachung. Weitere Funktionen für zum e-Parkplatzsystem von PNC ver-
Damit sind die Voraussetzungen für unterschiedliche Ladeanwendungen, bunden. Das System besteht aus einer
ein diskriminierungsfreies und barri- wie die Autorisierung über RFID, die Masterstation und zwei e-Satelliten.
erefreies Laden gemäß europäischer Energiezählung über einen geeichten Hier bietet sich der richtige Einstieg in
Norm Mode 3 und mit einer im Mode 3 Smart Meter und die Datenübertra- den Aufbau von Infrastruktur, da sich
automatischen Verriegelung während gung an das PNC-eigene e-Mobility- die einzelne e-Ladestation der PNC in
des Ladevorgangs gewährleistet. Backend-System zur Verwaltung der einem nächsten Schritt und jederzeit
Nutzerdaten über LAN, GPRS oder zu einem e-Parkplatzsystem erweitern
Die Stationen sind je nach Ausführung GSM stehen zur Verfügung. Darüber lässt!
für das Laden im System vorbereitet. hinaus befindet sich PNC momentan
Hierzu ist eine Systemsteuerung inkl. im Zertifizierungsprozess zur Einbin- Für den Privatgebrauch steht mit
der Möglichkeit zur Datenkommuni- dung der Station in weitere e-Mobility den gleichen technischen Daten wie
kation enthalten, welche auch eine Systeme, sowie zur Einrichtung des bei einer einzelnen Ladestation eine
Unsere Kraftwerke der Zukunft
Die Zukunft der Energieversorgung ist dezentral und erneuerbar. Davon sind wir über-
zeugt. Deshalb haben wir 2009 beschlossen, die Energiewende hier bei uns in Nordhes-
sen selbst in die Hand zu nehmen. Seitdem haben wir vier Windparks projektiert, die im
langjährigen Mittel pro Jahr rund 158,8 GWh* sauberen Strom ins Nordhessische Netz
einspeisen. Genug, um rechnerisch 52.900 Haushalte mit einem Verbrauch von 3.000 kWh
klimaneutral zu versorgen.
*P75-Ertrag: Prognoseertrag, der mit 75-prozentiger Wahrscheinlichkeit erreicht wird.
/swkassel
sw-kassel.de22 technik nordhessen 2-2017 Ladeinfrastruktur e-Mobilität
Hintergrund
Das höchste Lob in Nordhessen lau-
tet, wenn jemand sagt: Is´ ma was
Anneres! Dieses Lob aus berufenem
Munde lasen wir zunächst nur unter
http://plugncharge.de, aber nach
dem aufschlussreichen Besuch auf
Schloss Riede und dem Gespräch mit
Dr. Christian Kahl kurz vor Redakti-
onsschluss dieser Ausgabe der „tn“
schließt sich die Redaktion diesem
Urteil vorbehaltlos an: Keine unle-
serlichen Displays bei Sonnenschein,
einfache Bedienung über RFID, den
nach VDE genormten Stecker und
vieles, vieles mehr. Weiter so!
Dr. Christian Kahl mit fahrzeugeigenem La- Über einen Browser und einen WLAN-Hotspot
dekabel mit Stecker Typ 2 an der mittleren (wd) in der mittleren Ladesäule wird der Ladevor-
Ladestation gang gestartet
e-Wallbox und für e-Bikes steht das Die Stationen haben sich seit zwei
PedelecLadeSystem mit 4, 6 oder Jahren an verschiedenen Aufstel-
12 Ladepunkten und Freigabe über lungsorten zwischen München und
Smartphone-App zur Verfügung. Hamburg in der Praxis bewährt. Ge-
rade wird eine deutsche Touristikrou-
Seit 2016 bietet PNC somit alle Lade- te mit PNC Produkten elektrifiziert
stationen für Elektrofahrräder und (www.maerchenstrasse-emobil.de).
Elektroautos. Es gibt Ladestationen für
alle Lademodi verschiedener Stärken Dr. Christian Kahl
sowie die verschiedenen Spannungen Plug´n Charge GmbH
der Fahrradakkus. Es gibt Ladestati-
onen für die verschiedenen Aufstel-
lungsorte: Garage, Stellplatz, Tiefgara-
ge, Parkplätze, für Wandmontage, als
Standsäule oder als Satellitensysteme,
kabelgebunden und steckergebunden.
Die Ladestationen für e-Autos und Pe-
delecs folgen einem modularen Auf-
bau und bedienen damit die ganze
Palette der Ladeinfrastruktur: über
die Ausrüstung von Parkdecks, bei der
es auf kostengünstige Einzelprodukte
ankommt, bis zu Lösungen für Unter-
nehmen sowie öffentliche Ladestatio-
nen, sind alle denkbaren Anwendun-
gen vorhanden. Um allen zukünftigen
technischen Entwicklungen gerecht
zu werden verfügen die Ladestationen
von PNC über Technik im deutschen Der Fahrrad-Akku wird mit seinem eigenen Ladegerät geladen, welches diebstahlsicher in der
Industriestandard. blauen Box untergebracht istSie können auch lesen